Изобретение относится к способу изготовления тампона, упакованного в защитную оболочку, из образованной предпочтительно путем намотки полосы из волокнистого нетканого материала заготовки, которая формируется в тампон на отдельных этапах деформации с помощью воздействующих снаружи на заготовку усилий сжатия и которая в целях получения готового штучного изделия снабжается плотно окружающей тампон пленочной гильзой в качестве защитной оболочки.
Широко известный способ изготовления тампона (тампона, используемого при менструациях) известен из DE 3934153 C2. Прессование состоящей из намотанной полосы волокнистого нетканого материала заготовки осуществляется при этом в несколько этапов. На первом этапе производится формование с помощью двух групп направляемых центростремительно к продольной оси нажимных губок, которые снабжены нажимными резцами, чтобы таким образом сформировать заготовку в гофрированный тампон с продольными канавками и расположенными между ними ребрами. С помощью толкателя заготовка из сохраняемых в закрытом положении или несколько открытых нажимных губок выталкивается в осевом направлении и с помощью примыкающего формовочного инструмента подвергается сжатию. Этот формовочный инструмент имеет коническую форму с диаметром на входе, соответствующим наружному диаметру заготовки, и диаметром на выходе, соответствующим конечному наружному диаметру тампона.
Для упаковки и в гигиенических целях тампон затем снабжается плотно окружающей его защитной оболочкой, т.е. получается в виде готового изделия. Защитная оболочка выполняется отдельно из пленочной гильзы. При вставлении тампона в пленочную гильзу по существу цилиндрическая форма тампона облегчает введение в осевом направлении в также цилиндрическую пленочную гильзу. В заключение пленочную гильзу следует закрыть для окончательного изготовления защитной оболочки, пригодные для чего способы описаны, например, в DE 1955600 C1 и EP 1010622 A1.
С помощью указанных способов можно изготавливать и получать в готовом виде почти все тампоны, поперечное сечение которых имеет по существу круглую форму. Однако уже предложены также, например в DE 1815374 A, тампоны с площадью поперечного сечения, отклоняющейся от круглой формы, например тампоны со слегка эллиптическими или овальными поперечными сечениями. Введение такого тампона в предварительно изготовленную пленочную гильзу требует повышенных издержек на оборудование.
В основе изобретения лежит задача, состоящая в том, чтобы снизить производственные издержки на изготовление тампона и, в частности, тампона с не круглым поперечным сечением вплоть до его получения в виде готового штучного изделия в защитной оболочке.
Для решения этой задачи при способе рассмотренного вначале рода предлагается, чтобы по существу цилиндрическая заготовка еще перед последним этапом деформации помещалась в окружающую, по меньшей мере, боковую поверхность заготовки пленочную гильзу и чтобы заготовка, включая окружающую ее пленочную гильзу, затем направлялась на последний этап деформации и там подвергалась формованию между, по меньшей мере, двумя подвижными относительно друг друга нажимными губками до достижения нецилиндрической конечной формы.
Поэтому в основе изобретения лежит соображение, состоящее в том, что тампон следует снабдить пленочной гильзой уже перед проведением последней, т.е. заключительной деформации. Лишь после этого заготовка направляется на последний этап деформации. Эта заключительная нагрузка давлением осуществляется между, по меньшей мере, двумя подвижными относительно друг друга нажимными губками и до достижения окончательной, отклоняющейся от цилиндрической формы поперечного сечения формы тампона. При этом используется то обстоятельство, что при заданной площади поперечного сечения окружающий эту площадь периметр является наименьшим, если площадь поперечного сечения представляет собой площадь круга. Напротив, перевод круглого поперечного сечения в другую форму поперечного сечения при остающемся одинаковым периметре приводит к уменьшению поперечного сечения и, поскольку окружен некоторый объем, к уплотнению заключенного в окружную поверхность материала. Предусмотренный согласно изобретению последний этап обжатия приводит в тампоне поэтому, исходя из материала пленки с малой способностью к вытяжке, к дополнительному уплотнению нетканого материала.
