Настоящие изобретения относятся к средствам навигационного оборудования морских театров и внутренних водных путей и предназначены для ограждения морских и речных навигационных опасностей, обозначения установленных путей движения судов, морских и речных каналов, мест якорных стоянок, подводных опасностей в виде отмелей, препятствий, кабелей, полигонов и отдельных точек на воде как в летний, так и в зимний период навигации, в том числе в сложных ледовых условиях.
Известен пластмассовый буй (см. Производственно-технический сборник, №81 (ЦБНТИ МРФ). - М., Транспорт, 1969, с.89, рис.3, а.). Он выполнен в виде пустотелого корпуса, содержащего поплавковую часть с элементами жесткости, заполненную пенопластом, и силуэтную (фигурную) часть с вертикальным пеналом для размещения источников питания. Имеется также отбойное устройство с рымами.
Однако этот известный пластмассовый буй имеет существенные недостатки:
- низкая технологичность изготовления изделия;
- конструкция содержит много металлических элементов;
- низкая ремонтопригодность.
Известен пластмассовый буй (см. А.С. СССР №810550, МПК B63B 21/52; В63В 51/02, опубл. 10.03.1981). Он выполнен в виде пустотелого корпуса, содержащего поплавковую часть с элементами жесткости, заполненную пенопластом, силуэтную (фигурную) часть с центральным пеналом для размещения источников питания и отбойное устройство с рымами. Причем элемент жесткости выполнен в виде рамы трапецеидальной формы, установленной в плоскости, проходящей через ось симметрии буя, и жестко связанной с отбойным устройством и центральным пеналом.
Есть вариант, по которому корпус снабжен пенопластовой вставкой, размещенной в верхней части силуэтной фигуры.
Однако этот пластмассовый буй имеет ряд недостатков, а именно:
- низкая технологичность изготовления изделия;
- конструкция содержит много металлических элементов;
- низкая ремонтопригодность.
На устранение его недостатков направлен следующий известный плавучий навигационный неосвещаемый знак (буй) (см. Патент RU 20295, МПК B63B 22/00, опубл. 27.10.2001). Этот буй содержит поплавковую часть, заполненную пенопластом, с каркасом жесткости и прикрепленным балластным грузом, силуэтную (фигурную) часть, заполненную частично сверху пенопластом, а также отбойное устройство с рымами. Поплавковая часть выполнена из стеклопластика в форме чаши с палубным фланцем, в днище которой в качестве балластного груза уложен слой пескобетона, на который герметично залит слой полистирольного пенопласта заданного объема, а на наружной поверхности днища чаши герметично укреплен якорный рым. Имеется также выполненная из стеклопластика в форме опрокинутого конусного или цилиндрического стакана с палубным фланцем силуэтная (фигурная) часть с укрепленным сверху подъемным рымом. При этом поплавковая и силуэтная (фигурная) части герметично и неподвижно скреплены между собой крепежными элементами, соответственно, по двум фланцам, по наружной поверхности которых неподвижно укреплен металлический отбойник.
Однако этот буй имеет ряд недостатков, а именно поверхности которых неподвижно укреплены:
- низкая технологичность изготовления изделия;
- конструкция содержит много металлических элементов;
- низкая ремонтопригодность.
Известен буй (Заявка на изобретение JP №58211987 «Буй», дата публикации 09.12.83, выдан патент JP №1618200). Он имеет цилиндрическое тело 12 и конусообразное тело 13, каждое из которых содержит внешнюю часть 14, выполненную из синтетической смолы такой, как полиэтилен, и внутренний наполнитель с положительной плавучестью типа пенопласта с закрытыми порами или вспененного полимера с пределом прочности при сжатии таким, как вспененный полиуретан. Буи различных типов, в зависимости от структуры и размера, могут быть изготовлены путем комбинирования секций 12 и 13, при этом имеется спар-буй 4, который проходит через центр указанных секций. Причем спар-буй 4 представляет собой обычно металлическую трубу, сверху которой расположен источник света, снизу закреплен якорь, а внутри - источники питания. На спар-буе жестко закреплены упомянутые секции. Кроме того, указанные секции выполняют функцию поплавковой части буя, а фигурная его часть 2 устанавливается на поплавковой части и представляет собой полый корпус в виде опрокинутого стакана (фиг.1а).
Из описания и чертежей упомянутого буя (Заявки на изобретение JP №58211987 «Буй», дата публикации 09.12.83. выдан патент JP №1618200), известен способ изготовления этого буя, заключающийся в изготовлении пустотелых секций поплавковой части буя, их заполнение вспененным полиуретаном и расположение одной за другой на спар-буе с жестким закреплением на нем путем соединения каждой секции относительно спар-буя и друг друга, причем одновременно изготавливают фигурную часть буя в виде пустотелого стакана конусной формы и закрепляют его на верхнем конце поплавковой части буя, спар-буй выполняют из металлической трубы, торцы которой закрыты.
Из описания этого известного патента (Заявки на изобретение JP №58211987 «Буй», дата публикации 09.12.83, выдан патент JP №1618200) и приведенного в нем чертежа следует известность спар-буя, содержащего трубу, имеющую полость для размещения источников питания. Причем на одном торце - место для установки светоизлучающего элемента, а на другом - место для крепления якоря. А также в зоне этих торцов труба имеет узлы для грузозахвата, которые позволяют транспортировать как сам спар-буй, так и буй, смонтированный на нем.
Эти последние три технических решения выбираются в качестве прототипов, так как они объединены единым изобретательским замыслом, они конструктивно и технологически взаимосвязаны между собой и имеют наибольшее число существенных признаков, совпадающих с одноименно названными предлагаемыми изобретениями.
