Область техники
Изобретение относится к обернутым цилиндрическим телам и, в частности, к приспособлениям, используемым при менструациях и пригодным для поглощения выделяемых организмом текучих сред.
Предпосылки создания изобретения
Внешние обертки для цилиндрических тел и, в частности, внешние обертки для изделий, которые могут быть легко открыты, но в то же время должны быть защищены от грязи, пыли, влаги или другого загрязнения, будучи обернутыми, например, такие как тампоны, используемые при менструациях (catamenial tampons), представляют собой популярные средства для образования отдельных переносных изделий. Несмотря на то, что изобретение будет рассмотрено конкретно применительно к тампонам, используемым при менструациях, следует понимать, что проблемы, на решение которых направлено данное изобретение, и их решение применимы ко многим аналогичным изделиям, включая, например, пищевые продукты, табачные изделия и т.п.
Один способ и устройство для запечатывания упаковочной трубки раскрыты в документе WO 01/36272 (на имя Buzot и др.). В данной публикации упаковочную трубку запечатывают вокруг по существу цилиндрического упакованного изделия. Упаковочная трубка выступает за свободный передний конец изделия, при этом ее выступающий конец сдавливают вместе и соединяют посредством нагретых зажимных губок для образования первого листа пленки. Затем участок образованного первого листа пленки перегибают и накладывают на наружную поверхность упаковочной трубки на переднем конце. Герметизацию сложенного листа выполняют посредством подвода нагретой куполообразной прижимной головки. Внутренние стенки, окружающие углубление нагретой прижимной головки, обеспечивают сплавление сложенного листа с пленкой наружной поверхности упаковочной трубки. Должно быть подведено достаточное количество тепла для сплавления трех слоев пленки вместе. Кроме того, нагретые губки должны соответствовать по форме геометрическим характеристикам или кривизне вставляемого конца тампона для того, чтобы расплавленная пленка обеспечивала плотную посадку внешней обертки.
Новые разработки в области тампонов, используемых при менструациях, в настоящее время включают те изделия, которые имеют покрывающие элементы или листы для перемещения текучих сред, такие как раскрытые в документах US 20050256511, US 20050283128 и WO 2005/112860. Тампоны таких новых типов позволяют уменьшить утечки, вызываемые обтеканием, поскольку листы для перемещения текучих сред служат для направления текучей среды в элемент для удерживания текучих сред. Одним примером подобного тампона является тампон, который включает в себя в качестве листов для перемещения текучих сред лист пленки с отверстиями, который покрывает вставляемую часть элемента для удерживания текучих сред и прикреплен к элементу для удерживания текучих сред посредством продольного шва, полученного термосваркой. Это отличается от предыдущих тампонов по множеству признаков, включая то обстоятельство, что пленка с отверстиями покрывает вставляемую часть тампона, которая, как правило, оставалась непокрытой. В документе WO 01/01909 раскрыт куполообразный тампон, имеющий поглощающую структуру, по существу закрытую покрывающим элементом из пленки с отверстиями, который имеет неионогенное поверхностно-активное вещество, по меньшей мере, частично нанесенное на покрывающий элемент. Покрывающий элемент перекрывает куполообразный вводимый конец, но закрывает его не полностью. Одна проблема, с которой сталкиваются при данном типе тампона, который имеет расплавляемый материал во вставляемой части тампона, относится к обеспечению наличия и термосварке внешней обертки. Термосварка внешней обертки, как правило, выполняется на вставляемом конце и вытягиваемом конце. Когда тепло подводится к материалу внешней обертки, пленка с отверстиями, покрывающая вставляемую часть тампона, также подвергается воздействию тепла. Пленка может расплавляться, отверстия могут «закрываться», и пленка может оказаться прикрепленной к внешней обертке.
Следовательно, требуется способ герметизации внешней обертки без расплавления пленки с отверстиями, покрывающей вставляемую часть тампона. В частности, требуется способ герметичного закрытия покрывающего элемента или элемента для перемещения текучих сред, изготовленного из материала, имеющего температуру плавления, которая равна или меньше температуры плавления внешней обертки. Одна трудность при решении этой проблемы заключается в геометрических характеристиках вставляемого конца тампона. Данное изобретение позволяет решить указанную проблему, и в соответствии с ним разработано обернутое приспособление, используемое при менструациях, способ обертывания приспособления, используемого при менструациях, и устройство, пригодное для получения данного обернутого приспособления, используемого при менструациях.
Сущность изобретения
Способ обертывания приспособления, используемого при менструациях, такого как тампон, включает в себя:
- выполнение цилиндрической внешней обертки, имеющей длину, превышающую длину предмета, который будет обернут ею;
- вставку приспособления, используемого при менструациях, внутрь внешней обертки так, чтобы внешняя обертка выступала наружу от приспособления, используемого при менструациях, у вставляемого конца, при этом цилиндрическое тело имеет куполообразный вставляемый конец;
- термосваривание внешней обертки на вытягиваемом конце цилиндрического тела;
- введение выступающей внешней обертки на куполообразном вставляемом конце в контакт с, по меньшей мере, тремя вогнутыми зажимными губками, при этом каждая зажимная губка нагрета до некоторой температуры, в течение нескольких минут;
- снятие, по меньшей мере, трех зажимных губок;
при этом внешняя обертка образует шов над вставляемым концом, так что ребристые выступы внешней обертки могут быть загнуты так, чтобы обеспечить соответствие форме вставляемого конца внешней обертки.
В соответствии с одним аспектом настоящего изобретения обернутое приспособление, используемое при менструациях и предназначенное для поглощения выделяемых организмом текучих сред, имеет цилиндрическое тело, имеющее вставляемый конец и вытягиваемый конец, при этом вставляемый конец имеет куполообразную форму; и по существу цилиндрическую внешнюю обертку, имеющую первый открытый конец и второй закрытый конец. Концы внешней обертки соответствуют соответственно вставляемому концу и вытягиваемому концу, и цилиндрическое тело содержится внутри цилиндрической внешней обертки. Первый открытый конец цилиндрической внешней обертки выступает за куполообразную часть и образует, по меньшей мере, три радиальных участка, проходящие от продольной оси, которые, будучи сваренными вместе, образуют плоскую зону соединения (шов), которая имеет криволинейный дугообразный участок вокруг указанной куполообразной части, и часть, выступающую от куполообразной части. Это также может предусматривать сгибание зоны соединения по направлению к куполообразной части.
