Изобретение относится к текстильной промышленности, а именно к получению расправленного некрученого волокна, используемого при изготовлении композиционных материалов.
Некрученое волокно (углеродное, стеклянное, арамидное и т.п.) производится в виде жгутиков с количеством филаментов от 500 до 320000. В зависимости от способа получения жгутик, как правило, имеет форму плоской ленты заданной толщины или ленты с эллипсовидным поперечным сечением. При этом поверхностная плотность волокна составляет от 100 до 54000 г/м2. Такое волокно может быть использовано для получения тканей или композитов, состоящих из толстых слоев. Волокно для получения композитов и изделий из них, имеющих небольшую толщину, должно иметь малую поверхностную плотность. Для формирования композитов высокого качества требуется дополнительная обработка некрученого волокна, т.е. его расправление для получения лент с поверхностной плотностью 20-80 г/м2.
Основными способами получения расправленного некрученого волокна являются: расправление некрученого волокна посредством изогнутых направляющих (например, US 3874030, D01D 11/02, 1975), отклоняющих приспособлений (например, US 7536761, D01D 11/02, 2009), валков со специальной насечкой (US 7305739, D01G 37/00, 2007), посредством чесания (например, WO 99/55943, D02J 1/18, 1999), расправление некрученого волокна в жидкой среде (например, WO 02/31242, D02J 1/18, 2002), расправление некрученого волокна посредством акустического воздействия (например, US 5042122, D01D 11/02, 1991), посредством электростатических сил (например, US 3358436, D02J 1/18, 1967), а также посредством раздува некрученого волокна воздушным потоком (например, US 3798095, B32B 31/16, 1974; US 6836939, D01D 11/02, 2005; US 6032342, D01D 11/02, 2000).
Для формирования широких лент используется соединение узких лент и их расправление в несколько стадий (US 7596834, D02J 1/18, 2006).
Способы механического расправления некрученого волокна являются наиболее простыми, но они не позволяют получать ленты поверхностной плотностью менее 50 г/м2. При формировании лент меньшей плотности происходит механическое повреждение отдельных филаментов при контакте с расправляющими узлами.
Электростатический способ расправления некрученого волокна позволяет получать ленты с поверхностной плотностью до 30 г/м2, но данный способ сложен в реализации, приводит к загрязнению оборудования и производственной среды в результате прилипания кусочков филаментов к различным поверхностям, а также возможно поражение персонала электрическим током.
Наиболее оптимальным способом расправления некрученого волокна является способ его раздувки воздушным потоком, который позволяет получать волокно с поверхностной плотностью до 30 г/м2. Данный способ по причине низкой вязкости воздуха не приводит к обрывам волокна.
Известен способ расправления некрученого волокна, при котором некрученое волокно непрерывно перемещают с регулируемым натяжением над отверстием воздушного тракта и при этом его подвергают воздействию воздушного потока, образованного при подаче воздуха под давлением в отверстие воздушного тракта для образования изгиба некрученого волокна в указанном отверстии (например, US 6032342, D01D 11/02, 2000). Данный способ может быть реализован на установке для расправления некрученого волокна, которая содержит последовательно расположенные сматывающее устройство, пару подающих валков, регулятор натяжения некрученого волокна, узел расправления некрученого волокна воздушным потоком, пару принимающих валков и наматывающее устройство, при этом узел расправления некрученого волокна воздушным потоком содержит корпус с выполненным в нем воздушным трактом, на выходном конце которого смонтировано устройство для отсоса воздуха (например, US 6032342, D01D 11/02, 2000). Данные способ и установка являются наиболее близкими к заявленным способу расправления некрученого волокна и установке для его осуществления и приняты за прототип.
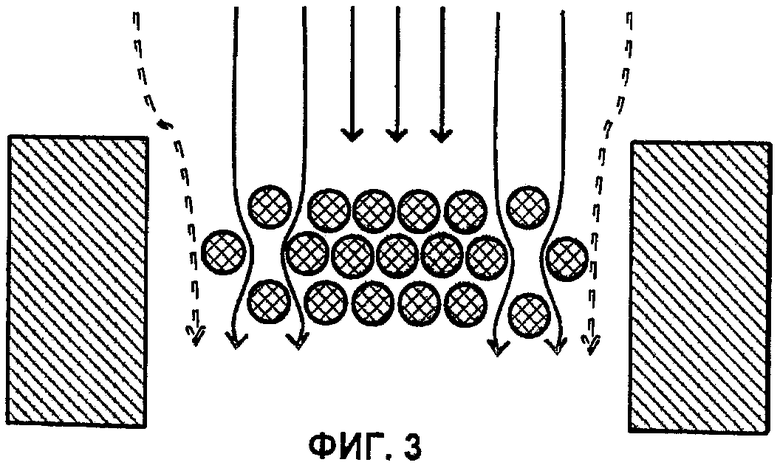
В известных способе и установке некрученое волокно с заданным натяжением непрерывно перемещается над входным отверстием воздушного тракта. Посредством вакуумного насоса воздух всасывается через указанное входное отверстие, при этом в воздушном тракте, выполненном в виде вертикальной прямоугольной трубы, формируется поток воздуха, направленный перпендикулярно плоскости, в которой перемещается некрученое волокно. Под действием всасываемого в воздушный тракт потока воздуха находящееся над входным отверстием воздушного тракта некрученое волокно засасывается в указанное входное отверстие, изгибаясь и образуя петлю. При этом происходит распределение филаментов по ширине отверстия воздушного тракта за счет проникновения воздушного потока между филаментами некрученого волокна и расправление некрученого волокна. Недостаток указанной установки заключается в следующем. Т.к. отверстие воздушного тракта выполнено с плоскими вертикальными стенками, вектор основного потока всасываемого воздуха не имеет компонент в горизонтальном направлении, а потоки воздуха по сторонам воздушного тракта, расположенным параллельно направлению перемещения некрученого волокна (на фиг.3 показаны пунктиром), при вхождении во входное отверстие изгибаются и поджимают крайние филаменты к середине волокна, что препятствует равномерному расправлению филаментов волокна, особенно в средней его части. К тому же в случае плотного волокна на известной установке невозможно разделить большое количество филаментов, находящихся в толще волокна. Увеличение же скорости воздушного потока может привести к обрыву филаментов. Поэтому для достижения требуемой поверхностной плотности в известной установке используется несколько узлов для расправления или сочетание аэродинамического расправления с растравлением на валах, что значительно усложняет конструкцию установки и сам процесс расправления волокна.
