Изобретение относится к электротехнике, в частности к производству обмоточных проводов с эмалевой изоляцией.
Цель изобретения - повышение качества и расширение технологических возможностей путем регулирования температуры лака в зоне формирования покрытия при изменении вязкости и концентрации лака и изменении скорости движения проволоки.
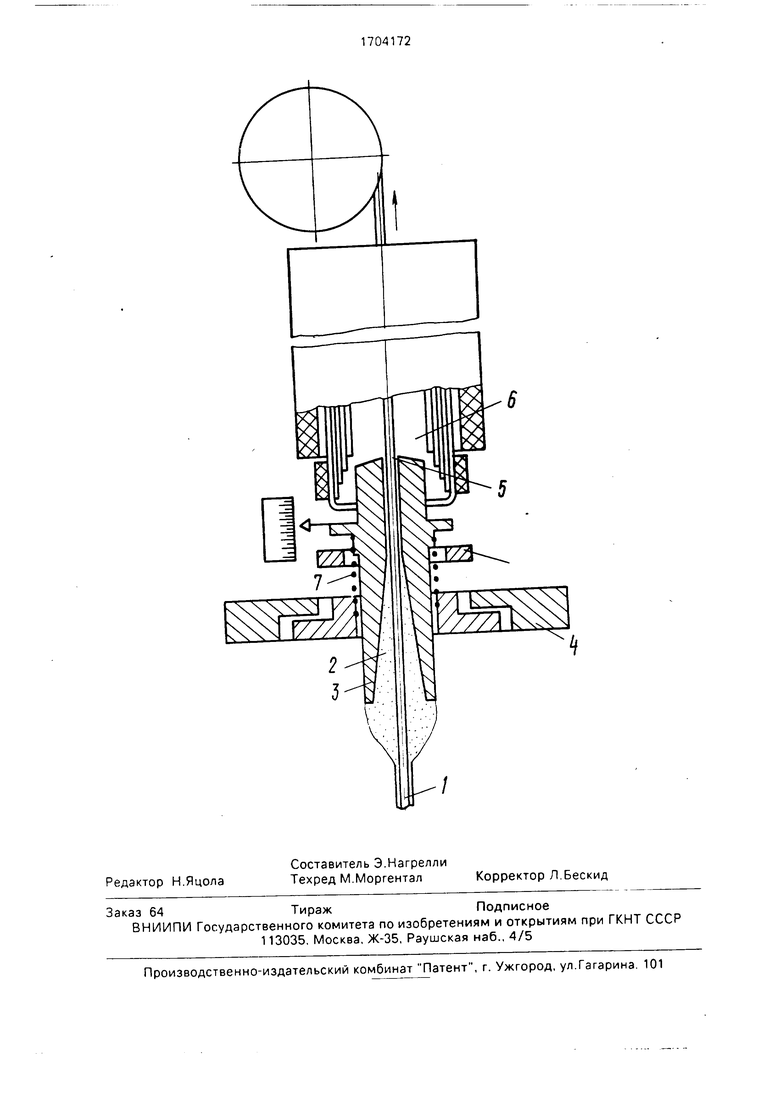
На чертеже изображено устройство, ре- ализущее способ изготовления эмалированного провода.
На движущуюся проволоку 1 наносят лак 2, формируют покрытие калибром 3, установленным в калибродержателе 4, при этом зона 5 формирования покрытия калибром, помещена в тепловое поле 6, температура которого возрастает в направлении движения проволоки. Перемещение калибра в тепловом поле обеспечивается пружиной 7 растяжения, закрепленной на калибре и калибродержателе.
Процесс эмалирования провода осуществляется следующим образом.
До начала процесса эмалирования провода калибр 3 находится в своем нижнем предельном положении вне зоны действия теплового поля 6, при этом температура его нагрева оказывается равной или близкой температуре окружающей среды. После заправки проволоки 1 и начала процесса эмалирования под влиянием гидродинамической
VI
О
VJ го
подъемной силы, возникающей в зоне 5 формирования покрытия при протягивании через него проволоки с нанесенным на ее поверхность предварительным слоем лака 2 калибр от калибродержателя 4 перемещается вертикально вверх. По мере подъема калибра возрастает сила, противодействующая его перемещению, обусловленная жесткостью пружины 7, которая на определенной высоте подъема калибра уравновешивает другие действующие на него силы.
