Изобретение относится к области строительства, к технологии изготовления искусственных строительных конгломератов (композитов) и может найти применение при производстве бетона на различных вяжущих с использованием отходов промышленного производства, таких как доменные шлаки, некондиционные абразивы и т.п., а также при производстве сверхвысокопрочных бетонов, например для восстановительных работ в аварийных бетонных конструкциях или для специальных бетонов, например жаропрочных, имеющих повышенные прочность и трещиностойкость, следовательно, также и долговечность, в сравнении с известными.
Известен крупный заполнитель для бетона, имеющий выпуклую округлую или сферическую, форму [И.А.Рыбьев. Строительные материалы на основе вяжущих веществ. - М.: Высшая школа, 1978, с.62 - аналог].
Недостатком известного заполнителя является невысокая прочность бетонных изделий, что обусловлено незначительной площадью поверхности зерен заполнителя округлой формы, и как следствие, относительно слабым сцеплением связующего с заполнителем.
Другим недостатком известного крупного заполнителя является невозможность его использования для создания предварительного напряжения в структуре бетона, что обусловлено, с одной стороны, указанной выше недостаточно развитой поверхностью крупного заполнителя и соответственно недостаточным сцеплением с растворной матрицей, что делает нецелесообразным его предварительное напряжение, а с другой стороны - сложностью армирования зерен крупного заполнителя с созданием в них предварительного напряжения, что обусловлено как значительным разбросом по форме и размерам зерен его отдельных фракций, так и отсутствием на зернах наружных цилиндрических поверхностей или канавок, пригодных для укладки армирующих нитей или колец.
Известен также крупный заполнитель для бетона, имеющий развитую поверхность для обеспечения сцепления с растворной матрицей. Заполнитель имеет преимущественно выпуклую форму. Развитая поверхность крупного заполнителя обусловлена угловатой формой и шероховатыми гранями, имеющими выступы и впадины, которые получается при его изготовлении путем дробления крупных кусков природного камня в дробилках [Роторные дробилки. Под редакцией В.А. Баумана. М.: Машиностроение, 1973, 272 с., с.8-11 - аналог].
Недостатком известного крупного заполнителя для бетона также является невысокая прочность бетонных изделий, что обусловлено выпуклой, преимущественно, формой зерен крупного заполнителя, в результате чего при возникновении в бетоне растягивающих напряжений, появление которых происходит при любом виде нагружения, крупный заполнитель воспринимает их лишь частично. Кроме того, в местах контакта растворной матрицы с углами и острыми выступами крупного заполнителя возникает концентрация напряжений, в результате чего происходит разрушение бетона при возникновении в матрице относительно невысоких растягивающих напряжений, при этом разрушение происходит, преимущественно, в матрице, имеющей, как правило, меньшую прочность, чем крупный заполнитель, причем разрушение происходит преимущественно по границе контакта зерен крупного заполнителя с растворной матрицей.
Другим недостатком известного крупного заполнителя является невозможность его использования для создания предварительного напряжения в структуре бетона, что обусловлено, с одной стороны, указанной выше недостаточно развитой поверхностью крупного заполнителя и соответственно недостаточным сцеплением с растворной матрицей, а с другой стороны - значительным разбросом по форме и размерам зерен отдельных фракций крупного заполнителя, что полностью исключает в настоящее время возможность армирования зерен крупного заполнителя с созданием в них предварительного напряжения.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является крупный заполнитель для бетона, зерно которого выполнено в виде трубки (кольца) при отношении толщины стенок трубки к ее осредненному наружному диаметру от 0,2 до 0,6 - [пат. ГДР №77923, кл. МКИ C04B и B28B, 1970 г. - прототип].
Заполнитель представляет собой керамзитовый гравий. Трубка выполнена экструдированием глины в пластическом состоянии, при этом отдельные зерна образуются нарезкой экструдируемой трубки на равные отрезки. Стенки трубки каждого зерна загнуты с обоих ее концов, образуя герметичную (замкнутую) внутреннюю полость, при этом отношение высоты трубки к ее осредненному наружному диаметру составляет примерно от 1,0 до 2,0. После сушки и обжига глина вспучивается и зерна заполнителя приобретают выпуклую округлую форму, т.е. каждое зерно заполнителя приобретает вид пустотелой сферы.
Такое выполнение обеспечивает уменьшение плотности крупного заполнителя и, как следствие, повышение теплоизоляционных и звукоизолирующих свойств бетона.
Недостатком известного заполнителя является невысокая прочность бетонных изделий, что обусловлено незначительной площадью поверхности зерен заполнителя выпуклой округлой формы, и как следствие, относительно слабым сцеплением связующего с заполнителем.
Другим недостатком известного крупного заполнителя является невозможность его использования для создания предварительного напряжения в структуре бетона, что обусловлено, с одной стороны, указанной выше недостаточно развитой поверхностью крупного заполнителя и соответственно, недостаточным сцеплением с растворной матрицей, что делает нецелесообразным его предварительное напряжение, а с другой стороны - сложностью армирования зерен крупного заполнителя с созданием в них предварительного напряжения, что обусловлено значительным разбросом по форме и размерам зерен отдельных фракций крупного заполнителя.
Желательно было бы иметь крупный заполнитель, позволяющий устранить техническое противоречие, заключающееся в невозможности обеспечить минимальную концентрацию напряжений в бетоне, что обеспечивается заполнителем с округлой, выпуклой формой его зерен, при одновременном обеспечении надежного сцепления зерен крупного заполнителя с растворной матрицей, которое может быть достигнуто лишь при развитой, имеющей выступы и впадины поверхности зерен крупного заполнителя. В настоящее время доля использования отходов промышленного производства для производства крупного заполнителя для различных бетонов в некоторых странах доходит до 60%, поэтому в тех случаях, когда эти отходы изначально находятся в расплавленном или в вязкопластическом состоянии, экономически оправдано и целесообразно оптимизировать форму получаемого из отходов крупного заполнителя.