Задачей изобретения является повышение качества расправленного некрученого волокна за счет более равномерного распределения филаментов по ширине волокна при его расправлении.
Технический результат достигается посредством способа расправления некрученого волокна, характеризующегося тем, что некрученое волокно непрерывно перемещают с регулируемым натяжением над отверстием воздушного тракта и при этом его подвергают воздействию воздушного потока, образованного при подаче воздуха под давлением в отверстие воздушного тракта для образования изгиба некрученого волокна в указанном отверстии. Отличительной особенностью предложенного способа является то, что воздушный поток формируют таким образом, что его основная центральная часть направлена перпендикулярно плоскости перемещения некрученого волокна, а боковые части воздушного потока, образующиеся по краям некрученого волокна вдоль оси его перемещения, изменяя свое направление относительно основной центральной части воздушного потока, отклоняются в стороны от оси перемещения некрученого волокна.
Также технический результат достигается посредством установки для расправления некрученого волокна, содержащей последовательно расположенные сматывающее устройство, пару подающих валков, регулятор натяжения некрученого волокна, узел расправления некрученого волокна воздушным потоком, пару принимающих валков и наматывающее устройство, при этом узел расправления некрученого волокна воздушным потоком содержит корпус с выполненным в нем воздушным трактом, на выходном конце которого смонтировано устройство для отсоса воздуха. Отличительной особенностью предложенной установки является то, что над входным отверстием воздушного тракта с двух его сторон, расположенных вдоль оси перемещения некрученого волокна, установлены накладки для формирования воздушного потока.
При этом поверхность каждой из накладок, обращенная к входному отверстию воздушного тракта, может быть выполнена плоской и расположена горизонтально.
Предпочтительно, поверхность каждой из накладок, обращенная к входному отверстию воздушного тракта, выполнена скругленной.
За счет наличия накладок, расположенных над входным отверстием воздушного тракта с двух его сторон вдоль оси перемещения некрученого волокна, осуществляется формирование воздушного потока, таким образом, что его основная центральная часть всасываемого воздуха направлена перпендикулярно плоскости перемещения некрученого волокна, а боковые части воздушного потока, образующиеся по краям некрученого волокна вдоль накладок, пройдя указанные накладки, подтекают под них, изменяя свое направление относительно основной центральной части воздушного потока, и, отклоняясь в стороны от оси перемещения некрученого волокна, раздвигают крайние филаменты некрученого волокна от его середины. Таким образом, расправление некрученого волокна, а также его расширение происходит не только за счет проникновения основного потока воздуха между филаментами, но и за счет механического раздвижения филаментов по краям волокна боковыми потоками воздуха, изменившими свое направление. Это приводит к равномерному распределению филаментов по ширине входного отверстия воздушного тракта, а следовательно, к равномерному расправлению некрученого волокна.
