Изобретение относится к кабельной промышленности, в частности к производству эмалированных проводов.
Известен способ изготовления эмалированных проводов погружением. Способ заключается в том, что в ванну с лаком погружают направляющие ролики, и проволока с захваченным при движении лаком поступает в эмальпечь [1].
Недостатком способа изготовления эмалированных проводов погружением является то, что он применим только для маловязких масляных лаков, которые имеют высокое содержание пленкообразующих и в значительной степени изменяют вязкость в процессе эмалирования.
Наиболее близким техническим решением к заявляемому является способ, который заключается в подводе тепла к проволоке, многократном нанесении на проволоку пленкообразующего вещества с последующим подводом тепла к проволоке с нанесенным пленкообразующим веществом для его термозапечки, причем тепло к проволоке подводят в количестве, достаточном для желатинизации пленкообразующего вещества, а последующий подвод тепла производится после нанесения каждого слоя [2].
Недостатком способа-прототипа является также то, что пленку эмальизоляции на провод наносят послойно, в течение многократных проходов провода через калибры. При этом после каждого прохода пленку эмальизоляции отверждают путем воздействия на нее тепловой энергией. Это приводит к неоправданно высоким затратам энергии.
Эмалирование проволоки в типовых агрегатах стремятся осуществлять при некоторой постоянной скорости, которую в специальной литературе называют допустимой скоростью эмалирования. Эта постоянная допустимая скорость эмалирования Vдоп в каждом конкретном случае рассчитывается с учетом времени пленкообразования, толщины эмальизоляции, свойств эмалировочного лака и высоты печи. Однако обеспечить постоянство скорости движения провода не всегда удается.
Под действием случайных факторов (нестабильности напряжения питания электрической сети, из-за ошибок оператора и т.п.) скорость движения провода может изменяться в некоторых пределах. В результате этого нарушаются режимы нанесения эмали на поверхность провода, ее толщина, и время подвода тепла при желатинизации пленкообразующего вещества, что оказывает влияние на качество эмальизоляции.
Таким образом, способ-прототип не позволяет получить даже при оптимальных сочетаниях режимов эмалирования высокого качества эмалевой изоляции и характеризуется повышенными энергозатратами.
Целью изобретения является повышение качества проводов и снижение энергозатрат.
Поставленная цель достигается тем, что в способе изготовления эмалированных проводов, при котором на движущуюся проволоку наносят эмальизоляцию с последующим подводом тепла к проволоке с нанесенной на нее эмальизоляцией, процесс нанесения слоя эмальизоляции осуществляют анофорезом, при этом проволоку протягивают через залитый в узел нанесения эмальизоляции электрофоретический состав, состоящий из следующих компонентов, в мл/л:
лак ПЭ-939 марки В - (290-300),
1% -нашатырный спирт 1%-NH4OH - (110÷120),
диоксан (C4H8O2) - остальное,
и осаждение эмальизоляции осуществляют при плотности тока, которую изменяют в диапазоне допустимых плотностей тока анофореза (2÷10) мА/см2 пропорционально скорости движения провода в соответствии с выражением  , где d - толщина эмальизоляции, м, ρ - плотность эмали, кг/м3, k - выход сухого остатка по току, кг/А × сек, L - длина участка провода, погруженного в электрофоретический состав, в м, Vпр - скорость движения провода, м/сек.
, где d - толщина эмальизоляции, м, ρ - плотность эмали, кг/м3, k - выход сухого остатка по току, кг/А × сек, L - длина участка провода, погруженного в электрофоретический состав, в м, Vпр - скорость движения провода, м/сек.
Сущность изобретения заключается в следующем.
Электроосаждение как метод получения лакокрасочных покрытий нашел промышленное применение примерно в середине 60-х годов. Быстрое распространение этого метода связано с целым рядом достоинств, из которых наиболее существенными являются:
а) высокая равномерность получаемых покрытий по толщине и ее относительная независимость от конфигурации и габаритов изделия;
б) более высокая коррозионная стойкость осаждаемых пленок по сравнению с пленками, полученными традиционным способом;
с) высокая экономичность при достаточно большой производительности;
д) возможность регулирования толщины пленок с помощью изменения плотности тока или потенциала;
е) быстрота роста покрытий;
ж) возможность автоматизации технологического процесса и проведение его при обычных условиях (комнатной температуре и нормальном давлении).
