Настоящее изобретение касается установки для плавления стекла или породы, в частности, для изготовления минерального волокна, предпочтительно, минеральной ваты, содержащей плавильный агрегат и агрегат для скоростного высокотемпературного нагрева, а также способа плавления стекла или породы с использованием такой установки.
Плавление породы (базальта или доменного шлака) требует обычно нагревания сырья до температур, значительно более высоких, чем при плавлении обычного стекла. Плавление традиционно выполняется в печах шахтного типа, нагреваемых большими количествами кокса до температур, близких 1500°С, так как печи с огнеупорными футеровками, обычно используемые для плавления стекла, не выдерживают высоких температур, необходимых для плавления породы.
Заявитель недавно предложил во французской заявке № 1251170, поданной 8 февраля 2012 г., новую печь, позволяющую проводить плавление породы при высокой температуре (около 1500ºС) в печи с погружными горелками, в то время как этот тип печи до сих пор использовался для варки стекла. Эта новая печь содержит металлические стенки без покрытия, т.е. не защищенные огнеупорными материалами, через которые проходит система внутренних трубопроводов, в которых циркулирует охлаждающая жидкость, например вода. В печи такого типа, называемой ниже печь с водяной рубашкой, твердый слой более или менее расстеклованного стекла образуется на поверхности контакта между ванной жидкого стекла и охлаждаемыми стенками и защищает эти последние от износа и окисления.
Легко понять, что такое решение, заключающееся в осуществлении высокотемпературной плавки в печи, стенки которой не только лишены изоляционной огнеупорной футеровки, но и активно охлаждаются, является чрезвычайно дорогостоящим в плане энергетических затрат.
При использовании такой печи с водяной рубашкой одновременно для расплавления стеклообразующих материалов и доведения их до температуры, необходимой для прядения стеклянного волокна или минеральной ваты, потребление энергии чрезвычайно высоко, так как при этом в течение длительного времени и на большой поверхности контакта поддерживают высокий температурный дифференциал.
Настоящее изобретение предлагает модифицировать установку для плавления стекла или породы, такой, как описанная во французской заявке №1251170, с целью значительного снижения потребления энергии для способа плавления, использующего такую установку. Хотя выигрыш от предлагаемой модификации, которая будет подробно описана ниже, особенно высок в случае высокотемпературной установки для плавления породы, использующей печь с интенсивно охлаждаемыми металлическими стенками, этот выигрыш существует также, в меньшей мере, для установок с классической печью с жаропрочным бетоном или для способов плавления стекла, использующих менее высокие температуры.
Вот почему, хотя применение настоящего изобретения к способам варки породы в печах с водяной рубашкой соответствует предпочтительному способу осуществления, настоящее изобретение никоим образом не ограничивается таким применением и может быть использовано с пользой для стекловарочных установок другого типа и для способов плавления обычного стекла.
Идея, лежащая в основе настоящего изобретения, заключалась в разделении этапа плавления стеклообразующих материалов, требующих относительно невысоких температур, но достаточно длительного времени, от этапа высокотемпературного нагрева расплавленного материала, и осуществлении этих двух этапов в раздельных агрегатах или ваннах. В ходе первого этапа (этапа плавления), предпочтительно осуществляемого в печи с водяной рубашкой, потребление энергии, таким образом, преимущественно ограничивается благодаря тому, что сырьевые материалы доводятся до относительно невысоких, но достаточных для обеспечения плавления сырьевых материалов температур и получения жидкости. Расплавленный материал при низкой температуре затем переносится во второй агрегат, называемый ниже «нагревательный агрегат» или «скоростной нагревательный агрегат», или «агрегат кипящего слоя», в котором он нагревается посредством погружных горелок в объем, оптимизированный для наиболее возможного снижения поверхности и продолжительности контакта между очень горячим стеклом и охлаждаемыми стенками нагревательного агрегата.