Каждый из прототипов имеет свои существенные недостатки.
Известный буй-прототип имеет следующие недостатки:
- низкая степень жесткости поплавковой и фигурной части при радиальных нагрузках, связанных с ударами о борта проходящего судна;
- ограниченная ремонтопригодность из-за цельной конструкции фигурной и поплавочной частей, которые должны быть заменены целиком при повреждениях;
- низкая технологичность изготовления и сборки из сборочных компонентов из-за цельной конструкции фигурной и поплавковой частей, что требует использования оснастки значительных габаритов, равных габаритам изделия, сборочной технологии с использованием грузоподъемной техники, сложных процессов заполнения внутренних полостей поплавковой части полиуретаном, в итоге приводящих к удорожанию конструкции;
- большой вес конструкции и наличие большого количества металлоемких составных элементов из-за наличия металлического спар-буя, материал которого выбран, исходя из критериев жесткости изделия и его прочности на разрыв при подъеме буя за его верхнюю часть.
Известный способ-прототип изготовления буя имеет следующие недостатки:
- изготавливается буй, который имеет низкую степень жесткости поплавковой и фигурной частей при радиальных нагрузках, связанных с ударами о борта проходящего судна;
- изготавливается буй, который имеет ограниченную ремонтопригодность из-за цельной конструкции фигурной и поплавочной частей, которые должны быть заменены целиком при повреждениях;
- изготавливается буй, который имеет низкую технологичность изготовления и сборки буя из сборочных компонентов из-за цельной конструкции фигурной и поплавковой частей, что требует использования оснастки значительных габаритов, равных габаритам изделия, сборочной технологии с использованием грузоподъемной техники, сложных процессов заполнения внутренних полостей поплавковой части полиуретаном, в итоге приводящих к удорожанию конструкции;
- изготавливается буй, который имеет основой металлический спар-буй, изготовленный обычно из металла, материал которого выбран исходя из критериев жескости изделия и его прочности на разрыв при подъеме буя за его верхнюю часть, что приводит к увеличению веса конструкции и необходимости проведения антикоррозийной защиты.
Известный спар-буй - прототип имеет следующие недостатки:
- металлоемкая и тяжелая конструкция;
- он не обладает требуемой плавучестью.
Общей задачей для настоящих изобретений является модернизация конструкции буя, способа его изготовления и улучшение конструкции спар-буя с достижением каждым из них следующих технических результатов:
- увеличить жесткость поплавочной и фигурной частей при радиальных нагрузках, связанных с ударами о борта проходящего судна;
- повысить ремонтопригодность поплавочной и фигурных частей буя;
- увеличить коррозионную стойкость спар-буя путем использования полимерных материалов;
- повысить технологичность изготовления и сборки буя, а также его сборочных элементов;
- уменьшить вес спар-буя путем использования полимерных материалов.
Поставленная задача по совершенству буя решена следующим образом.
В известном буе, содержащем поплавковую и фигурную части, выполненные из полиэтилена, а также спар-буй, на котором последовательно расположены эти части, причем поплавковая часть образована из секций, заполненных вспененным полиуретаном, СОГЛАСНО настоящему изобретению фигурная часть образована из секций, которые, как и секции поплавковой части, образованы, по меньшей мере, из двух полых сегментов, а спар-буй - из двух коаксиально расположенных труб, пространство между которыми заполнено вспененным полиуретаном.
Есть вариант развития, по которому у спар-буя, по крайней мере, внешняя труба выполнена из полиэтилена, и на ней над фигурной частью и под поплавковой частью имеются узлы для крепления элементов грузозахватного и якорного устройств, выполненных как одно целое с внешней трубой.
Имеется еще один вариант развития, по которому у фигурной части, по меньшей мере, один полый сегмент частично или полностью заполнен вспененным полиуретаном.
По сравнению с прототипом предлагаемое изобретение имеет существенные отличия, так как предложен буй, имеющий конструкцию из взаимозаменяемых модулей (секций, а секции из сегментов) с формированием сборно-разборной конструкции. При этом все составные полые сегменты при их включении в секцию за счет своих радиальных стенок придают повышенную прочность как фигурной, так и поплавковой части буя. Кроме того, применен спар-буй, имеющий принципиально новую конструкцию, но сохраняющий свои основные функции.
Заявителем проведен патентно-информационный поиск по данной теме, который показал, что заявляемая совокупность существенных признаков не известна. Поэтому данное изобретение можно признать новым.
Однако отдельные существенные признаки заявляемого изобретения известны в других устройствах. Например, Буй РБ-4-01 соответствуют требованиям ГОСТ 26600-98 «Знаки навигационные внутренних судоходных путей». Эти буи представляют собой металлопластиковые изделия, состоящие из цельного полиэтиленового корпуса, металлических защитных элементов (бандажей) и бетонного балласта внутри корпуса. Непотопляемость буя, в случае повреждения корпуса, обеспечивается за счет наполнения его плавучими элементами. Либо Буй морской малый ледовый пластиковый унифицированный БММЛ-780-ПУ [http://www.780zavod.ru/product/nav_devices/buoys/19/]. Все корпусные детали изготовлены из полиэтилена, а установленные на буях леера крепеж и встроенные элементы усиления по требованию заказчика могут быть изготовлены из нержавеющих сталей, что в сочетании с пигментом, введенным в оболочки на всю их толщину, минимизирует эксплуатационные затраты. Все буи данной линейки имеют изолированные отсеки плавучести, изготовленные по бесшовной технологии, заполненные интегральной полиуретановой пеной. В сочетании с переменной оптимизированной толщиной оболочек это обеспечивает очень высокую степень надежности, прочность и непотопляемость.
