Изобретение относится к области водно-, нефтегазопромысловых соединений трубопроводов. Надежность новой конструкции предполагает усиление прочности зоны стыкового соединения, а распределение нагрузочных усилий, возникающих в жестком стыке, снижает долю концентрированных напряжений вокруг околошовной сварной поверхности. Новый узел соединения не разрушает внутреннее антикоррозионное покрытие и делает возможным создание вокруг него деформационно-упругой системы средств защиты при внутреннем давлении газа и/или жидкости от 0,1 до 18 МПа и более.
К известным аналогам следует отнести ближайший аналог - RU 2218513 C1, F 16 L 58/04, 10.12.2003.
К недостаткам такого соединения следует отнести прерывность качества поверхности внутреннего сварного соединения, что разрушает внутреннее антикоррозионное покрытие и разупрочняет околошовную структуру металла, создавая разнохарактерные силовые напряжения от термических напряжений, снижающих упругодинамические свойства профилей трубопроводов, изменяющиеся во времени на сухопутном профиле и/или водном шельфе природного грунта.
Задачей нового технического решения является повышение технологических возможностей сварного трубопроводного соединения.
Поставленная задача достигается тем, что узел сварного соединения трубопровода, содержащий металлические трубы с нанесенным на их внутреннюю поверхность защитным покрытием и втулку, размещенную внутри труб, отличается тем, что узел выполнен ручной и/или автоматической сваркой с получением сварного шва, площадь которого превышает площадь нормального сечения труб, и имеет кольцевые элементы, кольцевые неармированные и/или армированные резиновые уплотнения, термоизоляционный материал, герметизирующий материал, как минимум, три Г-образных упора, равноразмещенных в радиальной плоскости, или Г-образный кольцевой упор, служащие для установки центров масс, при этом размещенная внутри труб втулка выполнена с цилиндрическим участком и сопряженными с ним развальцованными и/или механически обработанными лезвийным инструментом коническими участками и размещена внутри труб таким образом, что кромки труб контактируют с Г-образными упорами или Г-образным кольцевым упором, а защитное покрытие на внутренней поверхности труб нанесено на расстоянии от их торцев с образованием в зоне нанесения термоненагруженной зоны, причем Г-образные упоры или Г-образный кольцевой упор размещены на половине длины втулки и жестко зафиксированы на ее внешней поверхности, на внутренней поверхности цилиндрического и сопряженных с ним конических участков втулки нанесено защитное покрытие, кольцевые элементы жестко закреплены на внешней поверхности цилиндрического участка втулки, равно смещены от его торцев и установлены оппозитно друг другу, кольцевые неармированные и/или армированные резиновые уплотнения размещены на внешней поверхности втулки между нанесенным на внутреннюю поверхность труб защитным покрытием, торцами кольцевых элементов и коническими участками втулки, плотно контактируя с ними, термоизоляционный материал жестко закреплен на внешней поверхности цилиндрического участка втулки между торцами кольцевых элементов, а герметизирующий материал нанесен на внешнюю поверхность упомянутых конических участков втулки.
На чертеже изображено продольное сечение сварного соединения трубопроводов.
Цифровые обозначения, используемые на чертеже: сварное соединение (1); торцы (2 и 3); трубы (4 и 5); внутренняя поверхность (6); защитное покрытие (7); осевое расстояние (8); упоры (9, 19); втулка (10); кольцевые элементы (11); резиновые уплотнения (12); приторцовые зоны (13 и 14); защитное покрытие (15); термоизоляционный слой материала (16); слой герметизирующего материала (17 и 18); сварной шов (20); торцы (21 и 22).
Описание узла сварного соединения трубопровода.
Узел сварного соединения трубопровода, содержащий металлические трубы (4 и 5) с нанесенным на их внутреннюю поверхность (6) защитным покрытием (7) и втулку, размещенную внутри труб, отличается тем, что:
1) узел (1) выполнен ручной и/или автоматической сваркой с получением сварного шва (20), площадь которого превышает площадь нормального сечения труб (4 и 5), и имеет кольцевые элементы (11), кольцевые неармированные и/или армированные резиновые уплотнения (12), термоизоляционный материал (16), герметизирующий материал (17 и 18), как минимум, три Г-образных упора (9), равноразмещенных в радиальной плоскости, или Г-образный кольцевой упор (19), служащие для установки центров масс;
2) размещенная внутри труб втулка (10) выполнена с цилиндрическим участком и сопряженными с ним развальцованными и/или механически обработанными лезвийным инструментом коническими участками и размещена внутри труб (4 и 5) таким образом, что кромки труб контактируют с Г-образными упорами (9) или Г-образным кольцевым упором (19);
3) защитное покрытие (15) на внутренней поверхности (6) труб (4 и 5) нанесено на расстоянии (8) от их торцев (2 и 3) с образованием в зоне нанесения термоненагруженной зоны;
4) Г-образные упоры (9) или Г-образный кольцевой упор (19) размещены на половине длины втулки (10) и жестко зафиксированы на ее внешней поверхности;
5) на внутренней поверхности цилиндрического и сопряженных с ним конических участков втулки (10) нанесено защитное покрытие (15);
6) кольцевые элементы (11) жестко закреплены на внешней поверхности цилиндрического участка втулки (10), равно смещены от его торцев (21 и 22) и установлены оппозитно друг другу;
7) кольцевые неармированные и/или армированные резиновые уплотнения (12) размещены на внешней поверхности втулки (10) между нанесенным на внутреннюю поверхность труб (4 и 5) защитным покрытием (15), торцами кольцевых элементов и коническими участками втулки (10), плотно контактируя с ними;
8) термоизоляционный материал (16) жестко закреплен на внешней поверхности цилиндрического участка втулки (10) между торцами кольцевых элементов (11);
9) герметизирующий материал (17 и 18) нанесен на внешнюю поверхность упомянутых конических участков втулки (10).