Электрохимические полимерные покрытия - одно из направлений современного развития лакокрасочной технологии.
Практическое применение электрохимических полимерных покрытий сдерживается недостаточной изученностью процессов формирования пленки на подложке.
Процесс нанесения диэлектрических пленок электроосаждением на поверхность металлических изделий состоит в следующем. В ванну с электрофоретическим составом погружается изделие, к которому подведен один из полюсов источника постоянного тока. Под действием постоянного электрического поля в среде с высокой диэлектрической проницаемостью осуществляется перенос ионов или ионизированных мицелл пленкообразователя в направлении приложенного поля (к изделию). Осаждение пленкообразующего материала начинается на острых кромках и выступах изделия, плотность заряда на которых наиболее высока. По мере увеличения осажденного слоя происходит перераспределение силовых линий поля, и пленка равномерной толщины покрывает все изделие.
Выход осадка зависит от продолжительности электроосаждения и от количества поглощенного электричества и лимитируется электрическим сопротивлением полученного слоя. По мере нарастания толщины покрытия она вначале возрастает линейно от времени осаждения, затем, при достижении некоторой критической толщины пленки, зависящей от свойств состава, происходит уменьшение плотности тока и снижение скорости электроосаждения. Поэтому электроосаждение можно рассматривать как процесс с саморегулирующимися значениями толщины и сплошности покрытий.
Полиион пленкообразующего в составе должен нести заряд, противоположный по знаку заряда изделия. В соответствии с этим различают электроосаждение на аноде, или анодное осаждение (анофорез), и электроосаждение на катоде, или катодное осаждение (катофорез).
Основными характеристиками электрофоретических систем являются: рассеивающая способность, условный выход по току, удельная электропроводность.
Под рассеивающей способностью понимают свойство лакокрасочного материала проникать в труднодоступные места окрашиваемых изделий и образовывать равномерные по толщине покрытия. Рассеивающая способность зависит от режима электроосаждения и от состава материала (пленкообразующего, растворителя, электролита и др.).
Условный выход по току показывает, сколько лакокрасочного материала осаждается на поверхности изделия при протекании определенного количества электричества. Этот показатель важен для оценки энергозатрат.
Удельная электропроводность - величина, показывающая способность лакокрасочного материала проводить электрический ток. Она зависит от природы пленкообразующего, рН (кислотности) и температуры состава. Поскольку единой теории электрофореза нет, то поиск составов, обладающих электрофоретическими свойствами и отработка режимов электрофореза осуществляется экспериментально.
Для проводов марки ПЭТВ по нагревостойкости, соответствующей классу F (155°С) или классу Н (180°С), используют наиболее распространенный в отечественной кабельной промышленности лак электроизоляционный ПЭ-939 ТУ 16-504.026-74.
В исходном состоянии лак ПЭ-939 не обладает электрофоретическими свойствами, и его наносят на поверхность движущейся проволоки последовательными слоями, пропуская проволоку через узел нанесения эмали и калибры соответствующего диаметра. Каждый слой нанесенной эмалевой пленки подвергают тепловому воздействию, в процессе которого пленку отверждают.
Лак ПЭ-939 выпускают трех марок А, Б и В, отличающихся по вязкости, которая определяется количеством пленкообразующего в нем. Наиболее вязким является лак ПЭ-939 марки В. Именно эта марка лака как содержащая наибольшее количество пленкообразующего использовалась в заявляемом нами способе.
Выявление оптимального компонентного соотношения в электрофоретическом составе осуществляли экспериментальным путем, с применением теории планирования эксперимента. Было выявлено, что процесс электроосаждения эмальизоляции можно реализовать при следующих отношениях компонентов электрофоретического состава (в мл/л):
лак ПЭ-939 марки В - (290÷300);
1% - нашатырный спирт 1% - NH4OH - (110÷120);
диоксан (C4H8O2) - остальное.
Электрофоретическое осаждение пленкообразующего происходило при всех указанных соотношениях компонентов. Выход концентрации компонентов электрофоретического состава за указанные диапазоны приводил к снижению качественных показателей эмальизоляции (равномерность пленки, электрическая и механическая прочность и др.).
