Изобретение относится к устройству и способу плавления остекловывающихся материалов для подачи расплава стекла непрерывным способом в установки для формования расплава стекла (термин “стекло” означает матрицу, в основном стекловидную, в частности, полученную из минеральных композиций, обозначенных как стеклянные или твердые, в области получения стекловаты для изоляции).
В частности, задачей изобретения является создание установок для формования стекловолокон типа термической или акустической стекловаты для изоляции. Изобретение также относится к установкам для формования стеклянных нитей, названных упроченными, для формования из стекла пустотелых изделий в виде бутылок, флаконов, а также к установкам для формования изделий из плоского стекла, таким, как установки для получения флоат-стекла или установки для каландрования. В частности, в последнем случае плавление, как правило, завершается обычно этапом осветления стекла.
Обычно плавильные печи, в зависимости от способа нагревания, применяемого для плавления остекловывающихся материалов, условно подразделяют на две большие категории.
С одной стороны, существуют печи для электрического плавления, называемые печами “с холодной дугой”, где плавление осуществляют с помощью электродов, которые погружают в расплав стекла, как описано, например, в европейской заявке EP-B-0304371.
С другой стороны, существуют пламенные печи, такие как металлические печи для рекуперации или регенеративные печи, в частности, известные из патента США №4599100. В случае регенеративных печей мощность нагрева обеспечивают двумя рядами горелок, работающих обычно посменно на смеси топливо/воздух: продукты сгорания затем поочередно нагревают одну или другую плавильную камеру и подводящие коммуникации. Продукты сгорания остывают, проходя через насадки огнеупоров, которые образуют указанные регенераторы, а затем огнеупоры выделяют накопленное тепло в плавильную камеру. В случае применения металлических печей для рекуперации организуют непрерывную работу двух рядов горелок, а отходящие дымовые газы используют для нагревания, за счет их охлаждения, применяемого для горения воздуха, который поступает в горелки.
Технология с использованием указанных обычных типов печей хорошо освоена и удовлетворяет потребностям стекольной промышленности. Однако их работу невозможно организовать в гибком режиме. Так, запуск или прекращение работы указанных печей является комплексной и сложной операцией. Изменение в процессе работы параметров, например, количества или типа остекловывающихся материалов, подаваемых в печь, является также довольно сложной процедурой. Достаточно долгое время нахождения материалов, способных образовывать стекло, в печи в процессе плавления придает ей определенную инерционность.
В то же время существует третий путь, который представляет собой плавление с помощью погружных горелок. Пример печи указанного типа описан в международной заявке WO 99/37591. Он заключается в использовании в качестве нагревательных средств горелок, в которые определенным образом подают топливо/окислитель топлива; горелки обычно расположены на уровне подовой части таким образом, чтобы пламя в процессе плавления развивалось внутри остекловывающихся материалов. Указанная технология обладает многими преимуществами. Она обеспечивает хороший энергетический выход. Она позволяет получить высокую производительность при использовании печей меньших размеров, чем обычная печь. Действительно, погружные горелки создают в массе остекловывающихся материалов сильное перемешивание за счет конвекционного движения, что обеспечивает быстрое плавление и меньшее время пребывания остекловывающихся материалов в печи. Например, в указанных типах печей, по крайней мере частично, можно использовать остекловывающиеся материалы, которые не являются сырьем, поступающим из карьеров, или специально синтезированы для этого, а представляют собой продукты рециклирования, такие как битое стекло, композиты стекло/пластик, и даже углеводородные источники, такие как уголь, органические полимеры, которые можно использовать в качестве топлива для погружных горелок.
Тем не менее, указанный способ имеет ряд особенностей. Обычно стремятся получить особый расплав стекла, который имеет меньшую плотность, чем стекло, получаемое с помощью обычных печей. Чаще всего имеют дело с пеной, а не с жидкой фазой, которая обычно более вязкая. Ее обработка и доставка в устройства для формования могут быть сложными, что еще более осложняется в случае возникновения большого количества пены.
Таким образом, задачей настоящего изобретения является создание нового способа плавления остекловывающихся материалов, который, в частности, обеспечивает более мягкие и гибкие условия функционирования, чем способ, применяемый в обычных печах. Далее задачей настоящего изобретения является интегрирование нового метода плавления в существующие установки для использования в обычных печах.
Прежде всего, задачей настоящего изобретения является создание устройства для плавления остекловывающихся материалов, которое объединяет по крайней мере два отдельных плавильных модуля, из которых:
- модуль, обозначенный А, в основном снабжен нагревательными средствами в виде воздушных горелок и/или погружных электродов.
- модуль, обозначенный В, в основном снабжен нагревательными средствами в виде погружных горелок.
В настоящем описании “объединение” двух модулей означает, что они оба всемерно обеспечивают получение расплава остекловывающихся материалов, что будет рассмотрено более детально ниже.
В соответствии с изобретением модуль А представляет собой обычную плавильную камеру для электрического (с погружными электродами) и/или пламенного (с воздушными горелками) плавления. Таким образом, изобретение позволяет сохранить указанный тип плавильной камеры в существующих промышленных установках и использовать все ее преимущества, в частности, тот опыт, который накоплен в этой области стекольной промышленностью. Печь для электрического плавления предпочтительно используют в тех случаях, когда хотят значительно уменьшить улетучивание определенных соединений, таких как бораты щелочных металлов.