Пример выполнения узла сварного соединения трубопроводов.
Узел сварного соединения трубопровода, содержащий металлические трубы (4 и 5) с нанесенным на их внутреннюю поверхность (6) защитным покрытием (7) и втулку, размещенную внутри труб, выполняется таким образом, что:
- узел (1) выполнен ручной и/или автоматической сваркой с получением сварного шва (20), площадь которого превышает площадь нормального сечения труб (4 и 5), и имеет кольцевые элементы (11), кольцевые неармированные и/или армированные резиновые уплотнения (12), термоизоляционный материал (16), герметизирующий материал (17 и 18), как минимум, три Г-образных упора (9), равноразмещенных в радиальной плоскости, или Г-образный кольцевой упор (19), служащие для установки центров масс;
- размещенная внутри труб втулка (10) выполнена с цилиндрическим участком и сопряженными с ним развальцованными и/или механически обработанными лезвийным инструментом коническими участками и размещена внутри труб (4 и 5) таким образом, что кромки труб контактируют с Г-образными упорами (9) или Г-образным кольцевым упором (19);
- защитное покрытие (15) на внутренней поверхности (6) труб (4 и 5) нанесено на расстоянии (8) от их торцев (2 и 3) с образованием в зоне нанесения термоненагруженной зоны;
- Г-образные упоры (9) или Г-образный кольцевой упор (19) размещены на половине длины втулки (10) и жестко зафиксированы на ее внешней поверхности;
- на внутренней поверхности цилиндрического и сопряженных с ним конических участков втулки (10) нанесено защитное покрытие (15);
- кольцевые элементы (11) жестко закреплены на внешней поверхности цилиндрического участка втулки (10), равно смещены от его торцев (21 и 22) и установлены оппозитно друг другу;
- кольцевые неармированные и/или армированные резиновые уплотнения (12) размещены на внешней поверхности втулки (10) между нанесенным на внутреннюю поверхность труб (4 и 5) защитным покрытием (15), торцами кольцевых элементов и коническими участками втулки (10), плотно контактируя с ними;
- термоизоляционный материал (16) жестко закреплен на внешней поверхности цилиндрического участка втулки (10) между торцами кольцевых элементов (11);
- герметизирующий материал (17 и 18) нанесен на внешнюю поверхность упомянутых конических участков втулки (10).
Промышленная полезность нового технического решения заключается в модернизации узлов сварных соединений, приводящей к более долговечной и силовой защите стыков труб, а также длительному сохранению внутренней поверхности сварного соединения от воздействия агрессивных жидкостных сред.