Вышеизложенные особенности и преимущества предлагаемого изобретения будут понятны из последующего описания предпочтительного примера его осуществления со ссылками на прилагаемые чертежи, на которых для представления одинаковых элементов используются одинаковые позиции:
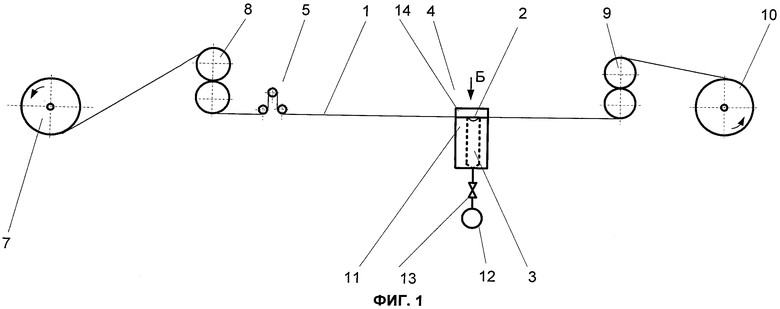
на фиг.1 представлена схема установки для расправления некрученого волокна в соответствии с настоящим изобретением;
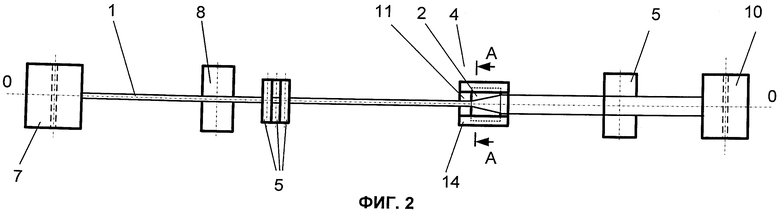
на фиг.2 - схема установки для расправления некрученого волокна в соответствии с настоящим изобретением, вид сверху;
на фиг.3 - схема распределения воздушного потока при всасывании воздуха во входное отверстие воздушного тракта в соответствии с прототипом;
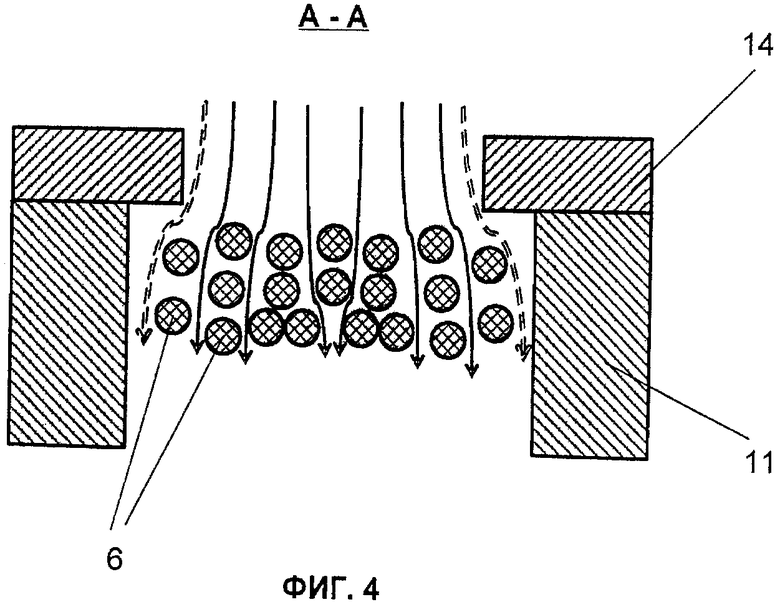
на фиг.4 - схема распределения воздушного потока при всасывании воздуха во входное отверстие воздушного тракта в соответствии с изобретением (поверхность каждой из накладок, обращенная к входному отверстию воздушного тракта, выполнена плоской и расположена горизонтально, разрез А-А фиг.2);
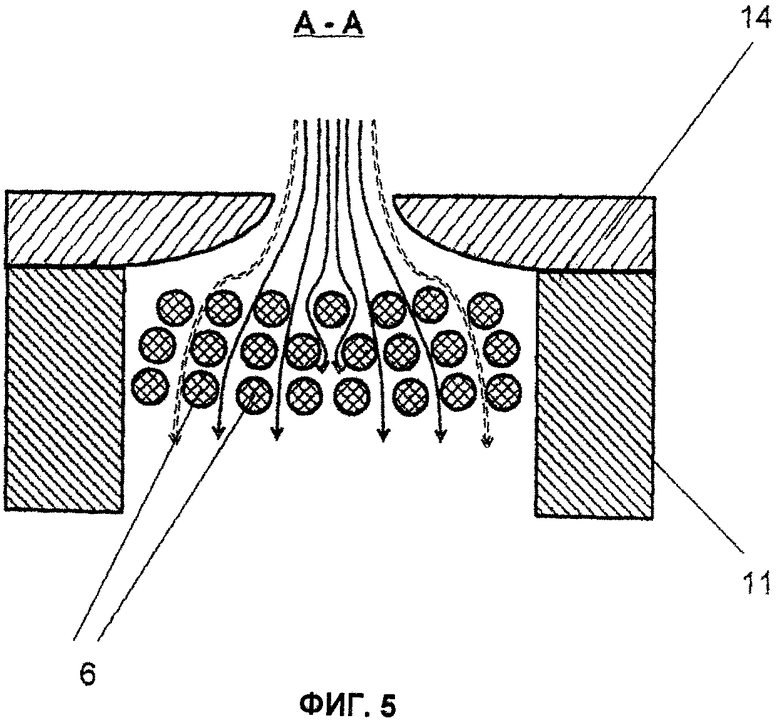
на фиг.5 - схема распределения воздушного потока при всасывании воздуха во входное отверстие воздушного тракта в соответствии с изобретением (поверхность каждой из накладок, обращенная к входному отверстию воздушного тракта, выполнена скругленной, разрез А-А фиг.2);
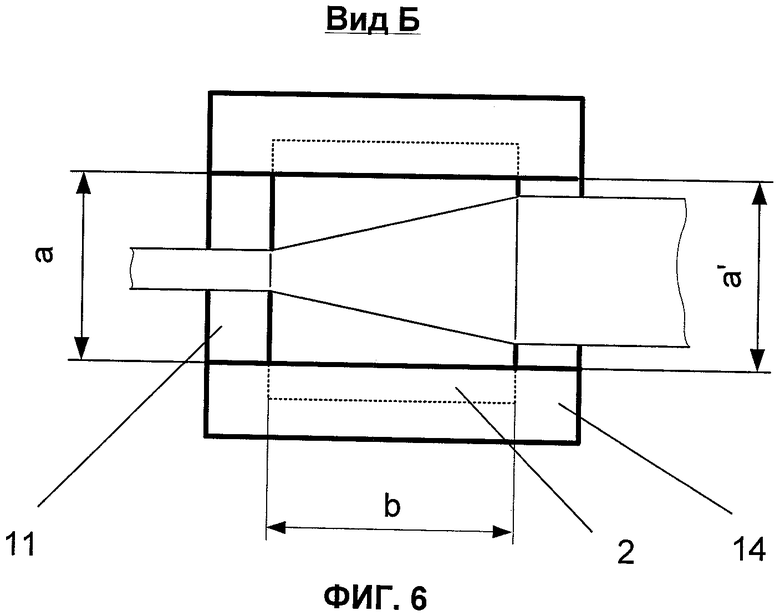
на фиг.6 - схема узла расправления некрученого волокна воздушным потоком с накладками, расположенными над входным отверстием таким образом, что расстояние а между накладками на входе волокна равно расстоянию а' между накладками на выходе волокна (вид Б фиг.1);
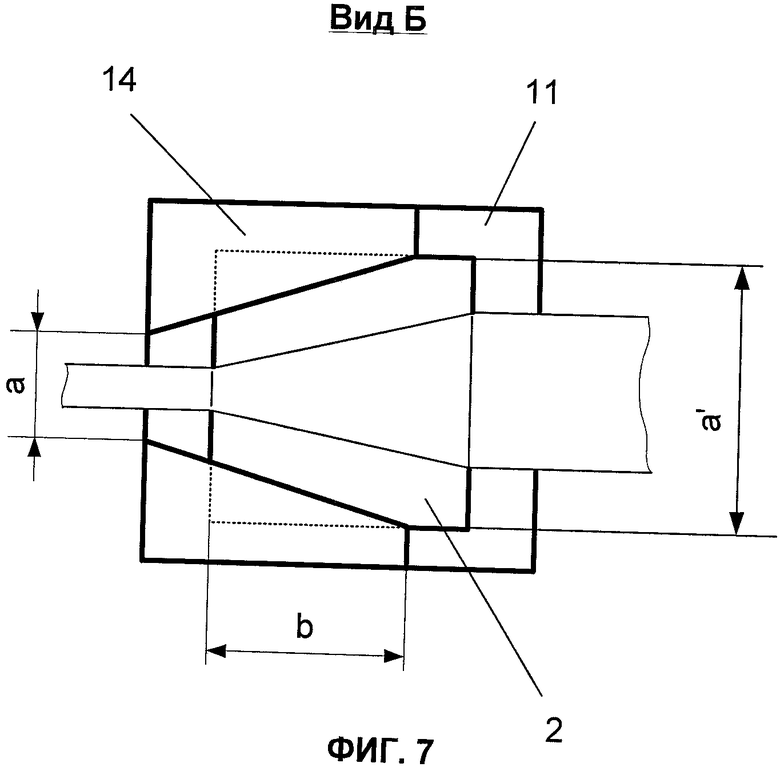