В соответствии с изобретением в модуле В используют плавление посредством погружных горелок. Этот термин охватывает любой способ горения топлива, в частности, ископаемых горючих материалов, по крайней мере с газом, поддерживающим горение, при этом вышеуказанные топливо/газ или газообразные продукты, получаемые при горении, впрыскивают ниже уровня массы остекловывающихся материалов. Горелки могут проходить через боковые стенки или через подовую часть модуля В. Их можно также подвешивать кверху, прикрепляя к дуге или к любой другой подходящей арматуре. Посредством указанных горелок можно впрыскивать только продукты сгорания газа, при этом саму подачу топлива осуществляют вне плавильного модуля. Можно также впрыскивать только окислитель топлива (воздух, кислород или воздух, обогащенный кислородом) или окислитель топлива с небольшим количеством газообразного топлива типа Н2 или природного газа, и затем ввести топливо в жидкой или твердой форме вместе со стеклоподобными материалами, что будет рассмотрено более подробно далее. Особенности конструкции указанного модуля можно найти в вышеупомянутой международной заявке WO 99/37591.
На самом деле оказалось, что использование комбинации указанных двух типов плавильных модулей в промышленности позволяет добиться значительного синергетического эффекта. С одной стороны, обычный плавильный модуль А может быть плавильным модулем существующих установок для формования. Таким образом, в изобретении могут использоваться указанные модифицированные установки, в которых печи не подвергают полной реконструкции. В экономическом плане это может оказаться важным, поскольку большинство существующих в стекольной промышленности установок имеют печи указанного типа.
С другой стороны, плавильный модуль В с погружными горелками сможет придать модулю А дополнительную гибкость на различных уровнях без изменения остальной части установки. Действительно, благодаря добавлению модуля В изобретение позволяет использовать уже существующую печь (модуль А) в рамках производства, отличающегося от того, для которого она была разработана изначально. Совокупность модуля А/модуль В по существу образует печь с переменной мощностью.
Таким образом, речь прежде всего идет об усилении гибкости, относящейся к производительности плавильного устройства по изобретению.
Действительно, каждый обычный плавильный модуль имеет свой “диапазон” производительности, и как только получают максимальную производительность, то на этом останавливаются. Что касается производительности плавильного модуля с погружными горелками, то ее можно легко и быстро смоделировать в относительно большом диапазоне изменений. Таким образом, можно выбрать почти постоянный режим в отношении производительности для модуля А, в частности, в технологии изготовления плоского стекла (линия флоат-стекла) и использовать плавильный модуль В для изменения общей производительности. Таким образом, указанный плавильный модуль В обеспечивает дополнительную производительность, по сравнению с производительностью модуля А. Так как плавильный модуль с горелками погружного типа можно остановить и быстро и относительно легко запустить снова, то можно, таким образом, получить общую производительность, которая представляет собой сумму производительности плавильного модуля А и производительности плавильного модуля В посредством погружных горелок, при этом производительность плавильного модуля В может быстро изменяться от 0 (прекращение работы модуля) до определенного максимального значения производительности плавильного модуля В (в частности, в зависимости от размера плавильного модуля В, от количества загруженных в печь материалов и т.д.).
Также речь идет о преимуществах, касающихся типа получаемого стекла. Плавильный модуль В с помощью погружных горелок способен расплавить остекловывающиеся материалы переменного состава и/или менее “благородные”, чем те, которые используются для загрузки в обычные плавильные модули. Можно также загружать в модуль В остекловывающиеся материалы, химический состав которых дополняет остекловывающиеся материалы, которые загружают в модуль А.
Достигаются, по крайней мере, два преимущества:
- можно целиком изменить стекло, которое подают в устройства для формования, например, для изменения вискозиметрических, окислительно-восстановительных (стекловата для изоляции) или спектрофотометрических (плоское стекло) свойств и т.д., используя модуль В для “точной подгонки” композиции, поступающей из модуля А, или наоборот;
- можно использовать модуль В для рециклирования материалов, которые могут ухудшить работу обычных плавильных модулей типа А, например, таких как загрязненное битое стекло, композиты стекло/металл, композиты стекло/полимеры или полимеры, используемые в качестве топлива, как было упомянуто ранее. В зависимости от поступления материалов для рециклирования можно подобрать состав материалов, загружаемых в печь В, в широких пределах, изменяя часть, поступающую на рециклирование или переработку отходов/битого стекла, по сравнению с более традиционным сырьем, поступающим, в частности, с карьеров.
Что касается относительного размера модулей А и В, то существуют три возможные конфигурации, каждая из которых имеет свои преимущества в зависимости от проводимых исследований. Действительно, изобретение может применяться к обычным плавильным модулям существующих производственных линий, и в этом случае в соответствии с изобретением вначале устанавливают размер модуля А. Этот выбор может также зависеть от типа или количества материалов, которые предполагают загрузить в модуль В, в частности, от количества расплавляемого битого стекла.
В соответствии с первым вариантом осуществления настоящего изобретения модули А и В могут быть сходного, даже одинакового размера (оценку размера проводят относительно площади поверхности подовой части и/или определенного объема модуля, который можно заполнить стеклом в процессе плавления).
В соответствии со вторым вариантом осуществления настоящего изобретения размер модуля В может быть больше размера модуля А, например, по крайней мере в полтора, два или три раза (например, в отношении размеров от 1,1/1 до 30/1 или 20/1). В частности, модули сравнимого размера применяются в том случае, когда планируют расплавить в модуле В большое (очень большое) количество битого стекла или других материалов, применяемых в указанном типе плавления.
В соответствии с третьим вариантом осуществления настоящего изобретения можно также выбрать относительные размеры плавильных модулей А и В таким образом, чтобы размер и/или площадь поверхности подовой части модуля В были по крайней мере в полтора, два или три раза меньше, чем у модуля А (например, в соотношении 1/1,1 к 1/30 или 1/20). Действительно, плавильный модуль с горелками погружного типа может иметь очень большую производительность при сравнимом размере, чем у обычного плавильного модуля. Это одно из наиболее важных преимуществ. Таким образом, для придания плавильному модулю типа А большей производительности достаточно к нему присоединить меньший по размеру плавильный модуль с погружными горелками. Это, в частности, целесообразно в том случае, когда плавильный модуль В с погружными горелками “прививается” к существующей установке, использующей модуль А, размер которого может быть большим.