Потеря тепловой энергии в таком нагревательном агрегате главным образом пропорциональна поверхности контакта между ванной расплавленных сырьевых материалов и охлаждаемыми стенками, а эта поверхность контакта в большой степени зависит от высоты ванны расплавленных материалов, которую следует, таким образом, по возможности снизить. В таком нагревательном агрегате с погружными горелками снижение высоты ванны, тем не менее, ограничивается эффективностью теплопередачи между горячим газом сгорания от горелок и ванной стекла. Действительно, когда ванна расплавленных материалов имеет недостаточную глубину, газ сгорания, поднимающийся от инжекторов погружных горелок к поверхности стекла, не может передать всю свою тепловую энергию ванне. Когда температура газа сгорания выше температуры ванны в тот момент, когда пузырьки газа достигают поверхности стекла, часть тепловой энергии будет уходить с газами сгорания, что негативно сказывается на энергетическом балансе способа. В связи с этим, чем быстрее осуществляется теплопередача между газом сгорания и ванной стекла, тем ниже может быть высота ванны.
Для того, чтобы иметь возможность использовать ванну стекла малой высоты, в настоящем изобретении оптимизируется эффективность теплопередачи, благодаря использованию большого числа инжекторов малого размера и малой мощности, подающих маленькие пузырьки газа сгорания. Отсюда вытекает увеличение поверхности теплового обмена между газом сгорания и ванной и замедление восходящего потока газовых пузырьков в вязкой ванне стекла.
Тремя существенными элементами для настоящего изобретения являются таким образом:
- разделение плавильного резервуара и нагревательного резервуара установки;
- определение размера плавильного резервуара с малой высотой ванны расплава стекла и
- использование множества инжекторов погружных горелок малой мощности.
В частности, объектом настоящего изобретения является установка для плавления стекла или породы, содержащая:
- первую ванну, называемую плавильной ванной, с подачей стеклообразующих материалов, с нагревательными средствами, позволяющими нагревать стеклообразующие материалы до получения жидкого стекла, с выпуском жидкого стекла, и ниже по потоку от плавильной ванны;
- вторую ванну, называемую нагревательной ванной, с металлическими стенками, не покрытыми огнеупорными изоляционными материалами и снабженными системой внутренних трубопроводов, обеспечивающей циркуляцию охлаждающей жидкости, и множеством инжекторов погружных горелок, причем нагревательная ванна имеет выпуск для жидкого стекла, в виде перелива, который ограничивает высоту расплава стекла в нагревательной ванне до значения, составляющего от 20 мм до 300 мм, предпочтительно от 50 мм до 200 мм и, в частности, от 70 до 120 мм.
Выражение «жидкое стекло», в том виде как оно используется в настоящем изобретении, включает одновременно жидкое стекло, получаемое плавлением кварцевого песка, но и виды жидкого стекла, получаемые плавлением породы, в частности, базальтовой породы и доменных шлаков, а также все смеси этих двух типов стеклообразующих материалов, содержащих, возможно, оборотные стеклообразующие материалы (бой стекла) и классические добавки, такие как флюсы или осветлители.
Получаемое на выходе из плавильной ванны жидкое стекло достаточно текучее, чтобы иметь возможность стечь от плавильной ванны к ванне скоростного нагрева. Его вязкость составляет предпочтительно от 3 до 100 пуаз. Жидкое стекло может содержать некоторую неплавкую фракцию, которая обычно ниже 5%. Общее содержание нерасплавленных материалов (плавких и неплавких) жидкого стекла, получаемого на выходе плавильного агрегата, ниже 10%, предпочтительно ниже 5%.
Плавильная ванна и ванна скоростного нагрева имеют предпочтительно различную вместимость, причем вместимость нагревательной ванны ниже вместимости плавильной ванны. Под вместимостью ванн подразумевают объем расплава стекла, который они содержат при работе установки. Этот объем равен произведению площади поверхности пода ванны на высоту расплава стекла, причем высота определяется положением выпуска жидкого стекла. Вместимость плавильной ванны и ванны для скоростного нагрева установки по настоящему изобретению может, следовательно, определяться на работающей установке, а также на холостом ходу. Отношение вместимости ванны для скоростного нагрева к вместимости плавильной ванны предпочтительно составляет от 1/1000 и 1/3, в частности, от 1/100 и 1/10.
