При СТЫКОВОЙ сварке труб предварирительно бывает необходимо достигнуть полной параллельности плоскостей торцов труб и полного совпадения осей свариваемых трубных концов, так как в противном случае при нагреваниии и последующей „осадке, т. е. сжатии стыка, после которой производится сварка, торцевые плоскости труб в месте стыка не будут параллельными.
При таком даже немного „раскрытом стыке в момент нагрева, например, при термитной сварке, даже в самые небольшие зазоры может зайти термитный шлак, может произойти окисление или вообще химическое перерождение металла, в результате чего в сечении стыка будут точки или небольшие не проваренные или полностью проваренные площадки.
При электросварке в местах неплотного смыкания торцов труб неизбежно будет большее сопротивление для прохождения тока (за счет воздушной прослойки) и менее равномерный нагрев; в местах воздушных прослоек при этом возможно образование „вольтовой дуги, сопровождающееся расплавлением металла, окислением, шлакообразованием и т. д. Таким образом, и при
(310)
электросварке точно так же могут получиться неполностью проваренные площадки и неравномерно уплотненный стык с посторонними включениями.
Для достижения параллельности торцевых 11лоскостей обычно торцы предназначенных для сварки труб обрабатывались порознь на токарном или другом станке, опиливались напильником под угольник, зачищались наждаком, а затем устанавливались в соответствующем зажимном устройстве, например, в термитном прессе или в стыковой электросварочной машине. Однако, все эти приемы даже при самой тщательной работе, хорошем оборудовании, приспособлениях и инструменте все же не достигали цели, так как цилиндрические поверхности самих прокатных труб не точеные и потому ни специальные инструменты, как, например, угольник, ни тщательность установки и зажима в специальных станках и приспособлениях не дают никакой гарантии того, что так порознь заготовленные торцы труб будут лежать в плоскостях, перпендикулярных к их осям. Кроме того, даже если бытакое вьшолнениеторцов порознь и удалось полностью, то все же при закладке этих же труб в зажимы термитHoro пресса или губки электросварочной машины (опять-таки за счет не калиброванной н не точеной цилиндрической поверхности самих труб) совершенно неизбежно произойдет расцентровка и несовпадение осей, а следовательно получатся непараллельные торцевые плоскости в стыке.
Кроме того, при применении наждачной бумаги или наждачных кругов для зачистки стыков, как это указывалось выше, на, торцах труб могут оставаться не металлические тела, которые при сварке в стыке могут способствовать неполному провару стыка.
Предлагаемое изобретение имеет целью устранение всех перечисленных недостатков и представляет собой способ стыковой сварки труб, согласно которому оба торца свариваемых труб предварительно Б холодном состоянии фрезеруются, будучи зажаты в том прессе, в котором будет производиться самая сварка, затем концы труб сильно сжимаются прессом в холодном состоянии, и полученный стык в холодном состоянии уплотняется роликовым приспособлением, так что, если бы его погрузить в воду или подвергнуть трубу изнутри гидравлическому давлению, то стык не пропускал бы воды даже до сварки, т. е. был бы плотным; только после этого производится самая сварка с нагревом стыка тем или иным способом.