В соответствии с предпочтительным способом осуществления настоящего изобретения можно предусмотреть приспособления для рекуперации дымовых газов, полученных при горении в модуле В, а именно приспособления, направляющие дымовые газы (возможно после обработки) к плавильному модулю А, где они охлаждаются. С целью лучшего использования синергетического эффекта от совместного использования модулей А и В можно уменьшить потребление энергии модулем А, используя дымовые газы из модуля В. Можно осуществить обратную процедуру.
В соответствии с первым вариантом оба плавильных модуля А и В соединены непосредственно или посредством каналов/камер с модулем смешения, называемым модулем С. Таким образом, в указанном варианте изобретения предусматривается смешение двух потоков расплавляемых остекловывающихся материалов, выходящих из модулей А и В в специально предназначенном для этого модуле. Указанный модуль выполняют/конструируют таким образом, чтобы получить на выходе как можно более однородный общий поток, принимая во внимание, что смешиваемые потоки имеют различные свойства и могут в целом изменяться в процессе работы плавильного устройства. С одной стороны, имеется жидкий поток, поступающий из модуля А, состав которого можно в случае необходимости поддерживать постоянным или который, напротив, может значительно изменяться. С другой стороны, имеется поток, поступающий из модуля В в виде пены, имеющий меньшую плотность, более высокую вязкость, который может иметь весьма разную температуру, а химический состав которого может значительно отличаться от химического состава предыдущего потока. Вот почему рекомендуют выполнять модуль смешения С с различными средствами перемешивания, гомогенизации и/или нагревания. Речь может идти о нагревательных элементах и/или механических мешалках, и/или погружных горелках (последние средства интересны подачей химических реагентов и особенно перемешиванием, которое они вызывают), и/или погружных электродах. Таким образом, можно добиться получения на выходе из указанного модуля как можно более однородной смеси с точки зрения температуры и вязкости.
Предпочтительно указанный модуль смешения соединен непосредственно или по крайней мере через одну промежуточную камеру с каналом, который снабжает устройства для формования волокна (в частности, для получения минеральной ваты), или с камерой для осветления стекла (если речь идет о производстве плоского стекла).
Можно рассматривать различные конфигурации для обеспечения продвижения расплавленных остекловывающихся материалов в процессе плавления из модулей А и В к модулю С. Между модулем А и модулем С и между модулем В и модулем С можно выполнить канал. Можно также соединить непосредственно модуль А с модулем С и/или модуль В с модулем С: таким образом, можно получить канал или два канала для передачи от А и В к С.
Независимо от того, имеется или не имеется канал для передачи, можно обеспечить продвижение потока от модулей А и В к модулю С с помощью по крайней мере одной из следующих систем: разгрузка под действием силы тяжести, в частности, за счет более высокого размещения по крайней мере одного из модулей по отношению к модулю С; продвижение по желобку, который может быть погружным. Здесь применяют средства, известные в установках, применяемых в стекольной промышленности. Преимуществом систем сливного желоба является более легкое смешение двух потоков. Для этого можно один из модулей разместить выше другого, как было указано. Однако можно обойтись без указанного разновысотного размещения, что бывает сложно осуществить, и заменить его системой желобка, объединенного с системой разгрузки. Этот случай рассматривается далее более подробно.
В том случае, когда имеется канал передачи между по крайней мере одним из модулей А, В и модулем С, то указанный канал предпочтительно выполняют на входе и на выходе с системой желобка и/или системой спускного отверстия. Термины “вход” и “выход” рассматриваются в зависимости от направления движения расплавляемых материалов модулей А, В к С от начала до конца производственной линии.
При отсутствии канала передачи между по крайней мере одним из модулей А, В и модулем С систему желобка и/или спускного отверстия предпочтительно выполняют на стыке между модулем А и модулем С и/или между модулем В и модулем С.
При наличии одного или двух каналов передачи предпочтительным является их выполнение со средствами теплового кондиционирования. Речь может идти о нагревательных средствах типа воздушных горелок, погружных электродах, которые можно объединить со средствами охлаждения, такими как подводы воздуха, или системами водоохлаждения. Указанное тепловое кондиционирование может служить для облегчения/проведения гомогенизации, которая происходит в модуле смешения С, для выравнивания температур и вязкости потоков расплавляемых материалов, выходящих из модулей А и В.
Предпочтительный способ осуществления настоящего изобретения заключается в том, что модуль А сообщается (без его размещения над другими модулями) с модулем С посредством желобка С с системой разгрузки, так как это именно та конфигурация, которая встречается в обычных установках. Сюда можно подсоединить модуль В, который может быть размещен значительно выше по сравнению с модулем С, например, с разгрузкой, осуществляемой посредством желобка с соответствующей кромкой.
В соответствии со вторым вариантом осуществления настоящего изобретения можно предусмотреть, в случае конфигурации, при которой модуль А в случае необходимости выполнен с воздушными горелками, ситуацию, чтобы модуль В сообщался непосредственно или при помощи одного или нескольких каналов с плавильным модулем А, в частности, с его нижней частью. В указанном варианте модуль смешения отсутствует, и вспененная масса, выходящая из модуля В, попадает на расплав стекла в модуле А. Целесообразно снабдить нижнюю часть модуля А, где осуществляют выгрузку, средствами перемешивания, гомогенизации, нагревательными элементами или даже погружными горелками, расположенными в указанной зоне для облегчения смешения двух составов стекол (указанная зона предпочтительно расположена в третьей, самой нижней части модуля А).
Для смешения составов двух стекол также возможны другие решения.