Кроме того, желательно иметь крупный заполнитель для бетона, который позволил бы создавать предварительно напряженную структуру материала этого композита путем армирования зерен крупного заполнителя с созданием предварительного напряжения. Это позволило бы существенно повысить как прочность бетона, так и его трещиностойкость и, соответственно, долговечность.
Как известно, лишь создание предварительного напряжения сжатия в материале бетона предварительно растянутой высокопрочной арматурой позволяет наиболее полно использовать свойства как бетона, хорошо работающего на сжатие, но весьма чувствительного к локальным растягивающим напряжениям, так и стальной арматуры, реально достижимый ресурс прочности которой на растяжение в обычном, ненапряженном железобетоне не может быть использован вследствие значительных различий как в абсолютных значениях прочностей бетона на сжатие и стали на растяжение, так и в значениях их модулей упругости.
В настоящее время известны лишь способы создания предварительно напряженных конструкций из бетона и других композитов, но не самой пространственной структуры этих материалов. До настоящего времени, судя по известным литературным источникам, задача создания предварительно напряженной структуры бетона даже не ставилась, возможно, потому, что создание самого по себе предварительного напряжения предполагало наличие готовой конструкции, например плиты перекрытия, бетон в которой уже набрал достаточную прочность для восприятия сжимающих напряжений от растянутой арматуры, к которой, в свою очередь, имелся свободный доступ. Создание же предварительного напряжения в структуре бетона, доступ к которой после ее формирования и набора вяжущим достаточной прочности принципиально невозможен, предполагало и невозможность создания структурного предварительного напряжения.
Таким образом, при попытках создать предварительно напряженную структуру бетона, выявляется техническое противоречие, заключающееся в том, что предварительное напряжение в структуре изделия из бетона должно создаваться на стадии его формования, в которой бетонная смесь находится в текучей фазе, но само по себе предварительное напряжение по определению может быть создано только в жестком, затвердевшем и набравшем необходимую прочность изделии (конструкции), способной воспринимать напряжения, то есть оказывать значительное сопротивление деформированию.
Данное техническое противоречие может быть разрешено следующим образом. Поскольку основным компонентом бетона является крупный заполнитель, то создание предварительного напряжения в зернах крупного заполнителя и обеспечение гарантированного сцепления зерен с матрицей (связующим) может рассматриваться как решение, равноценное созданию предварительного напряжения в самой структуре бетона.
Следует заметить, что даже простое объемное, т.е. пространственное армирование структуры бетона путем введения в него стальных фибр, обычно в количестве от 0,5 до 5% от массы цемента, значительно повышает прочность и трещиностойкость, а соответственно, и долговечность получаемого композита. В этой связи следует обратить внимание на появившейся совсем недавно способ армирования бетона трехмерными модульными фибрами [WO 2008/035057, МПК - E04C 5/01; E04C 5/07; B28B 1/52; C04B 20/00; E02D 3/00], которые могут быть выполнены двух или более типоразмеров и иметь правое и левое исполнение для вариантов выполнения, допускающих такое исполнение, например, спиралей. Этот способ позволяет фибрам значительно лучше «заанкеровываться» в матрице композита, благодаря чему существенно повышается прочность и особенно его трещиностойкость. Однако простое выполнение фибр трехмерными не позволяет создавать предварительное напряжение в структуре композита и, таким образом, не обеспечивает наиболее эффективного использования свойств бетона и арматуры.
Технической задачей, которая решается заявленным изобретением, является повышение прочности и трещиностойкости бетона за счет улучшения сцепления крупного заполнителя с матрицей, а также за счет создания пространственного предварительного напряжения структуры бетона.
Решение поставленной задачи достигается тем, что у крупного заполнителя для бетона, зерно которого выполнено в виде кольца (трубки) при отношении толщины стенок кольца к его осредненному наружному диаметру от 0,2 до 0,6, а отношение высоты кольца к его осредненному наружному диаметру составляет от 0, 25 до 1,0.
В варианте выполнения заполнителя его кольца выполнены со сплошной перегородкой в средней части, толщина которой составляет 0,25-0,7 высоты кольца.
В другом варианте выполнения его кольцо имеет удлиненную овальную или эллиптическую форму при соотношении длин осей эллипса от 1,0 до 3,0.
Предусмотрен также вариант выполнения, относящийся к каждому из перечисленных выше вариантов, в котором ребра колец выполнены закругленными с радиусом закругления от 0,1 до 0,2 высоты кольца.
Еще в одном варианте выполнения крупного заполнителя (по каждому из перечисленных выше вариантов выполнения) на наружной поверхности зерен уложена замкнутая напряженная арматура, обеспечивая предварительное напряжение обжатия в плоскости кольца.
В следующем варианте выполнения, развивающем предыдущий вариант, зерна каждой его фракции выполнены со строго одинаковыми размерами, а замкнутая арматура представляет собой отрезок трубки, в частном случае, стальной, установленный на наружной поверхности зерна заполнителя в горячем состоянии.
В подварианте предыдущего выполнения кольцо напряженной арматуры выполнено с «усами», отогнутыми наружу относительно кольца.
В варианте выполнения, развивающем любой из предыдущих вариантов выполнения крупного заполнителя, зерно крупного заполнителя снабжено вторым кольцом, плоскость которого перпендикулярна плоскости первого.