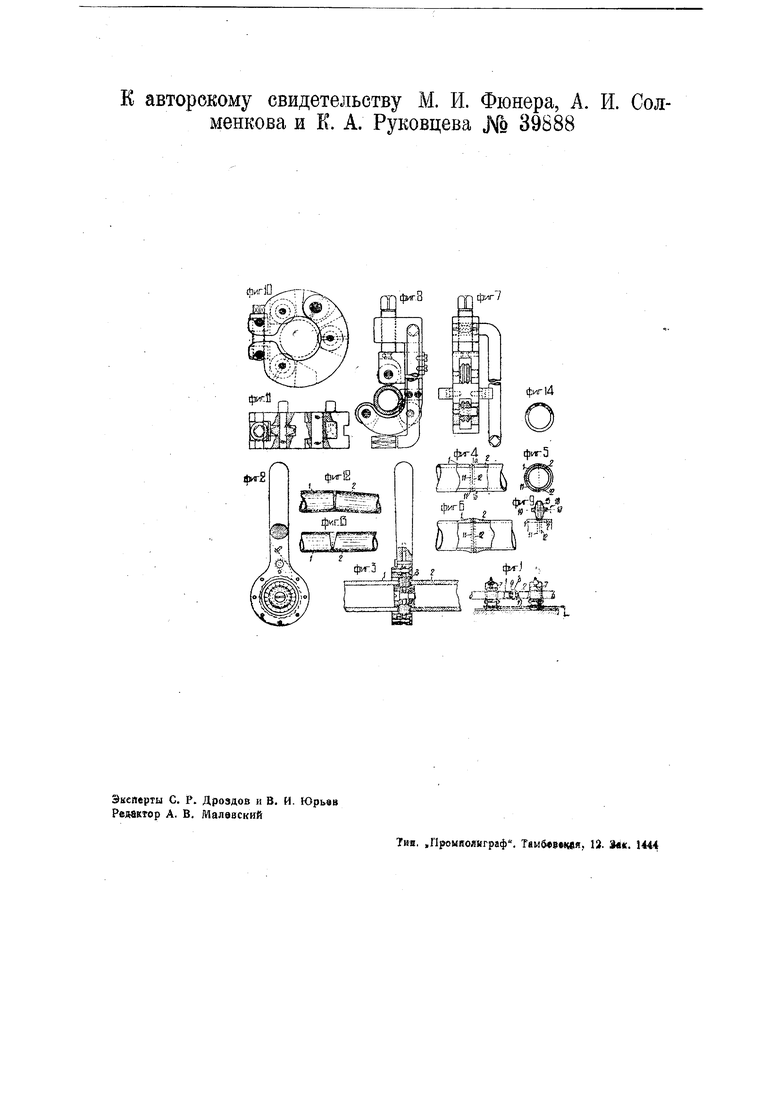
На чертеже фиг. 1 схематически изображает устройство для осуществления предлагаемого способа: фиг. 2 и 3-вид сбоку и продольный разрез двусторон. ней фрезы; фиг. 4-вид стыка с частичным разрезом; фиг. 5 - разрез по линии ав на фиг. 4; фиг. 6 - вид стыкапосле осадки свариваемых концов; фиг. 7 и 8- продольный и поперечный разрезы устройства для нанесения уплотняющих стык канавок: фиг. 9-вид сбоку роликового устройства по фиг. 7 и 8; фиг. 10 и 11-разрезы видоизмененного устройства для нанесения канавок; фиг. 12 вид сбоку стыка, в котором имеет место несовпадение осей свариваемых труб; фиг. 13 - вид сбоку стыка, в котором торцевые плоскости труб не параллельны; фиг. 14 -поперечное сечение стыка по фиг. 12 или 13 после сварки (чаркыми
точками и пятнами на фиг. 14 изображены непроваренные места).
Согласно предлагаемому изобретению торцы труб подготовляются не порознь, а одновременно, и, кроме того, без промежуточных перестановок, а сразу на месте в зажимах термитного пресса или в губках стыковой электросварочной машины. Для этого зажимы 7 (фиг. 1) несколько разводятся и в зазор между трубными торцами 1 и 2 вставляется двусторонняя фреза 8 (фиг. 2 и 3), которая имеет совершенно параллельные режущие плоскости 9 и 10. После этого зажимы 7, а с ними и трубные торцы 1 и 2 постепенно, периодически или непрерывно сдвигаются при одновременном вращении фрезы 8, срезающей все неровности и выступающие части торцевых плоскостей.
Фреза 8 может центрироваться своей осью по внутренней цилиндрической поверхности труб наружными скобами, по наружной цилиндрической поверхности труб и, наконец, не иметь никакой центрировки относительно внутренней или наружной цилиндрической поверхности труб, а вращаться свободно в удерживающей ее обойме, обеспечивая правильную работу только за счет параллельности своих рабочих торцевых плоскостей и соответствениной установки и зажатия между трубными торцами.
После фрезерования зажимы 7 немного раздвигаются, фреза 8 вынимается, а затем трубные торцы 1 и 2 доводятся до полного соприкосновения по всей плоскости стыка. При этом, естественно, эти торцы оказываются полностью параллельными и при сдвиге зажимов 7, до соприкосновения торцов, они точно совпадут в одну плоскость. Однако, одним сжатием трубных торцов 1 и 2 в холодном состоянии даже при полной их параллельности практически нельзя достигнуть абсолютно плотного смыкания стыка (особенно при односторонних термитных прессах или в супортах электросварочных машин) ибо для этого потребовались бы настолько большие усилия, что пришлось бы чрезмерно увеличивать мощность прессов или сварочных машии. Поэтому, согласно изобретению, место стыка подвергается предваритфльно дополаительном) холодному уплотнению путем специальной его чеканки.
