Изобретение относится к технологии обработки поверхности твердого тела и предназначено для придания требуемых электрофизических, химических и механических свойств поверхности материалов из металлов и сплавов, полупроводников, диэлектриков и других материалов.
На поверхности большинства используемых человеком изделий нанесены покрытия. Эти покрытия значительно увеличивают срок службы изделий и придают им дополнительные свойства. Для достижения этих эффектов необходимо, чтобы созданный на поверхности изделия слой имел срок службы значительно больший, чем у материала основы. Выполнить это требование возможно путем создания на поверхности сплошной пленки покрытия. Такую пленку можно создать либо гальваническим путем, либо путем испарения материала покрытия и конденсации полученного пара на обрабатываемой поверхности, либо химическим способом (например, технология «золь-гель»), либо (наиболее распространенный путь) нанесением на поверхность специальных покрытий - грунтов и красок.
Один из вариантов первого пути описан в патенте «Способ получения наномодифицированного гальванического никелевого покрытия» (патент РФ №2411309, опубл. 10.02.2011).
Второй путь, начавший интенсивно развиваться в последнее время, предполагает возможность испарения материала и перенос отдельных его атомов на обрабатываемую поверхность. Это возможно только в условиях обработки материалов в вакууме [Данилин Б.С. Применение низкотемпературной плазмы для нанесения тонких пленок. М.: Энергоатомиздат, 1989]. К недостаткам этого пути следует отнести необходимость сложного, громоздкого и дорогого вакуумного оборудования, сложность обработки крупногабаритных изделий, сложность обработки изделий из материалов, подверженных термодеструкции. Все это существенно сокращает области, где подобные способы могут применяться.
Еще один известный путь - нанесение пленки материала химическим способом. В частности, в патенте «Методы предварительной обработки, не требующие смывания, и композиции для металлических поверхностей» (патент РФ №2410468, опубликован 27.01.2011) предложен способ обработки металлической поверхности для образования на ней конверсионного или пассивирующего покрытия, включающий контактирование поверхности с композицией, содержащей частицы коллоидного оксида или частицы коллоидного оксида кремния, уреидосилан, гидролизованный или частично гидрализованный уреидосилан или конденсат уреидосилана, воду и - необязательно - алкоксилированный силан или гидролизованный алкоксилированный силан. Изобретение позволяет увеличить коррозионную стойкость чистого или окрашенного металла и адгезионные свойства металла.
Однако подобные способы вследствие дороговизны используемых компонентов и сложности промышленной реализации в настоящее время практически не применяются.
Самый распространенный путь, реализуемый в большинстве современных технологий, - нанесение на поверхность лакокрасочных покрытий (ЛКП).
Первым этапом в технологии окраски любых материалов является подготовка поверхности. Во многом от этого этапа зависит долговечность покрытия и его свойства (в первую очередь - адгезия).
Под адгезией мы понимаем удельную энергию, необходимую для отделения пленки покрытия от поверхности материала основы. К сожалению, оказывается весьма затруднительным сравнивать результаты, полученные разными авторами, т.к. нет общепринятого способа измерения адгезии полимеров. Известно два основных подхода к ее измерению: косвенный - путем оценки краевого угла смачивания жидкостью поверхности субстрата и прямой - оценка работы отрыва адгезива от субстрата [Берлин А.А., Басин В.Е. Основы адгезии полимеров. М.: Химия, 1969, далее - 1]. На этих подходах основано некоторое количество методик оценки адгезии: прямое измерение угла смачивания с помощью гониометра, оценка адгезии при помощи тестовых чернил, различные вариации метода решетчатых надрезов и метод отрыва.
Отсутствие общепринятого подхода к оценке адгезии потребовало от нас проведения сравнительного экспериментального исследования покрытий, получаемых с использованием наиболее распространенных плазмохимических методов обработки поверхности. Одинаковые условия проведения эксперимента и обработки результатов позволяют проводить сравнение различных методов обработки поверхности. В наших экспериментах для качественного сравнения результатов обработки поверхности полимеров использовалась одна из модификаций метода решетчатых надрезов. Описание экспериментов по адгезии полимерных материалов приведено ниже. Результаты сравнения приведены в таблице.
Существует множество способов обработки поверхности материалов, которые позволяют улучшить ее адгезионные свойства. Эти способы можно условно разделить на химические, физические и физико-химические. Простейшие варианты физических и химических способов предусматривают очистку поверхности от различного рода загрязнений (пример такой очистки описан в патенте «Способ безабразивной ультразвуковой финишной обработки поверхности» (патент РФ №2127658, опубл. 20.03.1999), или очистка с использованием щелочных, кислотных или нейтральных веществ, а также растворителей).
Химическая обработка отличается большей простотой применения, чем абразивная, но она обычно менее производительна. Для увеличения производительности в настоящее время часто используют электрохимические методы обработки поверхности.
Например, в патенте на изобретение «Способ электрохимической очистки металлических изделий» (патент РФ №2411310, опубликован 10.02.2011) предлагается проводить электрохимическую обработку в водном рабочем растворе ортофосфорной кислоты с концентрацией 0,1÷2,8 мас.% в режиме анодной или импульсной поляризации постоянным током при соотношении τK:τa=2n:1, где n=0; 1,05, и плотности тока 0,1÷10 А/дм2, и промывку, при этом при проведении процесса очистки через рабочий раствор в зоне обработки пропускают сжатый воздух в количестве 5÷10% от объема рабочего раствора. Технический результат - повышение качества очистки поверхности и производительности процесса без дополнительных затрат энергии.
Однако после химических и электрохимических методов обработки поверхность зачастую необходимо промывать от растворов, что вызывает необходимость применения дополнительных очистных сооружений, существенно увеличивая стоимость такой обработки и сокращая области ее применения.
Относительно более сложные варианты физических способов обработки предусматривают увеличение площади контакта поверхности материала с покрытием. Такое увеличение площади контакта можно реализовать механической обработкой например, пескоструйной или матованием.
В частности, в патенте на изобретение «Способ газодинамической обработки поверхности порошковым материалом и устройство для его реализации» (патент РФ №2399694, опубликован 20.09.2010) предложен способ, включающий в себя подачу частиц порошкового материала в сверхзвуковое сопло, ускорение частиц сверхзвуковым газовым потоком и направление частиц на поверхность подложки. Технический результат - повышение производительности обработки, повышение качества покрытия.
Недостаток этого способа связан с тем, что его использование не позволяет существенно увеличить площадь поверхности материала (максимально - в 1,5-2 раза на относительно мягких материалах), и поэтому увеличение адгезии этой поверхности окажется также несущественным. Особенно это касается обработки поверхностей полимеров, к поверхности большинства из которых покрытия имеют слабую адгезию, и повышение ее в 1,5-2 раза относительно адгезии необработанных материалов (увеличение адгезии в большинстве случаев пропорционально увеличению площади контакта материала с покрытием) недостаточно для формирования качественных покрытий.
Для существенного улучшения адгезии поверхности полимеров используются различные плазмохимические методы. Действующими механизмами в этом случае являются термическая, окислительная и радиационная деструкция поверхности полимеров. При этом способы обработки отличаются в первую очередь видом разряда, используемого для модификации поверхности.
Различные формы разряда воздействуют на поверхность полимера, приводя к частичному разрушению полимерных молекул и образованию на поверхности материала функциональных групп различной химической природы, которые и обеспечивают высокие адгезионные свойства модифицированных поверхностей. Толщина обработанного приповерхностного слоя материала по разным оценкам может составлять от 10 нм до 10 мкм [1]. Реализация такого способа описана, например, в патенте на изобретение «Способ обработки термически нестойких материалов холодной плазменной струей» (патент РФ №2396369, опубликован 10.08.2010).
В частности, полиэтилен низкого давления (PE-LD) представляет собой совокупность плотно упакованных макромолекул, у которых существует три вида связей: С-Н, С-С внутри молекул и С=С - на концах молекул. Разрушить связь С-Н в условиях слаботочных форм разряда практически невозможно [1]. Обычно связь С-С очень устойчива, однако наличие атомов водорода сильно понижает ее устойчивость. На прочность связи С-С влияет степень разветвленности полимеров и наличие заместителей в молекуле (поэтому, в частности, полиэтилен более термостоек, чем полипропилен и полиизобутилен). Например, при нагреве PE-LD проходит реакция разделения одной макромолекулы на две части по следующей схеме:

B результате наличия атомов водорода связи С-С и особенно С=С значительно менее прочные, чем связи С-Н, и именно на разрыв первых двух видов связей обычно направлены традиционные пути повышения адгезии полимеров.
Квазистационарные способы плазменного повышения адгезии направлены на разрыв связей второго и третьего вида за счет повышения температуры вещества, воздействия на поверхность химически активных компонентов плазмы газового разряда (озон), относительно слабого УФ излучения плазмы. При этом необходимо создать условия, при которых разрушаться будут только те связи макромолекул, которые расположены на поверхности полимера. Для разрушения макромолекулы, расположенной внутри полимера, требуется затратить незначительно больше энергии, чем для разрушения той, что находится на его поверхности, и для того чтобы разрушались практически только поверхностные макромолекулы, необходимо использовать относительно длительные - квазистационарные - воздействия (10-200 с) при относительно низких их уровнях. К квазистационарным можно отнести способы, описанные в патентах:
- «Способ и устройство для предварительной активации поверхности формованных изделий из кристаллических полимеров в тлеющем разряде перед окраской» (патент РФ №2180617, опубликован 20.03.2002), в котором для активации используется плазма тлеющего разряда постоянного или переменного тока, возбуждаемая между электродами при давлении остаточного воздуха в камере 10÷50 Па и напряжении между электродами 350÷500 В, при этом обработку изделий осуществляют в течение 1,5÷2 мин.
- «Способ подготовки поверхности полимерных материалов перед склеиванием» (патент РФ №2126810, опубликован 27.02.1999), в котором обработку в тлеющем разряде используют для активации поверхности перед склеиванием таких полимеров как полиолефины, фторопласты, эластомеры.
Под термином «активация» понимают обработку полимерных поверхностей перед нанесением покрытия.
В патенте на полезную модель «Активатор установки для обработки полиимидофторопластовой пленки в барьерном разряде» (патент РФ №59334, опубликован 10.12.2006) для того чтобы увеличить интенсивность воздействия на поверхность полимера действие барьерного разряда дополнительно усиливают источником УФ излучения, а в заявке на изобретение «Способ формирования многослойных изделий с использованием устройств для поверхностной обработки» (заявка на изобретение РФ №2009117373, опубликована 20.11.2009) на поверхность изделия воздействуют либо коронным разрядом, либо ионизированным воздухом, либо плазменной дугой, либо пламенем, либо их комбинацией.