При указанном соотношении компонентов электрофоретического состава величина получаемой толщины электрофоретической пленки зависит от плотности тока электрофореза и времени проведения электроосаждения. Было установлено, что качественные пленки получаются в диапазоне плотностей тока от 2 мА/см2 до 10 мА/см2. При плотностях тока величиной меньше 2 мА/см2 пленка становится рыхлой, и качество эмальизоляции ухудшается. Увеличение плотностей тока за 10 мА/см2 приводило к повышенному растворению материала проволоки, к дефектообразованию в осажденной пленке, что также ухудшало качество эмальизоляции.
Время проведения электроосаждения пленкообразующего зависит от скорости эмалирования. Эмалирование проволоки в типовых агрегатах стремятся осуществлять при некоторой постоянной допустимой скорости Vдоп.
Однако обеспечить постоянство скорости движения провода при эмалировании не всегда удается. Поэтому реальная скорость протягивания провода Vпр в процессе эмалирования не равняется допустимой скорости эмалирования Vдоп, а изменяется при эмалировании в некотором диапазоне значений около величины Vдоп, что следует учитывать в предлагаемом способе.
Масса m пленкообразующего вещества, осевшая на металлическую основу, прямо пропорциональна прошедшему через электрофоретический состав заряду q:  .
.
В свою очередь  , где k - выход сухого остатка пленкообразующего по току, кг/А×с, ток электрофореза J, А; и t - время электрофореза, с.
, где k - выход сухого остатка пленкообразующего по току, кг/А×с, ток электрофореза J, А; и t - время электрофореза, с.
Подставив в формулу (1) выражение (2), получим:  .
.
Выразим ток J через произведение плотности тока j на площадь S части поверхности проволоки, погруженной в электрофоретический состав:
 , где L - длина погруженного в электрофоретический состав участка провода, м; r - радиус провода, м; D=2r - диаметр проволоки.
, где L - длина погруженного в электрофоретический состав участка провода, м; r - радиус провода, м; D=2r - диаметр проволоки.
Время t анофореза определяется длиной погруженного в электрофоретический состав участка провода L и скоростью протягивания проволоки Vпр:  .
.
Подставив последовательно в формулу (1) выражения (2), (3), (4), (5), получим:  , где k - выход сухого остатка пленкообразующего по току, кг/A×c; j - плотность тока, А/м2; S - площадь поверхности провода, находящегося в электрофоретическом составе, м2; L - длина ванны (длина погруженного в электрофоретический состав участка провода), м; r - радиус провода, м; Vпр - скорость протягивания провода, м/с; D - диаметр провода, м.
, где k - выход сухого остатка пленкообразующего по току, кг/A×c; j - плотность тока, А/м2; S - площадь поверхности провода, находящегося в электрофоретическом составе, м2; L - длина ванны (длина погруженного в электрофоретический состав участка провода), м; r - радиус провода, м; Vпр - скорость протягивания провода, м/с; D - диаметр провода, м.
С другой стороны, массу m эмалевой пленки на участке провода длиной L можно определить по формуле:  где ρ - плотность эмали, кг/м3; d - толщина эмалевой изоляции, м.
где ρ - плотность эмали, кг/м3; d - толщина эмалевой изоляции, м.
Так как диаметр провода D много меньше толщины эмали d (D<<d), то выражение (7) можно упростить и записать 
Приравняв правые части выражений (5) и (8) друг к другу и преобразовав полученное выражение относительно плотности тока j, получим: 
При эмалировании скорость движения проволоки под действием случайных факторов может изменяться в диапазоне некоторых значений. При уменьшении скорости провода каждый его участок будет проходить узел нанесения эмальизоляции дольше, чем при ее увеличении. Так как толщина наносимой анофоретическим путем пленки эмальизоляции зависит от времени осаждения и плотности тока анофореза, то на тех участках проволоки, которые прошли узел нанесения эмальизоляции с меньшей скоростью, упомянутая толщина будет больше, а на тех участках, которые прошли узел нанесения эмальизоляции с большей скоростью, она будет меньше. Для обеспечения стабильных значений толщины эмальизоляции необходимо устранять эти отрицательные последствия колебаний скорости провода. Это достигается путем изменения плотности тока анофореза в упомянутом допустимом диапазоне значений плотностей тока анофореза (2÷10) мА/см2 прямо пропорционально скорости движения провода в соответствии с выражением  , где d - толщина эмальизоляции, м; ρ - плотность эмали, кг/м3; k - выход сухого остатка по току, кг/А×сек; Vпр - скорость движения провода, м/сек.