В соответствии с другим аспектом изобретения устройство включает в себя зажимное устройство и формообразующее устройство для окончательной обработки. Зажимное устройство имеет множество сварочных губок, при этом каждая губка имеет первый конец и второй конец. Первый конец нагревают до температуры, которая вызывает размягчение внешней обертки, и он приспособлен для приема цилиндрического изделия так, что при входе первого конца губок в контакт с цилиндрическим изделием обеспечиваются формование внешней обертки вокруг цилиндрического изделия и герметизация ее с образованием множества ребристых выступов, имеющих, по меньшей мере, три радиальных участка. Формообразующее устройство для окончательной обработки обеспечивает загибание ребристых выступов на отформованную внешнюю обертку вокруг цилиндрического изделия.
Краткое описание чертежей
Фиг.1 показывает вид в перспективе обернутого тампона по настоящему изобретению.
Фиг.2 показывает вид в перспективе тампона, имеющего вставляемый конец, который имеет вспомогательный покрывающий элемент.
Фиг.3 показывает вид в перспективе трубчатой внешней обертки перед вставкой тампона.
Фиг.4 показывает вид в перспективе трубчатой внешней обертки, герметизированной на вытягиваемом конце, содержащем тампон.
Фиг.5 и 6 показывают виды в перспективе тампона, имеющего внешнюю обертку, герметично закрытую известным способом по предшествующему уровню техники.
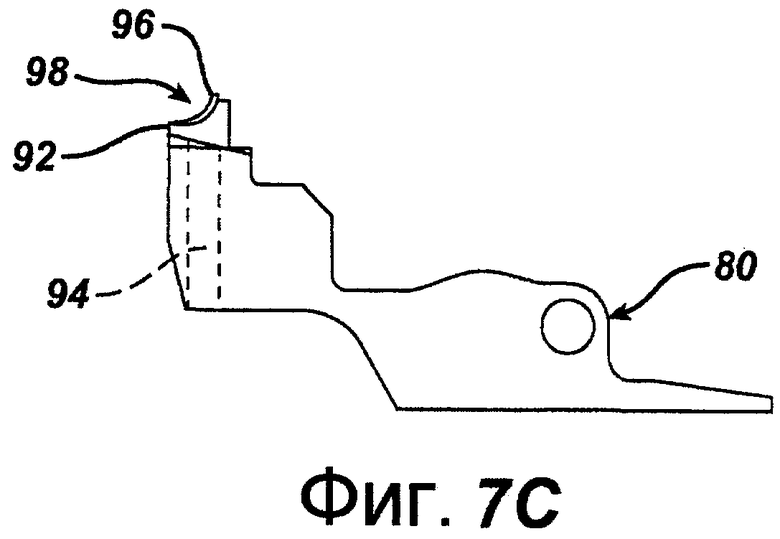
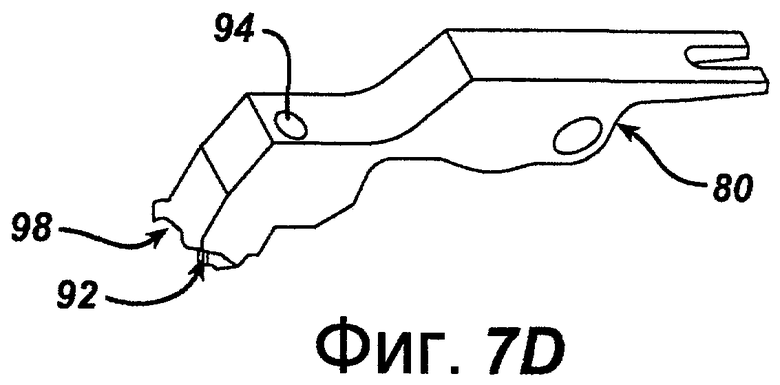
Фиг.7 показывает четыре вида одной губки по настоящему изобретению.
Фиг.7А показывает вид в плане внутренней поверхности губки со стороны продольной центральной оси устройства.
Фиг.7В показывает вид в перспективе внутренней поверхности губки.
Фиг.7С показывает вертикальный вид сбоку губки.
Фиг.7D показывает вид в перспективе боковой и наружной поверхности губки.
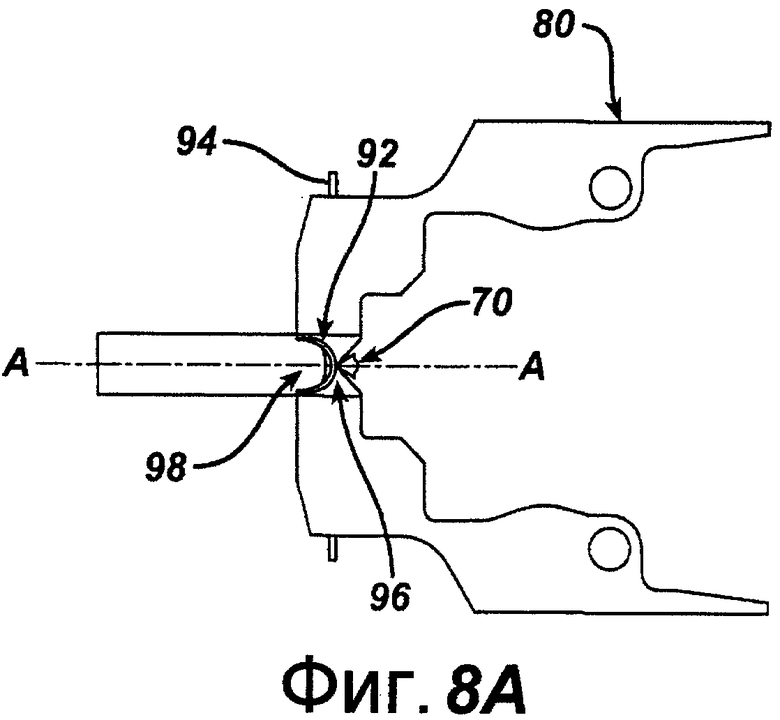
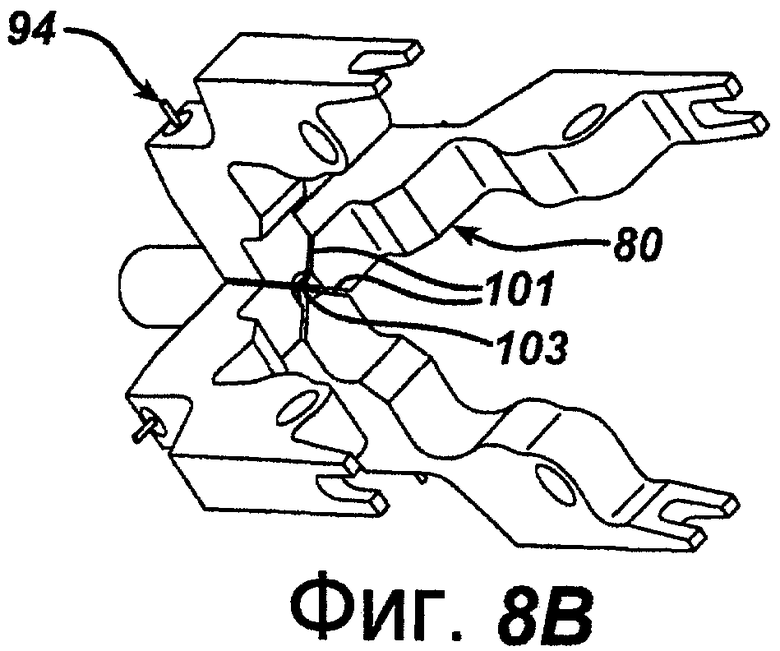
Фиг.8 показывает четыре вида четырех губок, образующих устройство.