В соответствии с третьим вариантом осуществления настоящего изобретения можно также обойтись без специального модуля смешения С, помещая, например, вспененное стекло, поступающее из модуля В в канал, который сообщается с модулем А и который может снабжать устройства для формования волокна. В этом случае представляет интерес то, что вспененное стекло подают, в частности, при разгрузке в начальную часть указанного канала таким образом, что оно успевает, продвигаясь по указанному каналу, за счет коалесценции полнее освободиться от содержащихся в нем пузырьков, размер которых обычно большой. Таким образом, целесообразно особым образом оснастить ту часть канала, где встречаются потоки расплавленных материалов. Ее можно оснастить средствами гомогенизации и/или перемешивания, о которых упоминалось ранее в связи с каналами передачи и модулем С, а именно погружными горелками, нагревательными элементами. Можно также предусмотреть, чтобы в указанной части имелся слой стекла, достаточный для того, чтобы можно было вызвать конвекционные потоки. Таким образом, воссоздают до некоторой степени зону смешения, аналогичную модулю С, но на этот раз внутри канала.
В соответствии с четвертым вариантом осуществления настоящего изобретения объединяют модуль В и модуль смешения С по первому варианту осуществления настоящего изобретения: обычный модуль смешения А соединяют (непосредственно или посредством по крайней мере одного канала) с модулем смешения/плавления В', который выполняют с нагревательными средствами, в частности, в виде по крайней мере одной погружной горелки, и в который непосредственно подают остекловывающиеся материалы, битое стекло. Затем модуль В' напрямую или не напрямую соединяют с каналом подачи устройства для формования волокна или с камерой для осветления стекла. Конфигурация представляет особый интерес в том случае, когда в модуль В подают материалы без риска возникновения нерасплавленных остатков, как в случае с битым стеклом. В указанном случае можно сделать вывод, что общее устройство может работать при значительно более низких температурах, как если бы аналогичное производство осуществлялось в печи с погружными электродами. Это дает важное преимущество, так как огнеупоры печи в этом случае изнашиваются медленнее и меньше загрязняют полученное стекло.
В соответствии с другим вариантом осуществления настоящего изобретения, напоминающим ранее описанный третий вариант осуществления настоящего изобретения, можно выгрузить вспененное стекло, выходящее из модуля В на уровне стыка между модулем А и каналом, направляющим расплавленное стекло к устройствам для формования волокна (или камере для осветления стекла), в частности, в зону, насчитывающую один желобок и одну систему разгрузки, которые позволяют удалить стекло из модуля А.
В соответствии с одним из вариантов модуль В соединяют с плавильным модулем А в последней трети своей длины, в частности, посредством системы разгрузки под действием силы тяжести.
Уточняют, что в настоящем изобретении термины “верхняя часть” и “нижняя часть” относятся к направлению общего потока остекловывающихся материалов, к их загрузке в плавильные камеры до поступления расплава в установки для формования волокна и/или камеру для осветления стекла, если это необходимо.
Задачей настоящего изобретения является также способ применения описанного ранее устройства для плавления. Как уже упоминалось, важно то, что в каждый плавильный модуль А и В можно подать остекловывающиеся материалы в различном количестве и/или разного химического состава, и/или различного происхождения. Таким образом, в плавильный модуль В можно подать существенно загрязненное битое стекло, получаемое, например, из производства плоского стекла или пустотелых стеклянных изделий. Можно также подавать животную муку, песок, загрязненный углеводородами, формовочный песок, композиты стекло/органический полимер или стекло/металл, такие как отходы листового стекла, или электротехнического стекла, или стекол с нанесенными на них оксидными слоями, нитридами металлов или металлическими слоями типа серебра (солнцезащитные оконные стекла, тонированные оконные стекла, зеркала), стекла, полученные в производстве плоского стекла или даже покрытых маслами усиленных стеклянных нитей или минеральной ваты для изоляции, снабженной клеящим слоем/связующим, содержащим органические смолы. Там можно рециклировать жидкие отходы, полученные в производстве минеральной стекловаты для изоляции, отходы промывных растворов, отходы формирования волокна. Сюда можно также ввести топливо типа углеводородов, жидкое или твердое топливо, такое как отходы нефтеперерабатывающей промышленности или производства органических полимеров, тяжелого жидкого топлива, угля. Все дополнительно введенные органические материалы по крайней мере частично представляют собой топливо, необходимое для погружных горелок. Таким образом, плавление посредством погружных горелок имеет преимущество, так как позволяет “переваривать” множество продуктов рециклирования, а в меньшей степени и другие отходы, но в любом случае в обычных плавильных модулях типа А можно переработать значительно меньшие их количества.
Таким образом, изобретение позволяет рециклировать в основном недорогие материалы (даже получаемые бесплатно или с отрицательной стоимостью, такие как некоторые отходы, упомянутые ранее), что позволяет снизить общую стоимость сырья для установки.
Безусловно, можно также подавать в плавильный модуль В сырье, в частности, полученное из карьера, или поставляемое химической промышленностью, или использовать любое другое промежуточное решение, при котором материалы, применяемые для загрузки в модуль В, являются частично кондиционным сырьем, добываемым, в частности, из карьера, и частично отходами/материалами для рециклирования.
Что касается загрузки плавильного модуля А, то предпочитают обычное сырье, в частности поступающее из карьерных разработок или из химической промышленности. В качестве исходного материала на основе диоксида кремния используют песок. В качестве исходного материала на основе оксидов щелочноземельных металлов используют известняк, разновидность доломита. В качестве исходного материала на основе оксида бора используют буру. В качестве исходного материала на основе Na2O используют карбонат натрия. В качестве исходного материала на основе гидроксида алюминия используют полевой шпат. Можно также добавить битое стекло предпочтительно в умеренных пропорциях.
