Область техники
Настоящее изобретение относится к области площения жгутов и, в частности, к узлу и способу площения жгута, а также к площильной установке, содержащей такой узел.
Уровень техники
Согласно предшествующему уровню техники процесс площения жгута, например углеродной нити (3К, 6К, 12К, 24К, 50К, 320К), осуществлялся в узле площения жгута посредством инжектирования в него струи воздуха, посредством которой достигалось площение жгута, то есть изменение его свойств. В частности, жгут непрерывно подавался в указанный узел, в котором струя воздуха под высоким давлением, направленная на жгут, непосредственным образом осуществляла его площение. Один пример такой установки раскрыт в патенте США № 6722116. Однако такой узел площения имеет ряд недостатков. Во-первых, в таком узле невозможно было добиться равномерной структуры жгута, поскольку отраженный воздух мог попадать во входящую струю воздуха и, таким образом, ослаблять или сбивать направление входящего потока. Во-вторых, производство жгутов с разными параметрами было затруднено, поскольку для производства жгутов различных толщин необходимо было менять весь узел целиком.
Краткое описание изобретения
Таким образом, задачей настоящего изобретения является создание узла и способа площения жгута, которые устраняют указанные выше недостатки.
Согласно первому объекту изобретения создан узел площения жгута для площильной установки, содержащий: основание, закрепляемое на площильной установке на пути прохождения жгута и имеющее нижнюю поверхность и, по существу, плоскую верхнюю поверхность; отверстие для подсоединения вакуумного насоса, выполненное, по существу, в середине нижней поверхности основания; паз, выполненный в верхней поверхности основания, проходящий, по существу, поперек направления прохождения жгута и сообщающийся с отверстием для подсоединения вакуумного насоса; две пластины, имеющие выступ, форма которого соответствует форме паза, и устанавливаемые на верхней поверхности основания таким образом, чтобы выступ размещался в пазу, причем по меньшей мере одна пластина выполнена с возможностью перемещения вдоль паза для регулирования расстояния между пластинами, определяющего ширину площения жгута.
Предпочтительно, перемещение по меньшей мере одной пластины осуществляется вручную.
Предпочтительно, перемещение по меньшей мере одной пластины осуществляется электродвигателем.
Предпочтительно, обе пластины выполнены подвижными.
Предпочтительно, узел дополнительно содержит соединительный патрубок, закрепленный в отверстии, для присоединения насоса.
Предпочтительно, основание содержит отверстия для размещения средств крепления для его прикрепления к площильной установке.
Предпочтительно, средствами крепления являются болты.
Предпочтительно, основание содержит средства крепления для его крепления к площильной установке.
Предпочтительно, средства крепления выполнены в виде защелок.
Предпочтительно, нижняя поверхность имеет, по существу, плоскую форму.
Согласно второму объекту изобретения создана площильная установка, содержащая вышеописанный узел площения жгута.
Согласно третьему объекту изобретения, создан способ площения жгута в вышеописанном узле площения, при котором устанавливают заданную ширину площения жгута посредством перемещения по меньшей мере одной пластины для регулирования расстояния между пластинами узла площения; прикладывают вакуум к узлу площения с помощью вакуумного насоса через отверстие для приложения вакуума; подают жгут в узел площения по пути прохождения жгута; и осуществляют площение жгута при его прохождении через паз узла площения.
Техническим результатом настоящего изобретения является обеспечение такого процесса площения жгута, при котором обеспечивается равномерное площение жгута различных типоразмеров.
Преимуществом узла площения жгута, согласно изобретению, является оперативность регулирования, так как жгуты разных производителей имеют разную фактуру при одинаковом типоразмере. При площении в нерегулируемом узле площения жгута одни жгуты достигают заданной ширины, другие, из-за специфичного переплетения, не могут расплощиться до размера ширины нерегулируемого узла площения жгута. В этом случае при использовании заявленного узла площения жгута можно достичь необходимого результата. Для этого нужно всего лишь установить между подвижными пластинами расстояние, соответствующее заданной ширине выходящего жгута.