Еще в одном варианте выполнения, развивающем предыдущий вариант выполнения, зерно крупного заполнителя содержит три сопряженных кольца, расположенных во взаимно перпендикулярных плоскостях.
В последнем заявляемом варианте выполнения, который может сочетаться с любым из перечисленных выше вариантов выполнения, его зерна имеют три фракции, обеспечивая максимальное заполнение объема бетона, при этом минимальный наружный диаметр колец наименьшей фракции превышает максимальный внутренний диаметр колец наибольшей фракции.
За счет принятого отношения высоты кольца зерен крупного заполнителя к его осредненному наружному диаметру от 0,25 до 1,0 при отношении толщины стенок кольца к его осредненному наружному диаметру от 0,2 до 0,6, обеспечивается высокая прочность зерен крупного заполнителя при одновременном улучшении сцепления растворной матрицы с зерном, так как только при относительно небольшой высоте кольца возможно полное заполнение его внутренней полости вяжущим, например, при вибрировании и с применением суперпластификаторов.
За счет выполнения зерен крупного заполнителя со сплошной перегородкой в средней части, толщина которой составляет 0,25-0,7 высоты кольца, обеспечивается дополнительное повышение прочности зерен крупного заполнителя без ухудшения сцепления их с растворной матрицей, при этом обеспечивается уменьшение необходимого количества вяжущего в сравнении с вариантом выполнения колец крупного заполнителя без сплошной перегородки.
За счет выполнения колец крупного заполнителя удлиненной овальной или эллиптической формы обеспечивается возможность увеличения крупности заполнителя при формовании изделий с относительно небольшим сечением, при этом соотношение длин осей эллипса от 1,0 до 3,0 обеспечивает наибольшую прочность конструкции зерна крупного заполнителя в условиях действия на него изгибающих напряжений при сохранении возможности размещения на наружной поверхности зерна заполнителя предварительно напряженной арматуры.
Выполнение ребер колец крупного заполнителя закругленными с радиусом закругления от 0,1 до 0,2 высоты кольца обеспечивает исключение образования концентраторов напряжений в матрице на границе контакта с крупным заполнителем, при этом сохраняется достаточно большое пространство наружной цилиндрической (в вариантах, эллиптической или овальной) поверхности зерна для размещения на нем предварительно напряженной арматуры.
За счет укладки на наружной поверхности зерен крупного заполнителя замкнутой напряженной арматуры обеспечивается возможность создания предварительного напряжение обжатия в плоскости каждого кольца заполнителя, что после набора прочности вяжущего в композите обеспечивает фактически создание предварительного напряжения в структуре получаемого материала.
За счет выполнения зерна каждой фракции крупного заполнителя со строго одинаковыми размерами при выполнении замкнутой арматуры в виде отрезка металлической трубки обеспечивается возможность создания гарантированного и строго одинакового предварительного напряжения в каждом зерне путем установки армирующей трубки (армирующего кольца) на наружной поверхности зерна заполнителя в горячем состоянии, то есть при увеличении его размеров вследствие теплового расширения, при этом достигается возможность проведения этой операции на автоматических линиях, в частности на роторно-конвейерных.
За счет выполнения кольца напряженной арматуры с «усами», отогнутыми наружу относительно кольца, обеспечивается лучшее «заанкеривание» арматуры и, собственно, всего зерна крупного заполнителя в растворной матрице, то есть достигаются фактически наилучшие условия для совместной работы в бетоне арматуры, зерен крупного заполнителя и растворной матрицы.
За счет снабжения кольца крупного заполнителя вторым кольцом в плоскости, перпендикулярной плоскости первого, обеспечивается одинаковое сопротивление каждого зерна заполнителя разрушению в двух взаимоперпендикулярных плоскостях.
За счет выполнения зерен крупного заполнителя в виде трех сопряженных колец, расположенных во взаимно перпендикулярных плоскостях, обеспечивается примерно одинаковое сопротивление каждого зерна заполнителя разрушению во всех направлениях.
За счет выполнения зерен крупного заполнителя трех фракций, размеры которых обеспечивают максимальное заполнение объема бетона, обеспечивается повышение прочности композита при уменьшении расхода вяжущего, при этом выполнение минимального наружного диаметра колец наименьшей фракции, превышающей максимальный внутренний диаметр колец наибольшей фракции, исключает размещение зерен меньшей фракции в полости колец наибольшей фракции.