Анализ этих двух конструкций буев показывает, что принцип секционного формирования поплавковой части буя известен. Из описаний этих буев известно выполнение секций поплавковой части буя из сегментов с заполнением их пенистым полиуретаном. Но для фигурной части буя этот принцип формирования в них не применялся. Таким образом, эти буи обладают существенными недостатками, которые исключены в предлагаемом изобретении, т.к. предложено как для поплавковой, так и для фигурной части использовать секционно-сегментарный принцип их сборки. Причем секции, в зависимости от назначения конструкции, могут иметь горизонтальное, вертикальное или комбинированное сегментирование. Это позволяет оперативно проводить сборку секций в зависимости от их формы и размеров с использованием фланцевых соединений, интегрированных в полиэтиленовые корпуса сборочных сегментов в процессе их изготовления, а также применять сварные соединения полиэтиленовых конструкций. При этом радиальная стенка сегментов увеличивает жесткость конструкции при радиальных нагрузках, связанных с ударами о борта проходящего судна.
Поэтому предлагаемое изобретение обладает изобретательским уровнем, так как оно к тому же для специалиста логически не следует из известного уровня техники.
Задача по модернизации способа изготовления буя решена следующим образом. В известном способе изготовления буя, заключающемся в формировании поплавковой части секциями, их заполнении вспененным полиуретаном и расположении одной за другой на предварительно изготовленном спар-буе и изготовлении фигурной части, которую располагают на спар-буе над поплавковой частью, причем на спар-буе над фигурной и под поплавковой частями располагают узлы для крепления элементов грузозахватного и якорного устройств, СОГЛАСНО настоящему изобретению фигурную часть формируют, как и поплавковую, из секций и располагают их одну за другой на спар-буе над поплавковой частью, причем секции фигурной и поплавковых частей образуют из полых сегментов, при этом полые сегменты секций фигурной части выполняют с возможностью, по крайней мере, частичного заполнения их вспененным полиуретаном, спар-буй изготавливают из двух коаксиально расположенных труб, из которых, по крайней мере, внешнюю трубу выполняют из полиэтилена и пространство между ними заполняют вспененным полиуретаном, образуя монолитную цельную конструкцию, а узлы для крепления элементов грузозахватного и якорного устройств выполняют как одно целое с внешней трубой спар-буя.
Есть вариант, по которому у спар-буя внешнюю трубу изготавливают из двух труб, каждую из которых изготавливают по форме удлиненного стакана с фланцами на обоих концах, причем на одном конце глухой фланец, а на другом - открытый, затем одну из этих труб располагают на верхнем открытом фланце другой трубы, соединяют их и в глухом фланце верхней трубы делают отверстие под внутреннюю трубу спар-буя, которую затем устанавливают на дно нижней трубы, после чего пространство между внешней и внутренней трубами заполняют вспененным полиуретаном, который в нем застывает, схватывая эти трубы в единую монолитную конструкцию.
Это новое техническое решение всей своей совокупностью существенных признаков позволяет получить технологию изготовления буя, обеспечивая достижение следующего технического эффекта, а именно:
- упростить технологии изготовления буя;
- повысить его ремонтопригодность;
- увеличить плавучесть с одновременным облегчением конструкции.
Это стало возможным благодаря формированию секций поплавковой и фигурной частей буя из соответствующих сегментов, которые выполнены с возможностью их заполнения вспененным полиуретаном, изготовление спар-буя в виде коаксиальной конструкции, пространство в которой между трубами заполнено вспененным полиуретаном.
Заявителем проведен патентный поиск, который показал, что предлагаемая совокупность существенных признаков по данному способу изготовления буя неизвестна и потому его можно признать новым.
Анализ известных способов изготовления буев показал, что известный уровень техники не может логически подсказать специалисту выход на предлагаемое изобретение. В предлагаемой конструкции буя применяют пластичный материал - полиэтилен и вспененный полиуретан. С их помощью создают соответствующие основные детали буя, а также спар-буй. При этом конструкция буя не уступает по прочности конструкциям буев, выполненных из металла, но обеспечивает снижение веса конструкции. Секционно-сегментарный принцип сборки конструкции позволяет получить дополнительные свойства изделия, а именно радиальную жесткость, упрощенную ремонтопригодность и технологию изготовления отдельных сборочных единиц. Таким образом, предлагаемый способ обладает изобретательским уровнем.
Задача по усовершенствованию спар-буя решена следующим образом.
В известный спар-буй, содержащий трубу, у которой на торцах имеются узлы для крепления элементов грузозахватного и якорного устройств, СОГЛАСНО настоящему изобретению введена вторая труба, которая расположена коаксиально с имеющейся в спар-буе трубе, и пространство между ними заполнено вспененным полиуретаном с образованием из них монолитной цельной конструкции, при этом узлы для крепления элементов грузозахватного и якорного устройств выполняют как одно целое с внешней трубой.
Есть вариант, по которому внешняя труба спар-буя выполнена, по меньшей мере, из двух полиэтиленовых труб, соединенных последовательно с помощью сварки или через фланцы.
Такое новое техническое решение всей своей совокупностью существенных признаков позволяет достичь следующих технических результатов:
- уменьшить вес спар-буя;
- придать конструкции спар-буя плавучесть.
Этого удалось достичь за счет использования коаксиально расположенных труб с заполненным между ними вспененным полиуретаном, которым обеспечена монолитность конструкции и придана ей прочность, как у металла, и плавучесть.
Заявителем проведен патентный поиск, который показал, что предлагаемая совокупность существенных признаков по данному спар-бую не известна и потому его можно признать новым.