Выпуск жидкого стекла из плавильной ванны предпочтительно в виде перелива, позволяющего жидкому стеклу стекать непосредственно в нагревательную ванну, предпочтительно без контакта с другими элементами печи. Высота слива плавильной ванны должна быть достаточно большой во избежание любой опасности возврата горячего стекла выплеском. Уровень слива плавильной ванны (= уровень расплава стекла в плавильной ванне) предпочтительно располагается по меньшей мере на 500 мм, предпочтительно по меньшей мере на 1000 мм выше уровня слива нагревательной ванны (= уровень расплава стекла в нагревательной ванне).
Геометрия зоны слива может быть преимущественно сконфигурирована (высота и/или ориентирование стенок) для оптимизации потоков жидкости и газа между сливом и нагревательной камерой.
Как объяснено во вводной части, для возможной работы с низкой высотой расплава стекла, ванна для скоростного нагрева должна содержать большое число инжекторов, работающих на малой мощности, каждый из которых подает пузырьки газа сгорания малого размера. Каждый инжектор может быть погружной горелкой, или погружная горелка может содержать множество инжекторов. Погружная горелка, содержащая расположенное в ряд множество индивидуальных инжекторов малой мощности, подробно описана во французской заявке № 1251170 на имя заявителя.
Нагревательная ванна установки по настоящему изобретению предпочтительно содержит множество инжекторов погружных горелок, составляющее от 50 до 300/м2, предпочтительно от 80 до 250 м2 и, в частности, от 90 до 180 горелок на м2 пода. Эти инжекторы расположены предпочтительно равномерно по всему поду нагревательной ванны. Когда плавильная ванна содержит погружные горелки, содержащие расположенные в ряд инжекторы, эти горелки располагаются предпочтительно на равном расстоянии друг от друга и параллельно друг другу, в частности, перпендикулярно направлению течения потока стекла.
Общая поверхность пода ванны для скоростного нагрева составляет предпочтительно от 0,05 до 5 м2, еще предпочтительнее от 0,1 до 3 м2 и, в частности, от 0,2 до 2 м2.
Общее число инжекторов нагревательной ванны преимущественно составляет от 50 до 1000, предпочтительно от 100 до 500.
В погружные горелки нагревательной ванны подается предпочтительно смесь кислорода и газообразного топлива, например, метана. Использование погружной горелки для сжигания смеси воздух/газ на самом деле менее удовлетворительно с точки зрения энергетической эффективности: эффективность передачи энергии от воздушно-газового пламени в расплав стекла при 1500ºС составляет лишь около 27%, в то время как для пламени О2/газ она составляет около 75%.
Это преимущество более высокой энергетической эффективности сопровождается, однако ростом проблем, связанных с окислением стенок печи, причем эти проблемы тем более серьезные, чем выше содержание кислорода топлива и температура пламени. При этом, пламя газ/О2 имеет температуру около 3000 К, значительно более высокую, чем температура пламени газ/воздух, которая составляет лишь около 2000 К.
С целью защиты непокрытых металлических стенок ванны для скоростного нагрева от разрушения в результате окисления, важно поддерживать на этих стенках слой затвердевшего стекла, о чем упоминалось во вводной части. Для этого предпочтительно обеспечивают, чтобы расстояние между металлическими стенками нагревательной ванны и ближайшим инжектором составляло от 20 мм до 150 мм, предпочтительно от 30 до 100 мм.