, где d - толщина эмальизоляции, м; ρ - плотность эмали, кг/м3; k - выход сухого остатка по току, кг/А×сек; Vпр - скорость движения провода, м/сек.
Коэффициент пропорциональности между плотностью тока j и скоростью протягивания провода Vпр определяет крутизну изменения плотности тока в зависимости от скорости протягивания проволоки, и его значение отражается в процессе регулировки постоянного регулируемого источника тока.
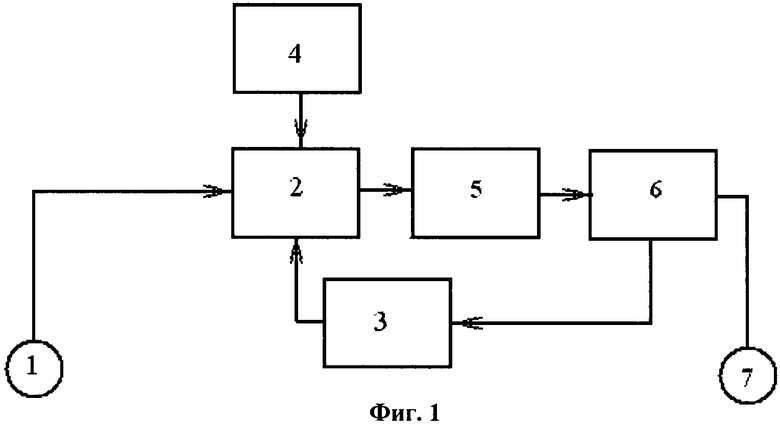
На фиг.1 представлена структурная схема устройства для изготовления эмалированных проводов. На фиг.2 приведена схема узла нанесения эмальизоляции. На фиг.3 представлена схема датчика скорости, служащего для подачи управляющих импульсов, пропорциональных скорости продвижения провода, на вход источника постоянного регулируемого тока. Фиг.1, фиг.2, фиг.3 служат для пояснения сущности изобретения.
Предлагаемый способ может быть реализован с помощью устройства для изготовления эмалированных проводов, структурная схема которого изображена на фиг.1. Устройство (фиг.1) содержит отдающее 1 и приемное 7 приспособления. Между ними последовательно по ходу продвижения проволоки расположены узел нанесения эмальизоляции 2 на проволоку, источник постоянного регулируемого тока с амперметром 3, емкость с пленкообразующим веществом 4, узел подвода тепла к проволоке с нанесенным пленкообразующим веществом 5, датчик скорости 6.
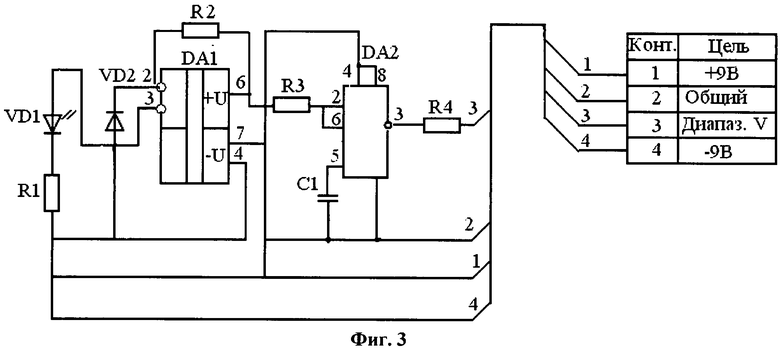
Узел нанесения эмальизоляции 2 (фиг.2) состоит из корпуса 8, который выполнен в виде полого тела из электропроводного материала. Торцы тела заглушены электроизоляционными крышками 9 и 10. В крышки вмонтированы металлические входной 11 и выходной 12 калибры. Диаметр входного калибра равен диаметру D проволоки 13, а диаметр выходного калибра равен сумме диаметра проволоки и сдвоенной толщины неотвержденной пленки эмальизоляции D+2dж. Узел нанесения эмальизоляции снабжен системой подвода и пленкообразующего вещества, состоящего из трубопровода 16 и насоса 17. Выход емкости с пленкообразующим веществом 4 через систему подвода пленкообразующего вещества, состоящую из трубопровода 16 и насоса 17, соединен с узлом нанесения эмальизоляции 2. Вход источника постоянного регулируемого тока 3 подключен к выходу датчика скорости 6. Выход источника постоянного регулируемого тока 3 через амперметр 16 положительным полюсом подключен к проволоке 13, а отрицательным полюсом - к корпусу 8 узла нанесения эмальизоляции 2. Провод с отвержденной эмальизоляцией из узла подвода тепла к проволоке с нанесенным пленкообразующим веществом сматывается на приемное устройство 7, состоящее из вращающейся катушки.