Краткое описание чертежей
Далее настоящее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых:
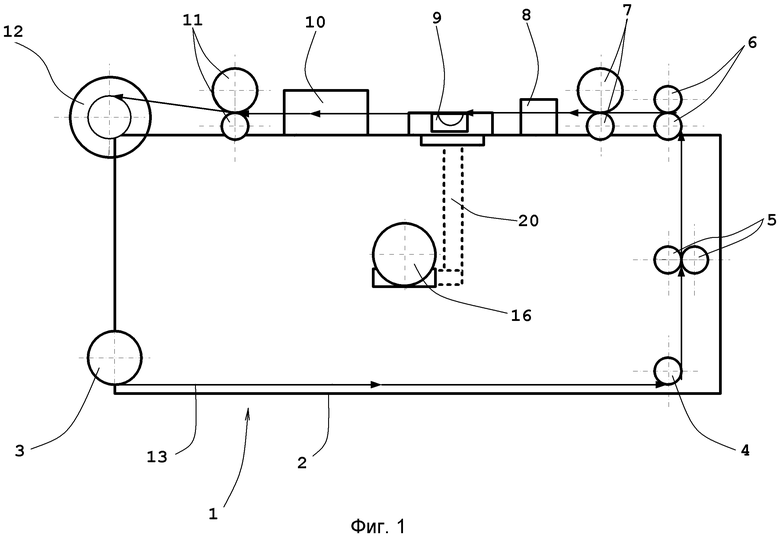
Фиг.1 - принципиальная схема площильной установки;
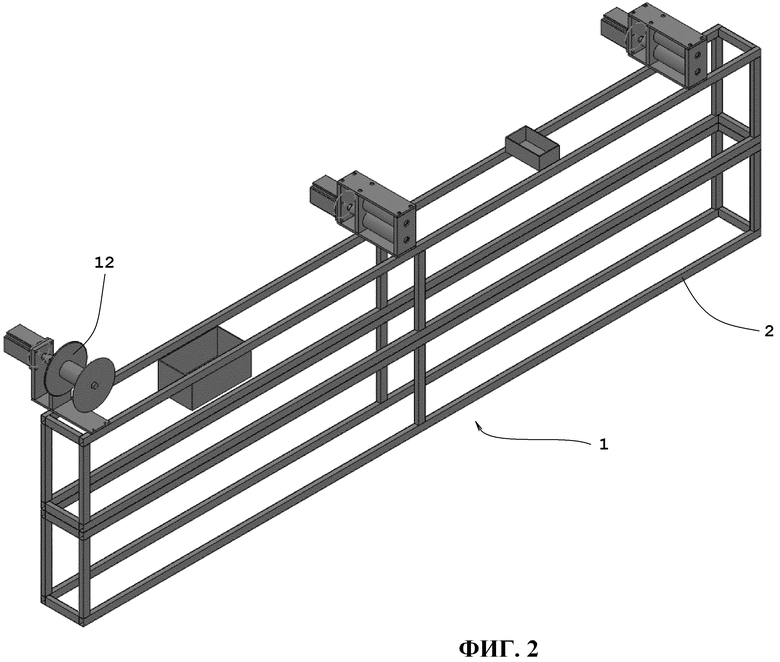
Фиг.2 - вид в перспективе варианта осуществления площильной установки;
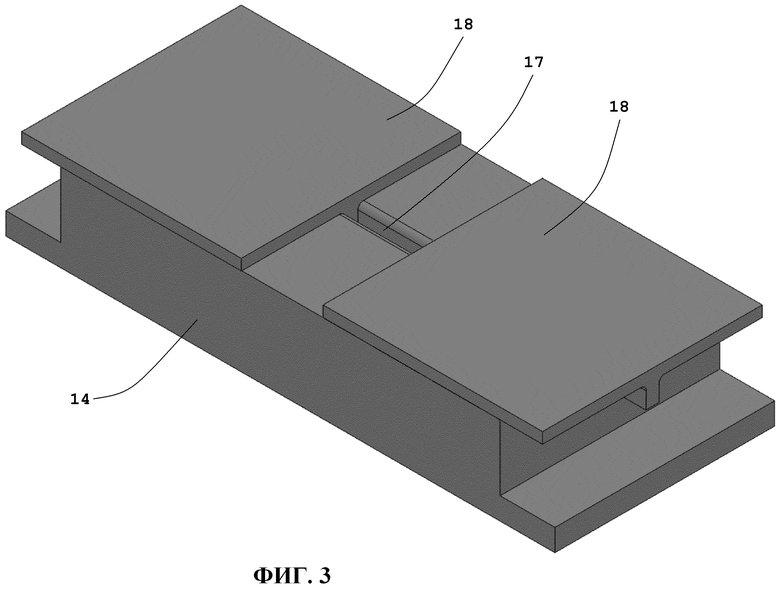
Фиг.3 - вид в перспективе узла площения жгута;
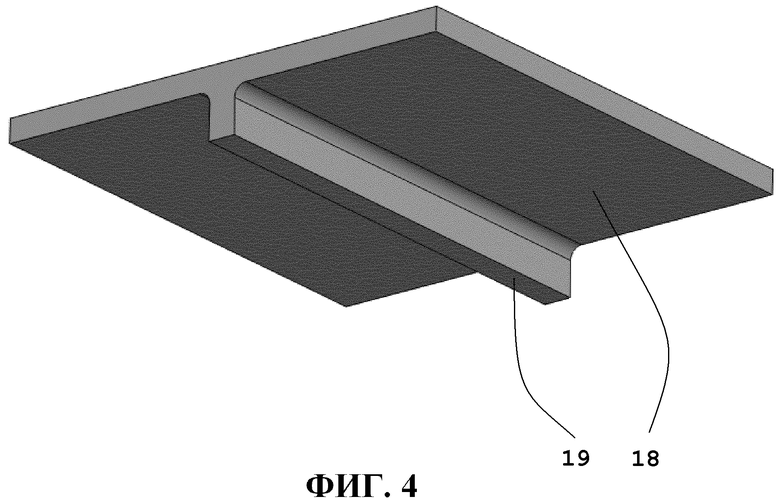
Фиг.4 - вид в перспективе пластины узла площения жгута;
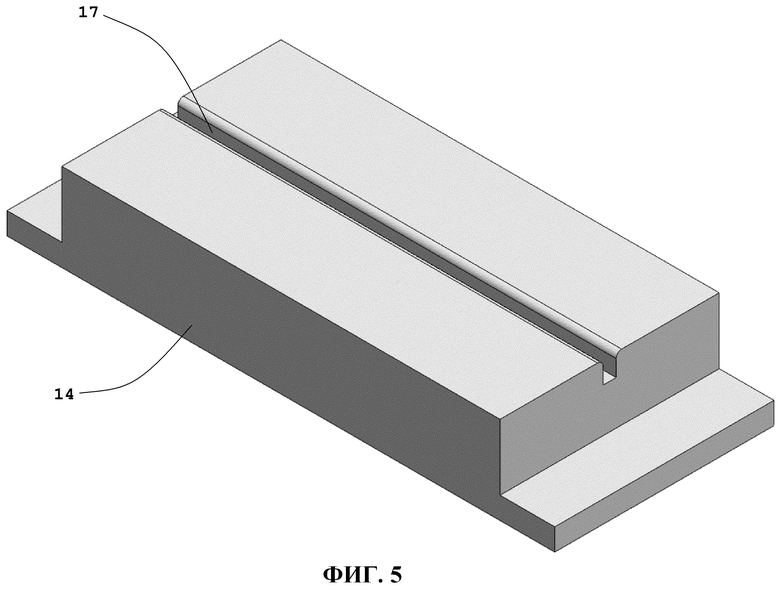
Фиг.5 - вид в перспективе узла площения жгута без пластин;
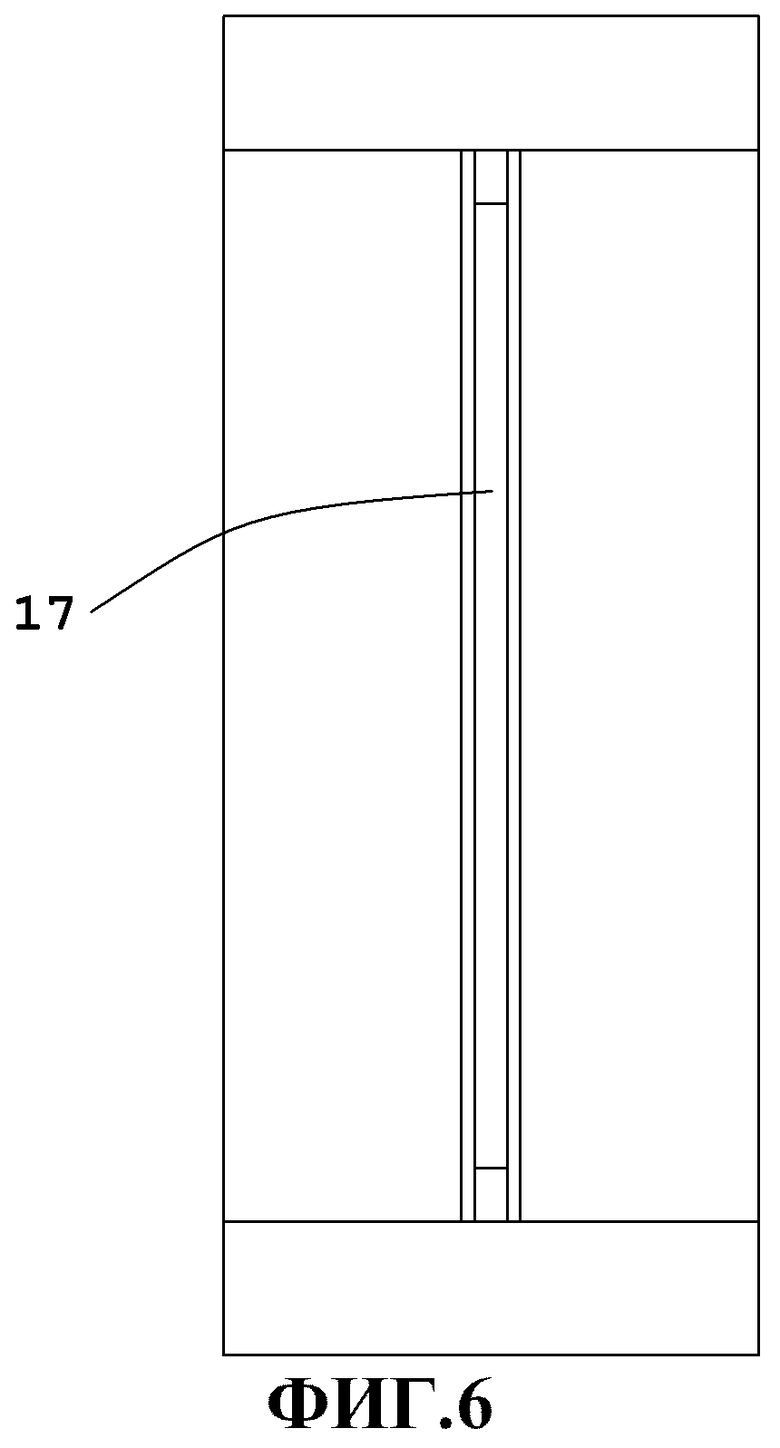
Фиг.6 - вид сверху узла площения жгута; и
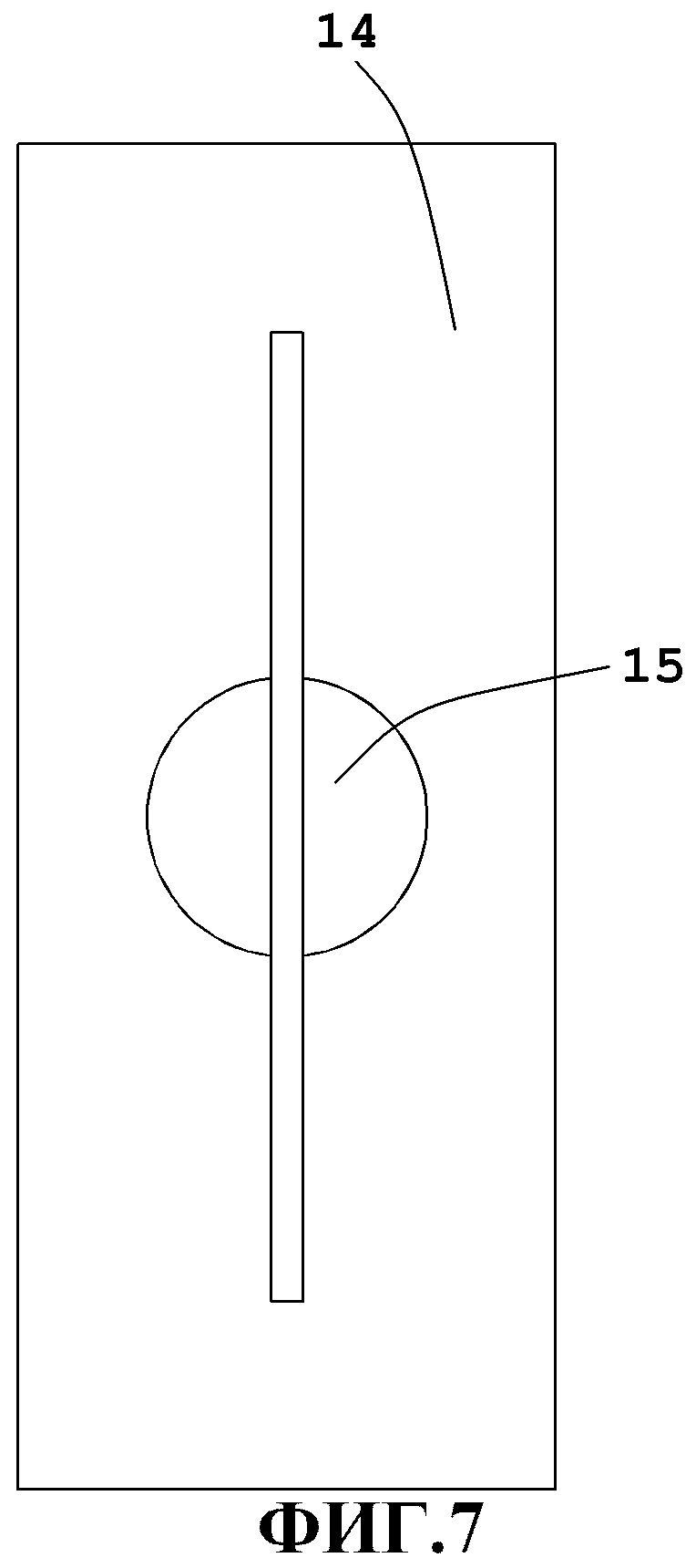
Фиг.7 - вид снизу узла площения жгута.
Подробное описание изобретения