Вариантом выполнения способа предлагается, чтобы оба конца пленочной гильзы закрывались, прежде чем заготовка с полностью окружающей ее пленочной гильзой направится на последний этап деформации. Еще более предпочтительной является последовательность, при которой оба конца пленочной гильзы закрывались бы лишь после того, как заготовка деформирована между зажимными губками в конечную форму.
Для пленочной гильзы желателен материал пленки с как можно меньшей способностью к вытяжке. В соответствии с вариантом выполнения для этого предлагается применение материала пленки на основе целлофана или полипропилена.
Другие подробности и преимущества явствуют из следующего далее описания примера выполнения, который представлен в чертежах. В них показывают:
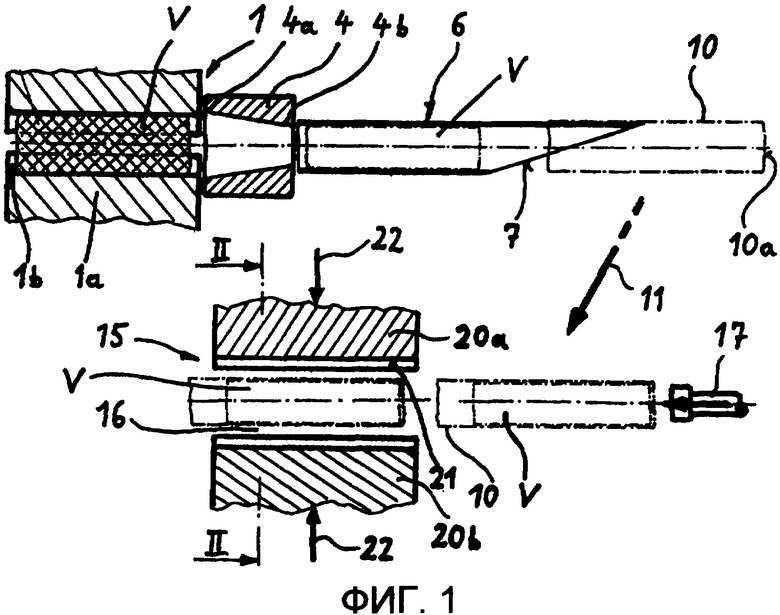
Фиг.1 - схематическое изображение основных составляющих частей устройства для обжатия тампона и его упаковки в штучное изделие;
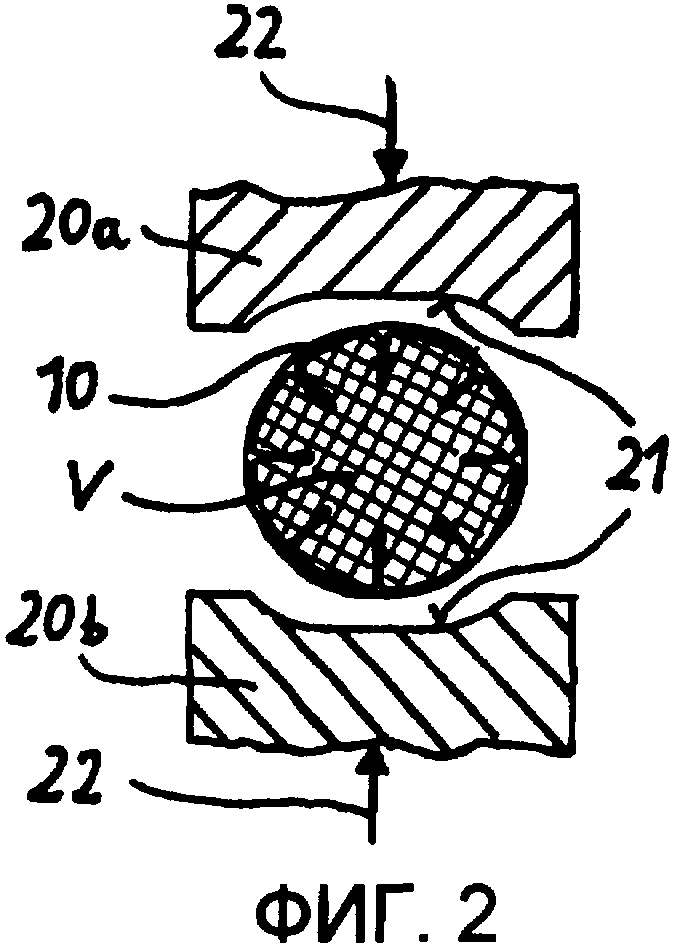
Фиг.2 - увеличенное поперечное сечение вдоль обозначенной на фиг.1 символами II-II плоскости, включая окруженную пленочной гильзой заготовку тампона;