Фиг.8А показывает вертикальный вид сбоку двух противоположных губок устройства с тампоном, расположенным в углублении устройства;
Фиг.8В показывает вид в перспективе двух губок по фиг.8A в закрытом положении;
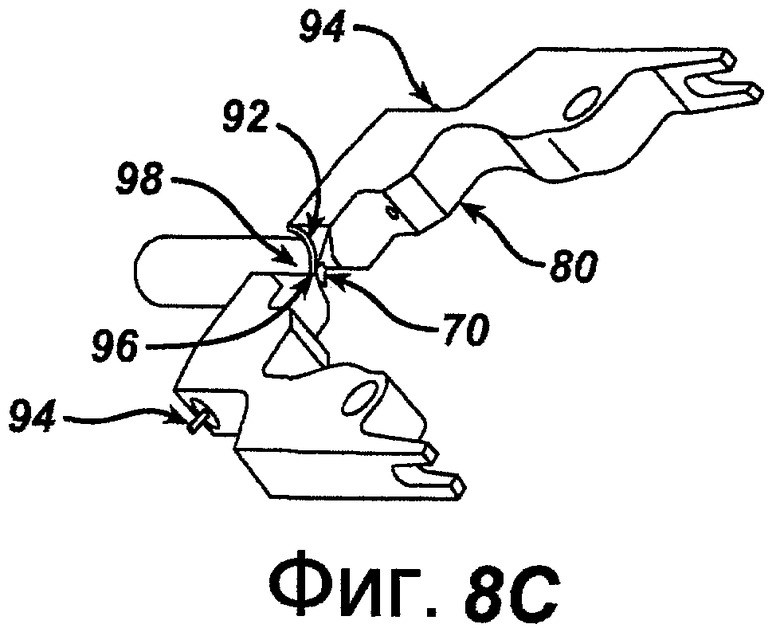
Фиг.8С показывает вид в перспективе четырех губок в закрытом положении.
Фиг.9 показывает пять видов четырех губок, образующих альтернативный вариант осуществления устройства;
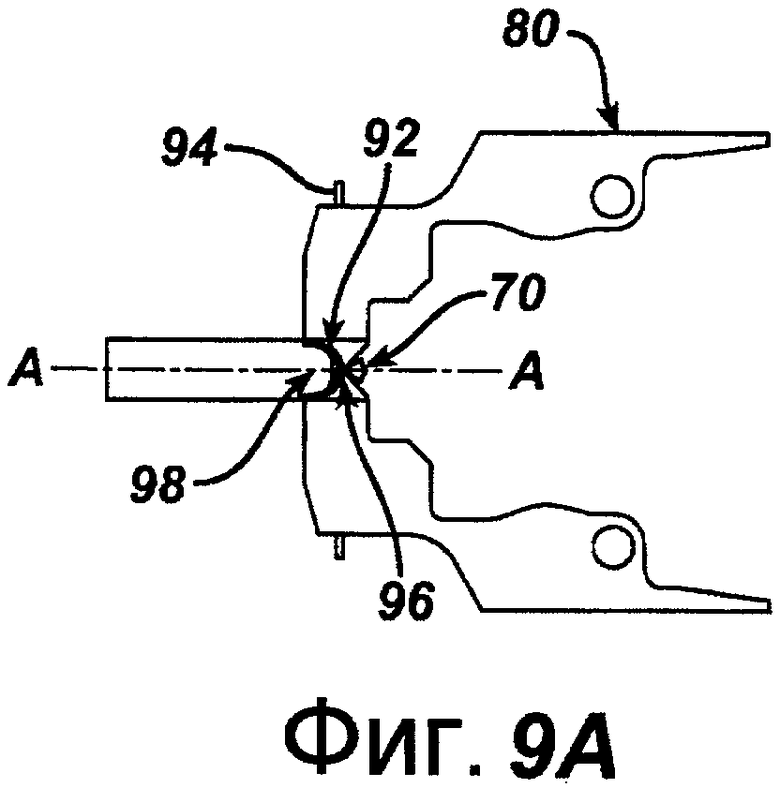
фиг.9А показывает вертикальный вид сбоку двух противоположных губок устройства с тампоном, расположенным в углублении устройства;
фиг.9В показывает вертикальный вид с торца двух губок по фиг.9А по линии В-В;
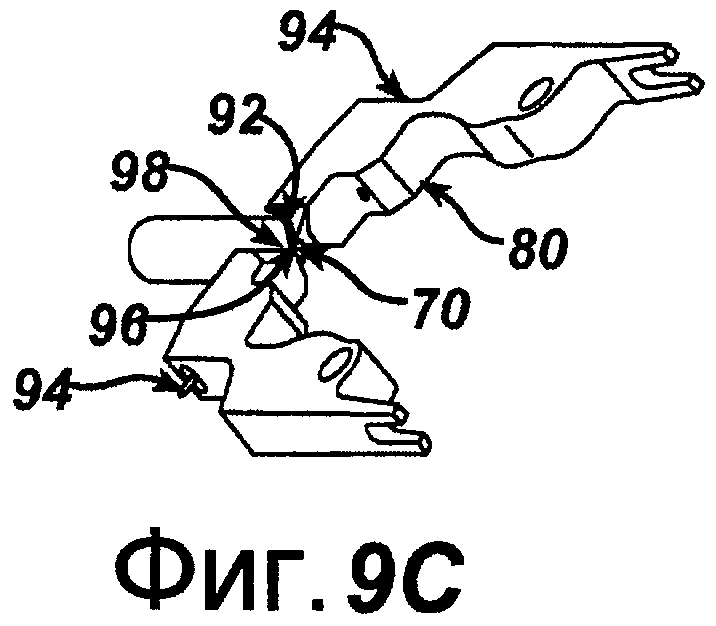