Как показано на Фиг.1, площильная установка, согласно изобретению, в целом, обозначенная ссылочной позицией 1, содержит каркасную раму 2, на которую последовательно установлены: саморазматывающаяся бобина 3, предназначенная для размещения исходного материала и постепенного его разматывания; валы 4, 5 и 6 для центрирования жгута относительно продольной оси установки 1 и обеспечения заданного натяжения жгута; приводная пара валов 7 для разматывания жгута с саморазматывающейся бобины 3; трехосная кепсейка 8 для пропитки жгута аппретом; узел 9 площения жгута; печь 10 для сушки жгута после площения; приводная пара валов 11 для компенсации натяжения жгута после площения и приводной узел 12 для установки бобин или катушек, на которые наматывается площенный жгут. При этом на Фиг. 1 и 2 показан лишь пример каркасной рамы 2 площильной установки 1, и настоящее изобретение не ограничено таким вариантом выполнения площильной установки. Например, площильная установка может быть выполнена в линию, без использования рамы 2.
Для получения готового жгута устанавливают бобину 3 с исходным материалом в виде нити 13 из углеродного волокна на раме 2. Бобину 3 устанавливают с возможностью саморазматывания на оси вращения, которая может быть закреплена на раме 2. Кроме того, для стопорения бобины 3 может быть предусмотрен фиксатор. Затем, нить 13 пропускают через валы 4, 5 и 6 для обеспечения ее центрирования относительно продольного направления установки 1. Валы 4, 5 и 6 устанавливаются посредством подшипников скольжения на раме 2.
Далее, нить 13 пропускают через приводную пару валов 7, которые осуществляют разматывание нити 13 с бобины 3. При этом один из валов 7 является ведущим валом, связанным с электродвигателем, а второй вал 7 является ведомым валом. Оба вала 7 имеют покрытие, например, из резины для исключения проскальзывания нити 13.
После приводной пары валов 7 нить 13 поступает в трехосную кепсейку 8, где нить 13 пропитывается аппретом, то есть склеивающей волокна текучей средой, которая обеспечивает постоянную ширину нити 13 после площения. При этом кепсейка может иметь любую конфигурацию, используемую в данной области техники. Например, нить 13 может пропускаться над первым валом, заходить под второй вал, погружаясь в аппрет, и выходить над третьим валом, который может обеспечивать отвод лишнего аппрета за счет отжима нити.
