Изобретение относится к области обработки материалов резанием, а именно к технологии изготовления червячных передач, и предназначено для нарезания глобоидных червяков.
Известно устройство нарезания глобоидных червяков на токарном станке, включающее корпус, на котором установлена поворотная часть с режущим инструментом, привод, который содержит ведущую шестерню, предназначенную для установки на шпинделе станка, паразитное зубчатое колесо и ведомое зубчатое колесо, установленное на валу червяка, вилки, установленные на шпинделе станка и на валу червяка и соединенные между собой пальцем, на котором размещено упомянутое паразитное зубчатое колесо, при этом поворотная часть выполнена с возможностью полного поворота вокруг своей оси (патент RU №2101139, МПК 6 B23B 5/48, опубл. 10.01.1998).
Недостатком данного устройства с гитарой сменных колес является невозможность настроить нарезку глобоидных червяков на любой шаг, кроме того, данное устройство имеет невысокие технологические возможности и производительность обработки.
Наиболее близким к заявляемому изобретению является устройство к токарному станку для нарезания глобоидных червяков, содержащее плиту, на которой смонтирована поворотная часть приспособления в виде сектора, имеющая возможность поворота по направляющим вокруг вертикальной оси с помощью вращающего механизма, сообщая при этом круговое перемещение резцу, закрепленному на поперечном суппорте (Самойлов С.Н и др. Технология тяжелого машиностроения. - М.: Машгиз, 1962, с. 399 и 199).
Нарезание червяка резцом дает низкую производительность и связано с большими затратами ручного труда станочника, т.к. обработка производится со значительным числом прохода инструмента. Все это является недостатком известного устройства. Кроме того, на данном приспособлении можно осуществлять лишь черновую обработку.
Технической задачей, на которую направлено заявляемое изобретение, является повышение технологических возможностей и производительности обработки.
Указанная задача решается тем, что в приспособлении для нарезания глобоидных червяков на токарном станке с ЧПУ, содержащем плиту, на которой смонтирована поворотная часть приспособления в виде сектора, имеющая возможность поворота по направляющим вокруг вертикальной оси с помощью вращающего механизма, сообщая при этом круговое перемещение резцу, закрепленному на поперечном суппорте, сектор имеет зубья зацепления, а вращающий механизм выполнен в виде зубчатой рейки, жестко связанной с винтом шарико-винтовой пары, вращающейся от шагового двигателя по сигналам ЧПУ, при этом резец осуществляет круговое движение вокруг оси сектора на расстоянии от оси червяка, равном оси реального зацепления.
Совокупность отличительных признаков, заключающаяся в том, что сектор имеет зубья зацепления, а вращающий механизм выполнен в виде зубчатой рейки, жестко связанной с винтом шарико-винтовой пары, вращающейся от шагового двигателя по сигналам ЧПУ, при этом резец осуществляет круговое движение вокруг оси сектора на расстоянии от оси червяка, равном оси реального зацепления, позволит осуществлять черновое и чистовое нарезания глобоидного червяка, т.е. расширить технологические возможности, а также повысить за счет автоматизации процесса настройки производительность обработки.
Заявителю не известны приспособления для нарезания глобоидных червяков на токарном станке с ЧПУ заявленной совокупности, и заявленная совокупность существенных признаков не вытекает явным образом из современного уровня техники, что подтверждает соответствие заявляемого технического решения условиям патентоспособности «новизна» и «изобретательский уровень».