Однако в поверхностном слое полимера, вследствие того, что связи третьего вида находятся на концах макромолекул, составленных обычно из нескольких тысяч атомов, их количество чрезвычайно ограничено, т.е., даже в оптимальном варианте, когда за время длительного воздействия будут разорваны все связи третьего рода, повышение адгезии принципиально не может быть очень велико.
Попытки в квазистационарных способах увеличить интенсивность воздействия действующих факторов приводят к выраженной деструкции поверхности полимера. Все действующие механизмы плазменного воздействия жестко связаны друг с другом, и поэтому увеличение интенсивности воздействия УФ излучением или активными компонентами плазмы невозможно без увеличения температуры и плазмы, и поверхности обрабатываемого полимера [Райзер Ю.П. Физика газового разряда. М.: Наука, 1987. 592 с., далее - 2].
Поскольку температура обрабатываемой поверхности определяется интенсивностью и временем воздействия, для того чтобы обработка не приводила к деструкции полимера, интенсивное воздействие должно проходить в течение коротких промежутков времени, т.е. должно иметь вид коротких мощных импульсов.
Подобный подход, в частности, описан в работе [Гончаров В.Д., Фискин Е.М., Фискина М.М. Тлеющий разряд в электротехнологии. Иркутск, ИПИ, 2003. 156 с.], где приведены результаты исследования импульсных модулированных режимов обработки полимеров в плазме магнетронного разряда. В этой работе на непрерывный ток разряда магнетронной распылительной системы в 2А, накладывались короткие (длительностью менее 10-3 с), мощные импульсы до 1000 А. Использование подобных режимов позволило авторам работы частично разорвать поверхностные макромолекулы и связать образовавшиеся связи с атомами металлов. В результате на поверхности полимера удалось получить сплошную металлическую пленку толщиной до 200 нм. При этом адгезия ЛКП к металлизированной таким способом поверхности выросла более чем на 2 порядка по сравнению с необработанной поверхностью.
Однако для проведения процесса металлизации необходима камера с условиями высокого вакуума [10-3 Па] и сложнейший источник питания, который не выпускается промышленностью серийно. Еще одним недостатком этого способа является принципиально малая производительность: время технологического процесса металлизации с учетом времени на создание условий вакуума составляет 15-20 мин. Также составляет сложность обработка крупногабаритных изделий, т.к. все изделие необходимо поместить в камеру и обеспечить условия, при которых все части этого изделия попадали бы в зону разряда - обычно круг диаметром 25-35 см. Большое значение имеет относительно высокая стоимость обработки связанная со стоимостью подобного оборудования. В результате, несмотря на возможность существенного увеличения адгезии по сравнению с обычными плазмохимическими методами, данная технология может быть востребована только при обработке деталей ограниченного характерного размера (до нескольких десятков сантиметров) и оказывается малопригодной при крупносерийном производстве.
Другой путь повышения адгезии покрытия к основе предусматривает увеличение площади контакта основа-покрытие хотя бы на порядок, в отличие от существующих ныне методов.
Достаточного увеличения площади контакта поверхности с ЛКП можно добиться, нанося на эту поверхность порошковые покрытия, однако при этом необходимо создать условия, при которых адгезия зерен порошка к поверхности материала и друг к другу была бы значительно выше, чем у покрытия. Этого обычно добиваются, увеличивая температуры поверхности основы и напыляемого порошка. Наиболее эффективно подобные условия можно реализовать с использованием различных плазменных методов, различие между которыми состоит в способе введения порошка в область, где осуществляется его нагрев.
В частности, в заявке на изобретение «Способ газотермического плазменного нанесения покрытий» (заявка №2007125447/02, опубл. 10.01.2009) предложен способ газотермического плазменного напыления деталей, включающий напыление плазменным методом многослойного покрытия, состоящего из металлического и керамических слоев, из порошкового материала.
Недостатки этой группы методов связаны с использованием многослойного нанесения относительно крупных порошков (обычно значительно более 10-20 мкм), при этом толщина самого пористого слоя составляет от 50 до 200 мкм, что осложняет равномерное нанесение покрытия: его шероховатость составляет 30-40 мкм и более. Поскольку покрытие должно иметь гораздо меньшую шероховатость, приходится увеличивать толщину и существенно увеличить расход материала покрытия. К тому же процесс нанесения порошков проходит при относительно высоких температурах, что требует высокого удельного расхода энергии.
В меньшей степени этими недостатками обладает способ обработки поверхности электрическим разрядом (патент РФ №2319789, опубликован 20.03.2008).
Этот способ является наиболее близким к заявляемому способу по совокупности признаков.
Способ обработки поверхности электрическим разрядом, включающий использование импульсного электрического разряда между электродом и заготовкой для образования на поверхности заготовки покрытия из материала, составляющего электрод, или из вещества, образующегося в результате реакции материала электрода при импульсном электрическом разряде, характеризующийся тем, что электрод образован из порошка металла или смеси металлов со средним диаметром зерен от 8 мкм до 10 мкм и содержит металл с низкой способностью образования карбида, а покрытие содержит порошок металла или смеси металлов в качестве основной составляющей, причем покрытие формируют в результате импульсного электрического разряда с длительностью импульса тока от 50 до 500 мкс и пиковом значении тока от 2 до 30 А.
Недостатки этого способа:
1. Необходимость работы при относительно высоких температурах поверхности (200-300°С), что не позволяет их использовать для обработки поверхности полимерных материалов.
2. Используются относительно крупные порошки со средним диаметром от 6-10 мкм, при этом очень сложно добиться равномерности нанесения: неровности толщины покрытия составляют 15 мкм и выше. В результате, для того чтобы образовать качественное наружное покрытие необходимо существенно увеличить расход используемого материала покрытия.
3. Электроды, которые используются в качестве расходного материала при проведении обработки поверхности по заявляемому способу, состоят из спрессованных мелких частиц металла, само производство которых достаточно дорого.
4. Процесс проходит при относительно высоких температурах, что требует высокого расхода энергии на единицу обрабатываемой поверхности.
В связи с развитием нанотехнологий в настоящее время появилась возможность использовать порошковые материалы со все более малыми диаметрами порошков. При уменьшении этого диаметра менее 1 мкм (ультрадисперсный порошковый материал) практически исчезает необходимость разогрева поверхности материала (начинают активно проявлять себя силы Ван-дер-Ваальса). Нанесение ультрадисперсных материалов (УДМ) с одной стороны приводит к уменьшению необходимой толщины покрытия и расхода материала покрытия (при одинаковой площади контакта, чем меньше диаметр отдельных частиц - тем меньше будет толщина покрытия этими частицами), а с другой стороны - подобными методами можно обрабатывать материалы, подверженные термодеструкции, например полимерные материалы. При этом сам метод требует значительно меньших энергозатрат на единицу поверхности.
Однако УДМ из-за малости размеров отдельных частиц очень сложно наносить на поверхность, к тому же эти частицы имеют тенденцию к агломерации (прилипанию частиц материала друг к другу). При этом образовавшиеся агломераты, размер которых обычно составляет значительно более 1 мкм, уже не будут иметь хорошей адгезии к не разогретой перед нанесением поверхности. К тому же стоимость УДМ весьма высока и существенно увеличивается, если применяются способы, которые позволяют избежать агломерации.
Для того чтобы преодолеть сложности использования УДМ необходимо создать условия, при которых эти материалы образовывались бы в непосредственной близости от поверхности, на которую они будут наноситься. Создать подобные условия позволяет использование заявляемого способа.
Заявляемый способ совмещает в себе достоинства плазменной обработки с преимуществом увеличения площади контакта основа-покрытие за счет нанесения на поверхность материала основы слоя ультрадисперсного вещества.
Технический результат изобретения заключается в формировании на обрабатываемой поверхности материала слоя ультрадисперсного вещества, состоящего из вещества, полученного в результате воздействия на материалы электродов энергии импульсного электрического разряда. Наличие такого слоя позволяет не менее чем в 5 раз, по сравнению с необработанными материалами, увеличить адгезию покрытий к поверхностям различных материалов.
В рассматриваемом случае получение покрытия предполагает частичное испарение материала электродов. Для этого необходимо, чтобы плотность мощности на их поверхности электродов значительно превышала значения, достижимые в квазистационарном варианте дугового разряда: в этом разряде максимально достижимое на поверхности электродов значение плотности мощности составляет 105 Вт/см2 [2]. Превышение этого значения приводит к интенсивному расплавлению катода, и единственный возможный вариант не допустить этого эффекта - уменьшить время воздействия энергии разряда на поверхность электрода. Этого можно добиться за счет уменьшения постоянной времени питающей разряд электрической цепи. В большинстве случаев эту цепь можно представить в виде последовательно включенных емкости накопителя энергии С и сопротивления токоподводов R. Постоянная времени такой цепи τ=R·C. Для того чтобы уменьшить постоянную времени необходимо уменьшить сопротивление (при длительности импульса 10-5 с и длине токоподводов 0,4 м это сопротивление не может быть меньше 0,03 Ом и существенно увеличивается при уменьшении длительности импульса) [Гончаров В.Д., Самсонов Д.С., Фискин Е.М. Исследование процессов в цепях питания устройств инициации разряда в рельсотронном ускорителе, Известия СПбГЭТУ ЛЭТИ. №6, 2010, далее - 3]. Таким образом, для уменьшения постоянной времени питающей цепи необходимо уменьшать емкость накопителя энергии, и, следовательно, энергию отдельных импульсов и производительность технологического процесса в целом. Другой вариант уменьшения времени воздействия на поверхность электродов - заставить разряд двигаться по этой поверхности.
Эффект перемещения разряда по поверхности электрода положен в основу изобретения, описанного в заявке «Рельсовый плазмотрон для получения покрытий на поверхности диэлектрических материалов» (заявка №98102043, опубликована 10.03.1999). Это устройство является наиболее близким к заявленному устройству по совокупности признаков.
В этой заявке для получения покрытий на поверхности диэлектрических материалов предлагается использовать рельсовый плазмотрон, содержащий два электрода - анод и катод, расположенные параллельно друг другу, магнитную систему для создания однородного магнитного поля между электродами по всей их длине, средства для зажигания и гашения дугового разряда и токопроводы, отличающийся тем, что средства для зажигания и гашения дугового разряда установлены на противоположных концах электродов и связаны с дополнительно введенным средством для синхронизации их работы, причем по крайней мере катод выполнен со сквозными капиллярными каналами и снабжен емкостью для испаряемого материала.
Для эффективного использования подобной установки испаряемый материал должен поступать непосредственно в зону разряда, т.е. капилляры должны заканчиваться в области катода, находящейся на пути движения разряда. Однако перемещение катодного пятна дугового разряда по поверхности электрода вызывает ее оплавление и приводит к закрытию капиллярных каналов. Чтобы этого не происходило, капиллярные каналы должны располагаться относительно далеко от зоны разряда. В результате испаряемое вещество практически не попадает в зону разряда, т.к. давление и температура в ней больше, чем в окружающей среде, и данное устройство не может в полной мере выполнить своего предназначения.
