Изобретение относится к области газотурбинных двигателей и имеет целью восстановление поверхности лопатки, имеющей изношенную зону на некотором участке поверхности, располагающуюся в зоне корневой части этой лопатки.
Двухконтурный турбореактивный двигатель имеет в своем составе ротор вентилятора, содержащего множество лопаток, установленных на ободе диска, приводимого во вращательное движение валом ротора газогенератора (или турбины) низкого давления. Лопатки вентилятора, изготовленные из титана или из титанового сплава, удерживаются в индивидуальных ячейках, ориентированных в целом в осевом направлении двигателя. Корневая часть лопаток имеет форму с поперечным сечением типа "ласточкин хвост", дополняющую форму ячеек, в которых эти лопатки располагаются. В зависимости от типа двигателя эти лопатки продолжаются в направлении по потоку осевым выступом, при помощи которого лопатка неподвижно фиксируется в своей ячейке. Пример такого технического решения описан в патенте ЕР 165860, выданном на имя Заявителя. Лопатка неподвижно фиксируется в осевом направлении при помощи располагающегося по потоку позади вентилятора кольца блокировки, в которое лопатка также упирается в осевом направлении. Это кольцо блокировки может быть образовано фланцем ротора компрессора, располагающегося по потоку позади вентилятора. Вследствие наличия вибрационных движений в процессе функционирования двигателя корневая часть лопатки подвергается воздействию повторяющихся ударов, а также трения по отношению к поверхностям, на которые эта корневая часть лопатки опирается, что вызывает механический износ и потерю материала в зоне лопатки, ориентированной в направлении по потоку. В том случае, когда этот износ достигает некоторой пороговой величины, возникает необходимость замены данной детали. До последнего времени такие детали отбраковывались или же отправлялись на склад для последующего ремонта и восстановления, причем ни один из известных способов такого ремонта и восстановления не давал удовлетворительных результатов.
Восстановить размеры изношенного участка поверхности лопатки путем наплавки оказывается затруднительным, поскольку снижение усталостной прочности, вызываемое нагревом детали, является значительным и оказывается неприемлемым в нижней части лопасти лопатки вентилятора.
Кроме того, обнаруженный значительный износ, иногда превышающий 0,5 мм, и размер изношенной поверхности, имеющий величину в диапазоне от 1 см2 до 2 см2 требует повышенной точности при восстановлении формы детали путем термического напыления. Такая операция является возможной, но существует опасность в потере покрытия в результате его отслаивания. Из этого следует, что максимальная допустимая толщина для восстановления, остается недостаточной для наиболее значительных степеней износа, встречающихся на таких деталях.
В то же время деталь, на которую лопатка опирается, также изготовлена из титана. Контакт между титановыми поверхностями исключает возможность применения большинства известных покрытий.
Для этой зоны характерны следующие специфические условия:
- значительные олигоциклические напряжения, что подразумевает использование способов восстановления формы детали, не затрагивающих ее усталостную прочность;
- неравномерно распределенное контактное давление и центробежный сдвиг, что требует хорошего сцепления слоя привнесенного материала;
- контакт с титаном, что требует использования подходящего в этом случае привнесенного материала.
Таким образом, объектом предлагаемого изобретения является способ восстановления формы, который лишен недостатков, присущих известным способам восстановления формы деталей газотурбинных двигателей и который позволяет решить специфические проблемы, связанные с восстановлением формы участка поверхности типа конца пяты или корневой части лопатки вентилятора, изготовленной из титана.
В соответствии с предлагаемым изобретением способ ремонта при помощи восстановления формы изношенного участка поверхности подвижной лопатки газотурбинного двигателя, изготовленной из титана или из титанового сплава, отличается тем, что он включает по меньшей мере один этап, при осуществлении которого на упомянутый участок поверхности при помощи электролиза наносят никель, кобальт или комбинацию из двух этих металлов.
Предпочтительно, чтобы нанесение металла осуществлялось по меньшей мере в два этапа, сочетающих электролиз с использованием тампона и электролиз в ванне или в микрованне.
Способ в соответствии с предлагаемым изобретением позволяет обеспечить ремонт при помощи восстановления формы изношенных частей поверхности на относительно больших глубинах, имеющих величину порядка одного миллиметра, но на относительно небольших площадях. Это соответствует, например, случаю лопатки вентилятора, представляющей корневую часть, имеющую поперечное сечение типа "ласточкин хвост", задняя по потоку часть пяты которой оказывается изношенной.