Заявляемое техническое решение поясняется чертежами, где изображено:
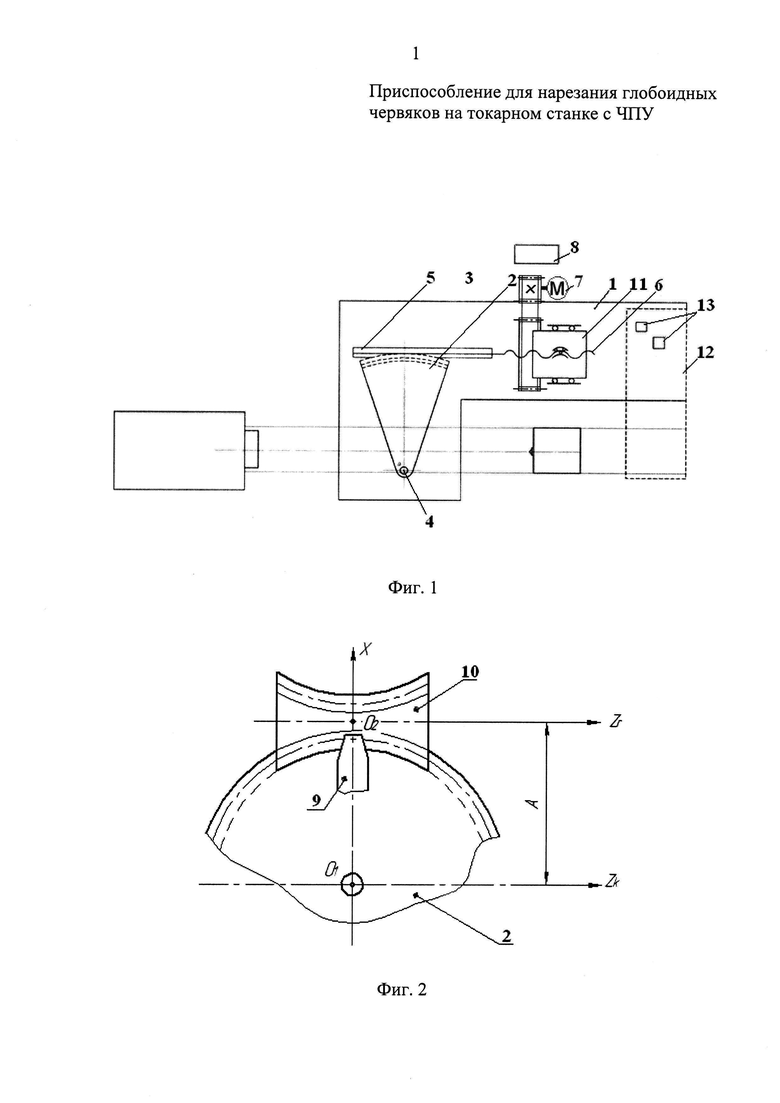
Фиг. 1 - схематичное изображение приспособления для нарезания глобоидных червяков на токарном станке с ЧПУ;
Фиг. 2 - то же, изображение положения резца и заготовки;
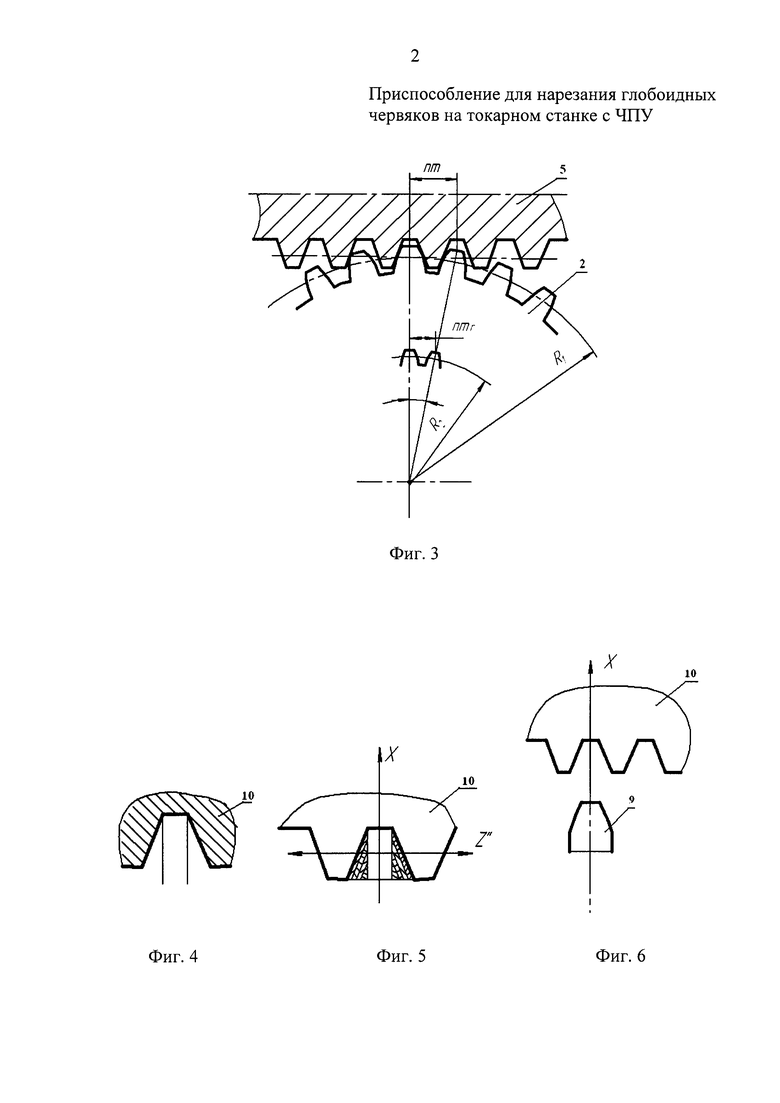
фиг. 3 - схематичное изображение зацепления зубчатой рейки и зубчатого сектора;
Фиг. 4-6 - последовательность обработки профильной канавки;
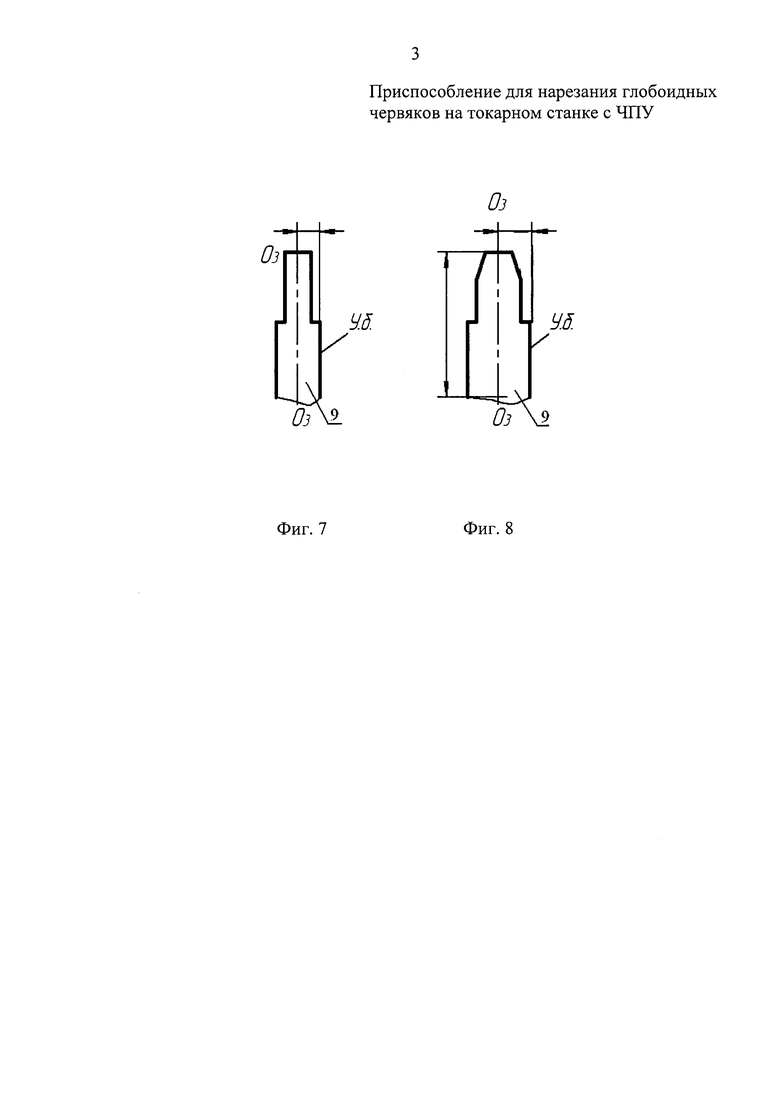
Фиг. 7, 8 - формы резцов.
В поворотных устройствах обрабатывающих центров и других механизмах промышленных установок часто применяют глобоидные червячные передачи. На предприятии возникает вопрос изготовления глобоидных червяков. В настоящее время отсутствует оборудование, позволяющее обеспечить быструю наладку станка и точно изготовить глобоидный червяк.
Для изготовления глобоидных червяков предлагается модернизация токарного станка с ЧПУ с высотой центров 750÷800 мм.
Приспособления для нарезания глобоидных червяков на станке с ЧПУ, представленное на фиг. 1, содержит плиту 1, на которой смонтирована поворотная часть приспособления в виде зубчатого сектора 2, имеющего возможность поворота по направляющим 3 вокруг вертикальной оси 4 с помощью вращающего механизма.
Вращающий механизм выполнен в виде зубчатой рейки 5, жестко связанной с винтом шарико-винтовой пары 6, вращающейся от шагового двигателя 7 по сигналам ЧПУ 8.