Способ применения устройства по изобретению может заключаться в организации одновременной или поочередной работы плавильных модулей А и В (или В'). Как указано ранее, можно, таким образом, регулировать режимы работы двух модулей, в зависимости от желаемой общей производительности или количества, или типа остекловывающегося материала, или типа битого стекла, которые хотят использовать в модулях А и В, а также от типа получаемого конечного стекла.
Задачей настоящего изобретения также является использование указанного устройства или способа его осуществления для подачи расплавленных остекловывающихся материалов в устройства для формования волокна. Речь может также идти об устройствах для формования волокна с использованием внутреннего центрифугирования или внешнего центрифугирования или с использованием механического и/или пневматического вытягивания.
Изобретение будет пояснено более подробно на примере, который не ограничивает настоящее изобретение, и следующих фигур, где:
- фиг.1: очень схематичное изображение плавильной установки по настоящему изобретению;
- фиг.2-4: более подробные изображения установки в разрезе и вид сверху.
Предпочтительный пример осуществления настоящего изобретения заключается в использовании установки, принцип которой очень схематично изображен на фиг.1, а именно имеется обычный плавильный модуль 1, который представляет собой электрическую печь с холодной дугой, использующий погружные электроды 1а. В указанном типе печи имеется плавильная ванна с остекловывающимися материалами, на поверхности которой расположена корка из еще нерасплавленных остекловывающихся материалов. Загрузку остекловывающихся материалов осуществляют известным образом посредством системы ленточного конвейера или шнекового конвейера. Кроме того, имеется плавильный модуль 2, отличный от модуля 1, выполненный, по меньшей мере, с одной погружной горелкой 8. Модули 1 и 2 выходят в каналы передачи 4, 5, которые, в свою очередь, выходят в общий модуль смешения 3. Стрелки на фигуре показывают направление потока стекла вдоль установки. В частности, для предотвращения переполнения, а также для лучшего взаимного слияния и смешения потоков стекла, выходящих из модулей 1 и 2, входные отверстия каналов 4, 5, направляющих вышеуказанные потоки в модуль смешения 3, устанавливают перпендикулярно друг другу.
В качестве альтернативы можно осуществить способ таким образом, что два потока стекла, поступающие из модулей 1 и 2, встречаются “фронтальным” образом вдоль одной оси, но в разных направлениях. В этом случае можно расположить последовательно модули 1, 3 и 2 в линию, при этом стекло затем удаляют из модуля 3 по направлению вдоль оси, например, перпендикулярной предыдущей. Можно также расположить модули 1 и 2 приблизительно рядом друг с другом, при этом два потока стекла поступают параллельно или сходящимся образом в модуль смешения 3.
Модуль 3 выполняют с, по меньшей мере, одной погружной горелкой 9 и нагревательными элементами 7. Важно обеспечить в указанной зоне смешение двух стекол с разными плотностями, вязкостью, температурами и возможно разными химическими составами. Для облегчения гомогенизации каналы 4, 5 снабжают со средствами термического кондиционирования, обычно представляющими собой объединение воздушных горелок и подводов воздуха к ним, которые можно открывать или закрывать. Конечная смесь в виде единого потока стекла покидает модуль 3 и вытекает в канал 6 (где можно осуществить определенное рафинирование, в том случае, если стекло все еще содержит пузырьки, в частности пузырьки большого диаметра, вызванные “вспененным” стеклом, выходящим из модуля 2). Затем стекло по каналу известным образом поступает в неизображенные установки для формования волокна.
Фиг.2-4 включают несколько дополнительных деталей, касающихся возможной конфигурации установки, изображенной на фиг.1. Они являются схематичными и для большей наглядности выполнены без соблюдения масштаба.
На фиг.2 представлен вид сверху: здесь показаны модуль для электрического плавления 1, модуль с погружными горелками 2, модуль 3 смешения и каналы 4, 5 и 6.
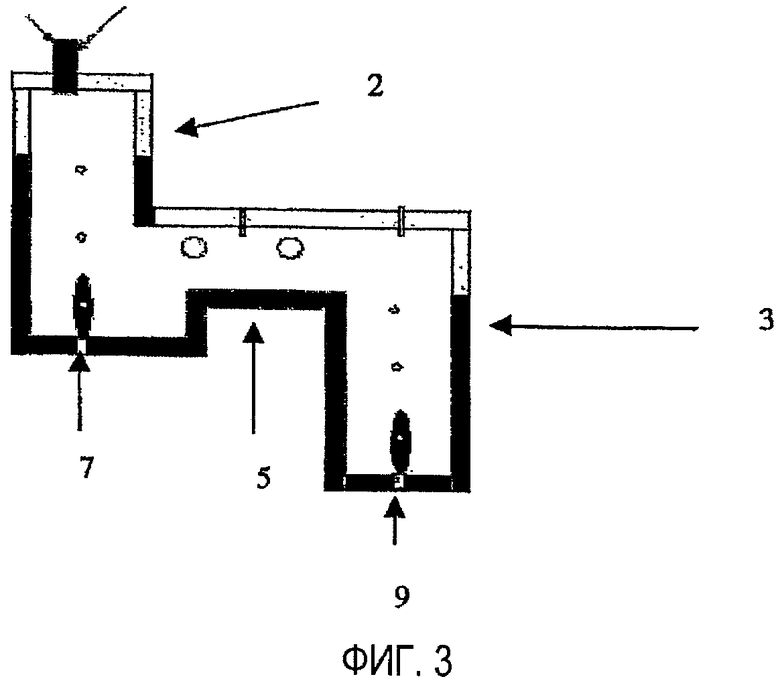
На фиг.3 в разрезе показано, каким образом стекло, выходящее из модуля 2, выгружают в модуль 3 смешения: имеется система желобка из подовой части модуля 2, которая расположена значительно выше по отношению к подовой части модуля 3. Затем стекло посредством системы выгрузки подается в модуль 3 при помощи достаточно узкого канала 5. Фактически имеется относительно тонкая струя стекла, которая попадает в модуль 3 посредством не изображенной на фигуре кромки.