Позицией 14 обозначен провод с нанесенной на него анофорезом пленкой эмалевой изоляции, а позицией 15 обозначен электрофоретический состав.
Устройство работает следующим образом. Проволока с отдающего устройства 1 поступает в узел нанесения эмальизоляции 2, куда через трубопровод 16 с помощью лаковых насосов 17 подается из емкости 4 пленкообразующее вещество 4. Так как источник постоянного регулируемого тока 3 подключен положительным полюсом к проводу 13, а отрицательным - к корпусу 8 узла нанесения эмальизоляции 2, то на проволоке 13 начинается анофоретическое осаждение пленкообразующего из электрофоретического состава 15, залитого в узел нанесения эмальизоляции 2. В связи с тем, что на провод 13 подан положительный потенциал от источника постоянного регулируемого тока 3, а на корпус 8 узла нанесения эмальизоляции 2 отрицательный потенциал, то провод 13 необходимо изолировать от корпуса 8. Эту роль выполняют крышки 9 и 10, являющиеся по сути проходными изоляторами из воздуха в электрофоретический состав. В крышки 9 и 10 вмонтированы входной 11 и выходной 12 калибры. Их основное предназначение - это предотвращение вытекания электрофоретического состава из узла 2 нанесения эмальизоляции. Поэтому диаметр отверстия входного калибра 11 соответствует диаметру D проволоки 13, а диаметр выходного калибра 12 равен сумме диаметра проволоки и сдвоенной толщины неотвержденной пленки эмальизоляции D+2dж. Несмотря на то что в процессе анофореза пленка пленкообразующего ложится равномерно на весь провод, тем не менее при выходе проволоки из узла нанесения пленкообразующего 2 могут образоваться некоторые подтеки. Поэтому выходной калибр 12 служит также для устранения излишков пленкообразующего и дополнительного выравнивания нанесенной на провод электрофоретической пленки. Поскольку нанесенный в процессе анафореза на проволоку сухой остаток пленкообразующего содержит некоторое количество растворителя и не запечен, то толщина этой коллоидной пленки эмали dж на (8÷15) % толщины d отверженной пленки эмальизоляции. Это учитывают при изготовлении отверстия в выходном калибре 12. Из узла нанесения эмальизоляции проволока поступает в узел 5 подвода тепла к проволоке с нанесенным на нее пленкообразующим. На выходе из узла 5 установлен датчик скорости 6, который преобразует скорость движения провода в напряжение (ток). При изменении скорости движения провода датчик скорости 6 изменяет уровень тока электрофореза на величину, пропорциональную величине изменения скорости продвижения провода в эмальагрегате. За счет этого толщина осаждаемой электрофоретической пленки пленкообразующего стабильно поддерживается на одном и том же уровне. Это позволяет исключить влияние скорости продвижения провода на качество его эмальизоляции.
На фиг.3 приведена схема датчика скорости 6 (фиг.1 и фиг.2). Выход датчика скорости 6 соединен с входом источника постоянного регулируемого тока 3 (фиг.1 и фиг.2). Датчик скорости 6 состоит из прозрачного диска с затемненными сегментами. Диск посажен на одну ось с ведущим роликом. По обе стороны от диска диаметрально противоположно расположен фотодиод VD1 и VD2. При протягивании провода вращается ведущий ролик, а вместе с ним и диск, попеременно закрывая и открывая световой поток, идущий от светодиода к фотодиоду. С выходов DA2 и DA3 таким образом поступают противофазные прямоугольные импульсы, период следования которых равен времени прохождения провода через датчик.
Регулируемый источник постоянного тока представляет собой схему регулируемого стабилизатора тока, на вход которого с выхода датчика скорости подаются импульсы, пропорциональные величине скорости. Нагрузкой служит слой электрофоретического состава между корпусом узла нанесения эмальизоляции и проводом.