Преодолеть недостаток данного устройства, связанный с необходимостью наличия капиллярных каналов и испаряемой по ним жидкости можно, увеличив поверхностную плотность мощности на электродах так, чтобы этой мощности оказалось достаточно для частичного испарения материала самого электрода. В этом случае роль испаряемой жидкости играет материал электрода.
Указанный технический результат достигается при помощи формирования на поверхности обрабатываемого материала слоя ультрадисперсного вещества, состоящего из вещества, полученного в результате воздействия на материалы изолированных друг от друга электродов энергии импульсного электрического разряда, отличающийся тем, что используется разряд между двумя протяженными хотя бы в одном направлении электродами, подвод электромагнитной энергии к которым выполнен таким образом, чтобы обеспечить перемещение разряда по рабочей поверхности электродов, при этом плотность энергии, воздействующей на поверхность электродов, составляет величину от 10 до 5·103 Дж/см2, обработка происходит в газовой среде, давление которой составляет величину от 101 до 106 Па, а обрабатываемая поверхность материала расположена напротив рабочей поверхности электродов на расстоянии от 1 до 50 см от них.
Для получения указанного технического результата предлагается устройство, реализующее заявляемый способ обработки поверхности материалов, содержащее систему электродов, состоящую из двух протяженных хотя бы в одном направлении электродов, систему изоляции электродов, систему инициации разряда на рабочей поверхности электродов, систему токоподводов, связывающих электроды с источником электромагнитной энергии, систему крепления обрабатываемого материала, отличающееся тем, что системы подвода электромагнитной энергии, инициации разряда и изоляции электродов выполнены таким образом, чтобы обеспечить движение разряда по рабочей поверхности электродов, обращенной к системе крепления обрабатываемого материала, при этом источник электромагнитной энергии состоит из источника постоянного напряжения и системы накопления электромагнитной энергии. При этом источник постоянного напряжения может быть выполнен в виде трансформатора и выпрямителя, система накопления электромагнитной энергии может быть выполнена в виде батареи конденсаторов или индуктивного накопителя, система инициации разряда может быть выполнена в виде системы локального высоковольтного искрового пробоя приэлектродных областей, либо в виде комбинации коммутирующего прибора и токопроводящей вставки, замыкающей электроды, система изоляции может быть выполнена в виде расположенной между электродами сплошной диэлектрической вставки, либо в виде двух или более диэлектрических вставок, в промежутке (промежутках) между которыми расположена одна (или несколько) испаряемая проводящая вставка, которая не подключена к источникам электромагнитной энергии, причем внешняя граница диэлектрической вставки (вставок) может быть расположена на расстоянии от -5 до +5 мм относительно уровня рабочей поверхности электродов и может выступать за границы электродов не менее чем на 1 мм на всех остальных границах, а движение разряда обеспечивается либо расположением устройства инициации разряда со стороны той части системы электродов, к которым подключается система токоподводов при постоянном или изменяющемся в направлении от системы инициации (уменьшающемся не более чем на 4 мм либо увеличивающемся не более чем на 2 мм) расстоянии между изолированными поверхностями электродов и постоянной, либо изменяющейся в направлении от системы инициации (уменьшающемся не более чем на 3 мм либо увеличивающемся не более чем на 2 мм) высоте диэлектрической вставки над рабочей поверхностью электродов, либо расположением устройства инициации разряда со стороны большего расстояния между электродами, которое изменяется от 4 мм до 2 мм, а расстояние между рабочей границей диэлектрической вставки и рабочей поверхностью электродов составляет от 2 до 7 мм, при этом система токоподводов подключена к системе электродов в произвольном месте.
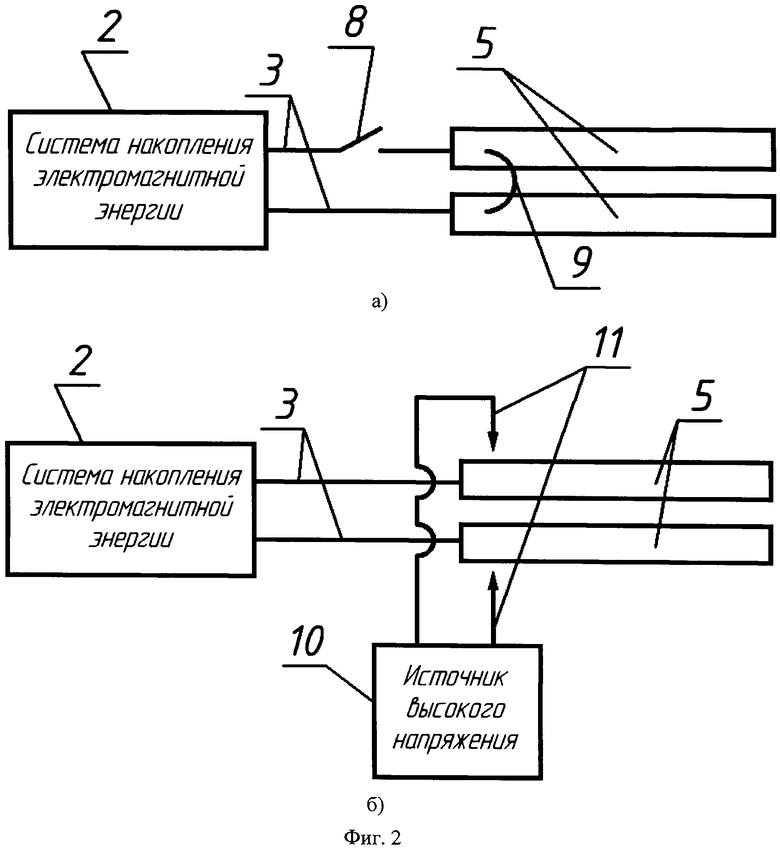
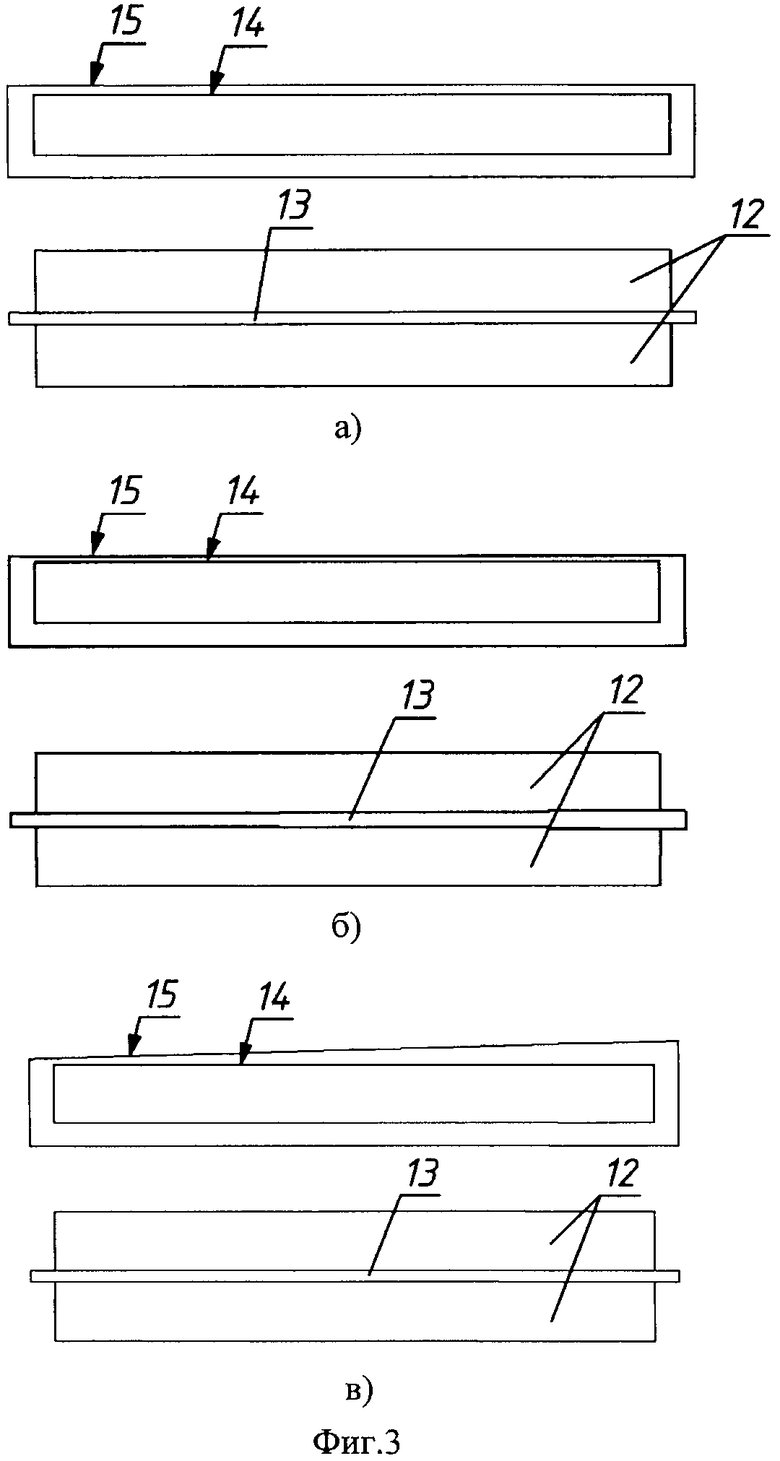
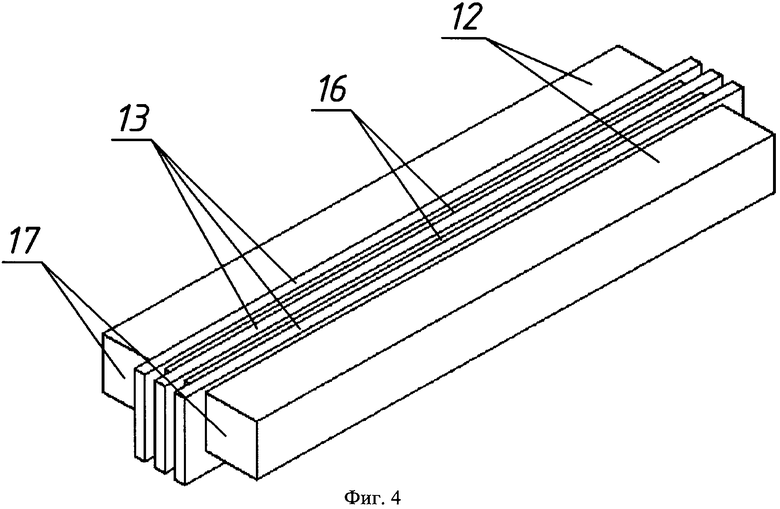
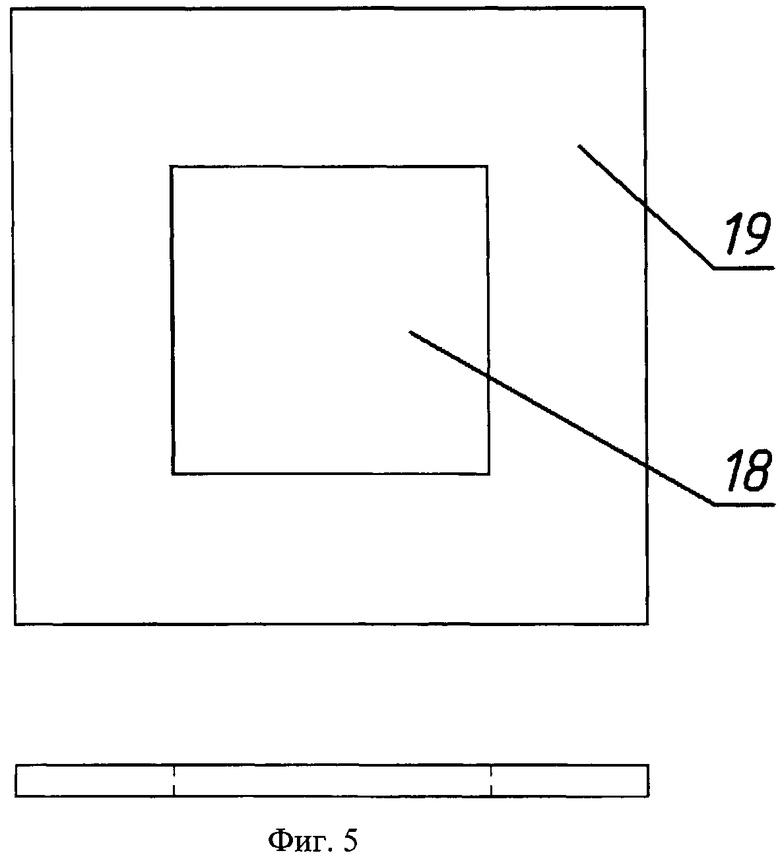
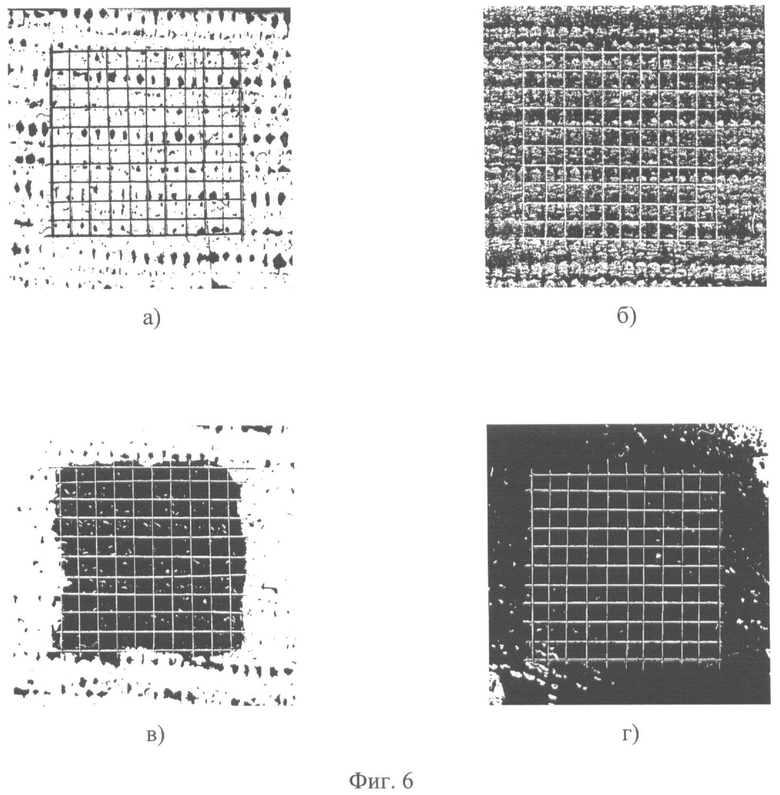