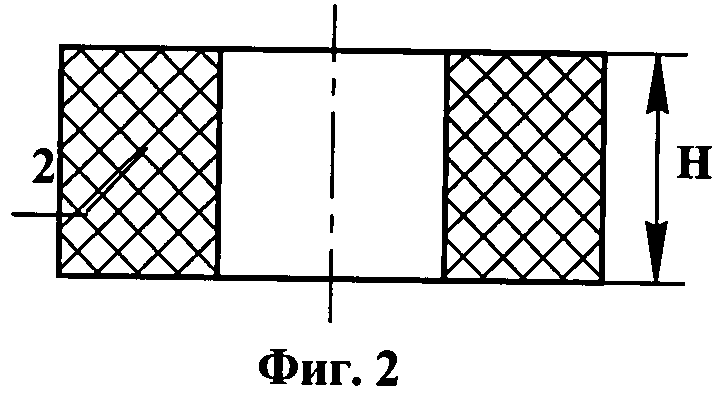
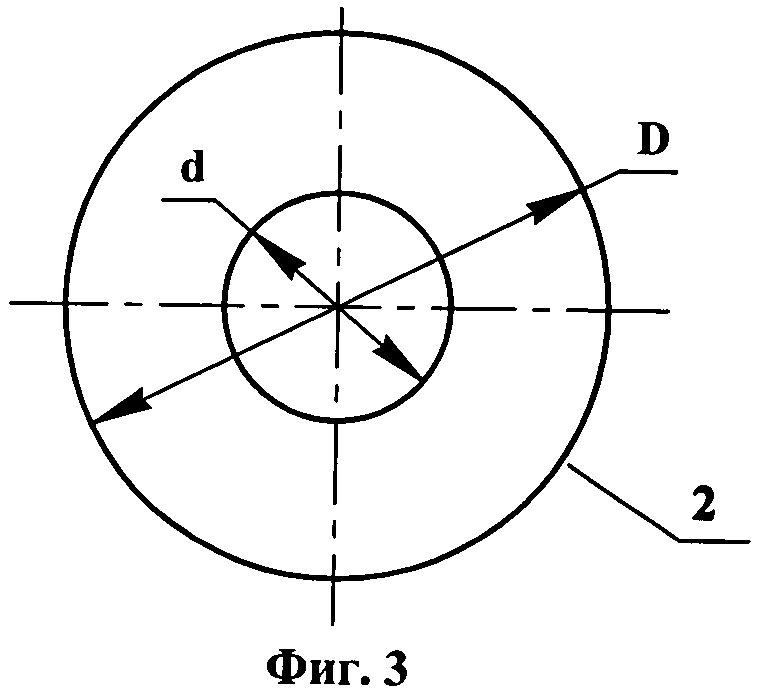
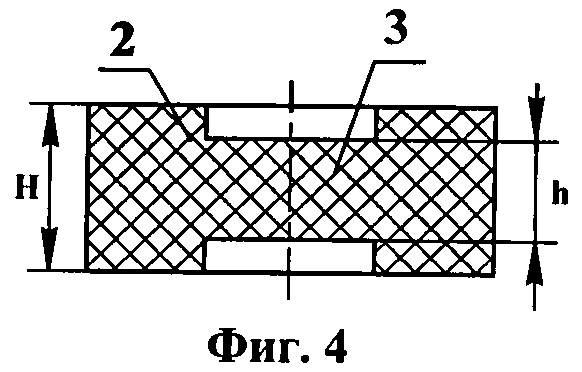
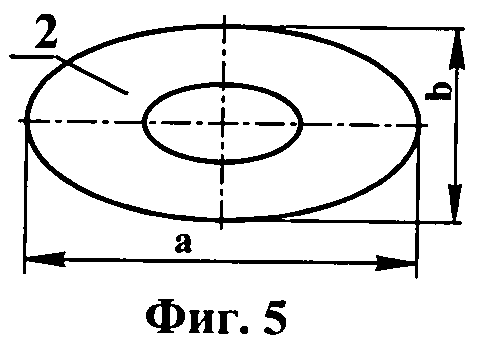
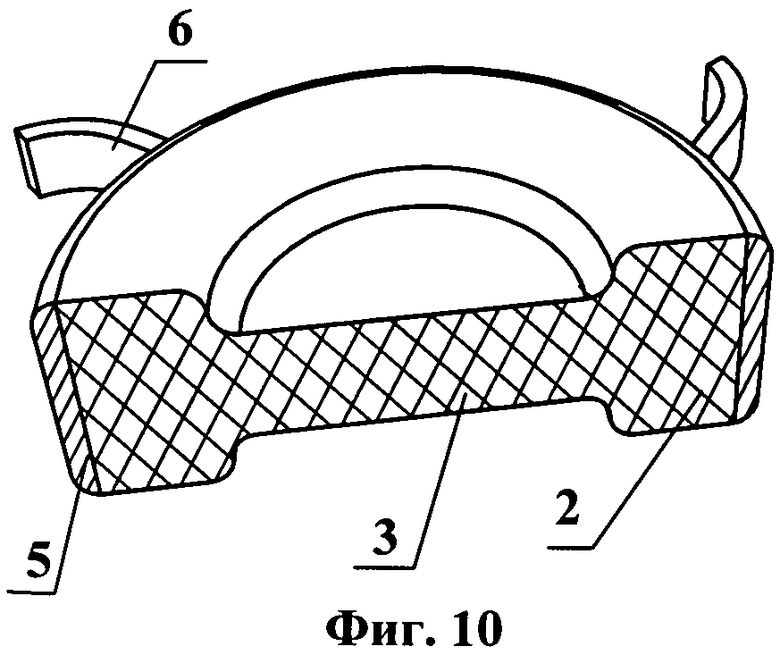
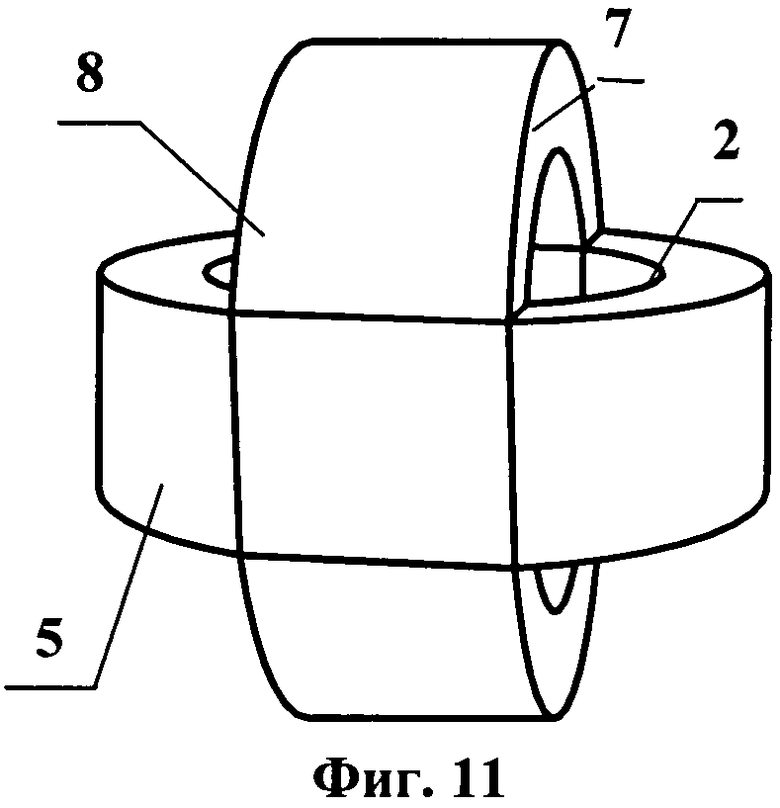
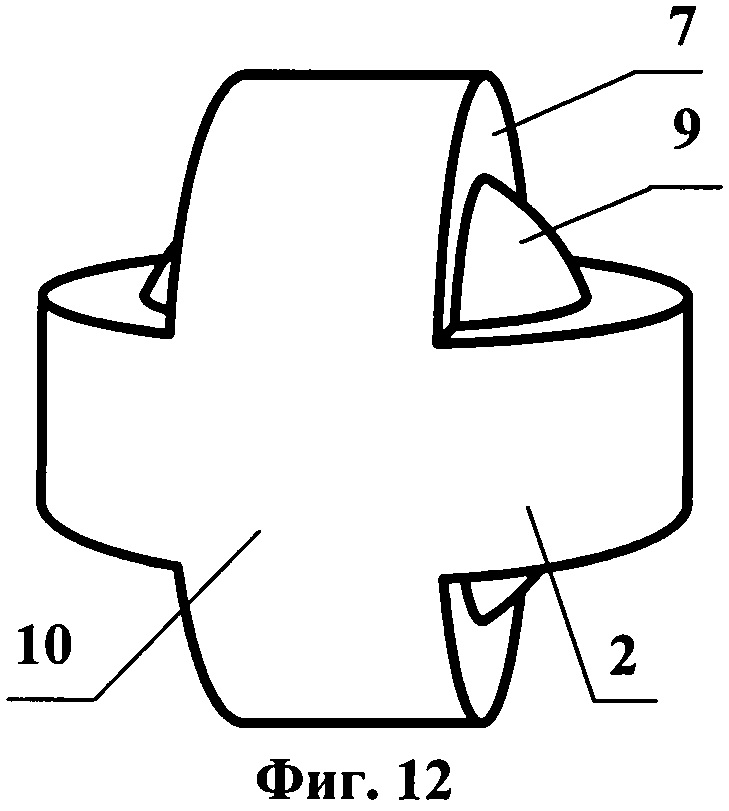
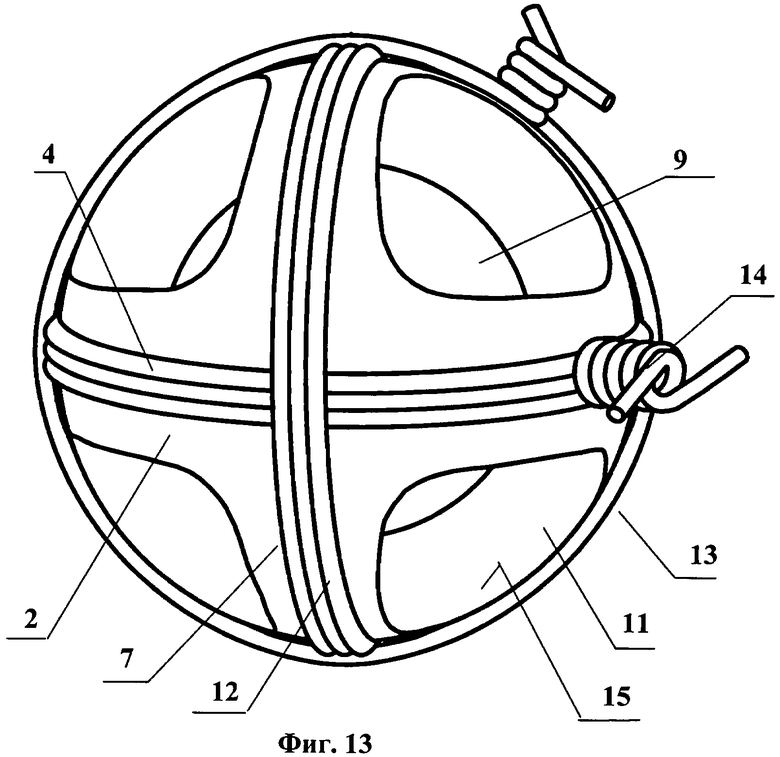
На фиг.1 прилагаемых чертежей представлено аксонометрическое изображение кубика из композитного материала, заполненного предлагаемым крупным заполнителем по п.1 формулы изобретения (в предположении, что матрица прозрачна); на фиг.2 представлено зерно крупного заполнителя по п.1 формулы изобретения, диаметральный разрез; на фиг.3 - то же, вид в плане; на фиг.4 - зерно крупного заполнителя со сплошной перегородкой по п.2 формулы, поперечный разрез; на фиг.5 - выполнение зерна эллиптическим (овальным) по п.3 формулы, вид в плане; на фиг.6 - поперечный разрез зерна, ребра которого имеют радиусные округления; на фиг.7 - поперечный разрез зерна крупного заполнителя с размещенной на его наружной цилиндрической поверхности предварительно напряженной арматурой, выполненной из высокопрочной проволоки; на фиг.8 - то же при выполнении предварительно напряженной арматуры в виде отрезка трубы (кольца); на фиг.9 - то же при выполнении кольца предварительно напряженной арматуры с «усами», отогнутыми наружу относительно кольца, аксонометрическое изображение; на фиг.10 - то же с диаметральным разрезом; на фиг.11 - аксонометрическое изображение зерна крупного заполнителя, состоящего из двух сопряженных колец, расположенных во взаимно перпендикулярных плоскостях; на фиг.12 - то же со сплошной перегородкой, выполненной в виде центрального шара; на фиг.13 - аксонометрическое изображение зерна крупного заполнителя, выполненного из трех сопряженных колец, расположенных в трех взаимно перпендикулярных плоскостях, внутренние полости которых имеют сплошную перегородку в средней части (в частном случае сплошная перегородка всех трех колец представляет собой шар), а на наружной поверхности каждого из колец размещена предварительно напряженная арматура.