на фиг.7 - схема узла расправления некрученого волокна воздушным потоком с накладками, расположенными над входным отверстием таким образом, что расстояние а между накладками на входе волокна меньше расстояния а' между накладками на выходе волокна (вид Б фиг.1);
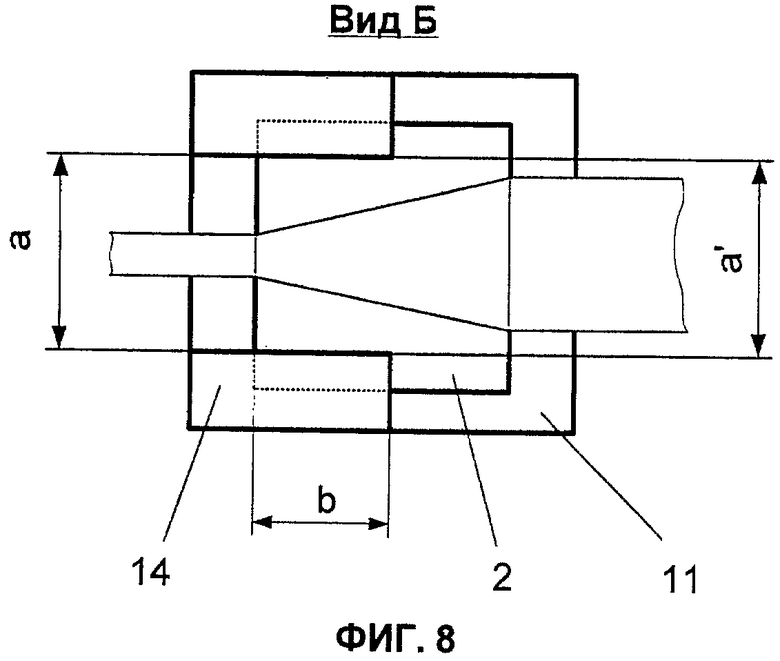
на фиг.8 - схема узла расправления некрученого волокна воздушным потоком с накладками, расположенными над входным отверстием таким образом, что длина накладок короче длины входного отверстия воздушного тракта (вид Б фиг.1);
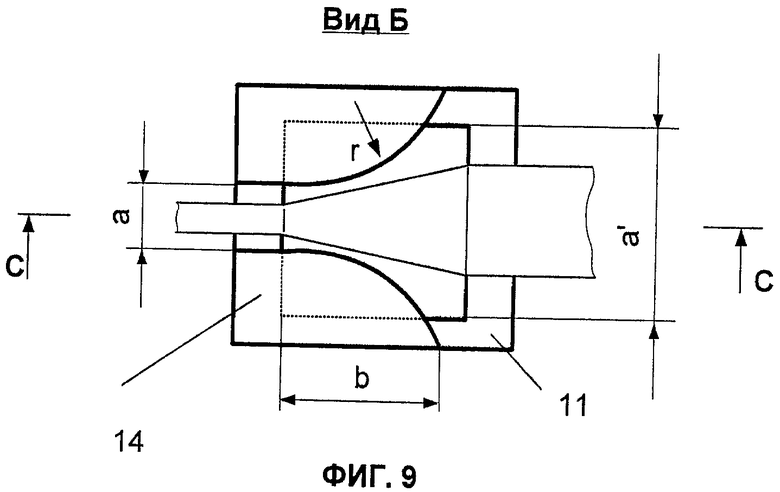
на фиг.9 - схема узла расправления некрученого волокна воздушным потоком с накладками, поверхность каждой которых, обращенная к входному отверстию воздушного тракта, выполнена скругленной (вид Б фиг.1);
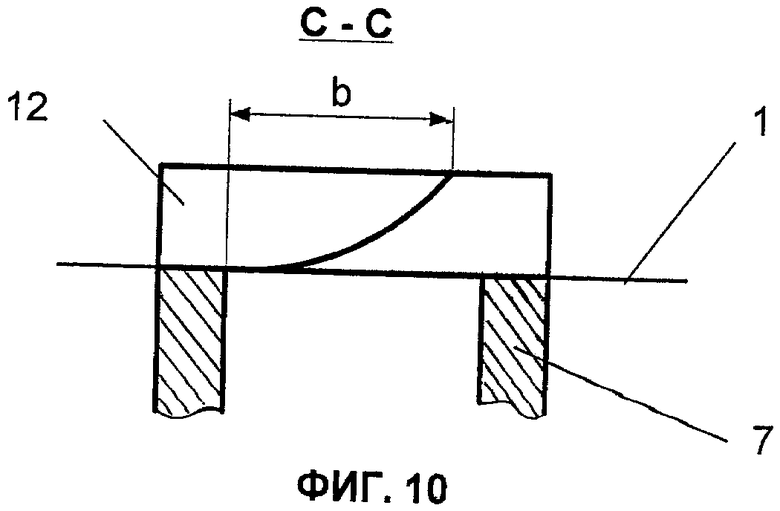
на фиг.10 - схема узла расправления некрученого волокна воздушным потоком с накладками, поверхность каждой которых, обращенная к входному отверстию воздушного тракта, выполнена скругленной (разрез С-С фиг.9).
Способ расправления некрученого волокна в соответствии с изобретением характеризуется следующим.
Некрученое волокно 1 непрерывно перемещают над входным отверстием 2 воздушного тракта 3 узла 4 расправления некрученого волокна воздушным потоком. Необходимое натяжение волокна 1 обеспечивают посредством узла 5 регулирования натяжения. При этом в отверстие 2 воздушного тракта 3 подают под давлением воздух, формируя воздушный поток таким образом, что его основная центральная часть (см. фиг.4 и 5, показаны сплошными линиями) направлена в основном перпендикулярно плоскости перемещения некрученого волокна 1, а боковые части воздушного потока (см. фиг.4 и 5, показаны пунктирными линиями), образующиеся по краям некрученого волокна 1 вдоль оси 0-0 его перемещения, изменяя свое направление относительно основной центральной части