фиг.9С показывает вид в перспективе двух губок по фиг.9В в закрытом положении;
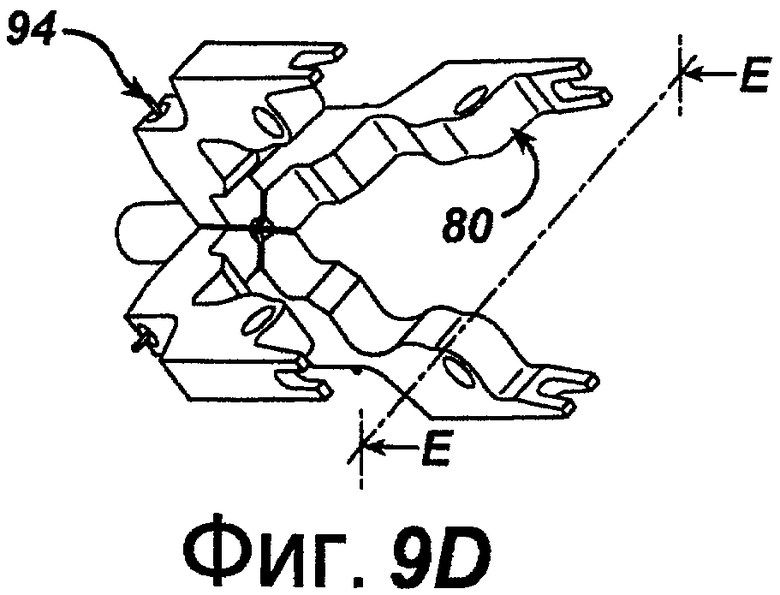
фиг.9D показывает вид в перспективе четырех губок в закрытом положении;
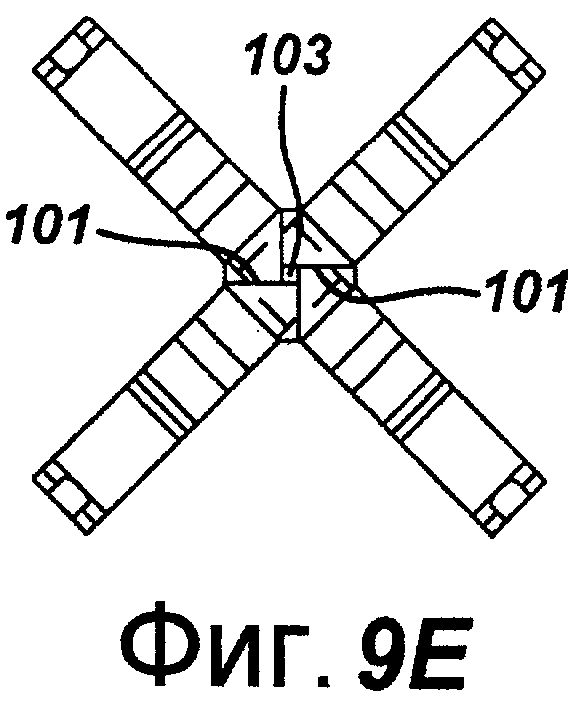
фиг.9Е показывает вертикальный вид с торца четырех губок по фиг.9D со стороны линии Е-Е.
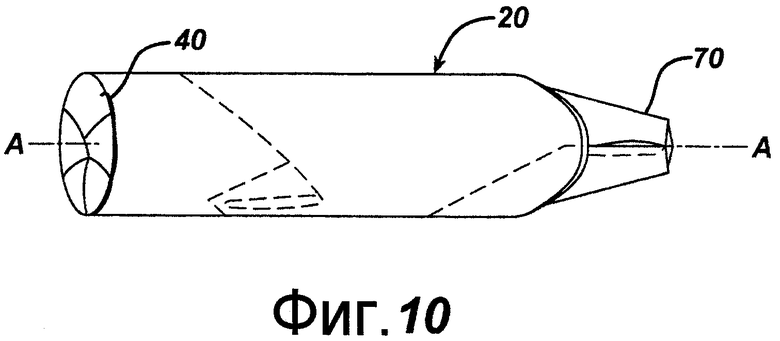
Фиг.10 показывает вид в перспективе тампона после герметичного закрытия посредством зажимных губок по настоящему изобретению.
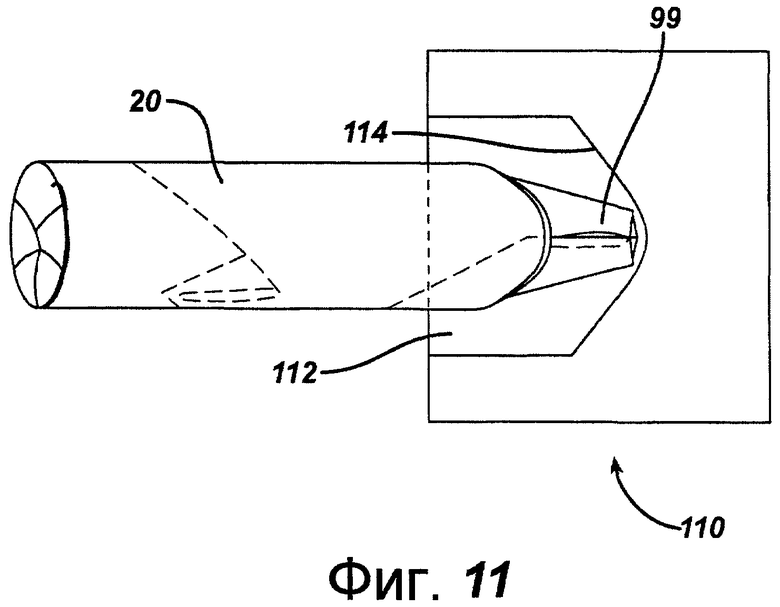
Фиг.11 показывает схематический вид герметизированной обертки тампона на станции окончательной обработки.
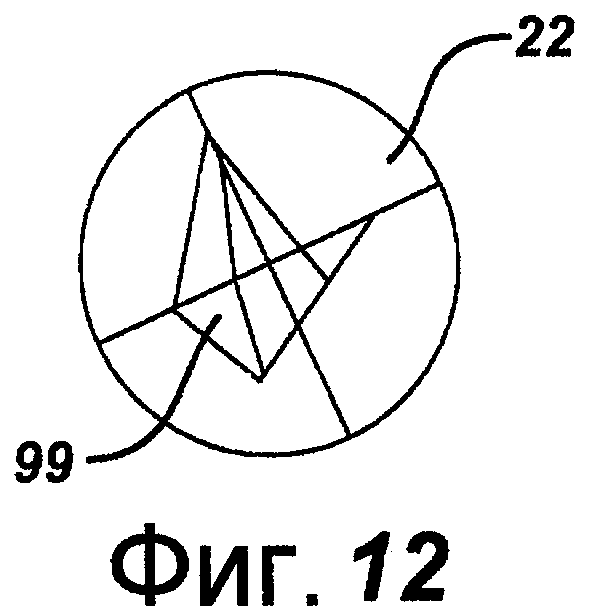
Фиг.12 показывает вид в плане сверху одного варианта осуществления настоящего изобретения.