Пример конкретного выполнения
По заявляемому способу осуществлялось эмалирование медного провода диаметром D=0,67 мм. Заданная толщина эмальизоляции d равна 20 мкм. Эмалирование осуществляли при помощи устройства, элементы которого приведены на фиг.1, фиг.2, фиг.3. Корпус 8 узла нанесения эмальизоляции 2 был выполнен из отрезка стальной трубы, внутренний диаметр которой был равен 20 мм, а наружный - 24 мм. Длина стальной трубы L была равна 10 м. Торцы трубы были заглушены крышками 9 и 10. Крышки 9 и 10 были выполнены из листового капролактама толщиной 20 мм. По центральной оси трубы в крышках 9 и 10 были закреплены входной и выходной калибры 11 и 12, выполненные из нержавеющей стали. Диаметр отверстия входного калибра соответствовал диаметру провода D=0,67 мм. Диаметр выходного калибра был равен D+2dж. Было установлено, что толщина пленки электрофоретически осажденного пленкообразующего dж на 10% толще пленки d отвержденной эмальизоляции провода, т.е. dж=1,1d. Исходя из этого, диаметр выходного калибра был равен D+2dж=D+2×1,1d=0,67+2×1,1×0,02=0,714 мм. Для настройки режимов анофоретического осаждения пленкообразующего на проволоку предварительно настраивали режимы электроосаждения. Для этого подавали положительный потенциал от источника постоянного регулируемого тока, включали эмальагрегат и протягивали проволоку через электрофоретический состав, который состоял из следующих компонентов, в мл/л:
лак ПЭ-939 марки В - 333,3;
1% - нашатырный спирт 1% - NH4OH - 156,7;
диоксан (C4H8O2) - 500.
В процессе протягивания провода через упомянутый состав, залитый в узел нанесения эмальизоляции, положительный потенциал на выходе источника постоянного регулируемого тока изменяли до тех пор, пока значение плотности тока анофореза j достигало величины jср=6 мА/см2=6×10-3×104=60 А/м2, лежащей в середине интервала допустимых значений плотностей тока анофореза. Достижение упомянутой величины плотности тока реализовали следующим образом. Предварительно определяли, какую величину будет иметь сила тока J анофореза при плотности тока анофореза jср=60 А/м2, лежащей в середине интервала допустимых значений плотностей тока анофореза по: j=πDLjcp=Sjср, где D - диаметр провода, в м; L - длина участка провода, погруженная в электрофоретический состав, в м. Для рассматриваемого случая S=πDL=3,14×67×10-3×10=0,02038 м2, а ток J равнялся величине J=jср×S=60×0,02038=1,2228 А ≅ 1,2 А.
Положительный потенциал на проволоке поднимали до тех пор, когда ток анофореза достигал расчетной величины J=1,2 А. Достижение силой тока значения J=1,2 А указывало на то, что плотность тока анофореза была равна jср=60 А/м2. После достижения силой тока значения J=1,2 А величину положительного потенциала на проволоке прекращали изменять.
Процесс настройки режимов анофореза на плотность тока, лежащую в середине диапазона допустимых плотностей тока анофореза, позволяет при изменении скорости провода Vпр корректировать процесс электроосаждения так, чтобы, с одной стороны, толщина осажденной пленки эмальизоляции оставалась стабильной, а с другой стороны, значения плотностей тока не выходили за диапазон допустимых значений плотностей тока анофореза. Это достигалось тем, что после настройки на среднюю плотность тока jср в процессе эмалирования плотность тока анофореза j изменяли в диапазоне допустимых значений плотностей тока анофореза (2÷10) мА/см2, пропорционально скорости движения провода в соответствии с выражением  , где d - толщина эмальизоляции, м ρ - плотность эмали, кг/м3; k - выход сухого остатка по току, кг/А×сек; Vпр - скорость движения провода, м/сек.
, где d - толщина эмальизоляции, м ρ - плотность эмали, кг/м3; k - выход сухого остатка по току, кг/А×сек; Vпр - скорость движения провода, м/сек.
Исходя из заданной толщины эмальизоляции 20×10-6 м, плотности эмали ρ=2,5×103 кг/м3, выхода сухого остатка по току k=8,33×10-5 кг/м2, длины узла нанесения эмальизоляции L=10 м, определяли коэффициент пропорциональности в формуле (8) между плотностью тока j и скоростью протягивания провода Vпр:
 .