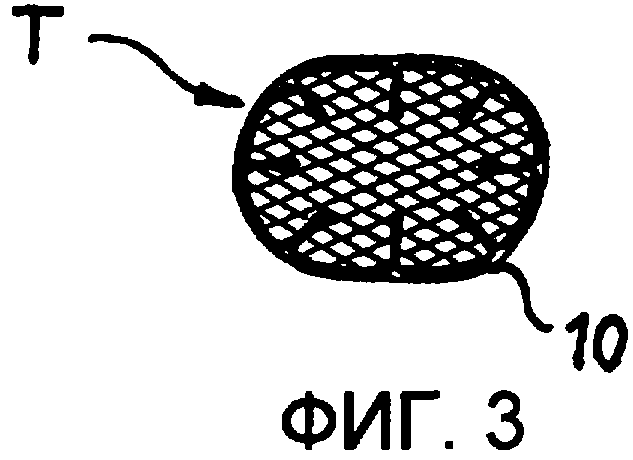
Фиг.3 - готовый тампон после прохождения последнего этапа обжатия;
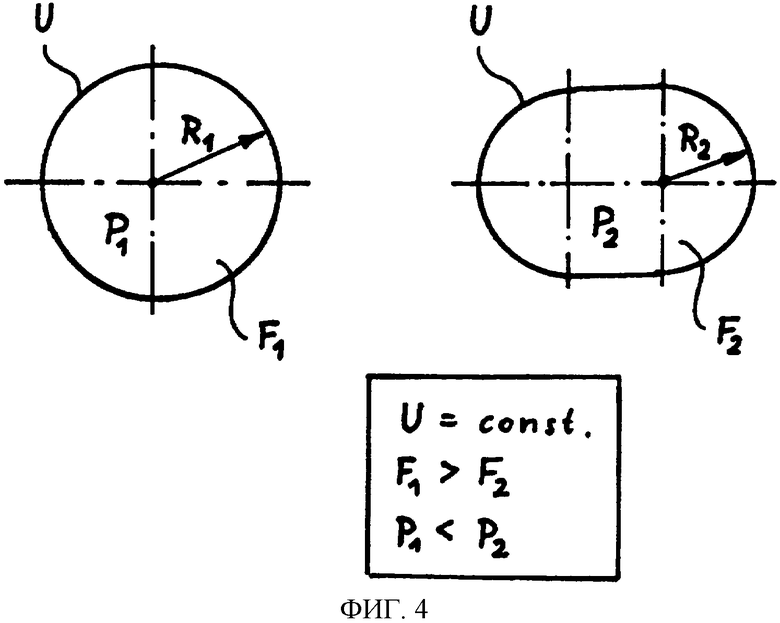
Фиг.4 - математический вывод свойств уплотнения в поперечном сечении тампона перед последней нагрузкой и после последней нагрузки давлением.
С помощью упрощенно показанного на фиг.1 устройства можно осуществлять способ согласно изобретению. Позицией 1 обозначен прессовый инструмент, который в примере выполнения составлен из восьми подвижных в радиальном направлении нажимных губок 1а. Нажимные губки 1а снабжены нажимными поверхностями и имеют, далее, выступающие еще дальше в радиальном направлении нажимные резцы 1b. Если нажимные губки 1а прессового инструмента после введения полуфабриката любого поперечного сечения, состоящего из обладающих абсорбционной способностью волокон, закрыты, то получается заготовка V с ядром более высокой плотности и краевой зоной, состоящей из проходящих в осевом направлении ребер и проходящих между ребрами, повышающих абсорбционные свойства изготовленного затем тампона продольных канавок.