воздушного потока, отклоняются в стороны от оси 0-0 перемещения некрученого волокна. Волокно, проходя над входным отверстием 2 воздушного тракта 3, под действием всасываемого в воздушный тракт 3 воздуха затягивается в указанное отверстие 2 и изгибается, образуя петлю, при этом филаменты 6, расположенные в средней части волокна 1, расправляются за счет проникновения между ними основного потока воздуха, а филаменты 6, расположенные по краям волокна 1, расправляются за счет механического их раздвижения боковыми потоками воздуха, изменившими свое направление. Это приводит к равномерному распределению филаментов 6 по ширине входного отверстия 2 воздушного тракта 3, а следовательно, к равномерному расправлению некрученого волокна 1.
Данный способ может быть осуществлен на установке для расправления некрученого волокна, которая содержит последовательно расположенные сматывающее устройство 7, пару подающих валков 8, узел 5 регулирования натяжения, узел 4 расправления некрученого волокна воздушным потоком, пару принимающих валков 9 и наматывающее устройство 10. Установка также может содержать узлы пропитки волокна аппретирующим составом и сушки (на фигурах не показаны), которые могут быть расположены как перед узлом 4 расправления некрученого волокна воздушным потоком, так и после него.
Сматывающее устройство 7 выполнено, например, в виде держателя бобины, снабженного пружинным тормозом.
Подающие валки 8 и аналогичные им по конструктивному выполнению принимающие валки 9, а также узел 5 регулирования натяжения, выполненный, например, в виде трех валков, связанных с тензометрическим датчиком, предназначены для перемещения обрабатываемого некрученого волокна 1 с заданными скоростью и натяжением к узлу 4 для расправления некрученого волокна воздушным потоком.