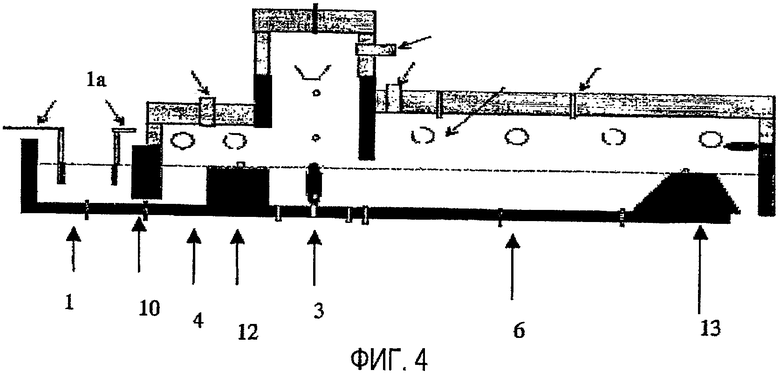
На фиг.4 также в разрезе показана конфигурация модулей 1, 3 и канала 6. Здесь подовые части модулей 1 и 3 расположены (приблизительно) на одном уровне. Между модулем 1 и каналом 4 вновь имеется желобок 10, который ограничивает поток стекла из более низко расположенной секции. Из канала 4 в модуль 3 стекло попадает через проход 12. В этом примере высоту уровня стекла ванны в канале 6 задают посредством другого прохода 13 в нижней части указанного канала 6.
Можно также обойтись без этого прохода, в частности, предусмотрев регулирование уровня стекла в канале 6.
Затем стекло удаляют из нижней части канала 6 “через верхнюю часть” через проход 12. В качестве альтернативы расплавленное стекло выливают через нижнюю часть в конце канала.
В заключение следует отметить, что применение различных технологий в одной и той же установке с двумя плавильными модулями позволяет наилучшим образом воспользоваться предоставляемыми ими преимуществами: с одной стороны, используют надежность проверенного промышленного решения (электрическое плавление, пламенные печи) и качество получаемого стекла, а, с другой стороны, используют высокую эффективность, большую гибкость при осуществлении, относительно небольшую потребность в материалах для плавления в способе плавления с погружными горелками. Извлекают пользу из их взаимной дополняемости.
В качестве примера ниже приводится таблица, в которой собраны следующие данные:
А: состав, который подают в модуль 1 для электрического плавления, выраженный в мас.% оксидов алюминия, кремния, щелочных металлов, щелочноземельных металлов, бора.
В: мас.% количество битого стекла, по отношению к составу А, которое подают в модуль 2 с горелками погружного типа.
Таким образом, примеры с 1 по 4 соответствуют варианту, когда имеется 0, 40, 60 и 80% битого стекла в общем количестве получаемого стекла. Пример 1 с 0% битого стекла соответствует конфигурации установки, где модуль 2 с погружными горелками не загружен: работает только модуль 1 и, таким образом, состав на 100% состоит из сырья, которое подают в обычный модуль 1. Можно также получить на выходе из канала 6 стекло почти постоянного состава, при этом количество взятого битого стекла в составе В определенным образом устанавливает/дополняет состав А.
Состав В с битым стеклом, который подают в модуль 2, является для всех примеров почти постоянной композицией, включающей, мас.%:
(сумма оксидов железа, приведенная в указанной форме)
(дополняют до 100% примесями типа SO3)
Указанное битое стекло может быть получено из стекол, содержащих металлические слои, в меньшей степени из тонированных оконных стекол или солнцезащитных стекол с более толстыми металлическими слоями, например зеркал. Таким образом, его состав является переменным.
Из указанной таблицы видно, что изобретение предоставляет большую гибкость, а именно: в зависимости от потребностей и подвоза битого стекла можно полностью остановить работу модуля 2 с погружными горелками или, напротив, сделать так, чтобы он обеспечивал 80% расплавленного стекла полностью нагруженной установки. Параллельно подбирают количество и тип исходных материалов, которые подают в обычный модуль 1.
Следует отметить, что в указанных примерах битое стекло, используемое для подачи в модуль 2 с погружными горелками, получают из производства плоского стекла, имеющего в данном случае кремний-натрий-кальциевую основу. Безусловно, можно брать различное битое стекло и добавить, как описано ранее, исходные материалы и углеродное топливо.