После пропитки нити 13 аппретом нить 13 заходит в узел 9 площения жгута. Узел 9 площения жгута площильной установки 1 содержит основание 14, закрепляемое на площильной установке на пути прохождения жгута 13 и имеющее нижнюю поверхность и, по существу, плоскую верхнюю поверхность. Кроме того, узел 9 площения жгута содержит отверстие 15 для подсоединения вакуумного насоса 16, выполненное, по существу, в середине нижней поверхности основания 14; а также паз 17, выполненный в верхней поверхности основания 14, проходящий, по существу, поперек направления прохождения жгута 13 и сообщающийся с отверстием 15 для подсоединения вакуумного насоса 16. Также, узел 9 площения жгута содержит две пластины 18, имеющие выступ 19, форма которого соответствует форме паза 17. Пластины 18 устанавливаются на верхней поверхности основания 14 таким образом, чтобы выступ 19 размещался в пазу 17, причем по меньшей мере одна пластина 18 выполнена с возможностью перемещения вдоль паза 17 для регулирования расстояния между пластинами 18, определяющего ширину площения жгута 13.
Таким образом, для осуществления площения нити 13 и получения жгута в указанном узле 9 площения жгута: устанавливают заданную ширину площения жгута посредством перемещения по меньшей мере одной пластины 18 для регулирования расстояния между пластинами 18 узла 9 площения; прикладывают вакуум к узлу 9 площения с помощью вакуумного насоса 16 через отверстие 15 для приложения вакуума; подают жгут в узел 9 площения по пути прохождения жгута; и осуществляют площение жгута при его прохождении через паз 17 узла 9 площения за счет приложенного вакуума.
Перемещение по меньшей мере одной пластины 18 может осуществляться либо вручную оператором, либо электродвигателем. При этом, предпочтительно, обе пластины 18 выполнены подвижными.
Указанный узел 9 площения жгута может дополнительно содержать соединительный патрубок 20, закрепленный в отверстии 15, для присоединения насоса 16, так что насос может быть отнесен на любое необходимое расстояние от узла 9 площения жгута. Для удобства крепления узла 9 площения жгута его основание 14 может содержать отверстия для размещения средств крепления для его прикрепления к площильной установке. Средствами крепления могут быть винты, болты, защелки, шпильки и т.д.
Нижняя поверхность узла 9 площения жгута может иметь, по существу, плоскую форму, хотя она не ограничена такой формой. То есть нижняя поверхность узла 9 площения жгута может иметь любую подходящую форму для ее крепления по месту, в том числе криволинейную, округлую и т.д. Кроме того, на верхней поверхности основания 14 может быть нанесена шкала для удобства выставления расстояния между пластинами 18, которое определяет выходной размер жгута, хотя операция установки заданного расстояния между пластинами может быть осуществлена и иным способом, например, посредством штангенциркуля перед началом процесса площения жгута.
Далее, площеный жгут направляют в печь 10 для сушки жгута после площения. Выпаривание аппрета происходит при температуре около 120°С. После того как жгут высушивают в печи 10, его с помощью приводной пары валов 11, которые аналогичны валам 7 и компенсируют натяжения жгута после площения, наматывают посредством приводного узла 12 на бобину или катушку для готовых изделий.
Как было показано, узел площения жгута согласно настоящему изобретению обеспечивает быструю и простую эксплуатацию, при которой жгуты быстро и просто подвергаются операции площения.