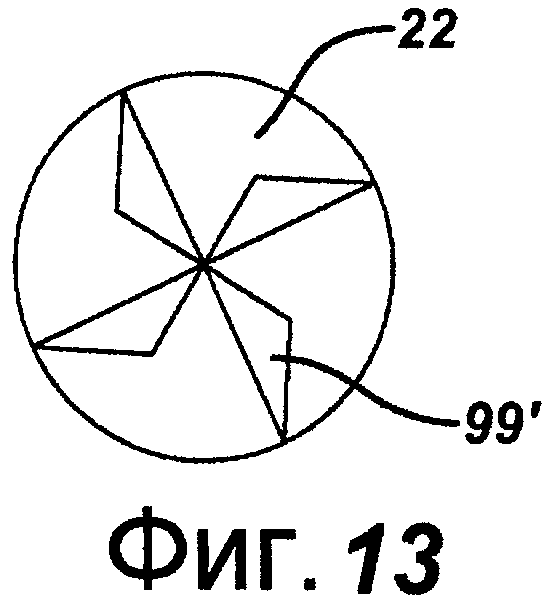
Фиг.13 показывает вид в плане сверху альтернативного варианта осуществления настоящего изобретения.
Подробное описание предпочтительных вариантов осуществления
Если обратиться теперь к чертежам, то видно, что на фиг.1 проиллюстрирован пример обернутого цилиндрического тела 10 по данному изобретению. Обернутое цилиндрическое тело 10 имеет внешнюю обертку 20 и, в частности, тампон 30, используемый при менструациях, который показан более подробно на фиг.2. Внешняя обертка 20 представляет собой гибкий, поддающийся разрыванию, как правило, влагостойкий и паронепроницаемый материал, предназначенный для обеспечения чистоты, а также для сохранения формы тампона. Для ясности отрывная полоска 26 показана на фиг.3.
Тампон 30 имеет вставляемый конец 32 и вытягиваемый конец 34. Вытягиваемый конец может включать в себя вытяжной шнурок 40. На фиг.2 вытяжной шнурок показан в смотанной конфигурации. Во время использования пользователь разматывает вытяжной шнурок и вытягивает его в направлении от тампона. В одном варианте осуществления вставляемый конец являет куполообразным. Под куполообразным понимается то, что конец тампона не является плоским и имеет закругленную или полусферическую форму. В другом варианте осуществления вставляемый конец имеет в большей степени «расплющенную» геометрию. Данное изобретение может быть приспособлено для геометрических характеристик любого типа, которые может иметь вставляемый конец тампона.
Как было указано выше, нерегулируемая герметизация выступающего конца 22 внешней обертки 20 вокруг вставляемого конца 32 тампона 30 может привести к тому, что внешняя обертка 20 прилипнет или окажется присоединенной к вставляемому концу 32 тампона 30. Фиг.5 и 6 иллюстрируют две стадии, широко известные в предшествующем техническом уровне для герметичного закрытия промышленно изготавливаемых и имеющихся на рынке тампонов и описанные, например, в патенте США No. 3856143 на имя Simon и др. В данном способе тампон вставляют в трубчатую внешнюю обертку, которая имеет один конец 24', соответствующий вытягиваемому концу герметично закрываемого тампона. Избыточную (выступающую) часть 22' внешней обертки на вставляемом конце закручивают, что обеспечивает придание поверхности внешней обертки формы вставляемого конца тампона и образование веревчатой закрученной структуры 21'. Дополнительный материал выступает за закрученную часть 23' (см. фиг.5). После этого закрученную часть 21' и избыточную часть 23' материала загибают и обеспечивают придание им формы вставляемого конца 32' тампона 30' (фиг.6). Достаточное количество тепла подводят к закрытому теперь концу 22' внешней обертки 20' для придания ему формы вводимого конца 32' тампона 30'. В том случае, если материал наружной обертки не поддается термосварке, например представляет собой целлофан, теплота может быть необходима для фиксации избыточного материала 23' на месте. В том случае, если материал внешней обертки поддается термосварке, может быть необходимым обеспечение подвода достаточного количества теплоты для приваривания избыточного материала 23' к остальной части материала внешней обертки у вводимого конца 32' тампона 30'. В результате будет иметь место неровная поверхность, имеющая множество сплавленных слоев на вставляемой части готового обернутого тампона. Слишком большое количество теплоты приводит к сплавлению слоев, и при этом теплота будет подводиться к волокнам тампона под слоями. В тампонах по предшествующему уровню техники это не представляло собой проблемы, поскольку тампоны не имели такого материала, как расплавляемая пленка, покрывающая вставляемый конец. В случае новых тампонов, показанных на фиг.2, и других тампонов, таких как раскрытые в документе WO 2001/01909 на имя Lochte и др., термочувствительный материал проходит дальше до вводимого конца 32 тампона 30. Данный термочувствительный материал подвержен тепловому повреждению во время термообработки конца 22 внешней обертки.
В соответствии с настоящим изобретением раскрыты технологический процесс, способ и устройство для герметизации внешней обертки вокруг тампона, которые не приводят к прилипанию внешней обертки к тампону или покрывающему элементу тампона. Технологический процесс также обеспечивает использование меньшего количества материала, чем предыдущие технологические процессы, во время которых происходят закручивание или образование иным способом веревчатой структуры перед загибанием и привариванием к наружной поверхности.
В настоящем изобретении множество зажимных губок установлено с подпружиниванием на неподвижной втулке. Тампон перемещают в заданное положение, и зажимные губки закрываются вокруг вставляемого конца тампона с поджимом внешней обертки по направлению к центральной продольной оси тампона (показано на фиг.9). Рабочий конец каждой губки содержит нагревательный элемент, который используется для предварительного нагрева губки. Губка на мгновение входит в контакт с внешней оберткой, заставляя внешнюю обертку окружать вставляемый конец тампона и герметизироваться. Внешняя обертка может выступать за вставляемый конец, если используется избыточный материал. Затем губки отпускают, обеспечивая возможность перемещения тампона к месту гибки, где избыточную часть внешней обертки загибают на внешнюю обертку и приваривают к внешней обертке, покрывающей вставляемый конец. В данном изобретении время или температура, требуемые для выполнения герметизации или загибания, меньше, чем в предшествующих способах, поскольку имеется меньше слоев или объема, через которые должно проникать тепло, и данные слои являются более однородными. Например, в одном примере промышленно изготавливаемого изделия (тампоны o.b.®, поставляемые Personal Products Company, Skillman, Нью-Джерси, США), в котором внешняя обертка была закручена в веревчатую форму и затем загнута, при этом требуемая избыточная часть внешней обертки составляла, по меньшей мере, 5/8” (15,875 мм) материала. Температура, необходимая для окончательной обработки вставляемого конца внешней обертки, составляла от приблизительно 150 до 200°С в течение приблизительно 0,2 секунды. В настоящем изобретении длина избыточного материала может быть уменьшена на, по меньшей мере, приблизительно 40% (до приблизительно 3/8” (9,525 мм)). Температура окончательной обработки уменьшается до приблизительно 125-160°С при по существу такой же выдержке времени.