Хотя высота расплава стекла в нагревательной ванне является важным параметром для воздействия на энергопотери, это не единственный параметр, который следует учитывать. Действительно, для заданной высоты расплава стекла энергопотери на уровне нагревательной ванны будут тем ниже, чем отношение длина/ширина будет ближе к 1. Подина нагревательной ванны установки по настоящему изобретению, когда она прямоугольная, имеет в связи с этим отношение длина/ширина относительно невысокое, предпочтительно от 1 до 4, в частности, от 1 до 3. Естественно, возможно было бы рассмотреть ванны с непрямоугольным подом. Для специалиста не будет сложным определить размер ванн, для которых отношение периметр/площадь поверхности пода было бы наиболее низким.
Другим объектом настоящего изобретения является также способ плавления стекла или породы, использующий установку по изобретению. Этот способ является непрерывным, а описываемые ниже этапы должны быть поняты, как осуществляемые одновременно и непрерывно.
В частности, способ плавления стекла или породы по настоящему изобретению включает:
- подачу в плавильную ванну твердых стеклообразующих материалов;
- нагревание указанных стеклообразующих материалов до получения жидкого стекла;
- перенос полученного жидкого стекла из плавильной ванны в нагревательную ванну;
- нагревание жидкого стекла в нагревательной ванне посредством погружных горелок от входной температуры (Т1) до выходной температуры (Т2), которая выше по меньшей мере на 50°С температуры Т1, и
- охлаждение металлических стенок нагревательной ванны посредством циркуляции охлаждающей жидкости в системе внутренних трубопроводов.
Как упомянуто во вводной части, нагревательная ванна может быть печью с огнеупорной футеровкой, используемой традиционно для варки стекла из кварцевого песка и нагреваемой, например, электродами, сопротивлениями, горелками на своде, погружными горелками. В предпочтительном варианте осуществления способа по настоящему изобретению плавильная ванна, как и нагревательная ванна, представляет собой ванну с металлическими стенками, охлаждаемыми охлаждающей жидкостью, и работающую с погружными горелками.
Температура расплава стекла на выходе плавильной ванны (Т1) составляет предпочтительно самое большее 1400°С, в частности, самое большое 1350°С, идеально самое большее около 1300°С. Эта температура зависит прежде всего от поведения при плавлении стеклообразующих материалов и их вязкости в расплавленном состоянии. Чем ниже температура плавления и вязкость материалов в расплавленном состоянии, тем ниже может быть температура (Т1), при которой жидкое стекло переносится из плавильной ванны в ванну скоростного нагрева. Здесь предполагается, в приближении, что Т1 является температурой расплава стекла на выходе плавильной ванны и температурой жидкого стекла на входе нагревательной ванны, в которой оно нагревается от Т1 до Т2, которая выше Т1 по меньшей мере на 50°С. Разница между Т2 и Т1 предпочтительно составляет от 50 до 300°С, в частности, от 100 до 300°С и идеально от 150 до 280°С.
Погружные горелки нагревательной ванны обычно в количестве от 50 до 1000 дают мощность на единицу поверхности пода от 0,2 до 2 МВт/м2 пода ванны, предпочтительно от 0,3 до 1,8 МВт/м2, при этом каждый из инжекторов погружной горелки дает предпочтительно единичную мощность от 2 до 20 кВт.
Размер установки для плавления стекла по настоящему изобретению специально не ограничивается, и установка может работать, например, с выпуском от 10 до 500 т в сутки.
Нагревательная ванна установки по настоящему изобретению обычно имеет размеры ниже размеров нагревательной ванны, и стекло находится, таким образом, преимущественно дольше в плавильной ванне, работающей при относительно низкой температуре, чем в ванне для скоростного нагрева, в которой энергетические потери, вызванные температурным дифференциалом между стенками и расплавом стекла, особенно высокие. Другими словами, нагревательная ванна работает с удельным выпуском, выражаемым в тоннах в сутки или на м2 пода ванны, выше или равным удельному выпуску плавильной ванны. Отношение удельного выпуска нагревательной ванны к удельному выпуску плавильной ванны преимущественно составляет от 1 до 100, предпочтительно от 2 до 30.