Из прессового инструмента 1 заготовка V выталкивается в осевом направлении с помощью не показанного на чертеже выталкивателя. В направлении выталкивания за прессовым инструментом 1 расположен формовочный инструмент 4 со сходящимся на конус внутренним контуром.
Входной диаметр 4а формовочного инструмента равен наружному диаметру или несколько меньше наружного диаметра заготовки V. Выходной диаметр 4b формовочного инструмента 4 определяет наружный диаметр выходящей из формовочного инструмента 4 и поэтому еще больше уменьшенной в своем диаметре заготовки. Формовочный инструмент 4 представляет собой поэтому второй этап деформации заготовки V.
К выходному диаметру 4b формовочного инструмента 4 примыкает, снова в направлении выталкивания выталкивателя, хотя и тонкостенная, но жесткая направляющая втулка 6, которая на своем другом конце выполнена со скошенным участком 7.
С другой стороны, т.е. на фиг.1 справа, на скошенный участок 7 тонкостенной направляющей втулки 6 может надвигаться предварительно изготовленная в другом месте цилиндрическая пленочная гильза 10. Пленочная гильза 10 является цилиндрической гладкой, не перфорированной гильзой из непроницаемой для влаги целлофановой пленки или полипропиленовой пленки. Она может быть уже плотно закрыта на своем заднем конце у позиции 10а, например, с помощью горячей сварки, применяемой для пленок. Затем, предпочтительно также с помощью горячей сварки закрывается передний, закругленный конец. В рамках изобретения применяемый для пленочной гильзы 10 материал пленки должен иметь относительно малую способность к вытяжке, т.е., по меньшей мере, в окружном направлении иметь незначительную способность к вытяжке при растягивающей нагрузке.
Чтобы заготовку V полностью окружить пленочным материалом, сама пленочная гильза при уже заранее закрытом заднем конце 10а имеет большую длину, чем заготовка V.
Диаметр предварительно сформированной цилиндрической пленочной гильзы 10 лишь незначительно больше диаметра продвинутой вдоль цилиндрической направляющей втулки 6 заготовки V, чтобы таким образом позволить круглой заготовке 1 беспрепятственное вдвигание в предварительно сформированную в виде цилиндра пленочную гильзу10.
Затем, как показано на фиг.1 стрелкой 11, заготовка V, включая окружающую ее на всей длине пленочную гильзу 10, переводится на третий этап деформации, этап 15 прессования. На третьем этапе деформации заготовка V устанавливается сначала на одной оси с прессовальной камерой 16. С помощью перемещаемого по оси в направлении камеры зажимания толкателя 17 заготовка попадает затем в прессовальную камеру 16, которая в примере выполнения с двух сторон ограничена прессовыми или нажимными пластинами 20a, 20b. Они подвижны относительно друг друга, для чего уже достаточно, если одна из двух прессовых или нажимных пластин подвижна относительно другой.
Как можно видеть на фиг.2, нажимная пластина 20a, 20b имеет прессовую или нажимную поверхность 21, обладающую слегка корытообразной формой. Посередине между нажимными поверхностями 21 устанавливается еще, по существу, цилиндрическая к этому моменту заготовка V. После этого как показано стрелкой 22 направление давления, нажимные пластины 20a, 20b по отдельности или обе должны двигаться друг к другу, благодаря чему расположенная между ними заготовка V снова деформируется, а именно в соответствии с контуром корытообразных нажимных пластин 21. В показанном примере выполнения имеющее сначала круглую форму поперечное сечение заготовки V деформируется в, скорее, овальное поперечное сечение готового после этого тампона T, как он показан в поперечном сечении на фиг.3.
Также возможны другие деформации, приводящие к некруглым поперечным сечениям. Вместо двух нажимных пластин 20a, 20b можно работать также с тремя или более нажимными пластинами. Деформация на последнем этапе прессования также не должна вести к слегка овальному поперечному сечению. В зависимости от формы нажимных поверхностей 21 возможно также формирование в, например, эллиптическое поперечное сечение или в другие, некруглые поперечные сечения.
В нажимные пластины 20a, 20b можно вмонтировать нагревательные элементы, чтобы нагревать нажимные поверхности 21 в то время, когда они закрываются.