Образец 1 строительного композита (фиг.1) представляет собой максимально плотно упакованные зерна 2 крупного заполнителя, связанные воедино растворной матрицей (цементно-песчаным раствором или другим вяжущим, в том числе пластмассой). Зерно 2 крупного заполнителя в соответствии с п.1 формулы изобретения (фиг.2 и 3) представляет собой кольцо (трубку) при отношении толщины стенок кольца к его осредненному наружному диаметру D от 0,2 до 0,6, то есть выполняется условие 0,6≥(D-d)/2≥0,2. Высота Н зерна крупного заполнителя составляет от 0,25 до 1,0 осредненного наружного диаметра D.
В варианте выполнения по фиг.4, 6-10 кольца заполнителя выполнены со сплошной перегородкой в средней части, толщина h которой составляет 0,25-0,7 высоты кольца H.
В варианте выполнения по фиг.5 кольцо имеет удлиненную овальную или эллиптическую форму при отношении длины большой оси эллипса а к длине его малой оси b от 1,0 до 3,0.
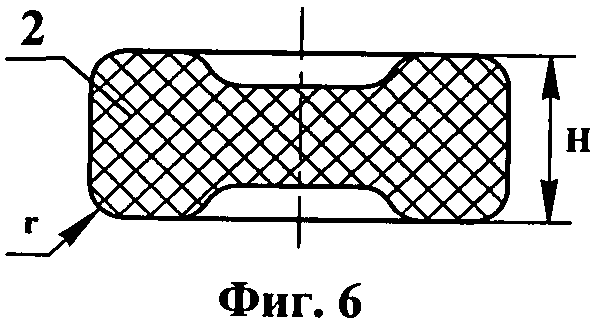
В вариантах выполнения по фиг.6-10 ребра колец выполнены закругленными с радиусом закругления r от 0,1 до 0,2 высоты кольца H. Радиусные закругления всех ребер зерен крупного заполнителя предполагаются выполненными и в вариантах по фиг.11-13, однако вследствие технических сложностей изображения этих закруглений на аксонометрических проекциях специально они не обозначены.
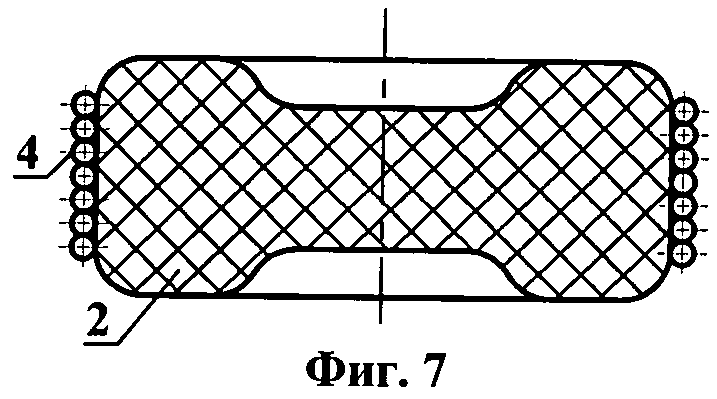
В вариантах выполнения на наружной поверхности зерен уложена замкнутая напряженная арматура (фиг.7-13), обеспечивая предварительное напряжение обжатия в плоскости кольца 2, при этом замкнутая напряженная арматура по фиг.7 и 13 выполнена в виде навитой с расчетным усилием навивки высокопрочной стальной проволоки 4, закрепленной от ослабления напряжений скрутками (фиг.13).
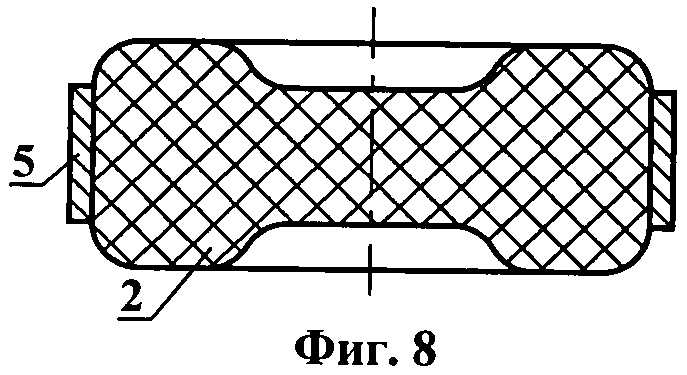
При выполнении наружных диаметров D колец зерен каждой фракции со строго одинаковыми размерами целесообразно в качестве предварительно напряженной арматуры использовать отрезки трубы (калиброванные кольца) 5 (фиг.8), так как создание предварительного напряжения при этом может быть обеспечено горячей посадкой этих колец на кольца зерен крупного заполнителя.