Хотя изобретение показано и описано со ссылками на некоторые варианты его осуществления, специалистам в данной области техники будет понятно, что в них можно вносить различные изменения по форме и в деталях без отхода от сущности и объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ площения жгута, способ производства однонаправленного полотна и установка для производства однонаправленного полотна | 2018 |
|
RU2685341C1 |
| Способ разделения углеродного волокна и установка для его осуществления | 2018 |
|
RU2687648C1 |
| СПОСОБ РАСПРАВЛЕНИЯ УГЛЕРОДНОГО ЖГУТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2462542C2 |
| АРМИРОВАННАЯ ГРАФИТОВАЯ ФОЛЬГА | 2009 |
|
RU2410359C1 |
| УСТАНОВКА ДЛЯ РАСПРАВЛЕНИЯ УГЛЕРОДНОГО ЖГУТА | 2011 |
|
RU2435877C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2541068C2 |
| УСТАНОВКА ДЛЯ МОДИФИКАЦИИ ПОВЕРХНОСТИ УГЛЕРОДНЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ В ГАЗОВОЙ АТМОСФЕРЕ | 1992 |
|
RU2085628C1 |
| СПОСОБ РАСПРАВЛЕНИЯ НЕКРУЧЕНОГО ВОЛОКНА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471900C1 |
| УСТРОЙСТВО И СПОСОБ СПИРАЛЬНОЙ ОБМОТКИ В ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 2018 |
|
RU2693979C1 |
| Устройство размотки и скручивания ровинга | 2024 |
|
RU2829693C1 |
Предложен узел площения жгута для площильной установки, содержащий основание, закрепляемое на площильной установке на пути прохождения жгута и имеющее нижнюю поверхность и, по существу, плоскую верхнюю поверхность, отверстие для подсоединения вакуумного насоса, выполненное, по существу, в середине нижней поверхности основания; паз, выполненный в верхней поверхности основания, проходящий, по существу, поперек направления прохождения жгута и сообщающийся с отверстием для подсоединения вакуумного насоса; две пластины, имеющие выступ, форма которого соответствует форме паза, и устанавливаемые на верхней поверхности основания таким образом, чтобы выступ размещался в пазу, причем по меньшей мере одна пластина выполнена с возможностью перемещения вдоль паза для регулирования расстояния между пластинами, определяющего ширину площения жгута. Кроме того, предложена площильная установка, содержащая такой узел, и способ площения жгута в указанном узле. Изобретение позволяет равномерно площить жгут различных типоразмеров. 3 н. и 9 з.п. ф-лы, 7 ил.
1. Узел площения жгута для площильной установки, содержащий:
- основание, закрепляемое на площильной установке на пути прохождения жгута и имеющее нижнюю поверхность и, по существу, плоскую верхнюю поверхность,
- отверстие для подсоединения вакуумного насоса, выполненное, по существу, в середине нижней поверхности основания,
- паз, выполненный в верхней поверхности основания, проходящий, по существу, поперек направления прохождения жгута и сообщающийся с отверстием для подсоединения вакуумного насоса,
- две пластины, имеющие выступ, форма которого соответствует форме паза, и устанавливаемые на верхней поверхности основания таким образом, чтобы выступ размещался в пазу, причем по меньшей мере одна пластина выполнена с возможностью перемещения вдоль паза для регулирования расстояния между пластинами, определяющего ширину площения жгута.
2. Узел по п.1, в котором перемещение по меньшей мере одной пластины осуществляется вручную.
3. Узел по п.1, в котором перемещение по меньшей мере одной пластины осуществляется электродвигателем.
4. Узел по п.1, в котором обе пластины выполнены подвижными.
5. Узел по п.1, дополнительно содержащий соединительный патрубок, закрепленный в отверстии, для присоединения насоса.
6. Узел по п.1, в котором основание содержит отверстия для размещения средств крепления для его прикрепления к площильной установке.
7. Узел по п.6, в котором средствами крепления являются болты.
8. Узел по п.1, в котором основание содержит средства крепления для его крепления к площильной установке.
9. Узел по п.8, в котором средства крепления выполнены в виде защелок.
10. Узел по п.1, в котором нижняя поверхность имеет, по существу, плоскую форму.
11. Площильная установка, содержащая узел площения жгута по любому из предшествующих пунктов.
12. Способ площения жгута в узле площения по любому из пп.1-10, при котором:
- устанавливают заданную ширину площения жгута посредством перемещения по меньшей мере одной пластины для регулирования расстояния между пластинами узла площения,
- прикладывают вакуум к узлу площения с помощью вакуумного насоса через отверстие для приложения вакуума,
- подают жгут в узел площения по пути прохождения жгута и
- осуществляют площение жгута при его прохождении через паз узла площения.
| US 6722116 В1, 20.04.2004 | |||
| US 2004168425 А1, 02.09.2004 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| СПОСОБ ПЕРЕРАБОТКИ ЖГУТОВ ХИМИЧЕСКИХ ВОЛОКОН И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2039135C1 |