На фиг.1 приведена схема предлагаемого устройства. На фиг.2 приведены возможные схемы системы инициации разряда. На фиг.3 приведены возможные схемы взаимного расположения электродов и диэлектрической вставки. На фиг.4 приведен вариант системы изоляции электродов. На фиг.5 приведен вариант системы позиционирования обрабатываемого материала. На фиг.6 в качестве примера приведены результаты экспериментального исследования адгезии ЛКП к поверхности полипропилена, обработанного традиционными методами, а также с использованием заявляемого способа обработки материалов. На фиг.7 приведены результаты исследования обработанной поверхности стального изделия. На фиг.8 приведены результаты исследований поверхности полиэтилена.
Устройство (фиг.1) состоит из источника электромагнитной энергии 1, системы накопления электромагнитной энергии 2, системы токоподводов 3, системы инициации разряда 4, системы электродов 5 с системой изоляции электродов 6, системы позиционирования обрабатываемого материала 7.
Источник электромагнитной энергии 1 может быть выполнен в виде источника постоянного напряжения. Система накопления электромагнитной энергии 2 может быть выполнена в виде батареи конденсаторов или индуктивного накопителя. Система токоподводов 3 может быть выполнена в виде отрезка коаксиального кабеля.
Система инициации разряда 4 может быть выполнена в виде коммутирующего большие токи прибора (например, игнитрона) 8 и тонкого проводника 9, замыкающего электроды (фиг.2а), либо в виде системы высоковольтного искрового пробоя приэлектродных областей (фиг.2б). Устройство системы высоковольтного искрового пробоя аналогично тому, что используется при зажигании дугового разряда в плазмотронах для дуговой резки материалов и состоит из источника высокого напряжения 10 и электродов искового пробоя 11, расположенных в непосредственной близости от электродов 5. Система электродов 5 может быть выполнена в виде двух протяженных по крайней мере в одном направлении электродов 12 (фиг.3), расположенных на расстоянии от 1 до 5 мм друг относительно друга, которое может быть постоянным (фиг.3а) или изменяться в указанном выше диапазоне (фиг.3б).
Система изоляции электродов 6 может быть выполнена в виде расположенной между электродами сплошной диэлектрической вставки 13 (фиг.3). Границы диэлектрической вставки 13 могут выступать на постоянную величину относительно всех границ электродов 12: уровень рабочей границы 15 диэлектрической вставки 13 может находиться на расстоянии от -5 до +5 мм относительно уровня рабочей поверхности 14 электродов 12, а остальные границы диэлектрической вставки 13 могут выступать за границы электродов 12 не менее чем на 1 мм (фиг.3а, б). Расстояние между рабочей поверхностью 14 электродов 12 и рабочей поверхностью 15 диэлектрической вставки 13 может также изменяться в указанном выше диапазоне (фиг.3в). Диэлектрическая вставка может быть выполнена, например, из текстолита.
Система изоляции электродов 6 также может быть выполнена виде двух или более диэлектрических вставок 13, в промежутке (промежутках) между которыми расположена одна (или несколько) испаряемая проводящая вставка 16 (фиг.4), которая не подключена к источникам электромагнитной энергии. Токоподводы могут быть подключены к торцам электродов 17.
Система позиционирования обрабатываемого материала 7 может быть выполнена в виде окна 18, вырезанного в сплошной пластине 19 (фиг.5) и перемещаться по высоте относительно рабочей поверхности электродов 14, причем, эта высота определяет размеры обрабатываемой области на поверхности обрабатываемого материала: чем больше высота, тем больше площадь обработки, но меньше ее интенсивность.
На фиг.6 в качестве примера приведены результаты экспериментов по отрыву тканево-армированной липкой ленты от полипропиленовых образцов, на которые были нанесены ЛКП. На фиг.6, а приведен образец, который не обрабатывался перед нанесением ЛКП, на фиг.6б - образец, который обрабатывался путем матования наждачной бумагой, на фиг.6в - образец, который обрабатывался в плазме искрового разряда, на фиг.6г - образец, который обрабатывался с использованием заявляемого способа.
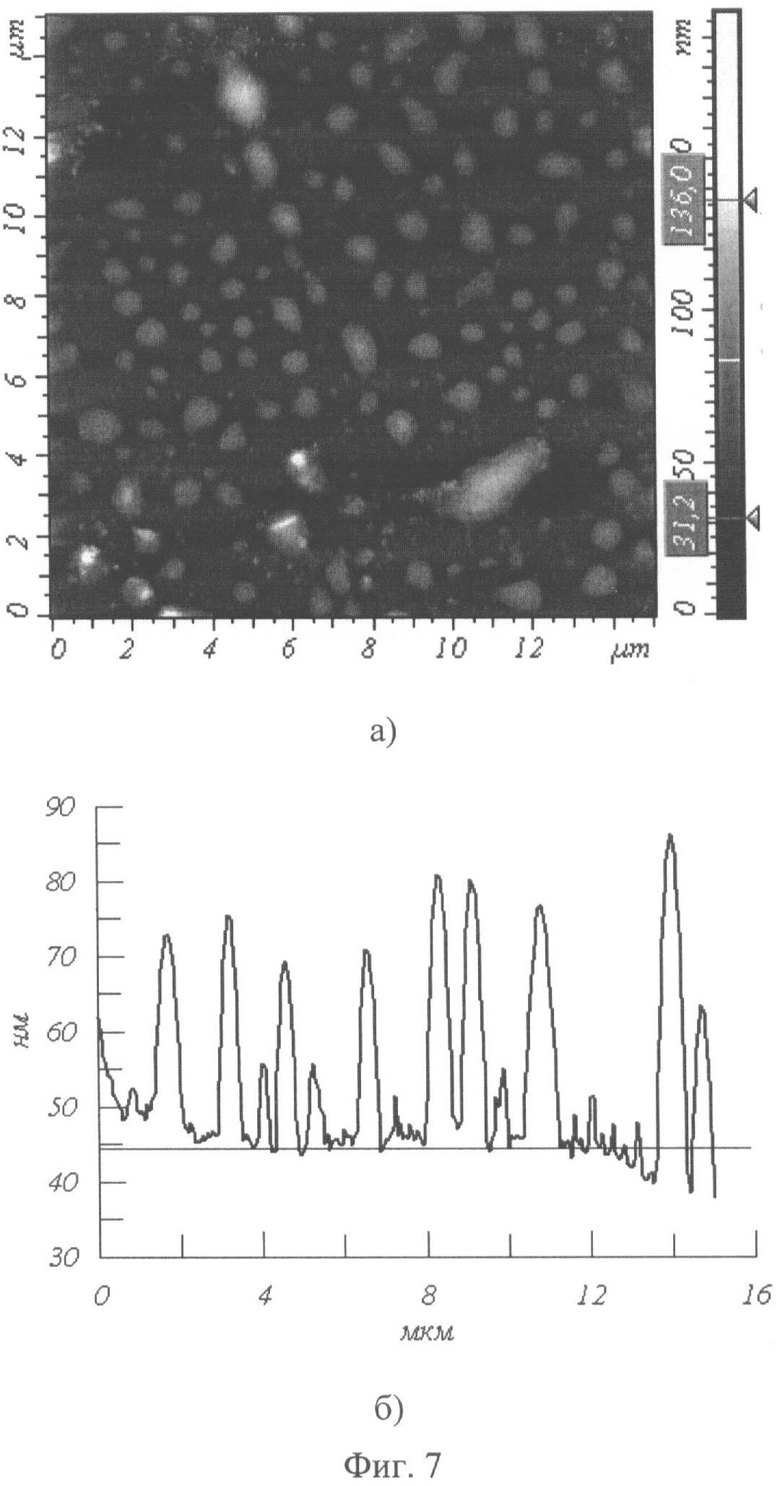
На фиг.7а в качестве примера приведены результаты атомно-силовой микроскопии (зондовый микроскоп NTegra фирмы NT-MDT, Зеленоград) поверхности стального изделия, обработанной с использованием заявляемого способа. На фиг.7б приведено одно из горизонтальных сечений изображения, по которому можно составить более полное представление о высотах частиц. Горизонтальной линией отмечен приблизительный уровень поверхности стали.