Ниже приводится другой пример, иллюстрирующий изобретение. Модуль А является печью с погружными электродами, в который подают классические исходные остекловывающиеся материалы, в частности материалы типа оксидов, карбонатов и т.д. Практически весь продукт из указанного модуля А подают непосредственно в печь с погружными горелками, выполняющую функцию модуля В, и в то же время подают битое стекло. На битое стекло, которое подают в модуль В, приходится 85% выхода конечного стекла. Конечное стекло имеет тот же состав, что и конечное стекло по примеру 1. Показано, что в такой конфигурации установка работает правильно и нерасплавленных остатков не наблюдается, при этом температуру электрической печи доводят до 1100°С, а температуру печи с погружными горелками доводят до 1150°С. Содержание оксида хрома (III) в конечном стекле составляет 0,03 мас.%, что указывает на слабое изнашивание огнеупоров. Общее потребление энергии составляет 1200 кВт на тонну стекла. В качестве сравнения такое же производство с теми же источниками в одномодульной печи с электродами требует температуры 1300°С, потребляет энергию 1250 кВт/час и дает содержание 0,1 мас.% оксида хрома в конечном стекле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства изделий из шлаков металлургического производства (варианты) | 2022 |
|
RU2802934C1 |
| УСТАНОВКА И СПОСОБ ПЛАВЛЕНИЯ СТЕКЛА | 2013 |
|
RU2627288C2 |
| СПОСОБ ВАРКИ СТЕКЛОМАССЫ И СТЕКЛОВАРЕННАЯ ПЕЧЬ С БАРБОТИРОВАНИЕМ СЛОЯ СТЕКЛОМАССЫ | 2011 |
|
RU2473474C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО СТЕКЛОВОЛОКНА И ИЗДЕЛИЯ, ФОРМОВАННЫЕ ИЗ НЕГО | 2009 |
|
RU2531950C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ ТВЕРДОЙ КОМПОНЕНТЫ ШИХТЫ ПОСРЕДСТВОМ ГОРЕЛОК ПОГРУЖНОГО ГОРЕНИЯ | 2014 |
|
RU2675827C2 |
| СТЕКЛОПЛАВИЛЬНАЯ ПЕЧЬ | 2009 |
|
RU2515928C2 |
| ГОРЕЛКА ДЛЯ ПЛАВИЛЬНОГО АППАРАТА ПОГРУЖНОГО ГОРЕНИЯ | 2016 |
|
RU2715786C2 |
| ГОРЕЛКА, ВКЛЮЧАЮЩАЯ ИЗНАШИВАЕМУЮ ДЕТАЛЬ | 2018 |
|
RU2766104C2 |
| СПОСОБ ПОДГОТОВКИ ШИХТОВЫХ МАТЕРИАЛОВ ДЛЯ ВАРКИ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2266259C2 |
| Способ непрерывной плавки в барботажном слое силикатных материалов для получения теплоизоляционного волокна и устройство для его осуществления | 2017 |
|
RU2663235C1 |

Изобретение касается устройства для плавления остекловывающихся материалов. Технический результат изобретения заключается в гибком регулировании производительности плавильного устройства. Устройство для получения стекловолокна из конечного потока расплавленного стекла содержит, по меньшей мере, два отдельных плавильных модуля, оба из которых одновременно или поочередно обеспечивают получение расплава остекловывающихся материалов. Модуль А(1) снабжен нагревательными средствами в виде воздушных горелок и/или погружных электродов, в который подают остекловывающиеся материалы. Модуль В(2) снабжен погружной горелкой или погружными горелками, в который подают остекловывающиеся материалы для изготовления вспененного стекла. Плавильный модуль А(1) и плавильный модуль В(2) могут быть соединены непосредственно или посредством каналов передачи с модулем смешения С(3). Модуль смешения снабжен, по меньшей мере, одним средством перемешивания, выбранным из барботеров или погружных горелок. Между модулем В(2) и модулем смешения С(3) нет камеры для осветления стекла. Модуль смешения соединен непосредственно с каналом, который снабжает устройства для формования волокна. 4 н. и 13 з.п. ф-лы, 4 ил., 1 табл.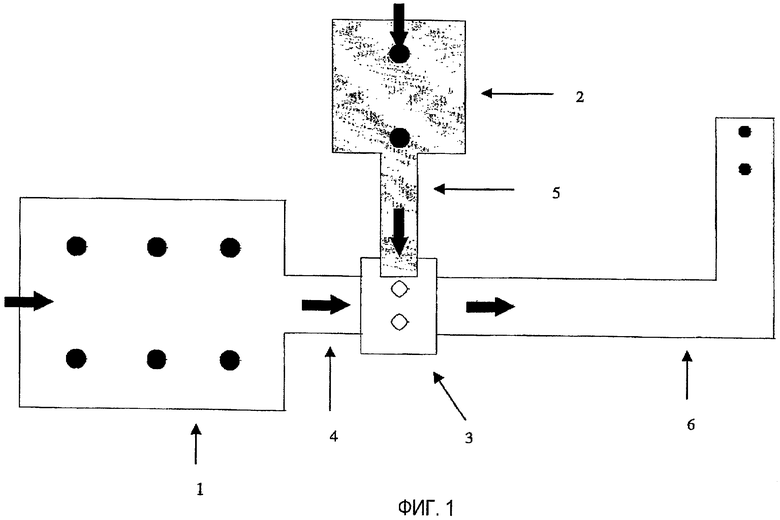
1. Устройство для получения стекловолокна из конечного потока расплавленного стекла плавлением остекловывающихся материалов, содержащее, по меньшей мере, два отдельных плавильных модуля, оба из которых одновременно или поочередно обеспечивают получение расплава остекловывающихся материалов, в котором:
- модуль А(1) в основном снабжен нагревательными средствами в виде воздушных горелок и/или погружных электродов и в который подают остекловывающиеся материалы, а
- модуль В(2) в основном снабжен нагревательными средствами в виде погружной горелки/погружных горелок и в который подают остекловывающиеся материалы для изготовления вспененного стекла,
при этом плавильный модуль А(1) и плавильный модуль В(2) оба непосредственно соединены или посредством каналов передачи (4, 5) с модулем смешения С(3), который снабжен, по меньшей мере, одним средством перемешивания, выбранным из барботеров или погружных горелок, без камеры для осветления стекла между модулем В(2) и модулем смешения С(3),
причем модуль смешения С соединен непосредственно с каналом (6), который снабжает устройства для формования волокна без камеры для осветления стекла между модулем смешения С и устройствами для формования волокна.
2. Устройство по п.1, отличающееся тем, что размер и/или площадь поверхности подовой части модуля В(2), по меньшей мере, в полтора, два или три раза меньше, чем у модуля А(1), или наоборот.