На фиг.7 и 8 показан пример губки по настоящему изобретению. Как показано, губка 80 включает в себя контактирующий конец 90 и поворотный конец 100. Контактирующий конец 90 включает в себя герметизирующую поверхность 92 и нагревательный элемент (вставляемый через отверстие 94), который проходит в контактирующий конец 90 так, что контактирующая поверхность 92 может быть нагрета до заранее заданной температуры. Герметизирующая поверхность 92 представляет собой край, который выступает из вогнутого углубления или принимающей зоны 98, которая имеет форму, комплементарную по отношению к форме вставляемого конца тампона, и включает в себя переднюю кромку 96. Внешняя обертка подвергается герметизации посредством тепла и давления герметизирующей поверхности 92 первой губки, контактирующей с герметизирующей поверхностью 92 второй губки. Передняя кромка 96 обеспечивает поджим внешней обертки по направлению к центральной оси А-А тампона, в то время как герметизирующая поверхность 92 и вогнутое углубление 98 обеспечивают образование основания сварного шва внешней обертки так, что трубчатая внешняя обертка будет соответствовать по форме поверхности вставляемого конца тампона. Во время данного технологического процесса избыточный материал внешней обертки, который выступает за вставляемый конец тампона, удерживается в вогнутом углублении 98.
В настоящем изобретении имеются, по меньшей мере, три зажимные губки, и может быть предусмотрено большее число зажимных губок. Было установлено, что в одном варианте осуществления четыре зажимные губки образуют эффективное устройство, которое обеспечивает герметизацию избыточной части внешней обертки, придавая форме внешней обертки надлежащее соответствие форме вставляемого конца тампона вокруг него. Внешняя обертка, которая выступает за тампон, подвергается герметизации в четырех квадрантах вокруг центральной продольной оси. Чем большее число губок используется, тем меньшее количество материала внешней обертки может потребоваться, что приводит к меньшим отходам.
Поскольку герметизирующая поверхность 92 губки может быть предварительно нагрета перед использованием, время контакта для герметизации может быть кратким. В одном варианте осуществления материал внешней обертки представляет собой лист полипропилена с интервалом температур герметизации от приблизительно 125 до 150°С с продолжительностью герметизации от приблизительно 0,15 до приблизительно 0,3 секунды, предпочтительно приблизительно 0,23 секунды. Другие материалы могут иметь разные температуры плавления, так что температура губок может поддерживаться на уровне температуры, которая соответствует быстрой герметизации материала, используемого для внешней обертки. Поскольку материал, покрывающий вставляемый конец тампона, может иметь аналогичную температуру плавления, важно, чтобы губки не оставались в контакте с внешней оберткой в течение продолжительного периода времени, чтобы предотвратить передачу тепла через материал внешней обертки.
В одном варианте осуществления внешнюю обертку герметизируют посредством использования четырех губок. Герметизирующую поверхность 92 и зону 98 вогнутого углубления губки 80 равномерно выставляют под углом 0° относительно продольной оси А-А. Это обеспечивает возможность симметричной герметизации внешней обертки на радиальных участках вокруг продольной оси тампона, и при этом избыточный материал 70 будет проходить вдоль оси. Герметизированные радиальные участки (ребристые выступы 99, как показано на фиг.10) затем загибают так, чтобы они соответствовали по форме концевым поверхностям конца 22 внешней обертки, на отдельной станции 110 окончательной обработки, которая имеет по существу куполообразное углубление 112. Внутренняя герметизирующая поверхность 114 данного углубления 112 для окончательной обработки может быть предусмотрена с нагревательными элементами, чтобы обеспечить возможность того, что данная поверхность вызовет подвергание ребристых выступов 99 воздействию температуры от приблизительно 130 до 160°C. В данном варианте осуществления с по существу продольными ребристыми выступами 99 окончательная обработка может привести к сплющиванию ребристых выступов 99 так, чтобы материал располагался ближе к поверхности внешней обертки на вставляемом конце (см. фиг.11).
В другом варианте осуществления поверхность 92 контакта расположена под углом к продольной оси А-А. Например, может быть предусмотрен угол наклона, достаточный для поджима ребристых выступов 99 с образованием конфигурации, подобной цевочному колесу, как показано на фиг.12. Предпочтительно смещение составляет, по меньшей мере, приблизительно 5° и более предпочтительно, по меньшей мере, приблизительно 10°, например приблизительно 12°. Предпочтительный диапазон составляет от приблизительно 10° до приблизительно 30°, более предпочтительно - от приблизительно 12° до приблизительно 24°.
Смещенная герметизирующая поверхность 92' образует ребристые выступы 99', которые расположены под углом относительно продольной оси, как показано на фиг.9. Как можно видеть на фиг.9Е, разделяющие линии 101 между герметизирующими поверхностями больше не образуют форму буквы «х», как в случае прямолинейной структуры по фиг.8. Вместо этого внутренняя вершина 103 герметизирующих поверхностей смещена. Это позволяет загибать ребристые выступы с обеспечением большей плоскостности. Посредством использования зажимных губок, установленных под углом наклона (смещения) относительно продольной оси тампона, можно использовать меньше теплоты для окончательной обработки внешней обертки на вставляемом конце, поскольку конечная толщина внешней обертки уменьшается и более равномерно «распределена» вокруг вставляемого конца упаковываемого приспособления.
Тампон 30 имеет сжатую, удлиненную поглощающую структуру 36. Поглощающая структура может включать в себя элемент для удерживания текучих сред, имеющий продольную ось. Поглощающая структура также может включать в себя ребра и канавки, такие как описанные в Европейском патенте 0 422 660. В одном варианте осуществления, показанном на фиг.2, поглощающая структура по существу окружена основным покрывающим элементом 50, который прикрепляют к волокнистой ленте до сжатия, и вспомогательным покрывающим элементом 60, который расположен поверх основного покрывающего элемента 50. Вспомогательный покрывающий элемент 60 может образовывать, по меньшей мере, один элемент для перемещения текучих сред, как раскрыто в заявке на патент США с порядковым номером 10/847952 на имя Chase и др., опубликованной как документ US 2005-0256511 А1, описание которой включено в настоящую заявку путем ссылки.