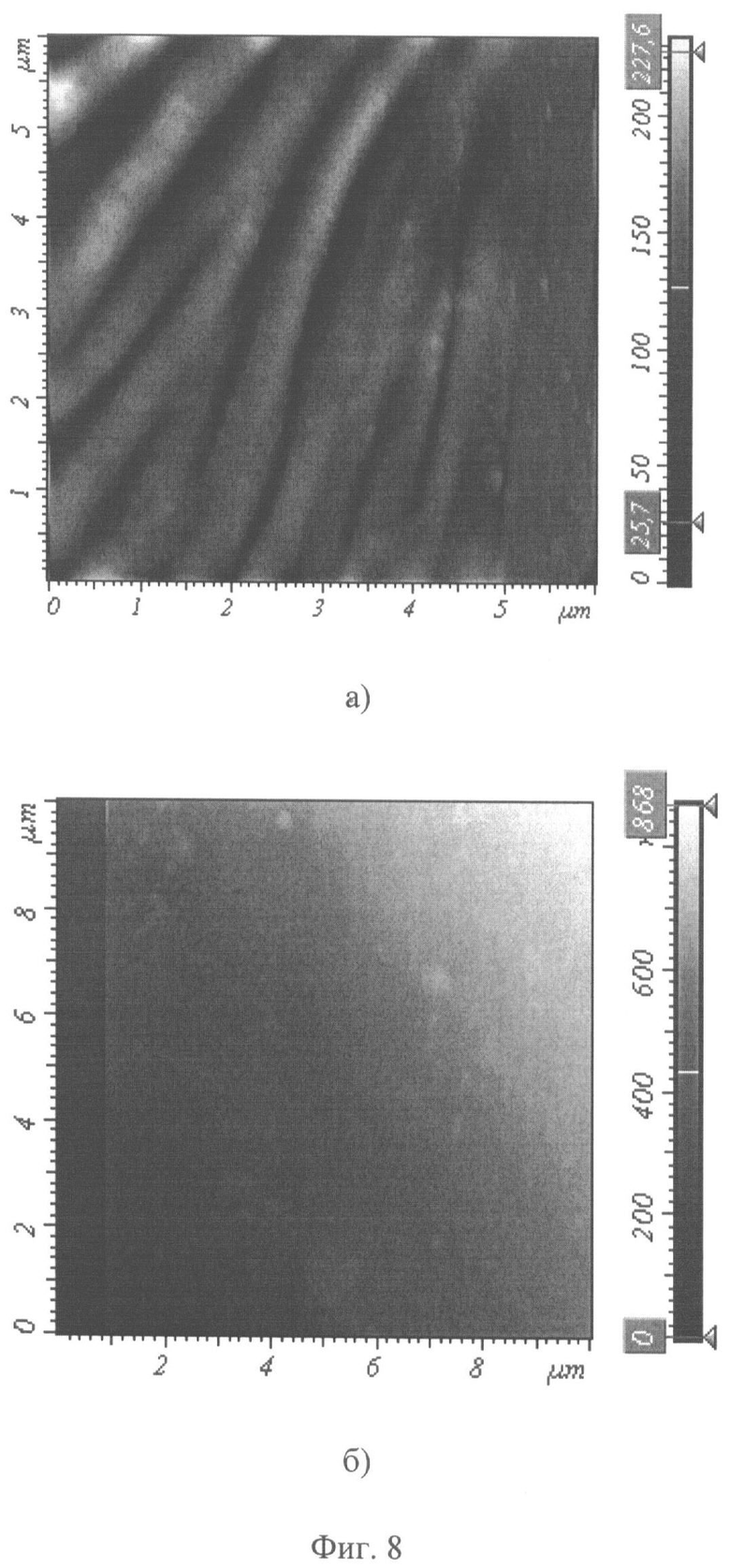
На фиг.8 в качестве примера приведены результаты атомно-силовой микроскопии поверхности полиэтилена. На фиг.8а показана поверхность полиэтилена после обработки с использованием заявляемого способа. На фиг.8б приведена для сравнения необработанная поверхность полиэтилена.
Работа устройства предусматривает подключение источника постоянного напряжения к сети переменного напряжения, накопление энергии электромагнитного поля в накопителе электромагнитной энергии, инициацию разряда между электродами, подключенными с помощью системы токоподводов к системе накопления электромагнитной энергии, движение разряда по рабочим поверхностям электродов, сопровождающееся их нагревом, оплавлением и частичным испарением, нанесением слоя ультрадисперсного вещества электродов на поверхность обрабатываемого материала, при этом вся поверхность обрабатываемого материала или часть его поверхности располагается в системе позиционирования обрабатываемого материала.
Обработку материала можно проводить при разных давлениях и составах газовой смеси. Подбор состава газовой смеси позволяет получать на обрабатываемой поверхности слой ультрадисперсного вещества, составляющего электроды (например, в случае использования инертных газов), или из вещества, образующегося в результате химической реакции материалов электродов (например, в случае использования окислительных или восстановительных газовых смесей). Давление газа определяет энергию частиц, подлетающих к обрабатываемой поверхности (чем ниже давление, тем меньше расходуется кинетическая энергия частиц при одном и том же расстоянии до поверхности обрабатываемого материала). Тем обеспечивается возможность обрабатывать различные материалы и располагать их на разных расстояниях от электродов (от 1 до 50 см). Например, в случае низких давлений, испаренные с поверхности электродов частицы достигают обрабатываемой поверхности практически без изменения своей кинетической энергии, в результате - они способны разрушить поверхность материалов, подверженных деструкции (полимеров), но с другой стороны, - сохранение кинетической энергии позволит увеличить адгезию получаемого покрытия на металлах или керамических материалах.
Указанные в настоящей заявке диапазоны плотности энергии на поверхности электродов и длительности воздействия недостижимы во всех известных способах обработки поверхности, в которых используются традиционные квазистационарные формы разряда (коронный, барьерный, тлеющий, дуговой). Дуговая форма разряда позволяет получить максимальную плотность мощности, как в плазме разряда, так и на поверхности электродов. Однако в этом случае плотность мощности на поверхности электродов недостаточна для интенсивного испарения материала электродов. Исключение здесь - процессы, происходящие при низких давлениях (менее 10-2 Па) и использующиеся в дуговых и магнетронных распылительных системах. Недостатки подобных систем уже обсуждались выше. Получить возможность использовать обычный дуговой разряд для нанесения покрытия можно с использованием электродов, спрессованных из неспеченных порошков. Нагрев такого электрода приводит разрыву связей между отдельными зернами порошка, которые, разогреваясь в плазме дугового разряда, осаждаются на поверхность второго электрода. Таким образом получают покрытия в способе, который выбран нами за прототип (патент РФ №2319789). Для того чтобы в качестве источника отдельных частиц наносимого на поверхность порошкового материала можно было использовать материал сплошного проводящего электрода, а размер самих частиц оказался меньшим, чем 1 мкм, необходимо увеличить плотность энергии, выделяемой на поверхности электрода. Определение возможного диапазона изменения плотности энергии плазменного воздействия на поверхности электродов в заявляемом способе проводилось экспериментально.
Экспериментальная проверка возможности реализации заявляемого способа обработки поверхности материалов
Для экспериментальной проверки возможности реализации заявляемого способа обработки материалов было разработано и создано устройство, реализующее данный способ. В этом устройстве источник электромагнитной энергии выполнен в виде повышающего трансформатора и выпрямителя (выходное напряжение изменялось в диапазоне от 0,5 до 3,5 кВ), система накопления электромагнитной энергии выполнена в виде емкостного накопителя (суммарная емкость которого изменялась от 10-4 до 10-3 Ф), система токоподводов выполнена в виде отрезка коаксиального кабеля типа РК-50, длиной, система инициации разряда выполнена в виде системы высоковольтного искрового пробоя приэлектродных областей (напряжение холостого хода 12 кВ), система электродов выполнена в виде двух протяженных в одном направлении электродов прямоугольного сечения (10×10×200 мм), выполненных из нержавеющей стали (предусматривалась возможность регулировки расстояния между электродами от 2 до 5 мм и непараллельного их расположения), система изоляции электродов - в виде сменной текстолитовой пластины, толщину которой можно изменять от 2 до 5 мм, с возможностью регулировки положения ее рабочей границы относительно рабочей плоскости электродов. Система позиционирования обрабатываемых образцов имеет вид окна, вырезанного из сплошной пластины, с возможностью закрепления обрабатываемых образцов. Система позиционирования позволяет изменять расстояние от электродов до обрабатываемого материала (от 1 до 20 см). При этом устройство инициации разряда может располагаться как со стороны торца электродов, к которым подключается токоподводы, так и с противоположной стороны.
В ходе экспериментов контролировалось напряжение заряда на емкостном накопителе и оценивалось время процесса (качественно - по показаниям осциллографа Tektronix TDS-3012C, на который подавался сигнал от пояса Роговского, расположенного вокруг одного из токоподводов).