Преимущество такого способа заключается в том, что он не затрагивает имеющийся потенциал усталостной прочности подложки. Кроме того, в случае износа поверхности вследствие ее трения о детали, изготовленные из титана, отмечается, что поведение восстановленной детали оказывается даже лучшим, чем поведение детали в исходной конфигурации.
Частицы металла, содержащегося в электролите, представляют собой никель, кобальт или комбинацию из двух этих металлов. Так, например, речь может идти о сульфамате (sulfamate) никеля.
Предлагаемый способ позволяет обеспечить нанесение слоя металла, имеющего толщину, заключенную в диапазоне от 10 мкм до одного миллиметра.
Благодаря своим предпочтительным свойствам, предлагаемое изобретение относится также к подвижной лопатке вентилятора турбореактивного двигателя, изготовленной из титана или из титанового сплава и имеющей корневую часть, имеющую форму типа "ласточкин хвост", и участок осевой опорной поверхности. Эта лопатка отличается тем, что упомянутая осевая опорная поверхность покрыта, по меньшей мере частично, металлическим слоем при помощи электролитического способа, и это металлическое покрытие содержит никель, кобальт или комбинацию из двух этих металлов.
В дальнейшем приводится более подробное описание не являющихся ограничительными вариантов осуществления предлагаемого изобретения, со ссылками на фигуры, в числе которых:
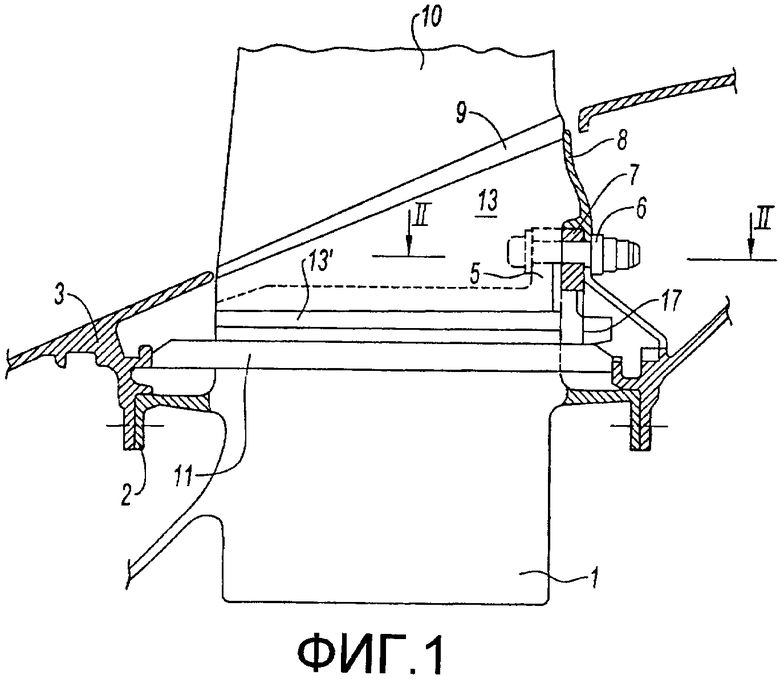
- Фиг.1 представляет схематический вид в осевом разрезе лопатки вентилятора, установленной на диске ротора газотурбинного двигателя;
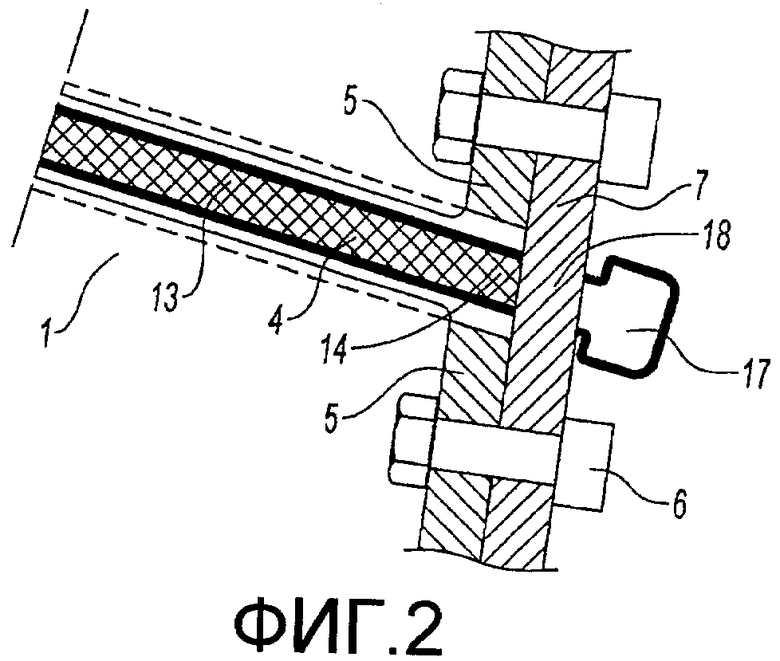
- Фиг.2 представляет схематический вид в разрезе по линии 2-2, показанной на фиг.1;
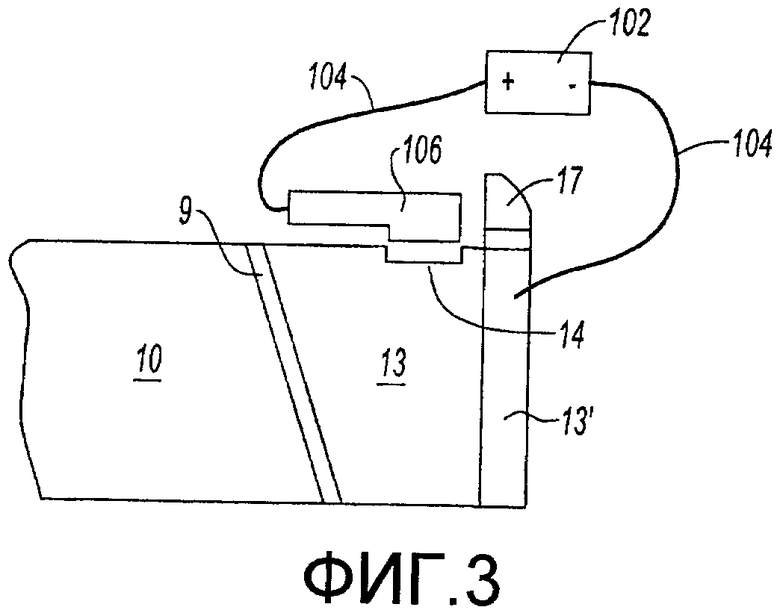
- Фиг.3 представляет схему технологической установки, предназначенной для восстановления формы детали при помощи электролиза с использованием тампона на участке поверхности типа пяты корневой части лопатки, показанной на фиг.2;
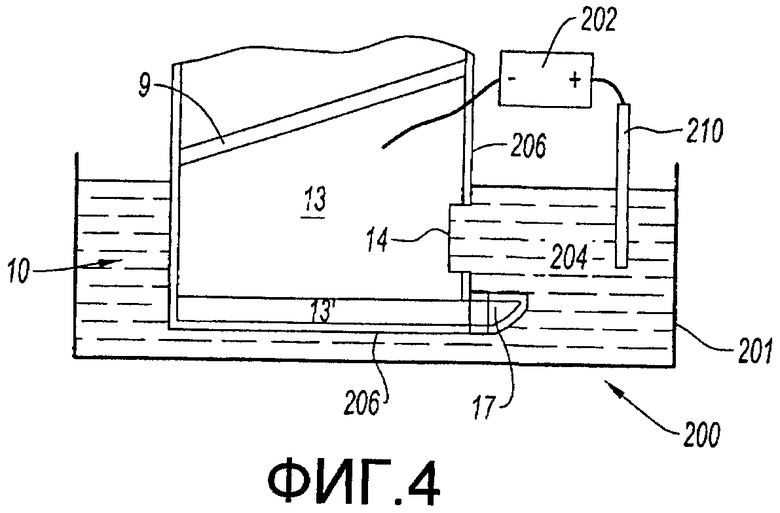
- Фиг.4 представляет схему технологической установки, предназначенной для восстановления формы детали при помощи электролиза в ванне;
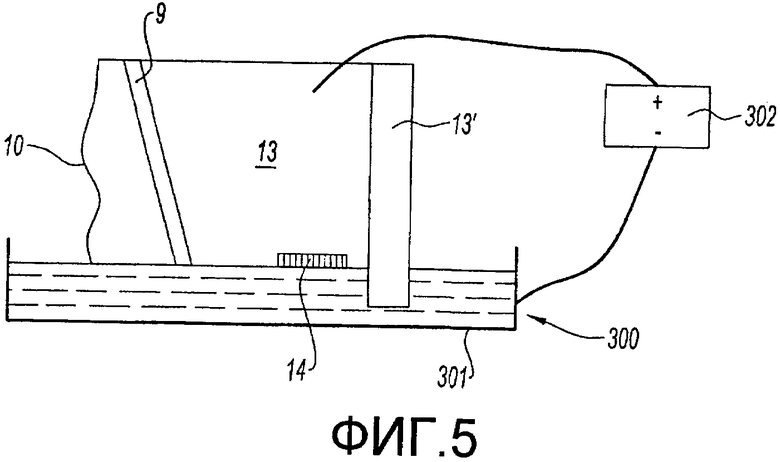
- Фиг.5 представляет схему технологической установки, предназначенной для восстановления формы детали при помощи электролиза в микрованне.