Узел 4 расправления некрученого волокна воздушным потоком содержит корпус 11, в котором выполнен воздушный тракт 3 с входным отверстием 2. На выходном конце воздушного тракта 3 смонтировано устройство 12 для отсоса воздуха, например вакуумный насос, обеспечивающий всасывание воздуха через входное отверстие 2 воздушного тракта 3. Для регулирования потока воздуха, всасываемого в воздушный тракт 3, перед устройством 12 для отсоса воздуха может быть установлен клапан 13. Над входным отверстием 2 воздушного тракта 3 с двух его сторон, расположенных вдоль оси 0-0 перемещения некрученого волокна, установлены накладки 14 для формирования воздушного потока.
Воздушный тракт 3 может быть выполнен либо с прямоугольным поперечным сечением, либо с треугольным поперечным сечением, либо с трапецеидальным поперечным сечением. Последние виды более предпочтительны, поскольку позволяют уменьшить расход отсасываемого воздуха, не ухудшая стабильности расправления волокна.
Поверхность каждой из накладок, обращенная к входному отверстию воздушного тракта, может быть выполнена плоской и расположена горизонтально (см. фиг.4).
Предпочтительно, поверхность каждой из накладок, обращенная к входному отверстию воздушного тракта, выполнена скругленной (см. фиг.5, фиг.9 и фиг.10), что позволяет боковым частям воздушного потока, образующимся по краям некрученого волокна вдоль накладок, при прохождении указанных накладок более плавно изменять свое направление относительно основной центральной части воздушного потока, при этом осуществляя более равномерное расправление волокна.
Накладки могут быть расположены над входным отверстием воздушного тракта таким образом, что расстояние а между ними на входе волокна равно расстоянию а' между накладками на выходе волокна см. фиг.6). Для равномерного расправления более толстых волокон накладки располагают над входным отверстием воздушного тракта таким образом, что расстояние а между накладками на входе волокна меньше расстояния а' между накладками на выходе волокна (см. фиг.7 и фиг.9). При этом накладка может быть как короче длины входного отверстия (фиг.7, фиг.8 и фиг.9), так и на всю длину входного отверстия (фиг.6).
Для формирования широких лент установка может содержать более одного узла 4 расправления волокна для расправления волокна в несколько стадий.
Наматывающее устройство 10 расправленного некрученого волокна содержит вал (на фиг. не показан), предназначенный для установки приемной бобины.
Установка для расправления некрученого волокна работает следующим образом.
Бобину с некрученым волокном 1 устанавливают на сматывающее устройство 7. На этом же этапе конец волокна 1, пропустив через подающие валки 8, узел 5 регулирования натяжения, узел 4 расправления некрученого волокна воздушным потоком и принимающие валки 9, закрепляют на приемной бобине, установленной на валу наматывающего устройства 10.
Затем установку для расправления некрученого волокна запускают. Некрученое волокно 1, захваченное подающими валками 8, со сматывающего устройства 7 перемещается к узлу 4 расправления воздушным потоком. Проходя над входным отверстием 2 воздушного тракта 3 под воздействием всасываемого воздуха, некрученое волокно 1 затягивается в указанное отверстие 2 и, изгибаясь, образует петлю. Стабильное натяжение волокна и его изгиб с образованием устойчивой петли обеспечивается посредством узла 5 регулирования натяжения, который расположен перед узлом 4 расправления волокна воздушным потоком. При этом основная центральная часть воздушного потока за счет проникновения между филаментами 6, расположенными в средней части волокна, расправляет их, а боковые части потока воздуха, всасываемые вдоль накладок 14, пройдя указанные накладки 14, изменяют свое направление относительно основной центральной части воздушного потока, отклоняются от вертикального направления в стороны от оси 0-0 перемещения некрученого волокна 1 и раздвигают филаменты 6 по краям волокна 1. Это приводит к равномерному распределению филаментов 6 по ширине волокна в указанном отверстии и расправлению некрученого волокна.
Далее расправленное некрученое волокно в виде ленты наматывают с натяжением на бобину наматывающего устройства 10. После полной намотки бобины установка для расправления некрученого волокна автоматически останавливается.
Пример 1.
Некрученое волокно 1 в виде углеродного жгута, содержащего 12000 филаментов, исходную ширину 7 мм и линейную плотность 800 текс, непрерывно перемещают со скоростью 10 м/мин и с натяжением 100 сН над входным отверстием 2 воздушного тракта 3 узла 4 расправления некрученого волокна, через которое осуществляют отсос воздуха. Указанное входное отверстие 2 воздушного тракта 3 имеет прямоугольное поперечное сечение шириной 40 мм и длиной 40 мм. Над входным отверстием 2 воздушного тракта 3 по его боковым сторонам установлены накладки 14 для формирования воздушного потока, которые выполнены с закругленными краями, при этом расстояние а между накладками 14 равно 15 мм, длина b накладок равна 30 мм и радиус r закругления - 8 мм.
В результате получено равномерно расправленное волокно в виде ленты шириной 40 мм. Отклонение по ширине ленты составляет менее 2 мм. Поверхностная плотность получаемого волокна составляет 20 г/м2.