Предлагаемая конструкция спар-буя обладает изобретательским уровнем, так как она для специалиста логически не следует из известного уровня техники. Анализ известных конструкций буя показывает, что в них, особенно касательно поплавковой части, используют остов из монолитной детали, обычно выполненной из трубы. В отдельных случаях, как в прототипе, она может проходить через фигурную часть буя, а в других - только частично входить в нее. В нашем случае остов - спар-буй представляет собой сэндвичную конструкцию со свойствами монолитной детали, но имеющую меньший вес, чем металлическая труба, используемая для этой цели, и обладающую плавучестью.
Практическая реализация и техническая сущность предлагаемых изобретений поясняется нижеследующим описанием и чертежами, на которых:
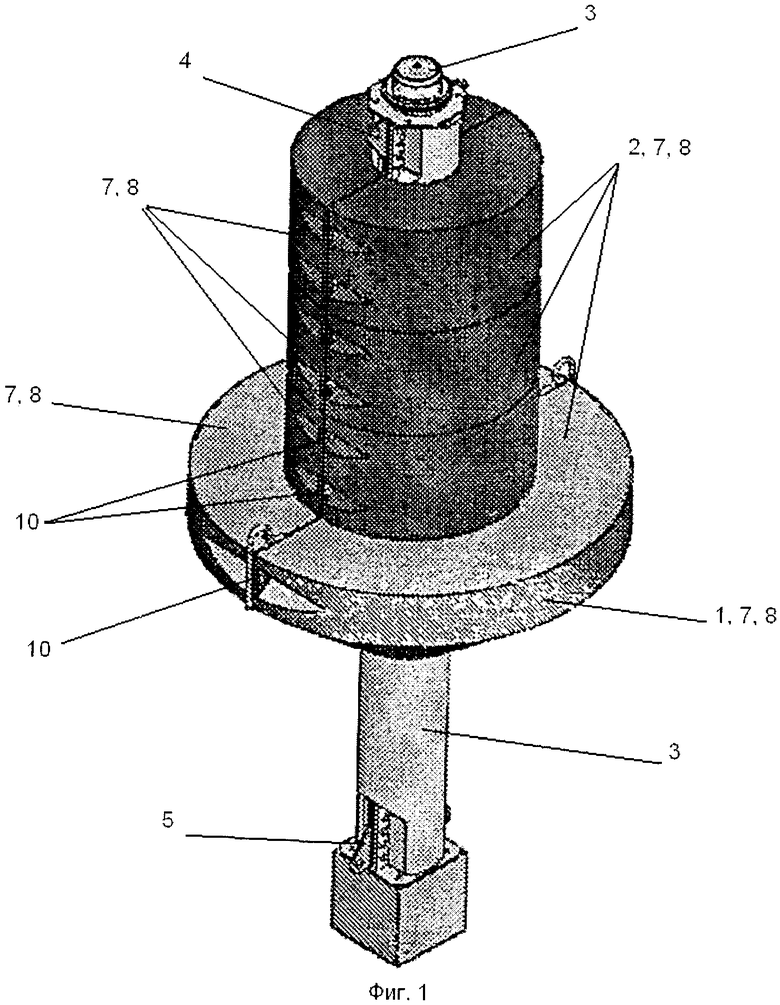
Фиг.1 - Общий вид буя в аксонометрии.
Фиг.2 - Фронтальный вид буя.
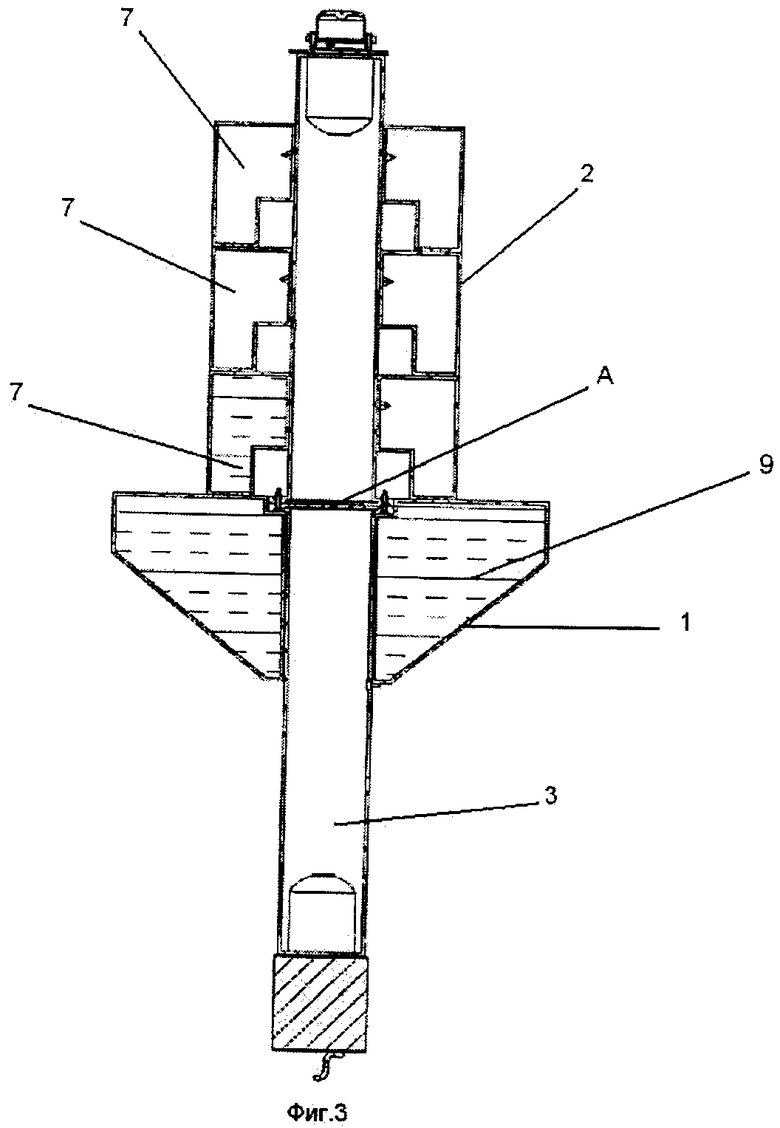
Фиг.3 - Фронтальный вид буя в продольном разрезе.