Эта чеканка производится выдавливанием в металле концов труб, прилегающих к плоскости стыка, кольцеобразных канавок 11 и 12 (фиг. 4 и 5). Это выдавливание производится равномерно и одновременно по обеим сторонам стыка по всей окружности, в плоскостях, строго параллельных плоскости стыка. При этом частицы металла концов 1 и 2 вжимаются друг в друга до плотного сцепления, образуя даже до сварки в холодном состоянии уже совершенно плотный воздухо- и водонепроницаемый стык, так что самому процессу сварки остается только намертво закрепить это начальное холодное сцепление частиц и сделать стык совершенно однородным с полным проваром по всему его сеченню, что и достигается весьма легко соответствующей осадкой-сжатием после разогрева стыка до сварочного жара. После этого трубный стык, сваренный по предлагаемому настоящим изобретением способу, имеет в продольном разрезе вид, показанный на фиг. 6. Здесь концы I и 2 труб, в зависимости .от силы сжатия и величины осадки при сварке, несколько утолщены. Следы канавок 11 и 12 от чеканки, при желании, можно удалить специальным инструментом или напильником.
По данным автора, при сварке по предлагаемому способу внутри трубы в месте стыка совершенно отсутствуют какие-либо заусеницы, уступы, сужения и т. д., могущие так или иначе сузить проходное сечение трубы и создать добавочные сопротивления для прохода по трубам жидкостей, паров или газов. Сама чеканка сжатых в стыке труб 1 и 2 наиболее удобно и быстро производится с помощью специальных фасонных роликов 15 (фиг. 9). Эти ролики 15 сидят на осях 19 и, прижимаясь к трубному стыку специальным регулирующим эту силу нажатия нажимным устройством, обкатываются вокруг стыка, причем ось 19 образует концентрический по отношению к поверхности труб цилиндр; ролики при качении по трубному стыку, в свою очередь, вращаются вокруг своих осей 19 по стрелке 18. При применении нескольких роликов 15 они своими валиками-осями 19 закрепляются в общей рамке. Наиболее просто собрать их в виде трубообреза с тремя роликами, из которых дВа постоянно закреплены своими осями в обойме, а третий-нажимной-подвижный (фиг. 7 и 8). В этом случае надо следить за тем (или применять для этого достаточно хороший инструмент или специальную конструкцию, например, боковые установочные кольца и т. д.), чтобы каждый последующий ролик своими выступами входил в намеченные предшествующим роликом бороздыканавки 11, 12 и углублял их, не делая новых смежных с ними. Кроме описанного, устройство для чеканки может быть сделано также и в виде раскрывающегося шарнирного кольца с тремя вложенными в него и сидящими на своих осях фасонными роликами, В этом случае регулировка необходимого нажатия роликов на концы труб производится стяжным болтом, скрепляющим противоположные шарниру стороны полуколец обоймы (фиг. 10 и 11). Трубная роликовая чеканка для прессовой сварки труб, представленная на фиг. 7 и 8 в продольном и поперечном разрезах, по варианту „труборезного типа, имеет большой габарит, а на фиг. 10 и 11-также в продольном и поперечном разрезах, показан такой кольцевой тип, который обладает минимальным габаритом и допускает работу с ним в наиболее узких и тесных местах между соседними трубами.
Предмет изобретения.
Способ стыковой сварки, например, труб, отличающийся тем, что, с целью получения плотного шва, зачистку обоих концов свариваемых частей, например, путем фрезерования двусторонней фрезой, производят у труб, уже зажатых в приспособлении для сварки, после чего на концах свариваемых частей наносят путем вдавливания материала кольцеобразные канавки в плоскостях, параллельных плоскости стыка, по обе стороны от последнего. к авторскому свидетельству М. И. Фюнера, А. И. Солменкова и К. А. Руковцева № 39888
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для термитной сварки труб | 1933 |
|
SU42400A1 |
| Форма для термитной сварки труб | 1932 |
|
SU34895A1 |
| Форма для термитной сварки труб | 1933 |
|
SU38410A1 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ТОРЦЕВ ТРУБ | 1937 |
|
SU57231A1 |
| Прибор для чеканки | 1927 |
|
SU31857A1 |
| Станок для холодного изгибания труб | 1935 |
|
SU49750A1 |
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49749A1 |
| Устройство для нагибания труб | 1934 |
|
SU40684A1 |
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49748A1 |
| Устройство для изгибания труб | 1934 |
|
SU41314A1 |
unriQ