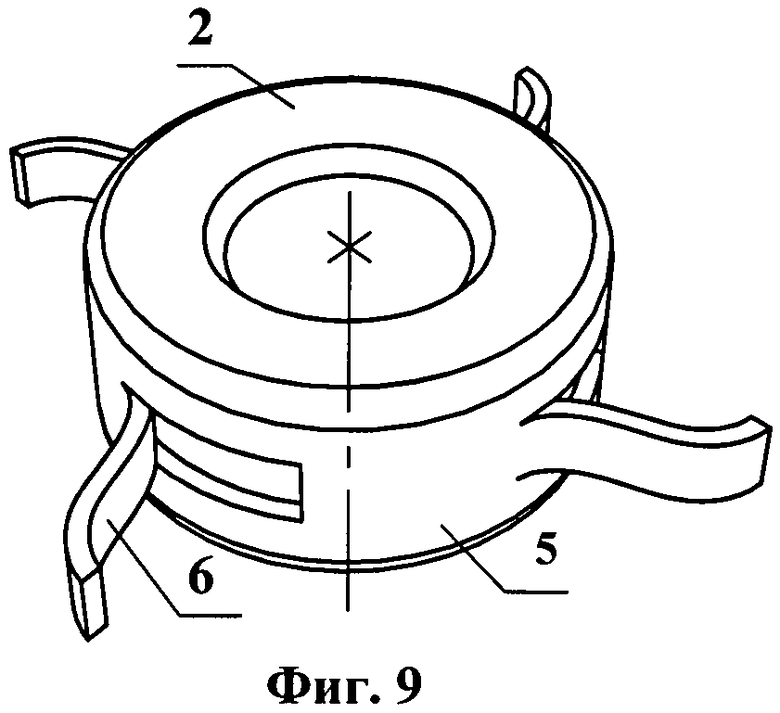
При этом кольцо напряженной арматуры 5 целесообразно выполнять с несколькими «усами» 6 (предпочтительно с тремя или четырьмя), предварительно выштампованными в кольцах 5 и отогнутыми наружу относительно кольца 5 - фиг.9 и 10. Радиусные закругления на наружных ребрах такого сборного кольца могут быть выполнены на самом кольце 5 предварительно напряженной арматуры (фиг.10).
На фиг.11 и 12 кольцо 2 зерна заполнителя снабжено вторым кольцом 7, плоскость которого перпендикулярна плоскости кольца 2, при этом для уменьшения расхода растворной части бетона такие зерна предпочтительно выполнять со сплошной центральной частью в виде шара 9 диаметром d - фиг.12. Предварительно напряженная арматура при этом может быть уложена на поверхностях обоих колец различными способами, например в виде охватывающих одно другое колец 5 и 8 (фиг.11) либо в виде сплошной рубашки 10 из высокопрочных нитей, навитых с переплетением или без переплетения на наружные поверхности обоих колец 2 и 7 (фиг.12 - нити и их переплетение не показаны).
Еще в одном наиболее предпочтительном, хотя и наиболее сложном в технологическом плане, варианте выполнения зерно крупного заполнителя содержит три сопряженных кольца 2, 7 и 11, которые расположены в трех взаимно перпендикулярных плоскостях (фиг.13). В центральной части зерна также выполнен сплошной шар 9 диаметром d, за счет чего уменьшается потребность в материале матрицы при формовании композита. На каждом из колец навита предварительно напряженная высокопрочная арматура соответственно 4, 12 и 13, зафиксированная от снижения натяжения в ней скрутками 14, однако возможны и все перечисленные выше варианты создания предварительного напряжения в материале зерна крупного заполнителя.
В последнем из предложенных вариантов выполнения по фиг.13 зерно крупного заполнителя представляет собой фактически шар с выполненными в его поверхности восьмью симметричными поднутрениями 15.
Предложенный заполнитель может быть получен несколькими способами: литьем расплава горных пород, например, базальта, или металлургических шлаков литьем или литьем под давлением в разъемные формы, например пластмасс, штамповкой исходного сырья в вязкопластическом состоянии, например глины, либо формовкой бетонной смеси в специальных формах в тех случаях, когда техногенное сырье имеет необходимые свойства для планируемого бетона, но размеры его частиц малы, например, при использовании ряда отходов абразивного производства для получения жаропрочного бетона. В последнем случае в качестве связующего при изготовлении крупного заполнителя для бетона может быть использован глиноземистый и высокоглиноземистый цементы или жидкое стекло, при этом в качестве армирующего материала для создания предварительного напряжения в зернах крупного заполнителя могут применяться жаропрочные нити из базальтового или углеродного волокна.
При работе конструкции из бетона с предлагаемым предварительно напряженным крупным заполнителем, содержание которого обычно составляет порядка 70% от всего объема бетонной смеси, наиболее опасные для хрупких материалов растягивающие напряжения передаются посредством матрицы на поднутрения 15 (внутреннюю поверхность колец 2, 7, 11) крупного заполнителя 2, сжатого предварительно растянутой арматурой 4, 5, 8, 10, 12 или 13. Арматура при этом дополнительно растягивается, воспринимая основную часть приложенных к зерну крупного заполнителя растягивающих напряжений и препятствуя тем самым его разрушению. Это обеспечивается благодаря тому, что предел прочности материала арматуры остается значительно превосходящим по значению приложенные к ней растягивающие напряжения. Разрушение зерна крупного заполнителя происходит только тогда, когда растягивающие напряжения в материалах как колец крупного заполнителя, так и охватывающей их арматуры превысят соответствующие пределы прочности.