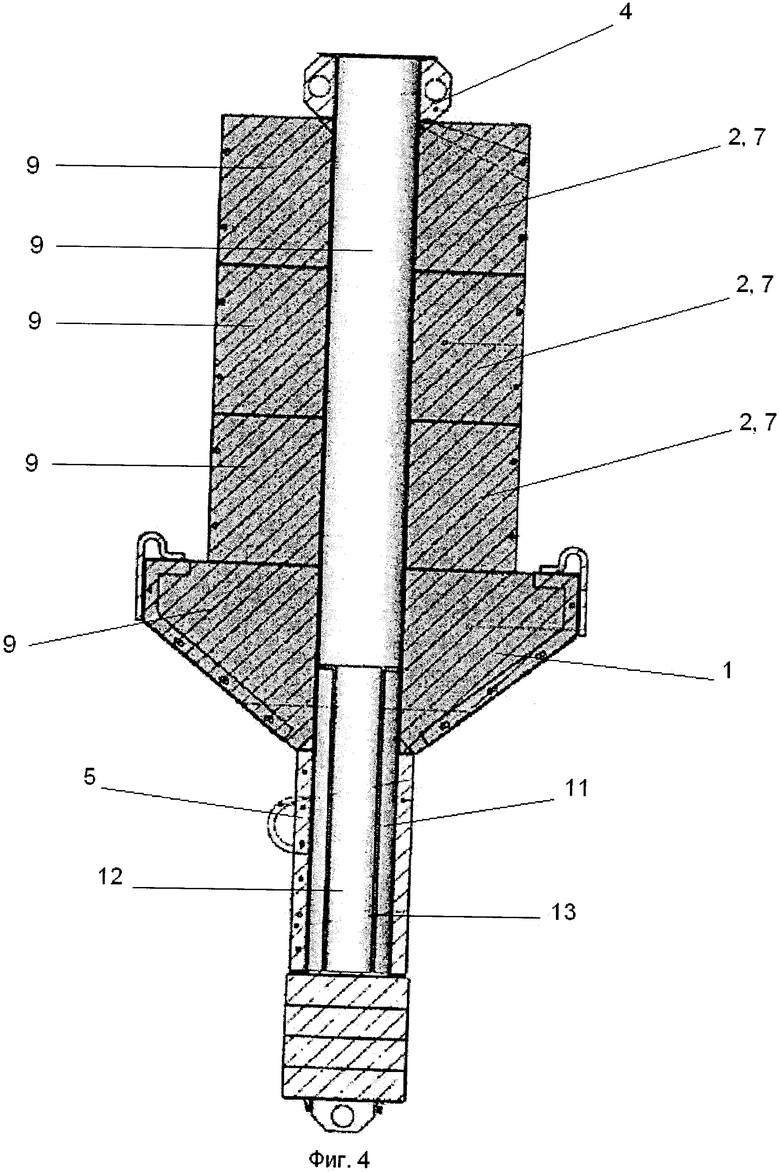
Фиг.4 - Фронтальный вид буя в продольном разрезе при заполненных вспененным полиуретаном обеих частей и спар-буя.
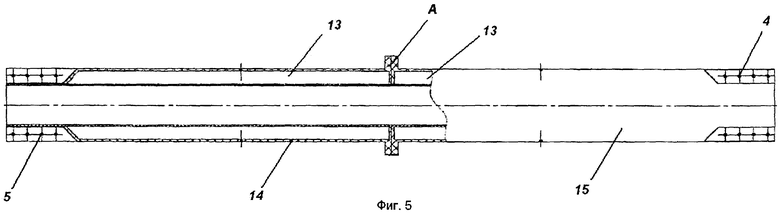
Фиг.5 - Спар-буй, общий вид.
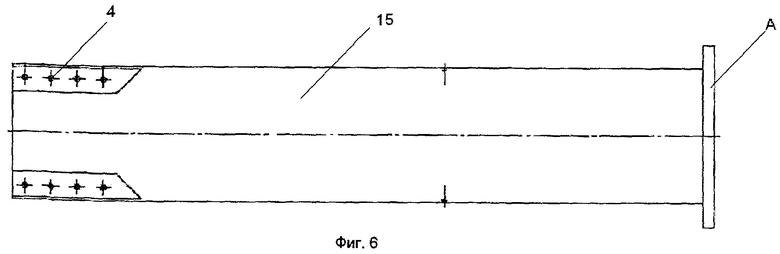
Фиг.6 - Составная часть внешней трубы спар-буя, общий вид.
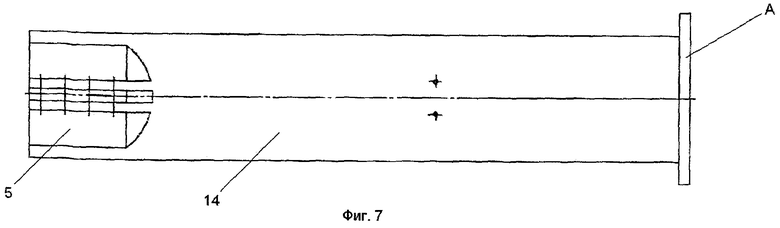
Фиг.7 - Другая составная часть внешней трубы спар-буя.