3. Устройство по п.1 или 2, отличающееся тем, что плавильный модуль В(2) снабжен приспособлениями для рекуперации дымовых газов, направляющими дымовые газы после возможных обработок к плавильному модулю А, где они охлаждаются.
4. Устройство по п.1 или 2, отличающееся тем, что канал или каналы передачи (4, 5) выполнены со средствами термического кондиционирования.
5. Устройство по п.1 или 2, отличающееся тем, что продвижение расплавленных/в расплавленном состоянии остекловывающихся материалов в процессе плавления из модулей А и В к модулю смешения С(3) осуществляют с помощью по меньшей мере одной из следующих систем: разгрузка под действием силы тяжести за счет более высокого размещения по крайней мере одного из модулей А, В по отношению к модулю С(3), продвижение по желобку, который может быть погружным и, возможно, объединенным с системой разгрузки.
6. Устройство по п.1 или 2, отличающееся тем, что имеется канал передачи между по меньшей мере одним из модулей А(1), В(2) и модулем С(3), при этом указанный канал снабжен на входе и на выходе системой желобка и/или системой спускного отверстия.
7. Устройство по п.1 или 2, отличающееся тем, что модуль А снабжен в основном нагревательными средствами в виде погружных электродов.
8. Устройство по п.1 или 2, отличающееся тем, что устройства для формования волокна приводятся в действие посредством внутреннего центрифугирования, внешнего центрифугирования или посредством механического и/или пневматического вытягивания.
9. Способ для получения стекловолокна из конечного потока расплавленного стекла плавлением остекловывающихся материалов посредством устройства по любому из предшествующих пунктов, в котором модули А(1) и В(2) работают вместе или поочередно, при этом модуль А(1) формирует первый поток стекла, а модуль В(2) формирует второй поток вспененного стекла, причем указанные два потока смешиваются в модуле смешения С(3), снабженном по меньшей мере одним средством перемешивания, выбранным из барботеров или погружных горелок, для формирования конечного потока расплавленного стекла, без камеры для осветления стекла между модулем В(2) и модулем смешения С(3), при этом конечный поток непосредственно подают в канал (6), который снабжает устройства для формования волокна, без камеры для осветления стекла между модулем В(2) и модулем смешения С(3).
10. Способ по п.9, отличающийся тем, что в плавильные модули А(1) и В(2) подают остекловывающиеся материалы в различном количестве и/или разного химического состава.
11. Способ по п.10, отличающийся тем, что в плавильный модуль В(2) подают существенно загрязненное битое стекло, и/или композиты стекло/полимер, и/или композиты стекло/металл и возможно жидкое и/или твердое углеводородное топливо, такое как тяжелое жидкое топливо, уголь, органические полимеры, животную муку, отходы производства минеральной ваты для изоляции или усиленных стеклянных нитей, загрязненный песок, формовочный песок, при этом в плавильный модуль А(1) подают по меньшей мере один из следующих материалов: исходный материал на основе диоксида кремния типа песка, исходный материал на основе оксидов щелочноземельных металлов, такой как известняк или разновидность доломита, исходный материал на основе оксида бора, такой как бура, исходный материал на основе оксида натрия, такой как карбонат натрия, исходный материал на основе гидроксида алюминия, такой как полевой шпат, и, возможно, битое стекло.
12. Способ по любому из пп.9-11, отличающийся тем, что одновременно регулируют производство расплавленных остекловывающихся материалов из плавильных модулей А(1) и В(2), в частности, в зависимости от общей производительности требуемого плавильного устройства и/или имеющихся в наличии материалов для рециклирования.
13. Способ по любому из пп.9-11, отличающийся тем, что в модуль В подают битое стекло.
14. Способ по любому из пп.9-11, отличающийся тем, что используют модуль А, снабженный в основном нагревательными средствами в виде погружных электродов.
15. Способ по любому из пп.9-11, отличающийся тем, что устройства для формования волокна приводятся в действие посредством внутреннего центрифугирования, внешнего центрифугирования или посредством механического и/или пневматического вытягивания.
16. Применение модуля В(2), в основном снабженного нагревательными средствами в виде погружной горелки/погружных горелок и в который подают остекловывающиеся материалы для изготовления вспененного стекла для быстрого изменения производительности существующей установки, содержащей модуль А(1), в основном снабженный нагревательными средствами в виде воздушных горелок и/или погружных электродов и в который подают остекловывающиеся материалы, причем модуль А производит поток стекла, при этом установка содержит устройства для формования волокна, причем модуль В имеет размер и/или площадь поверхности подовой части модуля по меньшей мере в три раза меньше, чем у модуля А, при этом плавильный модуль А(1) и плавильный модуль В(2) оба непосредственно соединены или соединены посредством каналов передачи (4, 5) с модулем смешения С(3), который снабжен по меньшей мере одним средством перемешивания, выбранным из барботеров или погружных горелок, без камеры для осветления стекла между модулем В(2) и модулем смешения С(3), причем модуль смешения С соединен непосредственно с каналом (6), который снабжает устройства для формования волокна без камеры для осветления стекла между модулем смешения С и устройствами для формования волокна, в котором при постоянной производительности модуля А производительность модуля В изменяется от 0 до определенного максимального значения производительности плавильного модуля В.
17. Применение способа по предыдущему пункту для подачи расплавленных остекловывающихся материалов в устройства для формования волокна, в частности, с использованием внутреннего центрифугирования или внешнего центрифугирования или с использованием механического и/или пневматического вытягивания.
| WO 9928247 A1, 10.06.1999 | |||
| RU 98113866 A, 10.06.2000 | |||
| RU 99122701 A, 10.08.2001 | |||
| EP 0726975 A1, 21.08.1996 | |||
| WO 9103435 A1, 21.03.1991. |