В одном предпочтительном варианте осуществления поглощающая структура 36 представляет собой поглощающий тампон 30, используемый при менструациях. Поглощающие тампоны обычно представляют собой по существу цилиндрические массы сжатого поглощающего материала, имеющие центральную ось и радиус, который определяет наружную окружную периферийную поверхность тампона. Подобные тампоны раскрыты, например, в патенте США No. 1926900 на имя Haas, патенте США No. 3811445 на имя Dostal, патенте США No. 3422496 на имя Wolff, патенте США No. 6310296 на имя Friese и др., патенте США No. 5911712 на имя Leutwyler и др., патенте США No. 3983875 на имя Truman, патенте США No. 6554814 на имя Agyapong и др. и в документе US 2005-0256511 А1 на имя Chase и др. Тампоны также обычно включают в себя проницаемый для жидкостей покрывающий элемент (который может предусматривать другую обработку поверхности или может быть заменен другой обработкой поверхности) и вытяжной шнурок или другое средство удаления. Основной покрывающий элемент 50 является проницаемым для текучих сред.
Поглощающая структура может быть выполнена из любого состава, известного в данной области техники, такого как сжатые волокнистые холсты, свернутые в рулон изделия, вспененный материал и т.д. Удерживающий элемент может быть выполнен из любого материала, известного в данной области техники, такого как хлопок, вискоза, сложный полиэфир, материал со сверхвысокой поглощающей способностью и т.д.
Волокна могут быть выбраны из целлюлозного волокна, включая натуральные волокна (такие как хлопковые, волокна из древесной целлюлозы, джутовые и т.п.) и синтетические волокна (такие как волокна из регенерированной целлюлозы, нитроцеллюлозы, ацетилцеллюлозы, вискозы, сложного полиэфира, поливинилового спирта, полиолефиновые, полиаминовые, полиамидные, полиакрилонитрильные волокна и т.п.).
К поглощающим материалам, пригодным при образовании поглощающего тела, относятся волокно, вспененный материал, суперабсорбент, гидрогели и тому подобное. Предпочтительный поглощающий материал для настоящего изобретения включает в себя вспененный материал и волокно. Поглощающие вспененные материалы могут включать в себя гидрофильные вспененные материалы, вспененные материалы, которые легко смачиваются водными текучими средами, а также вспененные материалы, в которых стенки пор, которые образуют вспененный материал, сами поглощают текучую среду.
Средство извлечения, такое как вытяжной шнурок 40, предпочтительно присоединено к тампону 30 для удаления его после использования. Средство извлечения предпочтительно присоединено, по меньшей мере, к тампону 30 и проходит за, по меньшей мере, его вытягиваемый конец 34. Любой из вытяжных шнурков, известных в настоящее время в данной области техники, может быть использован в качестве пригодного средства извлечения, включая, без ограничения, плетеный (или скрученный) шнурок, нить и т.д. Кроме того, средство извлечения может принимать другие формы, такие как лента, петля, язычок или тому подобное (включая комбинации используемых в настоящее время устройств (средств) и данные другие формы). Например, несколько лент могут быть скручены или сплетены для образования структур из параллельных пластин.
В частности, материалы, пригодные для образования вспомогательного покрывающего элемента 60 (или элемента для перемещения текучих сред), могут обладать такими свойствами, как способность к термоскреплению, для получения средства, позволяющего включить его во внутривлагалищное приспособление. Репрезентативный, неограничивающий перечень пригодных материалов включает: полиолефины, такие как полипропилен и полиэтилен; сополимеры полиолефинов, такие как сополимер этилена и винилацетата (“EVA”), сополимер этилена и пропилена, этиленакрилаты и сополимер этилена и акриловой кислоты и ее солей; галогенированные полимеры; сложные полиэфиры и сополимеры сложных полиэфиров; полиамиды и сополимеры полиамидов; полиуретаны и сополимеры полиуретанов; полистиролы и сополимеры полистиролов; и тому подобное. Вспомогательный покрывающий элемент 60 также может быть выполнен с микротиснениями или отверстиями. К примерам пленок, имеющих отверстия, относятся, например, трехмерные пленки с отверстиями, подобные раскрытым в патенте США No. 3929135 на имя Thompson и в патенте США No. 5567376 на имя Turi и др., а также двумерная сетчатая пленка, такая как пленка, описанная в патенте США No. 4381326 на имя Kelly. Материал, используемый для вспомогательного покрывающего элемента 60, может иметь температуру плавления, которая меньше или равна температуре плавления внешней обертки.
Сжатый тампон 30 упаковывают во внешнюю обертку 20, содержащую полимерную пленку, находящуюся в контакте с вспомогательным покрывающим элементом 60 и удерживающую тампон 30 в сжатом состоянии. Внешняя обертка 20 может быть снята с сжатого тампона 30 во время использования.
Внешняя обертка 20 может быть выбрана из широкого ряда обычно используемых оберточных материалов, таких как полимерные пленки или металлическая фольга, или даже обработанная бумага. Внешнюю обертку 20 наматывают вокруг цилиндрического тампона, и конец 24 герметично закрывают посредством термосварки, посредством использования клеящих веществ или просто посредством закручивания, сгибания или обжатия до закрытого состояния. Поперечный край 28 герметично закрывают. Обертка подлежит снятию с тампона посредством приложения тянущего усилия к язычку 29, расположенному на поперечном крае 28 обертки, для разрыва обертки и освобождения тампона.