Полученные данные позволяют оценить энергию, вкладываемую в разряд и в приэлектродные его области Wэл. В зависимости от длины разрядного промежутка полагалось, что доля мощности, выделяемой в приэлектродных областях, оставляет от 10% на относительно длинных промежутках (7 мм) до 50% на коротких (2 мм), при промежуточных значениях длин для определения доли энергии на электродах использовалась линейная аппроксимация этих значений). Под длиной разрядного промежутка понималось кратчайшее расстояние между точками привязки разряда на электродах с учетом того, что разряд огибает поверхность диэлектрической вставки.
Для количественного определения плотности вещества, уносимого под действием разряда с рабочей поверхности электродов, оказалось очень удобно использовать величину плотности энергии, вкладываемой на единицу поверхности электрода Wэл/Sопл.
После проведения эксперимента определялись площадь оплавления на электродах (конфигурация зоны оплавления), размеры и плотность частиц на поверхности обрабатываемого материала (определяют свойства слоев, получаемых на поверхности обрабатываемого изделия). Площадь оплавления определяет область рабочей поверхности электродов, являющуюся источником наносимого на материал вещества, и с точки зрения достижения максимального технического результата нужно стремиться к максимальному значению этого параметра.
В ходе исследований были проведены эксперименты по следующим направлениям:
1. Определение зависимости площади оплавления поверхности электрода от напряжения емкостного накопителя;
2. Определение зависимости площади оплавления поверхности электрода от расстояния между рабочей границей диэлектрического изолятора и уровнем рабочей поверхности электродов;
3. Определение зависимости свойств получаемых слоев от расстояния между рабочей поверхностью электрода и системой позиционирования обрабатываемого материала;
4. Определение направления и скорости движения разряда в зависимости от геометрии разрядного промежутка, места подключения емкостного накопителя и системы инициации разряда.
Результаты проведенных экспериментов свидетельствуют о нижеследующем.
1. Движение разряда в разработанной системе связано с воздействием на него сильного магнитного поля, которое создает ток, протекающий по электродам (движение разряда в собственном магнитном поле), либо с уменьшением длины газоразрядного промежутка в направлении движения разряда. При этом использование системы протяженных электродов и регулировка длины разрядного промежутка за счет межэлектродного расстояния и высоты над поверхностью электродов рабочей границы диэлектрической вставки позволяет существенно увеличить площадь поверхности, которую можно обработать за один импульс, и тем самым значительно увеличить производительность процесса и качество - адгезию - покрытий, наносимых на обработанный материал.
2. Изменение параметров установки позволяет получить среднюю удельную плотность энергии, вкладываемой на единицу поверхности электрода, в диапазоне от 10 до 5·103 Дж/см2. Нижний предел наблюдался при максимальных длинах разрядного промежутка и минимальных напряжениях, верхний - при минимальных длинах и максимальных напряжениях.
Во всех режимах удается существенно увеличить адгезию покрытия к обрабатываемой поверхности. Конкретные значения параметров процесса обработки необходимо подбирать экспериментально для каждого обрабатываемого материала, каждого материала электрода, расстояния до обрабатываемого материала и размера зоны обработки.
3. В случае реализации системы накопления электромагнитной энергии в виде емкостного накопителя энергии (батареи конденсаторов, подключенных параллельно друг другу), уменьшить длительность воздействия на единицу поверхности с помощью параметров системы накопления электромагнитной энергии возможно до 10-5 с. Чтобы накопить энергию, достаточную для получения требуемых значений плотности мощности, необходимо использовать батарею конденсаторов суммарной емкостью не менее 3·10-4 Ф при начальном напряжении не менее 1 кВ. Эффективное суммарное сопротивление системы токоподводов и электродов при длительности импульса 10-5 с составляет 0,03 Ом [3]. Таким образом, постоянная времени разряда емкостного накопителя не может оказаться менее 10-5 с. Воздействие на поверхность электрода интенсивным потоком энергии в течение такого промежутка времени вызывает ее оплавление и разбрызгивание результате - поверхность электрода оказывается испорчена (такой электрод можно использовать только один раз), а получаемое покрытие состоит из относительно крупных капель диаметром 10-4÷10-5 м, т.е. в этом случае система не позволяет получить заявляемый технический результат.
4. Уменьшить время воздействия на единицу поверхности можно либо уменьшая емкость накопителя, а следовательно, и энергию одного импульса (это приведет к ограничению производительности), либо создавая условия для перемещения разряда по поверхности электродов. За счет ограничения длительности воздействия на единицу поверхности указанный диапазон плотности энергии, воздействующей на поверхность электродов, является достаточным (плотность мощности на поверхности - отношение энергии к длительности воздействия, составляет величину 108-109 Вт/см2) для нагрева, оплавления и испарения практически любого материала электрода. При высоких плотностях мощности и малых временах воздействия на поверхность электродов нагрев, оплавление и испарение происходит в тонком поверхностном слое, который (для одного из экспериментально исследованных вариантов) составляет величины 50±7, 10±3 и 5±2 мкм соответственно. При этом качество поверхности электродов после 100 циклов обработки существенно не изменяется, а получение слоя ультрадисперсного вещества на поверхности обрабатываемого материала многократно повышает его адгезию к покрытию.
5. Требования по плотности мощности на поверхности электродов и по длительности импульса воздействия на единицу поверхности однозначно определяют значения токов, которые будут протекать в системе. Эти токи (более 104 А) создают сильное магнитное поле вблизи (более 1 Тл), которое создает условия для движения плазмы по электродам вдоль диэлектрической вставки. В случае, если расстояние между электродами постоянно (они параллельны) и диэлектрическая вставка находится на одном уровне вдоль всего электрода, движение разряда всегда будет проходить в направлении от токоподводов, т.е. для достижения высокой скорости движения разряда система инициации разряда должна располагаться со стороны той части электродов, к которым подключается система токоподводов.
6. Для формирования области разряда на рабочей поверхности электродов необходимо обеспечить условия, при которых самопроизвольный пробой в любой другой области между электродами будет невозможен. Система изоляции электродов может быть реализована либо в виде сплошной диэлектрической вставки, либо в виде двух и более диэлектрических вставок, расположенных между электродами, в промежутках между которыми расположены несколько испаряемых проводящих вставок, не подключеных к источникам электромагнитной энергии. В любом случае при напряжениях до 5 кВ и межэлектродных расстояниях более 1 мм, для того чтобы выполнить данное условие необходимо, чтобы на всех нерабочих границах диэлектрическая вставка выступала за границы электродов более чем на 1 мм.
7. Изменение расстояния от рабочей границы диэлектрической вставки до рабочей поверхности электродов позволяет изменить длину газоразрядного промежутка и тем самым регулировать напряжение, падающее на разряде, границы области электродов, с которых происходит испарение материала, направление разлета продуктов испарения, и, следовательно, размеры (площадь) и расположение области, в которой будет проводиться обработка материала. В проведенных экспериментах регулировалось относительное расстояние между рабочей границей диэлектрической вставки и рабочей поверхностью электродов в диапазоне от -5 до +5 мм. Уменьшение расстояния от -1 до -5 мм приводит к уменьшению площади материала, которая подвергается обработке. За счет того, что значительная часть разряда горит в промежутке между электродами, существенно ухудшается и равномерность обработки: высокая адгезия обеспечивается только в областях по краям обрабатываемого материала. Уменьшение расстояния меньше, чем до -5 мм приводит к тому, что практически весь разряд горит в узком промежутке между электродами, при этом площадь материала, которая подвергается обработке, уменьшается до нуля. Увеличение расстояния от -1 до 2 мм приводит к увеличению площади электрода, с которой происходит испарение материала, и увеличению площади материала, которая подвергается обработке (практически без изменения адгезии). Увеличение расстояния от 2 до 5 мм приводит к уменьшению площади электрода, с которой происходит испарение материала, и уменьшению площади материала, которая подвергается обработке (практически без изменения адгезии). Увеличение расстояния более чем на 5 мм не позволяло зажечь разряд.
8. Для получения меньшей толщины наносимого слоя УДМ и большей площади нанесения без ухудшения его адгезионных свойств необходимо увеличить скорость перемещения плазмы по поверхности электродов. Этого можно добиться, если уменьшать длину разрядного промежутка от места расположения токоподводов к свободным концам электродов. В этом случае уменьшение напряжения на емкостной батарее, которое происходит по мере движения разряда по электродам, компенсируется уменьшением напряжения между электродами, которое связано с уменьшением длины разрядного промежутка. Уменьшения длины разрядного промежутка в направлении от места расположения токоподводов к свободным концам электродов можно добиться, либо уменьшая межэлектродное расстояние, либо уменьшая расстояние от рабочей поверхности электродов до верхнего края диэлектрического изолятора. В частности, уменьшение межэлектродного расстояния на 2 мм либо уменьшение не более чем на 2 мм уровня рабочей границы диэлектрической вставки над рабочей поверхностью электродов, незначительно уменьшает длительность импульса (в 1,1-1,2 раза) и приводит к увеличению площади обработки материала без изменения качества обработки. Увеличение расстояния между рабочими поверхностями электродов от 2 до 4 мм либо увеличение от 2 до 3 мм уровня рабочей границы диэлектрической вставки относительно рабочей поверхности электродов незначительно увеличивает длительность импульса (в 1,2-1,4 раза) и приводит к уменьшению площади обработки материала (в 1,2-1,5 раза), без изменения качества обработки. Уменьшение расстояния между рабочими поверхностями электродов более чем на 4 мм либо уменьшение более чем на 3 мм уровня рабочей границы диэлектрической вставки относительно рабочей поверхности электродов приводит к невозможности инициации разряда из-за большой длины разрядного промежутка. При используемых напряжениях накопителя до 5 кВ, для того чтобы не возникал самопроизвольный межэлектродный пробой, минимальное расстояние между электродами должно составлять 2,5 мм при уровне рабочей границы диэлектрической вставки относительно рабочей поверхности электродов от -1 до +1 мм. Максимальная длина разрядного промежутка при этом оказывается больше 6,5 мм. Использование максимально возможного напряжения заряда емкостного накопителя (5 кВ) позволяло устойчиво инициировать разряд только при длине разрядного промежутка, не превышающей 6 мм.
Увеличение расстояния между рабочими поверхностями электродов, начиная от места расположения системы токоподводов, к противоположным концам электродов не более чем на 2 мм либо увеличение не более чем на 2 мм уровня рабочей границы диэлектрической вставки относительно рабочей поверхности электродов позволяет уменьшить скорость перемещения плазмы, увеличив тем самым размеры отдельных частиц, наносимых на поверхность материала. При этом область обработки материала уменьшается в 1,5-2 раза. Подобные режимы наиболее эффективны при обработке металлов.
Увеличение расстояния между рабочими поверхностями электродов, начиная от места расположения системы токоподводов, к противоположным концам электродов более чем на 2 мм либо увеличение уровня рабочей границы диэлектрической вставки относительно рабочей поверхности электродов более чем на 2 мм приводит к существенному ухудшению качества поверхности электродов, которое делает невозможным многократное их использование.