В установившемся режиме положение калибра, при котором все действующие на калибр силы взаимно уравновешиваются, однозначно характеризует величину гидродинамического давления лака в зоне формирования покрытия.
При случайном изменении параметров технологического процесса, например скорости эмалирования или/и вязкости лака, происходит изменение гидродинамического давления лака в зоне формирования покрытия и, следовательно, величины действующей на него подъемной силы, в связи с чем изменяется положение калибра в тепловом поле и температура его нагрева в направлении восстановления исходного гидродинамического давления лака. Например, при повышении вязкости используемого эмаль-лака или скорости эмалирования провода при прочих равных условиях гидродинамическое давление в зоне формиоова- ния покрытия соответственно возрастет.при этом калибр перемещается вверх и оказывается в зоне теплового поля с относительно более высокой температурой, под влиянием которой вязкость лака и величина гидродинамического давления в зоне формирования покрытия изменяются в противоположном направлении восстановления исходного гидродинамического давления.
Технико-экономический эффект использования изобретения обусловлен резким снижением интенсивности испарителя лака
в ванне, благодаря чему в течение длительного времени сохраняются практически не- изменнными концентрация и вязкость используемого лака, отсутствием явлений
интенсивного отверждения (высыхания) частиц лака в калибре в зоне формирования покрытия, ухудшающих качество получаемых проводов и обусловливающих необходимость частой замены калибров (так как
при обрыве эмалируемой проволоки или ее останове калибр под действием пружины убирается из зоны теплового поля и, следовательно, охлаждается до температуры окружающей среды), а также поддержанием
гидродинамического давления непосредственно в зоне формирования покрытия на оптимальном уровне, благодаря чему повышается эффективность технологического
процесса и улучшается качество получаемого провода.
Формула изобретения
1. Способ изготовления эмалированного провода, при котором на движущуюся
проволоку наносят лак, формируют покрытие калибром, установленным в калибро- держателе, в зоне формирования покрытия лак нагревают и полученную заготовку тер- мообрабатывают, отличающийся тем,
что, с целью повышения качества и расширения технологических возможностей путем регулирования температуры лака в зоне формирования покрытия при изменении вязкости и. концентрации лака и изменении
скорости движения проволоки, в зоне расположения калибра создают тепловое поле с температурой, возрастающей в направлении движения проволоки, и осуществляют регулирование температуры нагрева лака
перемещением калибра в указанном тепловом поле.
2. Способ по п. 1,отличающийся тем, что перемещение калибра обеспечивают закрепленной на калибре и калибродер- жателе пружиной растяжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий на изделие протяженной формы | 1977 |
|
SU691932A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2473996C2 |
| Многоходовая установка для изготовленияэМАлиРОВАННыХ пРОВОдОВ | 1979 |
|
SU847378A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2015 |
|
RU2603758C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2460161C1 |
| Способ изготовления обмоточных проводов | 1976 |
|
SU616658A1 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2657087C1 |
| Установка для нанесения покрытий на изделие протяженной формы | 1979 |
|
SU860144A2 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2658087C1 |
| Способ изготовления электрического провода | 1988 |
|
SU1607019A1 |
Изобретение относится к электротехнике, конкретно к производству обмоточных проводов с эмалевой изоляцией. Цель изобретения - повышение качества и расширение технологических возможностей путем регулирования температуры лака в зоне формирования покрытия при изменении вязкости и концентрации лака и изменении скорости движения проволоки. На движущуюся проволоку наносят лак, калибром, установленным в калибродержателе, формируют покрытие, лак в зоне формирования покрытия нагревают и регулируют в указанной зоне температуру лака, перемещая калибр в тепловом поле, для чего в зоне расположения калибра создают указанное тепловое поле с температурой, возрастающей в направлении движения проволоки. Затем полученную заготовку обрабатывают. Предусмотрен случай, когда перемещение калибра в тепловом поле обеспечивают пружиной растяжения, закрепленной на калибре и калибродержателе. 1 з.п. ф-лы, 1 ил. с/
| Способ эмалирования электрического провода | 1953 |
|
SU654962A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