На фиг.1 представлен монтаж типа описанного в патенте ЕР 165860. Здесь можно видеть диск 1 ротора газотурбинного двигателя, представляющий фланец, на котором закреплен передний конический кожух 3. В ободе диска 1 при помощи протяжки выполнены располагающиеся по существу в осевом направлении ячейки 4. Поперечное сечение этих ячеек имеет форму типа "ласточкин хвост" и соответствует форме поперечного сечения нижнего участка 13' корневой части 13 лопатки 10. Эта корневая часть 13 представляет собой часть лопатки 10, располагающуюся под платформой 9, которая ограничивает канал течения газов. Эта лопатка закреплена путем заклинивания во внутренней полости упомянутой ячейки при помощи шпонки 11, имеющей возможность скользить на нижнем участке 13' корневой части 13. На задней по потоку поверхности обод диска содержит радиальный фланец 5, который предназначен для крепления при помощи болтов 6 кольца 7 блокировки и кольца 8 герметизации.
Кольцо 7 блокировки представляет вырезы 18, выполненные в радиальном направлении, ориентированные в направлении внутрь и в том же количестве и располагающиеся против соответствующих ячеек. В то же время, нижний участок 13' корневых частей 13 лопаток продолжается на задней части осевого выступа 17, причем этот выступ снабжен по бокам двумя вырезами. Эти выступы вставляются в упомянутые вырезы 18, боковые стороны которых ориентированы в направлении внутрь боковых вырезов упомянутого выступа.
Таким образом, кольцо 7 блокировки маскирует, по меньшей мере частично, задний по потоку конец ячеек 4.
Задний участок корневой части 13 лопатки опирается на участок поверхности 14 кольца 7 блокировки между двумя болтами 6. Вследствие вибраций, возникающих в процессе функционирования двигателя, участок поверхности 14 испытывает трение по отношению к поверхности кольца блокировки и подвергается значительному механическому износу с потерей материала. Как уже было сказано выше, участок поверхности этого типа с трудом поддается восстановлению. При существующем уровне техники не существует никаких удовлетворительных технических решений этой проблемы.
В соответствии с предлагаемым изобретением участок поверхности этого типа восстанавливают путем нанесения дополнительного слоя материала. При этом восстановление состоит в формировании слоя металла, который не только восполняет имеющийся дефицит материала, но и делает восстановленную таким образом поверхность более устойчивой к механическому износу.
В соответствии с предлагаемым изобретением металлический материал восстановления формы детали наносится на изношенную поверхность при помощи электролиза с использованием тампона, электролиза в ванне или же электролиза в микрованне.
На фиг.3 схематически представлена технологическая установка, предназначенная для восстановления формы изношенной поверхности путем электролиза с использованием тампона. Здесь устройство содержит источник 102 электрического тока, связанный при помощи электрических проводников 104 с лопаткой 13, образующей катод, и с тампоном, который образует анод и пропитан электролитическим раствором. Этот тампон представляет собой, например, электрод, изготовленный из графита, причем его геометрические характеристики и его размерные параметры приспосабливаются соответствующим образом к форме и размерам подлежащего обработке участка поверхности. Используемый здесь электролитический раствор может представлять собой сульфамат никеля, предназначенный для нанесения слоя никеля.