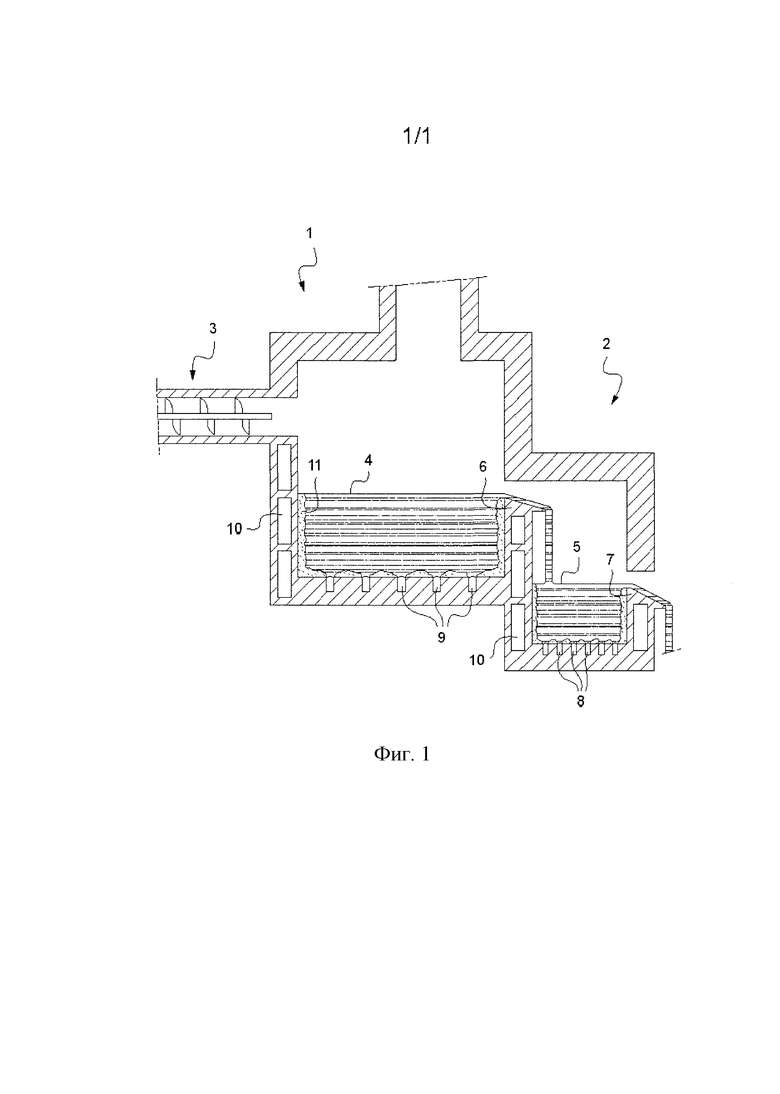
Установка и способ варки иллюстрируются теперь со ссылкой на фиг.1, которая представляет собой схематически, в поперечном разрезе, установку для плавления стекла по изобретению в ходе работы.