.
Коэффициент пропорциональности между плотностью тока j и скоростью протягивания провода Vпр определяет крутизну изменения плотности тока в зависимости от скорости протягивания проволоки и его значение отражается в процессе регулировки постоянного регулируемого источника тока.
На установке, изображенной на фиг.1, фиг.2, фиг.3, было изготовлено два эмалированных провода диаметром D=0,67 мм и толщиной d эмальизоляции, равной 20 мкм: один - по способу-прототипу, а другой - по заявляемому способу. Эмальизоляцию толщиной 20 мкм по способу-прототипу наносили за 8 проходов. После каждого прохода нанесенный слой эмали подвергали термообработке. Изготовление эмалированного провода по заявляемому способу осуществлялось на устройстве, элементы которого схематически изображены на фиг.1, фиг.2, фиг.3. Слой эмальизоляции толщиной 20 мкм по заявляемому способу осуществлялся за один проход.
Эмальизоляцию изготовленных проводов по способу-прототипу и по заявляемому способу подвергали проверке на электрическую прочность. Для определения пробивного напряжения эмалевого слоя испытуемый образец провода длиной 0,5 м выпрямляли, складывали пополам и равномерно скручивали. Петлю в месте сгиба провода разрезали, а концы ее разводили. К концам скрученного образца прикладывали напряжение переменного тока частотой 50 Гц, и в течение 30 с плавно повышали напряжение от нуля до пробоя. Испытания проводили для 20 скруток как для провода, изготовленного по способу-прототипу, так и для провода, изготовленного по заявляемому способу. Затем по результатам испытаний подсчитывались среднестатистические значения пробивных напряжений. Они оказались равны соответственно 1800 В и 3500 В.
Измерение толщины эмалированного провода по способу-прототипу и по заявляемому способу в 100 произвольных точках образцов провода показало, что разброс толщин эмальизоляции в проводе, изготовленном по способу-прототипу, составлял порядка 10% от толщины изоляции, тогда как по заявляемому способу - всего 1,2%.
Таким образом, преимущества заявляемого способа по сравнению со способом-прототипом следующие:
- энергозатраты при эмалировании провода заявляемым способом почти на порядок ниже, так как пленка эмальизоляции наносится на проволоку за один проход, тогда как в способе-прототипе за 8-10 проходов;
- электрическая прочность эмальизоляции одинаковой толщины, на проводах эмалированных при одинаковых скоростях как по способу-прототипу, так и по заявляемому способу, в заявляемом способе в 1,94 раза выше, чем у способа-прототипа;
- заявляемый способ, по сравнению со способом-прототипом, позволяет в несколько раз повысить равномерность толщины эмальизоляции.
Используемые источники:
1. Производство кабелей и проводов: Учебник для техникумов / Н.И.Белоусов, P.M.Лакерник, Э.Т.Ларина и др.; под ред. Н.И.Белоусова и И.Б.Пешкова. - М.: Энергоиздат, 1981. - с.314-319.
2. Пешков И.К. Обмоточные провода. М.: Энергоиздат, 1988, с.113. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2460161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2015 |
|
RU2603758C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2012 |
|
RU2506602C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2532541C2 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ОСНОВУ | 2012 |
|
RU2526988C2 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2516266C2 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593600C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593825C1 |
| ЭЛЕКТРОИЗОЛЯЦИОННЫЙ ЛАК И СПОСОБ ЕГО НАНЕСЕНИЯ НА МЕТАЛЛИЧЕСКУЮ ОСНОВУ | 2011 |
|
RU2485150C2 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2016 |
|
RU2642499C1 |
Использование: в кабельной промышленности при изготовлении эмалированных проводов. На основе пленкообразующего лака ПЭ-933 марки В создают электрофоретический состав, состоящий из следующих компонентов, в мл/л: лак ПЭ-939 марки В - (290÷300); 1% - нашатырный спирт 1% - NH4OH - (110÷120); диоксан (С4H8O2) - остальное; на движущуюся проволоку подают положительный потенциал относительно заземленного корпуса ванны, при этом плотность тока j анафореза изменяют в диапазоне j=(2÷10) мА/см2 пропорционально скорости движения провода в соответствии с выражением  , где d - толщина эмальизоляции, м; D - диаметр провода, в м; L - длина электрофоретической ванны, в м; ρ - плотность эмали, кг/м3; k - выход сухого остатка по току, кг/А×сек; Vпр - скорость движения провода, м/сек. Преимущества заявляемого способа по сравнению со способом-прототипом следующие: энергозатраты при эмалировании провода заявляемым способом почти на порядок ниже, так как пленка эмальизоляции наносится на проволоку за один проход, тогда как в способе-прототипе за 8-10 проходов; электрическая прочность эмальизоляции одинаковой толщины, на проводах эмалированных при одинаковых скоростях как по способу-прототипу, так и по заявляемому способу, в заявляемом способе в 1,94 раза выше, чем у способа-прототипа; заявляемый способ по сравнению со способом-прототипом позволяет в несколько раз повысить равномерность толщины эмальизоляции. 3 ил.