9. Для получения большей толщины наносимого слоя УДМ без изменения адгезионных свойств необходимо уменьшить скорость перемещения плазмы по поверхности электродов. Этого можно добиться, если система инициации разряда расположена со стороны большего расстояния между электродами. В этом случае движение разряда связано с уменьшением длины разрядного промежутка и, следовательно, уменьшением напряжения на этом промежутке. По мере перемещения разряда магнитное поле тока электродов может тормозить движение разряда, если токоподвод выполнен со стороны части электродов с меньшим межэлектродным расстоянием, или не оказывать влияние на движение разряда, при подключении токоподводов к средним областям электродов.
Уменьшение расстояния между рабочими поверхностями электродов, начиная от места расположения системы инициации разряда, менее чем на 2 мм либо уменьшение уровня рабочей границы диэлектрической вставки относительно рабочей поверхности электродов менее чем на 2 мм приводит к существенному ухудшению качества поверхности электрода, которое делает невозможным многократное их использование.
Уменьшение уровня рабочей границы диэлектрической вставки относительно рабочей поверхности электродов более чем на 7 мм приводит к существенному ухудшению равномерности обработки и уменьшению площади материала, которая подвергается обработке, за счет того, что на значительной части длины электродов разряд горит в промежутке между электродами.
Уменьшение расстояния между рабочими поверхностями электродов, начиная от места расположения системы инициации разряда, более чем на 4 мм приводит к невозможности инициации разряда.
10. В случае если система изоляции выполнена в виде двух и более расположенных между электродами диэлектрических вставок, в промежутках между которыми расположены одна или несколько испаряемых проводящих вставок, не подключенных к источникам электромагнитной энергии, разряд горит между электродами и проводящей вставкой (вставками), которая может быть выполнена из достаточно тонкого материала. В результате плотность тока и, следовательно, плотность мощности на поверхности вставки будет значительно выше, чем на электродах, и материал вставки испаряется значительно быстрее, чем поверхность электродов. Для того чтобы усилить эффект испарения материала вставки электроды можно выполнить из металла, который практически не будет расходоваться в процессе работы, а покрытие будет формироваться за счет испарения материала проводящей вставки (вставок), которая по мере ее испарения будет автоматически подаваться в зону разряда. Подобная организация процесса обработки существенно облегчит и позволит автоматизировать замену испаряемых материалов. В случае если используется две или более вставок, на обрабатываемой поверхности можно формировать покрытия различного химического состава, тем самым существенно расширяя возможности предлагаемого способа обработки материалов.
11. Проведенные экспериментальные исследования показали, что в результате перемещения плазменного сгустка по поверхности электродов происходит их нагрев, плавление и частичное испарение. При этом на обрабатываемый материал оказывается импульсное плазменное (температура, активные частицы, УФ-излучение) и механическое (от ударной волны) воздействие, а на его поверхности конденсируется вещество электродов и оказываются частицы материала электродов.
При обработке металлов увеличение адгезии прежде всего связано с существенным увеличением поверхности контакта его разветвленной за счет осаждения частиц материала электрода поверхности с покрытием (дополнительный фактор - температурное воздействие плазмы разряда). Результаты исследований, свидетельствующие о наличии частиц на поверхности обрабатываемого материала и о их размерах, приведены на фиг.7а. Разным уровнем серого здесь обозначена разная высота над поверхностью (шкала справа). Образец обрабатываемого материала (сталь 45) находился на расстоянии 25 мм от стальных электродов, напряжение заряда емкостного накопителя составляло 2 кВ, а суммарная емкость - 3·10-4 Ф. На этой фотографии, полученной при помощи атомно-силовой микроскопии (зондовый микроскоп NTegra фирмы NT-MDT, Зеленоград), видно, что размеры хорошо закрепленных на обрабатываемой поверхности частиц составляют 200-800 нм в диаметре и 10-30 нм в высоту, т.е. представляют собой капли, при ударе растекшиеся по поверхности. На фиг.7б приведено одно из горизонтальных сечений изображения, по которому можно составить более полное представление о высотах частиц. Горизонтальной линией отмечен приблизительный уровень поверхности стали. Более подробные исследования с разрешением до 30 нм свидетельствуют, что на обрабатываемой поверхности присутствуют и более мелкие частицы диаметром менее 100 нм. При этом как крупные, так и мелкие частицы практически равномерно покрывают всю обрабатываемую поверхность, а средний размер частиц уменьшается при увеличении расстояния «электроды-обрабатываемый материал». Их средний вес при этом остается практически неизменным.
Увеличение расстояния «электроды-обрабатываемый материал» приводит к уменьшению размера отдельных частиц, что увеличивает суммарную их поверхность и, следовательно, площадь контакта поверхности обрабатываемого материала с покрытием. Изменяя расстояние «электроды-обрабатываемый материал», можно регулировать соотношение количества крупных и мелких частиц на обрабатываемой поверхности. Таким образом, можно экспериментально определить наиболее эффективные режимы обработки определенного типа металлов.
Исследование результатов обработки полимерных материалов осложняется тем, что на их поверхности действуют сразу все перечисленные выше факторы. Определить вклад каждого из них оказывается весьма затруднительно. Более крупные частицы (с характерным размером 100-500 нм) механически деформируют поверхностный слой полимера, создавая неровности размером порядка нескольких микрометров и увеличивая тем самым в несколько раз возможную площадь контакта полимера с покрытием. Более мелкие частицы (с характерным размером менее 45 нм) связываются с радикалами, которые образовались в результате плазменного воздействия на поверхность полимера [Головятинский С.А. Модификация поверхности полимеров импульсной плазмой атмосферного давления. Вiсник Харкiвського Унiверситету. №628. 2004], и в дальнейшем адгезия этого участка поверхности уже будет определяться связями «металл-покрытие».
Регулируя содержание в продуктах испарения электродов относительно крупных и мелких частиц (расстоянием до обрабатываемого объекта, напряжением на электродах, суммарной емкостью конденсаторной батареи), можно создать эффект развития площади поверхности полимера. Об этом, в частности, свидетельствуют результаты атомно-силовой микроскопии полиэтилена, которые приведены на фиг.8. На фиг.8а показана поверхность полиэтилена после обработки с использованием экспериментальной установки, реализующей заявляемый способ. На фиг.8б приведена для сравнения необработанная поверхность полиэтилена. На обработанной поверхности хорошо видны борозды, созданные тяжелыми частицами, внедрившимися под поверхность материала (основная часть испаренных частиц движется под углом к обрабатываемой поверхности).
Таким образом, разработанный способ позволяет объединить механический (существенное увеличение поверхности контакта поверхности обрабатываемого материала с покрытием) и - что особенно важно для полимерных материалов - физико-химический (разрыв и активация связей на поверхности полимера, образование связей между поверхностью полимера и частицами металла) подходы к увеличению адгезии.
Описание экспериментов по определению адгезии полимерных материалов
Отсутствие общепринятого подхода к оценке адгезии потребовало от нас проведения сравнительного экспериментального исследования покрытий, получаемых с использованием наиболее распространенных плазмохимических методов обработки поверхности. Одинаковые условия проведения эксперимента и обработки результатов позволяют проводить сравнение различных методов обработки поверхности. В наших экспериментах для качественного сравнения результатов обработки поверхности полимеров использовалась одна из модификаций метода решетчатых надрезов.
В проведенных исследованиях проводилось сравнение результатов повышения адгезии покрытий на полимерах при использовании трех видов предварительной обработки поверхности. Первый вид обработки предполагал увеличение площади контакта «полимер-покрытие» за счет развития поверхности полимера (матование наждачной бумагой). Второй вид обработки предполагал использование плазмохимической модификации в плазме искрового разряда. Третий - модификацию поверхности с использованием разработанного нами способа обработки материалов.
Во всех экспериментах обрабатывалась область на поверхности подложек размером 85×35 мм из полиэтилена низкого давления (PE-LD) марки ПНД-273-83 и полипропилена (РР) марки ПП 8300. Предварительная подготовка подложек включала в себя очистку ветошью, смоченной в спирте, выделение на подложке области обработки (30×30 мм для нашего метода и 20×20 мм для обработки в плазме искрового разряда). Участки подложки, не подлежащие модификации, закрывались маской.
Оценка адгезии проводилась при помощи одного из вариантов метода решетчатых надрезов. На обработанные подложки наносили покрытие (аэрозольный алкидный грунт Touch'n Tone Primer Gray Spray производства США). Окрашенные подложки выдерживали 24 часа для полной полимеризации при температуре 20-25°С. Затем в области обработки острым ножом нарезали сетку из квадратов 2×2 мм. Поверх сетки приклеивали самоклеящуюся тканево-армированную липкую ленту Duct Tape фирмы Tesa, США. После равномерного проглаживания ленту отрывали под углом 180° с одинаковым усилием и со скоростью порядка 5 см/с.
На этапах после окрашивания, после нарезания сетки и после отрыва ленты образцы сканировались планшетным сканером с разрешением 600 dpi (предварительно аккуратно убирались отлетевшие частицы краски).
Количественное выражение адгезии делалось двумя способами: подсчетом количества квадратов сетки, у которых полностью отсутствуют следы повреждений, а также при помощи оценки покрытия по четырехбалльной системе (ГОСТ 15140-78, п.2.4). В первом случае абсолютный показатель качества адгезии определяется как процентное отношение количества квадратов без повреждения к общему количеству нарезанных квадратов. Во втором - как среднее арифметическое оценок каждого квадрата.
При проведении экспериментов по модификации поверхности в плазме искрового разряда область разряда формировалась таким образом, чтобы основная его часть проходила по поверхности полимера. Для формирования разряда использовался источник переменного напряжения частотой 100 Гц. Напряжение холостого хода источника составляло 12 кВ, а мощность - 30 Вт. Электроды, выполненные из медного провода толщиной 0,15 мм, располагались на расстоянии 1 мм от поверхности полимера с одной его стороны и на расстоянии 1 см друг от друга. Процесс обработки состоял в относительном перемещении электродов и поверхности полимера с постоянной скоростью около 0,3 см/с. В экспериментах обрабатывалась площадка с размерами 20×20 мм. Результаты проведенных исследований приведены в таблице.
Анализ данных, полученных при сравнении разных методов повышения адгезии полимеров, позволяет сделать следующие выводы.
1. Использование предложенного метода обработки поверхности позволяет улучшить адгезию покрытия на изделиях из полиэтилена низкого давления и полипропилена в 1,5-3 раза по сравнению с обработкой в плазме искрового разряда, и в 30 раз - по сравнению с обработкой матованием.