Экономическая эффективность заявленного решения достигается увеличением срока службы сварных соединений трубопроводов в пять раз при воздействии на них агрессивных сред, уменьшаются энергозатраты на перекачивание жидкостей, что обеспечивает окупаемость способа оптимизации сварного соединения через три года использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 2005 |
|
RU2283740C1 |
| УЗЕЛ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2011 |
|
RU2471110C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2014 |
|
RU2570298C2 |
| СВАРНОЕ СОЕДИНЕНИЕ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБОЙ | 2013 |
|
RU2519534C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2518992C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2395029C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2397394C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2532473C2 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2012 |
|
RU2503873C1 |
| УЗЕЛ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 2017 |
|
RU2670284C1 |
Изобретение относится к сварным соединениям трубопроводов, а именно к конструкции узла сварного соединения. Узел содержит металлические трубы с нанесенным на их внутреннюю поверхность защитным покрытием, втулку, размещенную внутри труб, кольцевые элементы, кольцевые неармированные и/или армированные резиновые уплотнения, термоизоляционный материал, герметизирующий материал, как минимум три, Г-образных упора, равно размещенных в радиальной плоскости, или Г-образный кольцевой упор, служащие для установки центров масс. Г-образные упоры или Г-образный кольцевой упор размещены на половине длины втулки и жестко зафиксированы на ее внешней поверхности. Втулка выполнена с цилиндрическим участком и сопряженными с ним развальцованными и/или механически обработанными лезвийным инструментом коническими участками и размещена внутри труб таким образом, что кромки труб контактируют с Г-образными упорами или Г-образным кольцевым упором. Защитное покрытие на внутренней поверхности труб нанесено на расстоянии от их торцов с образованием в зоне нанесения термоненагруженной зоны. На внутренней поверхности втулки нанесено защитное покрытие. Кольцевые элементы жестко закреплены на внешней поверхности цилиндрического участка втулки и равно смещены от его торцов. Кольцевые неармированные и/или армированные резиновые уплотнения размещены на внешней поверхности втулки между нанесенным на внутреннюю поверхность труб защитным покрытием, торцами кольцевых элементов и коническими участками втулки, плотно контактируя с ними. Термоизоляционный материал жестко закреплен на внешней поверхности цилиндрического участка втулки между торцами кольцевых элементов, а герметизирующий материал нанесен на внешнюю поверхность конических участков втулки. Узел выполнен ручной и/или автоматической сваркой с получением сварного шва, площадь которого превышает площадь нормального сечения труб. Это позволит обеспечить более долговечное использование трубопроводов за счет сохранения внутренней поверхности шва от воздействия агрессивных сред. 1 ил.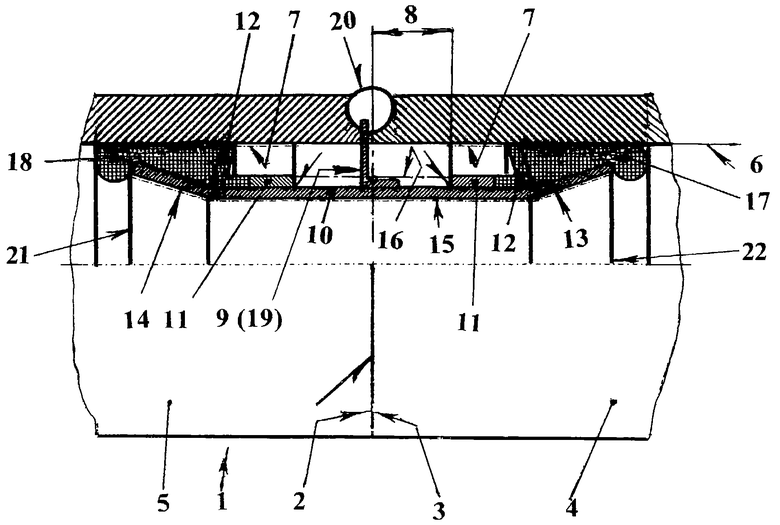
Узел сварного соединения трубопровода, содержащий металлические трубы с нанесенным на их внутреннюю поверхность защитным покрытием и втулку, размещенную внутри труб, отличающийся тем, что сварное соединение узла выполнено ручной и/или автоматической сваркой с получением сварного шва, площадь которого превышает площадь нормального сечения труб, а узел имеет кольцевые элементы, кольцевые неармированные и/или армированные резиновые уплотнения, термоизоляционный материал (16), герметизирующий материал, Г-образный кольцевой упор или как минимум три Г-образных упора, равноразмещенных в радиальной плоскости, служащие для установки центров масс, размещенная внутри труб втулка выполнена с цилиндрическим участком и сопряженными с ним развальцованными и/или механически обработанными лезвийным инструментом, коническими участками и размещена внутри труб таким образом, что кромки труб контактируют с Г-образным кольцевым упором или Г-образными упорами, защитное покрытие на внутренней поверхности труб нанесено на расстоянии от их торцов с образованием в зоне нанесения термоненагруженной зоны, Г-образный кольцевой упор или Г-образные упоры размещены на половине длины втулки и жестко зафиксированы на ее внешней поверхности, на внутренней поверхности цилиндрического и сопряженных с ним конических участков втулки нанесено защитное покрытие, кольцевые элементы жестко закреплены на внешней поверхности цилиндрического участка втулки, равно смещены от его торцов и установлены оппозитно друг другу, кольцевые неармированные и/или армированные резиновые уплотнения размещены на внешней поверхности втулки между нанесенным на внутреннюю поверхность труб защитным покрытием, торцами кольцевых элементов и коническими участками втулки и плотно контактируют с ними, термоизоляционный материал жестко закреплен на внешней поверхности цилиндрического участка втулки между торцами кольцевых элементов, герметизирующий материал нанесен на внешнюю поверхность упомянутых конических участков втулки.
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2002 |
|
RU2218513C1 |
| Направляющий аппарат для крыльчатых водяного и ветряного двигателей | 1932 |
|
SU31834A1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ | 1995 |
|
RU2080510C1 |
| ВАГОНЕТКА ДЛЯ ПЕРЕВОЗКИ КИРПИЧА-СЫРЦА | 1930 |
|
SU19120A1 |
| Способ сварки эмалированных труб | 1989 |
|
SU1648696A1 |
| JP 2001124288 А, 11.05.2001. | |||