, где d - толщина эмальизоляции, м; D - диаметр провода, в м; L - длина электрофоретической ванны, в м; ρ - плотность эмали, кг/м3; k - выход сухого остатка по току, кг/А×сек; Vпр - скорость движения провода, м/сек. Преимущества заявляемого способа по сравнению со способом-прототипом следующие: энергозатраты при эмалировании провода заявляемым способом почти на порядок ниже, так как пленка эмальизоляции наносится на проволоку за один проход, тогда как в способе-прототипе за 8-10 проходов; электрическая прочность эмальизоляции одинаковой толщины, на проводах эмалированных при одинаковых скоростях как по способу-прототипу, так и по заявляемому способу, в заявляемом способе в 1,94 раза выше, чем у способа-прототипа; заявляемый способ по сравнению со способом-прототипом позволяет в несколько раз повысить равномерность толщины эмальизоляции. 3 ил.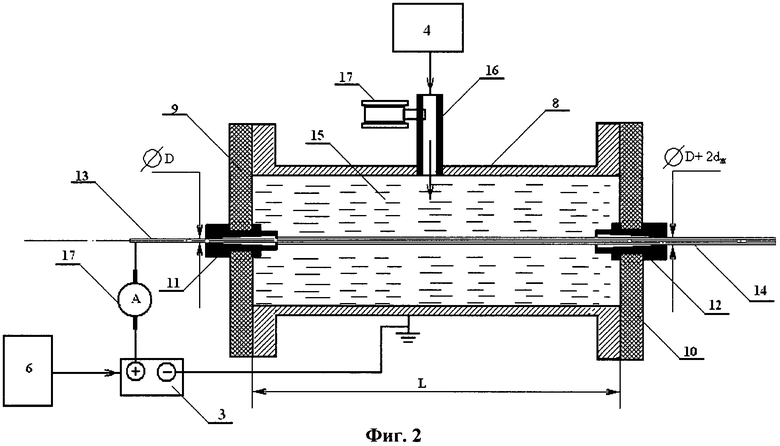
Способ изготовления эмалированных проводов, при котором на движущуюся проволоку наносят слой эмальизоляции с последующим подводом тепла к проволоке с нанесенной эмальизоляцией, отличающийся тем, что процесс нанесения слоя эмальизоляции осуществляют электроосаждением, при этом проволоку протягивают через залитый в узел нанесения эмальизоляции электрофоретический состав, состоящий из следующих компонентов, в мл/л:
и осаждение эмальизоляции осуществляют при плотности тока, которую изменяют в диапазоне допустимых плотностей тока анофореза (2÷10) мА/см2 пропорционально скорости движения провода в соответствии с выражением  где d - толщина эмальизоляции, м; ρ - плотность эмали, кг/м3; k - выход сухого остатка по току, кг/А·с; L - длина участка провода, погруженного в электрофоретический состав, м; Vпр - скорость движения провода, м/с.
где d - толщина эмальизоляции, м; ρ - плотность эмали, кг/м3; k - выход сухого остатка по току, кг/А·с; L - длина участка провода, погруженного в электрофоретический состав, м; Vпр - скорость движения провода, м/с.
| Способ изготовления эмалированного провода | 1988 |
|
SU1704172A1 |
| Способ изготовления эмалированного провода | 1984 |
|
SU1310909A1 |
| Нагревостойкий эмалированный провод и способ его изготовления | 1978 |
|
SU974418A1 |
| JP 2010140641 А, 24.06.2010 | |||
| JP 62037396 A, 18.02.1987. | |||