Как это можно видеть на фиг.4, металлический материал, используемый для восстановления формы изношенной поверхности, наносится при помощи электролиза в ванне. Здесь технологическая установка 200 содержит ванну 201, заполненную электролитическим раствором 204, в который погружается, по меньшей мере частично, корневая часть лопатки 13, причем только участок 14 подлежащей обработке поверхности находится в контакте с электролитическим раствором. При этом остальная часть лопатки защищена от этого контакта при помощи подходящих в данном случае средств, например при помощи клейкой ленты 206. Лопатка связана с источником 202 электрического тока для формирования катода, и электрод 210 погружается в электролитический раствор и соединяется с источником 202 электрического тока для формирования анода. Здесь, как и в предшествующем техническом решении, можно использовать электрод 210, изготовленный из графита, и сульфамат никеля в качестве электролитического раствора.
Как это можно видеть на фиг.5, металлический материал для восстановления формы изношенной поверхности наносится при помощи электролиза в микрованне посредством технологической установки 300, содержащей резервуар 301, который сконструирован таким образом, чтобы принимать лопатку 1 и электролитический раствор, который находится в контакте с этой лопаткой только на уровне той части ее поверхности, которая представляет дефицит материала. Источник 302 электрического тока связан с лопаткой 13 для формирования катода и с резервуаром 301 для формирования анода.
Восстановленная таким образом поверхность лопатки в случае необходимости может быть подвергнута механической обработке для придания ей исходной формы. Сформированный таким образом слой также может, если в этом есть необходимость, служить подслоем для нанесения того или иного покрытия, формируемого другим способом, который, в частности, может представлять собой другую форму электролиза.
Так, например, первый слой материала, сформированный при помощи электролиза с использованием тампона, может служить подслоем для последующего нанесения материала в соответствии с другой технологией электролиза, например, для нанесения материала путем электролиза в ванне.
Изобретение относится к способу ремонта путем восстановления формы изношенного участка поверхности подвижной лопатки газотурбинного двигателя. При восстановлении лопатки вентилятора газотурбинного двигателя, изготовленной из титана или из титанового сплава, ножка которой имеет в сечении форму ласточкина хвоста, путем усиления участка поверхности осевой опоры ножки, осуществляют нанесение металла на упомянутый участок. На участок поверхности осевой опоры ножки наносят при помощи электролиза слой никеля, кобальта или комбинации двух этих металлов толщиной от 10 мкм до 1 мм. Электролитический раствор, используемый при восстановлении лопатки, содержит сульфамат никеля. Изобретение позволяет восстановить участок поверхности осевой опоры ножки лопатки без снижения его усталостной прочности. 5 з.п. ф-лы, 5 ил.
1. Способ восстановления лопатки (10) вентилятора газотурбинного двигателя, изготовленной из титана или из титанового сплава, ножка (13) которой имеет в сечении форму ласточкина хвоста, путем усиления участка (14) поверхности осевой опоры ножки (13), отличающийся тем, что наносят на упомянутый участок поверхности при помощи электролиза слой никеля, кобальта или комбинации двух этих металлов толщиной от 10 мкм до 1 мм.
2. Способ по п.1, в соответствии с которым нанесение металла осуществляется при помощи электролиза с использованием тампона.
3. Способ по п.1, в соответствии с которым нанесение металла осуществляется при помощи электролиза в ванне.
4. Способ по п.1, в соответствии с которым нанесение металла осуществляется при помощи электролиза в микрованне.
5. Способ по п.1, в соответствии с которым нанесение металла осуществляют, по меньшей мере, в два этапа, сочетающих электролиз с использованием тампона и электролиз в ванне или в микрованне.
6. Способ по п.5, в соответствии с которым электролитический раствор содержит сульфамат никеля.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 6267558 B1, 31.07.2001 | |||
| Способ восстановления деталей из высокопрочных сталей | 1986 |
|
SU1350180A2 |
| US 5601404 A, 11.02.1997 | |||
| US 4886583 А, 12.12.1989 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КОНЦЕВЫХ ЧАСТЕЙ НА ЛОПАТКАХ КОМПРЕССОРА ИЛИ РОТОРА ТУРБИНЫ | 1994 |
|
RU2118717C1 |