Для сравнения приведем пример расправления некрученого волокна на установке с узлом расправления без накладок.
Сравнительный пример
Некрученое волокно в виде жгута, содержащего 12000 филаментов, исходную ширину 7 мм и линейную плотность 800 текс, перемещается со скоростью 10 м/мин с натяжением 100 сН над входным отверстием воздушного тракта прямоугольной формы, имеющем ширину 40 мм и длину 40 мм, через которое осуществляют отсос воздуха. В результате расправления формируется лента шириной в среднем 20 мм. В результате нестабильности потока ширина ленты сильно колеблется: отклонение по ширине ленты составляет более 6 мм.
Пример 2.
Некрученое волокно 1 в виде углеродного жгута, содержащего 12000 филаментов, исходную ширину 7 мм и линейную плотность 800 текс непрерывно перемещают со скоростью 10 м/мин и с натяжением 100 сН над входным отверстием 2 воздушного тракта 3 узла 4 расправления некрученого волокна, через которое осуществляют отсос воздуха. Указанное входное отверстие 2 воздушного тракта 3 имеет прямоугольное поперечное сечение шириной 35 мм и длиной 35 мм. Над входным отверстием 2 по его боковым сторонам установлены накладки 14 для формирования воздушного потока, которые выполнены с прямоугольными сторонами, расстояние между накладками равно 15 мм, длина накладок - 30 мм.
В результате получено равномерно расправленное волокно в виде ленты шириной 34 мм. Отклонение по ширине ленты составляет менее 2 мм. Поверхностная плотность получаемого волокна составляет 23.5 г/м2.
Пример 3.
Некрученое волокно 1 в виде углеродного жгута, содержащего 12000 филаментов, исходную ширину 7 мм и линейную плотность 800 текс, непрерывно перемещают со скоростью 10 м/мин и с натяжением 100 сН над входным отверстием 2 воздушного тракта 3 узла 4 расправления некрученого волокна, через которое осуществляют отсос воздуха. Указанное входное отверстие 2 имеет прямоугольное поперечное сечение шириной 40 мм и длиной 40 мм. Над входным отверстием 2 воздушного тракта 3 по его боковым сторонам установлены накладки 14 для формирования воздушного потока, которые выполнены с прямоугольными сторонами, при этом длина накладок равна 40 мм, расстояние между накладками на входе волокна равно 10 мм, а на выходе волокна - 30 мм.
В результате получено равномерно расправленное волокно в виде ленты шириной 40 мм. Отклонение по ширине ленты составляет менее 2 мм. Поверхностная плотность получаемого волокна составляет 20 г/м2.
Пример 4.
Некрученое волокно 1 в виде углеродного жгута, содержащего 48000 филаментов, исходную ширину 10 мм и линейную плотность 3600 текс, непрерывно перемещают со скоростью 2 м/мин и с натяжением 4 Н над входным отверстием 2 воздушного тракта 3 узла 4 расправления некрученого волокна, через которое осуществляют отсос воздуха. Указанное входное отверстие 2 воздушного тракта 3 имеет прямоугольное поперечное сечение шириной 40 мм и длиной 40 мм. Над входным отверстием 2 по его боковым сторонам установлены накладки 14 для формирования воздушного потока, которые выполнены с закругленными краями. При этом расстояние между накладками равно 15 мм, длина каждой из накладок - 30 мм и радиус r закругления - 10 мм. В результате получено равномерно расправленное волокно в виде ленты шириной 40 мм.
Полученную ленту непрерывно перемещают со скоростью 2 м/мин с натяжением 400 Н над входным отверстием 2 воздушного тракта 3 второго узла 4 расправления некрученого волокна, через которое осуществляют отсос воздуха. Указанное входное отверстие 2 второго узла 4 расправления некрученого волокна имеет прямоугольное поперечное сечение шириной 120 мм и длиной 60 мм. Над входным отверстием 2 по его боковым сторонам установлены накладки 14, которые выполнены с прямоугольными краями. Расстояние между накладками равно 30 мм, длина накладок - 60 мм и радиус r закругления - 10 мм.
В результате получено равномерно расправленное волокно в виде ленты шириной 120 мм. Отклонение по ширине ленты составляет менее 10 мм. Поверхностная плотность получаемого волокна составляет 30 г/м2.
Пример 5.
Некрученое волокно 1 в виде углеродного жгута, содержащего 12000 филаментов, исходную ширину 7 мм и линейную плотность 800 текс, непрерывно перемещают со скоростью 10 м/мин с натяжением 100 сН над входным отверстием 2 воздушного тракта 3 узла 4 расправления некрученого волокна, через которое осуществляют отсос воздуха. Указанное входное отверстие 2 имеет прямоугольное поперечное сечение шириной 40 мм и длиной 40 мм. Над входным отверстием 2 воздушного тракта 3 по его боковым сторонам установлены накладки 14 для формирования воздушного потока, которые выполнены с закругленными краями. Расстояние между накладками равно 15 мм, длина накладок равна 30 мм и радиус r закругления - 8 мм. В результате получено равномерно расправленное волокно в виде ленты шириной 40 мм.