Эта установка содержит плавильную ванну 1 и ванну 2 для скоростного нагрева, расположенную на выходе плавильной ванны. Стеклообразующие материалы вводятся в плавильную ванну 1 посредством загрузочного устройства 3. Плавильная ванна 1 и нагревательная ванна 2 содержат на уровне их пода погружные горелки 8, 9. В каждой из ванн 1, 2 уровень расплава стекла 4, 5 определяется положением слива 6, 7, через который стекает жидкое стекло. Получаемое на выходе плавильной ванны 1 жидкое стекло стекает по сливу 6 непосредственно в плавильную ванну 2, в которой оно нагревается от температуры Т1 до температуры Т2. Обе ванны имеют металлические стенки, через которые проходит система внутренних трубопроводов 10, в которых циркулирует охлаждающая жидкость. Активное охлаждение стенок приводит к образованию слоя затвердевшего стекла 11, который изолирует металлические стенки от расплава стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ С ВЫСОКОЙ ЭНЕРГОЭФФЕКТИВНОСТЬЮ | 2021 |
|
RU2832631C1 |
| БЕЗВАННОВОЕ ПЛАВЛЕНИЕ ГОРНЫХ ПОРОД ПО СПОСОБУ Р.Д.ТИХОНОВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230709C2 |
| ПЕЧЬ И СПОСОБ СЖИГАНИЯ С КИСЛОРОДНЫМ ДУТЬЕМ ДЛЯ ПЛАВЛЕНИЯ СТЕКЛООБРАЗУЮЩИХ МАТЕРИАЛОВ | 2008 |
|
RU2469961C2 |
| СПОСОБ ПЛАВЛЕНИЯ СТЕКЛООБРАЗУЮЩЕГО МАТЕРИАЛА В СТЕКЛОПЛАВИЛЬНОЙ ПЕЧИ И КИСЛОРОДОТОПЛИВНАЯ ГОРЕЛКА | 2002 |
|
RU2288193C2 |
| УСТРОЙСТВО И СПОСОБ ПЛАВЛЕНИЯ ОСТЕКЛОВЫВАЮЩИХСЯ МАТЕРИАЛОВ | 2002 |
|
RU2471727C2 |
| ПЛАВЛЕНИЕ СТЕКЛУЕМОГО МАТЕРИАЛА С ИСПОЛЬЗОВАНИЕМ ТОПЛИВА ТИПА БИОМАССЫ | 2021 |
|
RU2827232C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ ТВЕРДОЙ КОМПОНЕНТЫ ШИХТЫ ПОСРЕДСТВОМ ГОРЕЛОК ПОГРУЖНОГО ГОРЕНИЯ | 2014 |
|
RU2675827C2 |
| ГОРЕЛКА ДЛЯ ПЛАВИЛЬНОГО АППАРАТА ПОГРУЖНОГО ГОРЕНИЯ | 2016 |
|
RU2715786C2 |
| ГОРЕЛКА, ВКЛЮЧАЮЩАЯ ИЗНАШИВАЕМУЮ ДЕТАЛЬ | 2018 |
|
RU2766104C2 |
| СПОСОБ ПЛАВЛЕНИЯ ГОРНЫХ ПОРОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2276112C2 |
Изобретение относится к установке для плавления стекла или породы, в частности, для изготовления минерального волокна. Техническим результатом является снижение потребления энергии. Осуществляют подачу стеклообразующих материалов в первую плавильную ванну; нагревают указанные стеклообразующие материалы до получения жидкого стекла. Ниже по потоку от плавильной ванны производят выпуск полученного жидкого стекла в нагревательную ванну. Нагревают жидкое стекло во второй нагревательной ванне с металлическими стенками, не покрытыми жаропрочными изоляционными материалами, от входной температуры (Т1) до выходной температуры (Т2), которая выше температуры Т1 по меньшей мере на 50°С, посредством погружных горелок. Охлаждают металлические стенки нагревательной ванны посредством циркуляции охлаждающей жидкости в системе внутренних трубопроводов. Нагревательная ванна имеет выпускное отверстие для жидкого стекла в виде перелива, который ограничивает высоту расплава стекла в нагревательной ванне до величины, составляющей от 20 мм до 300 мм, предпочтительно от 50 до 200 мм и, в частности, от 70 до 120 мм. 2 н. и 13 з.п. ф-лы, 1 ил.
1. Установка для плавления стекла или породы, содержащая:
- первую ванну, называемую плавильной ванной, с подачей стеклообразующих материалов, нагревательными средствами, обеспечивающими нагрев стеклообразующих материалов до получения жидкого стекла, выпуском жидкого стекла и ниже по потоку от плавильной ванны,
- вторую ванну, называемую нагревательной ванной, с металлическими стенками, не покрытыми жаропрочными изоляционными материалами и снабженными системой внутренних трубопроводов, обеспечивающих циркуляцию охлаждающей жидкости, и множеством инжекторов погружных горелок, причем нагревательная ванна имеет выпускное отверстие для жидкого стекла в виде перелива, который ограничивает высоту расплава стекла в нагревательной ванне до величины, составляющей от 20 мм до 300 мм, предпочтительно от 50 до 200 мм и, в частности, от 70 до 120 мм.