2. Использование искрового разряда, горящего вдоль поверхности полимера, также позволяет существенно улучшить адгезию, однако для получения адгезии, сравнимой с той, что получается при обработке заявляемым способом, обработка должна проводиться со скоростью, использование которой приводит к заметному оплавлению и деформированию поверхности (неровности имеют порядок 50-100 мкм), что в большинстве приложений недопустимо.
3. Заявляемый способ позволяет обрабатывать сложные криволинейные поверхности деталей, что практически невозможно при использовании традиционных форм обработки в плазме разряда.
4. Удельный энерговклад на единицу обрабатываемой поверхности (по данному параметру можно оценить энергетические показатели процесса) разрядом и в 5-7 раз ниже по сравнению с качественной обработкой в искровом разряде.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления зубного протеза | 2020 |
|
RU2751745C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 2012 |
|
RU2509824C1 |
| Искровой разрядник | 1990 |
|
SU1721682A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОДИСПЕРСНЫХ ПОРОШКОВ | 2008 |
|
RU2395369C2 |
| Способ нанесения слоистых покрытий и устройство для его осуществления (варианты) | 2022 |
|
RU2797562C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО НАНОМАТЕРИАЛА, СОДЕРЖАЩЕГО МЕТАЛЛ | 2007 |
|
RU2360036C1 |
| ЭРОЗИОННЫЙ ИМПУЛЬСНЫЙ ПЛАЗМЕННЫЙ УСКОРИТЕЛЬ | 2012 |
|
RU2516011C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПУТЕМ ЭЛЕКТРИЧЕСКОГО ВЗРЫВА ФОЛЬГИ (ВАРИАНТЫ) | 2013 |
|
RU2526334C1 |
| АБЛЯЦИОННЫЙ ИМПУЛЬСНЫЙ ПЛАЗМЕННЫЙ ДВИГАТЕЛЬ | 2017 |
|
RU2664892C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ КАРБИДА ТИТАНА НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕДНОГО АНОДА ГЕНЕРАТОРНОЙ ЛАМПЫ | 2015 |
|
RU2622549C2 |
Изобретение относится к технологии обработки поверхности твердого тела и предназначено для обеспечения требуемых характеристик поверхностям из материалов, таких как металлы, сплавы, полупроводники и диэлектрики. Способ обработки поверхности материалов включает формирование на ней слоя ультрадисперсного вещества, полученного в результате воздействия на материалы изолированных друг от друга электродов энергии импульсного электрического разряда. Используют разряд между двумя протяженными хотя бы в одном направлении электродами, подвод электромагнитной энергии к которым осуществляют с обеспечением перемещения разряда по рабочей поверхности электродов. Плотность энергии, воздействующей на поверхность электродов, составляет величину от 10 до 5·103 Дж/см2. Обработку проводят в газовой среде, давление которой составляет величину от 101 до 106 Па, а обрабатываемую поверхность материала располагают напротив рабочей поверхности электродов на расстоянии от 1 до 50 см от них. Устройство для обработки поверхности материалов упомянутым способом содержит систему электродов, состоящую из двух протяженных хотя бы в одном направлении электродов, систему изоляции электродов, систему инициации разряда на рабочей поверхности электродов, систему токоподводов, связывающих электроды с источником электромагнитной энергии, и систему крепления обрабатываемого материала. На обрабатываемой поверхности формируется слой ультрадисперсного вещества, позволяющего увеличить адгезию покрытий к поверхностям различных материалов. 2 н. и 11 з.п. ф-лы, 8 ил., 1 табл.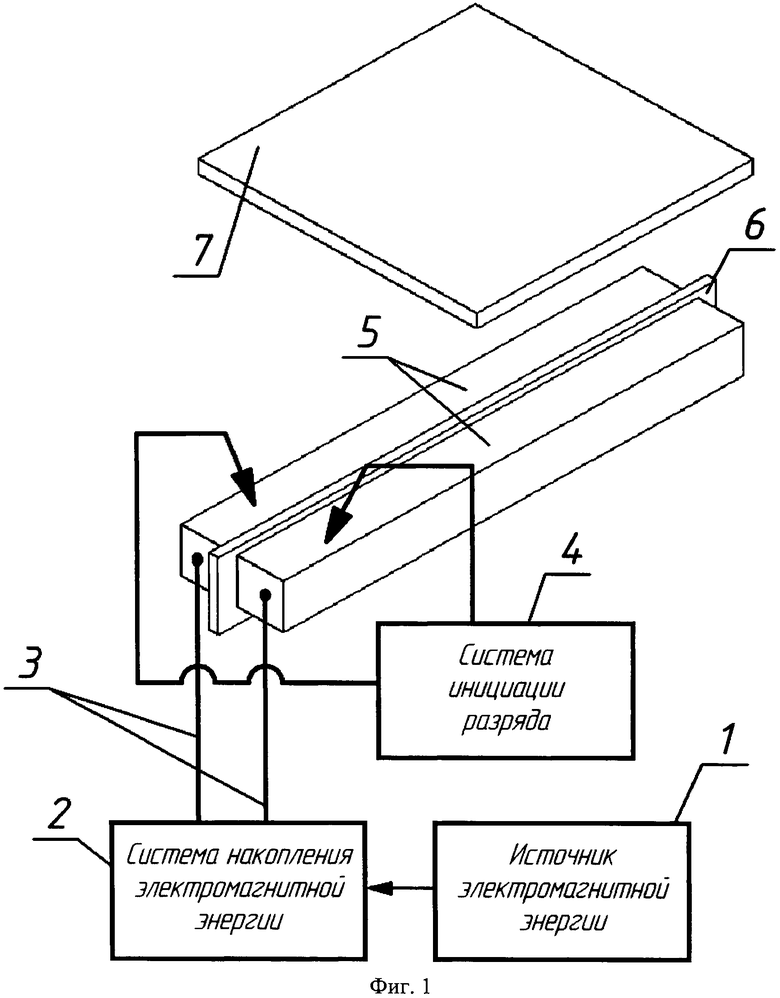
1. Способ обработки поверхности материалов, включающий формирование на ней слоя ультрадисперсного вещества, полученного в результате воздействия на материалы изолированных друг от друга электродов энергии импульсного электрического разряда, отличающийся тем, что используют разряд между двумя протяженными хотя бы в одном направлении электродами, подвод электромагнитной энергии к которым осуществляют с обеспечением перемещения разряда по рабочей поверхности электродов, при этом плотность энергии, воздействующей на поверхность электродов, составляет величину от 10 до 5·103 Дж/см2, причем обработку проводят в газовой среде, давление которой составляет величину от 101 до 106 Па, а обрабатываемую поверхность материала располагают напротив рабочей поверхности электродов на расстоянии от 1 до 50 см от них.
2. Устройство для обработки поверхности материалов способом по п.1, содержащее систему электродов, состоящую из двух протяженных хотя бы в одном направлении электродов, систему изоляции электродов, систему инициации разряда на рабочей поверхности электродов, систему токоподводов, связывающих электроды с источником электромагнитной энергии и систему крепления обрабатываемого материала, при этом системы подвода электромагнитной энергии, инициации разряда и изоляции электродов выполнены с возможностью обеспечения движения разряда по рабочей поверхности электродов, обращенной к системе крепления обрабатываемого материала, а источник электромагнитной энергии состоит из источника постоянного напряжения и системы накопления электромагнитной энергии.
3. Устройство по п.2, отличающееся тем, что система накопления электромагнитной энергии выполнена в виде батареи конденсаторов.
4. Устройство по п.2, отличающееся тем, что система накопления электромагнитной энергии выполнена в виде индуктивного накопителя.
5. Устройство по п.2, отличающееся тем, что система инициации разряда выполнена в виде системы локального высоковольтного искрового пробоя приэлектродных промежутков.
6. Устройство по п.2, отличающееся тем, что система инициации разряда выполнена в виде комбинации коммутирующего прибора, замыкающего один из токоподводов, и токопроводящей вставки, замыкающей электроды.
7. Устройство по п.2, отличающееся тем, что система изоляции электродов выполнена в виде расположенной между электродами сплошной диэлектрической вставки.
8. Устройство по п.2, отличающееся тем, что система инициации разряда расположена со стороны той части системы электродов, к которой подключены токоподводы при постоянном либо изменяющемся в направлении от системы инициации разряда уменьшающемся не более чем на 4 мм или увеличивающемся не более чем на 2 мм расстоянии между рабочими поверхностями электродов и постоянной или изменяющейся в направлении от системы инициации уменьшающейся не более чем на 3 мм или увеличивающейся не более чем на 2 мм высоте диэлектрической вставки над рабочей поверхностью электродов.
9. Устройство по п.2, отличающееся тем, что система изоляции электродов выполнена в виде двух диэлектрических вставок, расположенных между электродами, в промежутке между которыми расположена одна испаряемая проводящая вставка, которая изолирована от системы питания.
10. Устройство по п.2, отличающееся тем, что система изоляции выполнена в виде более чем двух диэлектрических вставок, расположенных между электродами, в промежутках между которыми расположены несколько испаряемых проводящих вставок, которые изолированы от системы питания.
11. Устройство по п.2, отличающееся тем, что система инициации разряда расположена со стороны той части системы электродов, к которой подключены токоподводы при постоянном или изменяющемся в направлении от системы инициации уменьшающемся не более чем на 4 мм или увеличивающемся не более чем на 3 мм расстоянии между изолированными поверхностями электродов и постоянной или изменяющейся в направлении от системы инициации уменьшающейся не более чем на 5 мм или увеличивающейся не более чем на 2 мм высоте диэлектрической вставки над рабочей поверхностью электродов.
12. Устройство по п.2, отличающееся тем, что система инициации разряда расположена со стороны большего расстояния между электродами, причем изменение расстояния между изолированными поверхностями электродов составляет от 2 мм до 5 мм и большей высоты изолятора над рабочей поверхностью электрода, причем изменение высоты составляет от 2 до 5 мм, при этом система токоподводов подключена к системе электродов в произвольном месте.
13. Устройство по п.2, отличающееся тем, что рабочая граница диэлектрических вставок расположена на расстоянии от -5 до +5 мм относительно уровня рабочей поверхности электродов и выступает за границы электродов менее чем на 1 мм на всех остальных границах.
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ЭЛЕКТРИЧЕСКИМ РАЗРЯДОМ | 2004 |
|
RU2319789C2 |
| RU 98102043 А, 10.03.1999 | |||
| SU 1744865 А1, 10.02.1997 | |||
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2007 |
|
RU2340703C1 |
| US 20070154650 A1, 05.07.2007 | |||
| УСТРОЙСТВО ДЛЯ ФИЛЬТРАЦИИ ВОДЫ С ЕМКОСТЬЮ ДЛЯ СБОРА ОТФИЛЬТРОВАННОЙ ВОДЫ И НАГРЕВАТЕЛЬНЫМ ЭЛЕМЕНТОМ | 1999 |
|
RU2233607C2 |