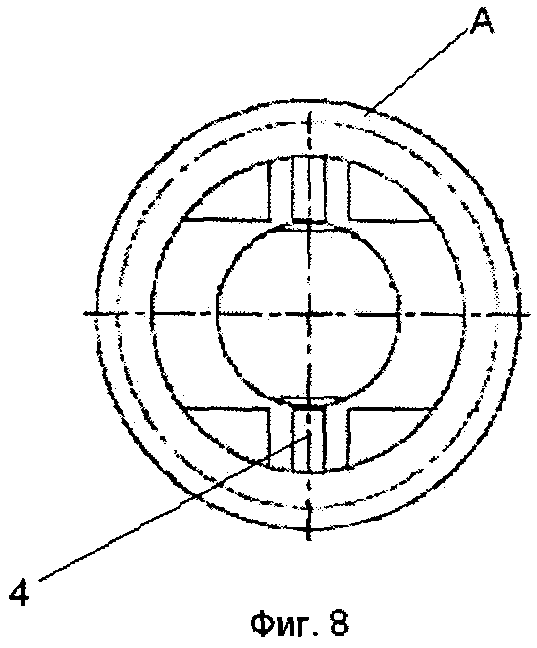
Фиг.8 - Узел на внешней трубе спар-буя, используемый для крепления элементов грузозахватного и якорного устройств.
Предлагаемый буй состоит из поплавковой части 1 и фигурной части 2 (Фиг.1, 2, 3, 4), имеющих центральное отверстие (на чертеже не показано), через которое проходит спар-буй 3 (Фиг.5). Эти части закреплены на спар-буе 3 любым известным средством, например, самофиксацией на нем. Также на спар-буе 3 над фигурной частью 2 и под поплавковой частью 1 располагают узлы 4 и 5 для крепления элементов грузозахватного и якорного устройств, выполненные как одно целое со спар-буем 3. Поплавковая часть 1 и фигурная часть 2 выполнены из полиэтилена. Причем эти части образованы из секций, которые образуют соответствующий набор для того или иного типа буя. Каждая секция 7 собрана из набора полых сегментов 8, которые выполнены из полиэтилена с радиально расположенными стенками (на чертеже не показано) с возможностью их заполнения вспененным полиуретаном 9, для этого секции 7 имеют соответствующие технологические отверстия (на чертеже не показано). Каждая секция 7 может иметь свою форму, которую образуют из соответствующих полых сегментов 8, соединяемых с помощью, например, болтов 10 (Фиг.1) через соответствующие крепежные отверстия (на чертеже не показано). Набор секций 7 позволяет сформировать соответствующую форму у поплавковой и фигурной частей 1 и 2. В данном случае цилиндрическая форма у фигурной части, а конусообразная - у поплавковой части (Фиг.1, 2, 3, 4). При этом если у поплавковой части 1 все секции 7 заполнены вспененным полиуретаном 9, то у фигурной части 2 могут все секции 7 быть заполненными вспененным полиуретаном 9 (Фиг.4), а могут - частично (Фиг.3) или вообще не заполненными. Как было отмечено ранее, поплавковая и фигурная части 1 и 2 буя собираются на спар-буе 3, служащем остовом всего буя. Спар-буй 3 содержит коаксиально расположенные внешнюю и внутреннюю трубы 11 и 12, пространство между которыми заполнено вспененным полиуретаном 13 (Фиг.5). На торцах (на чертеже показано условно) этих труб 11 и 12 имеются узлы 4 и 5 для крепления элементов грузозахватного и якорного устройств, выполненные как одно целое с внешней трубой 11 (Фиг.1, 2, 5). Внешняя труба 11 спар-буя выполнена из полиэтилена. Но возможно применение внутренней трубы 12, также выполненной из полиэтилена. Есть вариант, по которому внешняя труба 11 спар-буя 3 образована из двух полиэтиленовых труб 14 и 15, имеющих на одном конце глухое фланцевое исполнение А (Фиг.6, 7). Это фланцевое исполнение А в дальнейшем при сборке буя служит опорной площадкой для поплавковой и фигурной частей 1 и 2 (Фиг.3). Необходимо отметить, что наличие на спар-буе узлов 4 и 5 для грузозахватного и якорного устройств, выполненных как одно целое со спар-буем 3, позволяет транспортировать как сам спар-буй 3, так и буй, смонтированный на нем.
Предлагаемый буй и спар-буй, используемый в нем, изготавливают следующим образом. Вначале определяются с фигурной частью 2 буя, т.е. с силуэтным элементом, определяющим тип буя согласно нормативным документам. Затем решают вопрос с поплавковой частью 1 - элементом конструкции, придающим бую плавучесть. После чего решают вопрос со спар-буем 3 - вехой, центральным остовом для сборки секций 7 буя в вертикальной оси. Это основные узлы буя. Затем формируют из полиэтилена полые сегменты 8 для формирования секций 7 поплавковой и фигурной частей 1 и 2 буя. Эту операцию обычно выполняют на формовочных машинах. Одновременно изготавливают спар-буй 3. Для этого берут две, предпочтительно, полиэтиленовые трубы 11 и 12 разных диаметров и располагают их коаксиально, фиксируют такое положение и, заглушив один торец, пространство между трубами 11 и 12 заполняют вспененным полиуретаном 13, образуя после застывания полиуретана монолитную конструкцию, способную выполнять функции остова буя (Фиг.4, 5). После изготовления полых сегментов 8 и образования из них соответствующих секций 7 последние надевают на спар-буй 3. Последовательность расположения на нем секций 7 задается заранее и в собранном виде получается гирлянда. При необходимости выполнить ремонт той или иной секции 7 буя можно выполнить процесс разборки фигурной части 2, не вынимая буй из воды, отделить только его верхнюю часть и выполнить замену вышедшей из строя секции 7 или ее полого сегмента 8, а сборку осуществить в обратном порядке (на чертеже не показано).