2. Установка по п. 1, отличающаяся тем, что вместимость нагревательной ванны ниже вместимости плавильной ванны, причем отношение вместимости нагревательной ванны к вместимости плавильной ванны составляет от 1/1000 до 1/3.
3. Установка по п. 1 или 2, отличающаяся тем, что выпуск жидкого стекла из плавильной ванны представляет собой перелив, позволяющий жидкому стеклу стекать непосредственно в нагревательную ванну.
4. Установка по п. 1, отличающаяся тем, что количество инжекторов погружных горелок составляет от 50 до 300 на м2, предпочтительно от 80 до 250 на м2.
5. Установка по п. 1, отличающаяся тем, что общая поверхность пода нагревательной ванны составляет от 0,05 до 5 м2, предпочтительно от 0,1 до 3 м2 и, в частности, от 0,2 до 2 м2.
6. Установка по п. 1, отличающаяся тем, что общее количество инжекторов нагревательной ванны составляет от 50 до 1000, предпочтительно от 100 до 500.
7. Установка по п. 1, отличающаяся тем, что расстояние между металлическими стенками нагревательной ванны и ближайшим инжектором составляет от 20 мм до 150 мм, предпочтительно от 30 до 100 мм.
8. Установка по п. 1, отличающаяся тем, что под нагревательной ванны имеет отношение длина/ширина от 1 до 4, предпочтительно от 1 до 3.
9. Непрерывный способ плавления стекла или породы, использующий установку для плавления по любому из предыдущих пунктов, включающий:
- подачу в плавильную ванну стеклообразующих материалов;
- нагревание указанных стеклообразующих материалов до получения жидкого стекла;
- перенос полученного жидкого стекла из плавильной ванны в нагревательную ванну;
- нагревание жидкого стекла в нагревательной ванне от входной температуры (Т1) до выходной температуры (Т2), которая выше температуры Т1 по меньшей мере на 50°С, посредством погружных горелок, и
- охлаждение металлических стенок нагревательной ванны посредством циркуляции охлаждающей жидкости в системе внутренних трубопроводов.
10. Способ по п. 9, отличающийся тем, что погружные горелки нагревательной ванны имеют поверхностную мощность, составляющую от 0,2 до 2 МВт/м2 пода ванны.
11. Способ по п. 9 или 10, отличающийся тем, что разница между Т2 и Т1 составляет от 50 до 300°С, предпочтительно от 100 до 300°С, в частности, от 150 до 280°С.
12. Способ по п. 9, отличающийся тем, что каждый инжектор погружной горелки имеет мощность от 2 до 20 кВт.
13. Способ по любому из пп. 9, 10 или 12, отличающийся тем, что в погружные горелки подается смесь кислорода и газообразного топлива.
14. Способ по п. 9, отличающийся тем, что он работает с выпуском, составляющим от 10 до 500 т в сутки.
15. Способ по п. 9, отличающийся тем, что нагревательная ванна работает с удельным выпуском, выражаемым в тоннах в сутки на м2, который выше или равен удельному выпуску плавильной ванны, причем отношение удельного выпуска нагревательной ванны к удельному выпуску плавильной ванны составляет от 1 до 8, предпочтительно от 2 до 30.
| Способ уменьшения перепада давления, действующего на цементное кольцо | 1960 |
|
SU135446A1 |
| СПОСОБ ДУГОВОЙ ЭЛЕКТРИЧЕСКОЙ СВАРКИ | 1929 |
|
SU20232A1 |
| Аппарат для умягчения воды | 1943 |
|
SU67574A1 |
| ВАННАЯ СТЕКЛОВАРЕННАЯ ПЕЧЬ С ВЫСТУПОМ И СПОСОБ НАГРЕВА ШИХТЫ В ВАННОЙ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2011 |
|
RU2520208C1 |