Полученную ленту непрерывно перемещают со скоростью 2 м/мин с натяжением 400 Н над входным отверстием 2 воздушного тракта 3 второго узла 4 расправления некрученого волокна, через которое осуществляют отсос воздуха. Указанное входное отверстие 2 воздушного тракта 3 имеет прямоугольное поперечное сечение шириной 60 мм и длиной 60 мм. Над входным отверстием 2 воздушного тракта 3 по его боковым сторонам установлены накладки 14 для формирования воздушного потока, которые выполнены с прямоугольными краями. Расстояние между накладками равно 30 мм, длина накладок - 60 мм и радиус r закругления - 10 мм.
В результате получено равномерно расправленное волокно в виде ленты шириной 56 мм. Отклонение по ширине ленты составляет менее 4 мм. Поверхностная плотность получаемого волокна составляет 14,5 г/м2.
Таким образом, предлагаемые способ и установка расправления углеродного жгута позволяют равномерно распределять нити углеродного жгута и формировать равномерную по ширине ленту требуемой ширины повышенного качества за счет изменения направления потоков всасываемого воздуха.
Описанные выше примеры осуществления следует во всех аспектах рассматривать лишь как иллюстративные и не обуславливающие никаких ограничений. Следовательно, могут быть использованы другие примеры осуществления настоящего изобретения и примеры внедрения, которые не выходят за пределы описанных здесь существенных признаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСПРАВЛЕНИЯ УГЛЕРОДНОГО ЖГУТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2462542C2 |
| УСТАНОВКА ДЛЯ РАСПРАВЛЕНИЯ УГЛЕРОДНОГО ЖГУТА | 2011 |
|
RU2435877C1 |
| Способ площения жгута, способ производства однонаправленного полотна и установка для производства однонаправленного полотна | 2018 |
|
RU2685341C1 |
| ШАРОВОЙ КРАН | 2012 |
|
RU2502909C1 |
| ФИТИНГОВОЕ СОЕДИНЕНИЕ | 2012 |
|
RU2493469C1 |
| МАНЖЕТНОЕ УПЛОТНЕНИЕ | 2012 |
|
RU2502907C1 |
| Способ разделения углеродного волокна и установка для его осуществления | 2018 |
|
RU2687648C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САЛЬНИКОВОГО КОЛЬЦА, САЛЬНИКОВОЕ КОЛЬЦО И САЛЬНИКОВОЕ УПЛОТНЕНИЕ | 2012 |
|
RU2491463C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2170220C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
Изобретение относится к текстильной промышленности, а именно к получению расправленного некрученого волокна, используемого при изготовлении композиционных материалов. Некрученое волокно непрерывно перемещают с регулируемым натяжением над отверстием воздушного тракта и при этом его подвергают воздействию воздушного потока, образованного при подаче воздуха под давлением в отверстие воздушного тракта для образования изгиба некрученого волокна в указанном отверстии, при этом воздушный поток формируют таким образом, что его основная центральная часть направлена перпендикулярно плоскости перемещения некрученого волокна, а боковые части воздушного потока, образующиеся по краям некрученого волокна вдоль оси его перемещения, изменяя свое направление относительно основной центральной части воздушного потока, отклоняются в стороны от оси перемещения некрученого волокна. Данный способ может быть осуществлен на установке для расправления некрученого волокна, которая содержит накладки для формирования воздушного потока. Предлагаемые способ и установка расправления углеродного жгута позволяют равномерно распределять нити углеродного жгута и формировать равномерную по ширине ленту требуемой ширины повышенного качества за счет изменения направления потоков всасываемого воздуха. 2 н. и 2 з.п. ф-лы, 10 ил.
1. Способ расправления некрученого волокна, характеризующийся тем, что некрученое волокно непрерывно перемещают с регулируемым натяжением над отверстием воздушного тракта и при этом его подвергают воздействию воздушного потока, образованного при подаче воздуха под давлением в отверстие воздушного тракта для образования изгиба некрученого волокна в указанном отверстии, при этом воздушный поток формируют таким образом, что его основная центральная часть направлена перпендикулярно плоскости перемещения некрученого волокна, а боковые части воздушного потока, образующиеся по краям некрученого волокна вдоль оси его перемещения, изменяя свое направление относительно основной центральной части воздушного потока, отклоняются в стороны от оси перемещения некрученого волокна.
2. Установка для расправления некрученого волокна, содержащая последовательно расположенные сматывающее устройство, пару подающих валков, регулятор натяжения некрученого волокна, узел расправления некрученого волокна воздушным потоком, пару принимающих валков и наматывающее устройство, при этом узел расправления некрученого волокна воздушным потоком содержит корпус с выполненным в нем воздушным трактом, на выходном конце которого смонтировано устройство для отсоса воздуха, а над входным отверстием воздушного тракта с двух его сторон, расположенных вдоль оси перемещения некрученого волокна, установлены накладки для формирования воздушного потока.
3. Установка по п.2, в которой поверхность каждой из накладок, обращенная к входному отверстию воздушного тракта, выполнена плоской и расположена горизонтально.
4. Установка по п.2, в которой поверхность каждой из накладок, обращенная к входному отверстию воздушного тракта, выполнена скругленной.
| US 6032342 A1, 07.03.2000 | |||
| US 6543106 B1, 08.04.2003 | |||
| Аппарат для электрической телефотографии и телескопии | 1926 |
|
SU4721A1 |
| Устройство для расправления и отжима кругловязаного полотна | 1984 |
|
SU1174504A1 |