Фиг.4 показывает геометрический вывод устанавливающегося на последнем этапе деформации дополнительного уплотнения тампона. Так как использованный для пленочной гильзы пленочный материал обладает относительно малой способностью к вытяжке, окружная поверхность U пленочной гильзы и, тем самым, тампона остается одинаковой перед последним этапом прессования и после последнего этапа прессования. Это приводит, однако, одновременно к уменьшению площади поперечного сечения с F1 до F2. Одновременно уменьшается радиус R1 круга до меньшего базового радиуса R2 овала. Так как заключенный в пленочную гильзу волокнистый материал тампона не может расширяться во все стороны, то это приводит к дополнительному уплотнению волокнистого материала с повышением внутреннего давления с P1 до P2 при переводе с круглого поперечного сечения на овальное поперечное сечение.
Перечень обозначений:
Изобретение относится к медицине. Предлагается способ изготовления тампона в защитной оболочке из заготовки, предпочтительно предварительно сформированной путем намотки полосы из волокнистого нетканого материала. Заготовка формируется в тампон на отдельных этапах прессования с помощью воздействующих на нее снаружи усилий давления и в целях получения готового штучного изделия снабжается плотно окружающей тампон пленочной гильзой в качестве защитной пленки. Чтобы снизить производственные издержки на изготовление тампона и, в частности, тампона некруглого сечения до его получения в виде готового штучного изделия в защитной оболочке, по существу, цилиндрическая заготовка еще перед последним этапом деформации помещается в окружающую, по меньшей мере, боковую поверхность заготовки пленочную гильзу. Затем заготовка, включая окружающую ее пленочную гильзу, направляется на последний этап деформации и там деформируется между, по меньшей мере, двумя подвижными относительно друг друга нажимными губками до достижения нецилиндрической конечной формы. 5 з.п. ф-лы, 4 ил.
1. Способ изготовления тампона (Т), упакованного в защитную оболочку, из образованной предпочтительно путем намотки полосы волокнистого нетканого материала заготовки (V), которую на отдельных этапах деформации деформируют в тампон с помощью воздействующих снаружи на заготовку (V) усилий давления и которую для получения готового штучного изделия снабжают плотно окружающей тампон (Т) пленочной гильзой (10) в качестве защитной оболочки, отличающийся тем, что пленочную гильзу (10) изготовляют в виде не проницаемой для влаги, неперфорированной и цилиндрической гладкой, предварительно отформованной гильзы, окружающей, по меньшей мере, боковую поверхность заготовки (V); затем, по существу, цилиндрическую заготовку (V) еще перед последним этапом (15) деформации вдвигают в пленочную гильзу (10), заготовку, включая окружающую ее пленочную гильзу (10), направляют затем на последний этап (15) деформации и там формируют между, по меньшей мере, двумя подвижными относительно друг друга нажимными губками до достижения нецилиндрической конечной формы и затем тампон (Т) приводят в отдельно упакованное состояние путем плотного закрытия пленочной гильзы (10).
2. Способ по п.1, отличающийся тем, что заготовку деформируют между нажимными губками (20а, 20b) в продолговатое поперечное сечение.
3. Способ по п.1 или 2, отличающийся тем, что нажимные губки (20а, 20b) подвергают нагреванию.
4. Способ по п.1, отличающийся тем, что оба конца пленочной гильзы (10) закрывают перед направлением заготовки, включая полностью окружающую ее пленочную гильзу (10), на последний этап (15) деформации.
5. Способ по п.1, отличающийся тем, что оба конца пленочной гильзы (10) закрывают лишь после того, как заготовка (V) была деформирована между нажимными губками (20а, 20b) в свою конечную форму.
6. Способ по п.1, отличающийся тем, что используют пленочную гильзу (10) из обладающего малой способностью к вытяжке пленочного материала на основе целлофана или пропилена.
| WO 2004100847, 25.11.2004 | |||
| WO 03007862, 30.01.2003 | |||
| Адсорбционный аккумулятор теплоты | 1991 |
|
SU1815541A1 |
| RU 97112926, 20.07.1999. | |||