Таким образом, предложен буй, его технология изготовления, а также стержень буя - спар-буй, которые показали, что повышена степень жесткости поплавковой и фигурной частей при радиальных нагрузках, связанных с ударами о борта проходящего судна, устранено и получено наличие возможности вращения секций фигурной части буя при контакте с бортом судна из-за отсутствия жесткой связи их друг с другом, при этом обеспечена сохранность фигурной части буя благодаря наличию сегментарной сборки секций. Кроме того, при усложнении конструкций составных элементов буя удалось достичь их унификации по технологии изготовления и обеспечить прочность конструкций не ниже прочности конструкций при металлическом их изготовлении. Впервые все основные компоненты изготавливаются по единой технологии (путем возможного наполнения вспененным полиуретаном и применения полиэтилена) с фиксацией относительно друг друга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пластмассовый буй | 1977 |
|
SU810550A1 |
| БУЙ ДЛЯ ЗАГРУЗКИ ИЛИ ВЫГРУЗКИ ТЕКУЧЕЙ СРЕДЫ | 1993 |
|
RU2110434C1 |
| Буй | 1982 |
|
SU1066886A1 |
| Океанографический буй | 1982 |
|
SU1046157A1 |
| РАДИОЛОКАЦИОННЫЙ МОРСКОЙ БУЙ | 2006 |
|
RU2326477C2 |
| ПЛАВАЮЩИЙ ТРУБОПРОВОД | 2006 |
|
RU2331007C1 |
| ОТСОЕДИНЯЕМАЯ СИСТЕМА ТУРЕЛЬНОГО ПРИЧАЛА С УТЯЖЕЛЕННЫМ ПРИЧАЛЬНЫМ БУЕМ, НЕСУЩИМ ВОДООТДЕЛЯЮЩУЮ КОЛОННУ | 2009 |
|
RU2487044C2 |
| Буй для сбора материологических и гидрологических данных | 1980 |
|
SU882822A1 |
| Океанографический буй | 1983 |
|
SU1102711A1 |
| Океанографический буй | 1982 |
|
SU1008077A1 |
Изобретения относятся к средствам навигационного оборудования морских театров и внутренних водных путей. Буй содержит спар-буй (3) и последовательно расположенные на нем поплавковую часть (1) и фигурную часть (2), выполненные из полиэтилена и образованные из набора секций (7). Секция (7) содержит, по меньшей мере, два полых сегмента (8). При этом секции (7) фигурной части (2), по крайней мере, частично заполняют вспененным полиуретаном и располагают одну за другой на спар-буе (3) над поплавковой частью (1), секции (7) которой полностью заполняют вспененным полиуретаном. Спар-буй (3) образован из двух коаксиально расположенных труб, пространство между которыми заполнено вспененным полиуретаном с образованием из этих труб монолитной цельной конструкции. При этом на торцах внешней трубы имеются узлы (4) и (5) для грузозахватного и якорного устройств, выполненные как одно целое с внешней трубой спар-буя (3). Технический результат заключается в увеличении жесткости поплавковой части (1) и фигурной части (2) при радиальных нагрузках, связанных с ударами о борт проходящего судна, повышении ремонтопригодности частей буя, увеличении коррозионной стойкости спар-буя (3), повышении технологичности изготовления и сборки буя, уменьшении веса спар-буя (3). 3 н. и 4 з.п. ф-лы, 8 ил.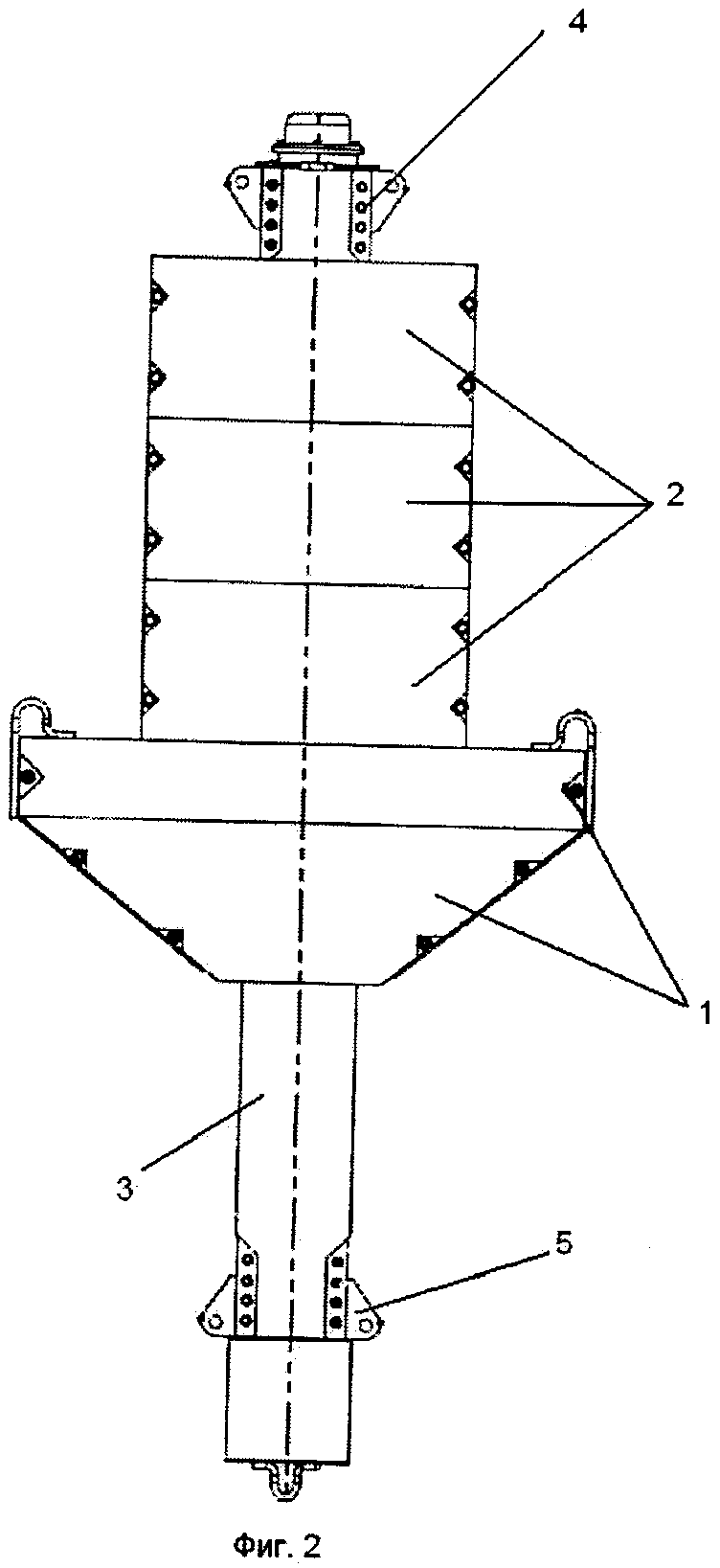
1. Буй, содержащий поплавковую и фигурную части, выполненные из полиэтилена, а также спар-буй, на котором последовательно расположены эти части, причем поплавковая часть образована из секций, заполненных вспененным полиуретаном, отличающийся тем, что фигурная часть образована из секций, которые, как и секции поплавковой части, образованы, по меньшей мере, из двух полых сегментов, а спар-буй - из двух коаксиально расположенных труб, пространство между которыми заполнено вспененным полиуретаном.