Пример
Тампоны были изготовлены в соответствии с документом US 2005-0256511 А1 и подготовлены для упаковывания в соответствии с настоящим изобретением. Длина избыточного материала внешней обертки перед герметизацией была измерена и составляла ¼ дюйма (6,35 мм). После герметизации с образованием ребристых выступов внешняя обертка имела избыточную длину, составляющую 1/8 дюйма (3,175 мм). Избыточную часть герметизировали и загибали при температуре, составляющей приблизительно 135°С, в течение 0,23 секунды без повреждения вспомогательного покрывающего элемента упакованного тампона.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОГЛОЩАЮЩИЙ ТАМПОН, ОБЕСПЕЧИВАЮЩИЙ ВОЗМОЖНОСТЬ ВСТАВКИ ПАЛЬЦАМИ БЕЗ ПАЧКАНИЯ | 2004 |
|
RU2370251C2 |
| ГИГИЕНИЧЕСКИЙ ТАМПОН, ВОЗМОЖНО, НО НЕОБЯЗАТЕЛЬНО, ТАМПОН, ВВОДИМЫЙ ПРИ ПОМОЩИ ПАЛЬЦЕВ ИЛИ АППЛИКАТОРА, А ТАКЖЕ УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2495654C2 |
| ЗАЖИМНЫЕ ГУБКИ ДЛЯ ТАМПОНОВ | 2018 |
|
RU2761372C2 |
| ТАМПОН ДЛЯ ЖЕНСКОЙ ГИГИЕНЫ ИЛИ ДЛЯ ИСПОЛЬЗОВАНИЯ В МЕДИЦИНЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2219886C2 |
| ТАМПОН | 2013 |
|
RU2636921C2 |
| ТАМПОН, ИМЕЮЩИЙ СПИРАЛЬНЫЕ КАНАВКИ | 2002 |
|
RU2338498C2 |
| ОБОЛОЧКА ТАМПОНА | 2009 |
|
RU2523993C2 |
| ОБОЛОЧКА ТАМПОНА | 2009 |
|
RU2549970C2 |
| ТАМПОН С НЕПРЕРЫВНЫМИ ФОРМАМИ ЖЕЛОБКА | 2013 |
|
RU2639621C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАМПОНА, УПАКОВАННОГО В ЗАЩИТНУЮ ОБОЛОЧКУ | 2006 |
|
RU2373909C1 |
Изобретение относится к способу полного обертывания менструального тампона. Заявленный способ включает в себя предоставление материала, представляющего собой по существу цилиндрическую внешнюю обертку, имеющего открытый конец, закрытый конец, первую длину и диаметр, вставку тампона, и закрытие открытого конца материала внешней обертки. Тампон имеет сужающийся вставляемый конец, продольную ось и длину, которая меньше первой длины, так что открытый конец материала внешней обертки проходит вдоль продольной оси за вставляемый конец вставленного менструального тампона. Вогнутые зажимные губки подводят к открытому концу материала внешней обертки для поджима его по направлению к продольной оси тампона, для придания участкам материала внешней обертки формы вставляемого конца тампона и для герметичного соединения материала внешней обертки между соседними зажимными губками для образования ребристых выступов, выступающих наружу от участков, которым была придана форма, вдоль продольной оси, и осуществляют поджим ребристых выступов к участкам материала внешней обертки, которым была придана форма. Изобретение позволяет осуществить способ герметизации внешней обертки тампона без расплавления пленки с отверстиями, покрывающей вставляемую часть тампона. 2 н. и 14 з.п. ф-лы, 22 ил., 1 пр.
1. Способ полного обертывания менструального тампона, включающий в себя следующие операции:
a) предоставление материала, представляющего собой по существу цилиндрическую внешнюю обертку, имеющего открытый конец, закрытый конец, первую длину и диаметр,
b) вставку менструального тампона, имеющего сужающийся вставляемый конец, продольную ось и длину, которая меньше первой длины, в материал, представляющий собой цилиндрическую внешнюю обертку, при этом открытый материала внешней обертки проходит вдоль продольной оси за вставляемый конец вставленного менструального тампона, и
c) закрытие открытого конца материала внешней обертки посредством:
i) подвода, по меньшей мере, трех вогнутых зажимных губок к открытому концу материала внешней обертки для поджима материала внешней обертки по направлению к продольной оси менструального тампона, причем избыточный материал внешней обертки проходит вдоль продольной оси, для придания участкам материала внешней обертки формы вставляемого конца менструального тампона, и для герметичного соединения материала внешней обертки между соседними зажимными губками для образования ребристых выступов, выступающих наружу от участков, которым была придана форма, вдоль продольной оси, и
ii) поджима ребристых выступов к участкам материала внешней обертки, которым была придана форма.
2. Способ по п.1, в котором каждый ребристый выступ выступает наружу в плоскости, по существу параллельной продольной оси.
3. Способ по п.1, в котором каждый ребристый выступ выступает наружу в плоскости, наклоненной на, по меньшей мере, 5° от продольной оси.
4. Способ по п.3, в котором каждый ребристый выступ выступает наружу в плоскости, наклоненной на 10-30° от продольной оси.
5. Способ по п.1, в котором операция закрытия открытого конца материала внешней обертки включает в себя подвод четырех вогнутых зажимных губок.
6. Способ по п.1, в котором операция подвода зажимных губок для герметичного соединения материала внешней обертки между соседними зажимными губками дополнительно включает в себя нагрев материала внешней обертки.
7. Способ по п.6, в котором операция нагрева материала внешней обертки включает в себя нагрев материала внешней обертки до 150-200°C в течение 0,2 с.
8. Способ по п.1, в котором операция поджима ребристых выступов к участкам материала внешней обертки, которым была придана форма, дополнительно включает в себя нагрев материала внешней обертки.
9. Способ по п.8, в котором операция поджима ребристых выступов и нагрева материала внешней обертки включает в себя нагрев материала внешней обертки до 125-160°C в течение приблизительно 0,2 с.
10. Устройство для закрытия материала внешней обертки вокруг закругленного конца цилиндрического тампона, при этом устройство содержит:
a) зажимное устройство, содержащее, по меньшей мере, три зажимные губки, при этом каждая губка имеет зону углубления и, по меньшей мере, одну герметизирующую поверхность, при этом каждая герметизирующая поверхность имеет средства для нагрева поверхности, функционально соединенные с ней, при этом зоны углублений соседних зажимных губок способны закрываться вокруг закругленного конца по существу цилиндрического тампона, имеющего диаметр, для придания материалу внешней обертки формы закругленного конца, и обеспечивать загибание избыточного материала внешней обертки между герметизирующей поверхностью на первой зажимной губке и противоположной герметизирующей поверхностью на соседней зажимной губке для предоставления возможности избыточному материалу внешней обертки проходить вдоль продольной оси и для образования ребристых выступов, выступающих наружу от продольной оси, и
b) формообразующее устройство для окончательной обработки, расположенное так и выполненное с такой конфигурацией, чтобы обеспечить придание выступающим наружу, ребристым выступам формы закругленного конца по существу цилиндрического тампона.
11. Устройство по п.10, в котором соседние зажимные губки входят в контакт в плоскости, по существу параллельной к продольной оси.
12. Устройство по п.11, в котором соседние зажимные губки входят в контакт в плоскости, включающей в себя продольную ось.
13. Устройство по п.10, в котором соседние зажимные губки входят в контакт в плоскости, смещенной, по меньшей мере, на 5° от продольной оси.
14. Устройство по п.13, в котором соседние зажимные губки входят в контакт в плоскости, смещенной на 10-30° от продольной оси.
15. Устройство по п.10, в котором зажимное устройство содержит четыре зажимные губки.
16. Устройство по п.10, в котором зажимные губки дополнительно содержат средства для нагрева губок.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ТАМПОН, ИМЕЮЩИЙ ПОКРЫТИЕ ИЗ ПЕРФОРИРОВАННОЙ ПЛЕНКИ | 1998 |
|
RU2233648C2 |
| Генератор псевдослучайных чисел | 1981 |
|
SU1010622A1 |