Наиболее перспективным вариантом выполнения предварительно напряженных зерен крупного заполнителя представляется вариант по фиг.9-10, поскольку он, с одной стороны, наиболее прост в технологическом плане, а с другой стороны, обеспечивает наилучшее сцепление с матрицей с помощью дополнительных «усов» (фибр), позволяя в то же время создавать предварительное напряжение в структуре бетона по всем трем осям за счет хаотичного и, следовательно, разнонаправленного положения колец крупного заполнителя и размещенной на них кольцевой арматуры в процессе укладки бетонной смеси в формы. Однако в тех случаях, когда требуется исключить влияние различного рода флуктуации и гарантировать равномерное распределение предварительных напряжений в структуре бетона по всем трем пространственным осям предпочтение, очевидно необходимо отдавать варианту выполнения по фиг.13 или равноценному выполнению.
Изобретение относится к области строительства, к технологии изготовления искусственных строительных конгломератов (композитов) и может найти применение при производстве бетона на различных вяжущих с использованием отходов промышленного производства, таких как доменные шлаки, некондиционные абразивы и т.п. Технический результат: повышение прочности и трещиностойкости бетона за счет улучшения сцепления крупного заполнителя с матрицей, а также за счет создания пространственного предварительного напряжения структуры бетона. Зерно крупного заполнителя для бетона выполнено в виде кольца (трубки) при отношении толщины стенок кольца к его осредненному наружному диаметру от 0,2 до 0,6 при отношении высоты кольца к его осредненному наружному диаметру от 0,25 до 1,0. 8 з.п. ф-лы, 13 ил.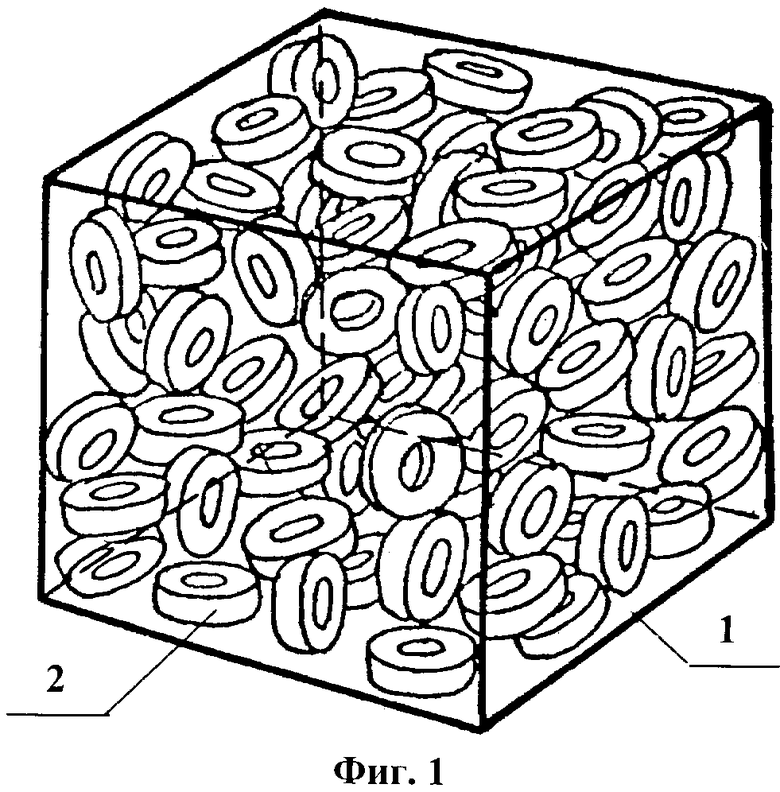
1. Крупный заполнитель для бетона, зерно которого выполнено в виде кольца (трубки) при отношении толщины стенок кольца к его осредненному наружному диаметру от 0,2 до 0,6, отличающийся тем, что отношение высоты кольца к его осредненному наружному диаметру составляет от 0,25 до 1,0.
2. Заполнитель по п.1, отличающийся тем, что его кольца выполнены со сплошной перегородкой в средней части, толщина которой составляет 0,25-0,7 высоты кольца.
3. Заполнитель по п.1, отличающийся тем, что его кольцо имеет эллиптическую форму при соотношении длин осей эллипса от 1,0 до 3,0.
4. Заполнитель по п.1, отличающийся тем, что ребра колец выполнены закругленными с радиусом закругления от 0,1 до 0,2 высоты кольца.
5. Заполнитель по п.1, отличающийся тем, что зерна каждой его фракции выполнены со строго одинаковыми размерами, а на наружной поверхности зерен уложена замкнутая напряженная арматура, обеспечивая предварительное напряжение обжатия в плоскости кольца.
6. Заполнитель по п.5, отличающийся тем, что замкнутая напряженная арматура выполнена в виде кольца.
7. Заполнитель по п.6, отличающийся тем, что кольцо напряженной арматуры выполнено с «усами», отогнутыми наружу относительно кольца.
8. Заполнитель по п.5, отличающийся тем, что его зерно снабжено вторым кольцом, сопряженным с первым, плоскость которого перпендикулярна плоскости первого кольца.
9. Заполнитель по п.5, отличающийся тем, что его зерно содержит три сопряженных кольца, плоскости которых расположены во взаимно перпендикулярных плоскостях.
| СПОСОБ ПОЛУЧЕНИЯ ПУСТОТЕЛОГО ЗАПОЛНИТЕЛЯ | 2000 |
|
RU2186047C2 |
| ЗАПОЛНИТЕЛЬ ДЛЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2337077C1 |
| RU 2000113021 A, 20.07.2000 | |||
| ДЕКОРАТИВНЫЙ ЗАПОЛНИТЕЛЬ ДЛЯ БЕТОНОВ | 2007 |
|
RU2336396C1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