2. Буй по п.1, отличающийся тем, что у спар-буя, по крайней мере, внешняя труба выполнена из полиэтилена, и на ней над фигурной частью и под поплавковой частью имеются узлы для крепления элементов грузозахватного и якорного устройств, выполненные как одно целое с внешней трубой.
3. Буй по п.1, отличающийся тем, что у фигурной части, по меньшей мере, один полый сегмент частично или полностью заполнен вспененным полиуретаном.
4. Способ изготовления буя, заключающийся в формировании поплавковой части секциями, их заполнении вспененным полиуретаном, и расположении одной за другой на предварительно изготовленном спар-буе и изготовлении фигурной части, которую располагают на спар-буе над поплавковой частью причем на спар-буе над фигурной и под поплавковой частями располагают узлы для крепления элементов грузозахватного и якорного устройств, отличающийся тем, что фигурную часть формируют, как и поплавковую, из секций и располагают их одну за другой на спар-буе над поплавковой частью, причем секции фигурной и поплавковых частей образуют из полых сегментов, при этом полые сегменты секций фигурной части выполняют с возможностью, по крайней мере, частичного заполнения их вспененным полиуретаном, спар-буй изготавливают из двух коаксиально расположенных труб, из которых, по крайней мере, внешнюю трубу выполняют из полиэтилена и пространство между ними заполняют вспененным полиуретаном, образуя монолитную цельную конструкцию, а узлы для крепления элементов грузозахватного и якорного устройств выполняют как одно целое с внешней трубой спар-буя.
5. Способ изготовления буя по п.4, отличающийся тем, что у спар-буя внешнюю трубу изготавливают из двух труб, каждую из которых изготавливают по форме удлиненного стакана с фланцами на обоих концах, причем на одном конце глухой фланец, а на другом - открытый, затем одну из этих труб располагают на верхнем открытом фланце другой трубы, соединяют их и в глухом фланце верхней трубы делают отверстие под внутреннюю трубу спар-буя, которую затем устанавливают на дно нижней трубы, после чего пространство между внешней и внутренней трубами заполняют вспененным полиуретаном, который в нем застывает, схватывая эти трубы в единую монолитную конструкцию.
6. Спар-буй, содержащий трубу, у которой на торцах имеются узлы для крепления элементов грузозахватного и якорного устройств, отличающийся тем, что введена вторая труба, которая расположена коаксиально с имеющейся в спар-буе трубой, и пространство между ними заполнено вспененным полиуретаном с образованием из них монолитной цельной конструкции, при этом узлы для крепления элементов грузозахватного и якорного устройств выполняют как одно целое с внешней трубой.
7. Спар-буй по п.6, отличающийся тем, что внешняя труба спар-буя выполнена, по меньшей мере, из двух полиэтиленовых труб, соединенных последовательно с помощью сварки или через фланцы.
| JP 58211987 А, 09.12.1983 | |||
| JP 58192189 U, 21.12.1983 | |||
| JP 58192190 U, 21.12.1983 | |||
| Способ получения 2,7-нафталиндисульфо-кислоты | 1948 |
|
SU76628A1 |
| Способ стыковой сварки, например, труб | 1932 |
|
SU39888A1 |
| Пластмассовый буй | 1977 |
|
SU810550A1 |