Резец 9 закреплен на поперечном суппорте таким образом, что при вращении сектора 2 ему сообщается круговое перемещение, при этом резец осуществляет круговое движение вокруг оси 4 сектора на расстоянии от оси червяка 10, равном оси реального зацепления (фиг. 2).
Корпус вращающейся гайки 11 шарико-винтовой пары 6 привода зубчатого сектора 2 и двигатель 7 привода гайки 11 размещаются на опорной плите 1.
Для обеспечения жесткости правый конец опорной плиты 1 (фиг. 1) размещен на дополнительной поддерживающей плите 12, закрепленной на направляющих станка за задней бабкой. Это позволит выполнять установочные перемещения зубчатого сектора относительно заготовки глобоидного червяка в обоих направлениях по осям X и Z станка.
Поверхности контакта опорной плиты 1 и поддерживающей плиты 12 необходимо прошлифовать и смазывать смазкой типа ELIT-3000HD (данная смазка предназначена для эксплуатации в условиях больших нагрузок в парах трения скольжения), снизу плиты 12 установить два электромагнита 13, выключение которых после совершения установочных перемещений опорной плиты обеспечит жесткость соединения, необходимую для жесткости всей системы во время обработки.
Радиус делительной окружности зубчатого сектора 2 выбирается конструктивно в зависимости от компоновочных условий и пределов диаметров червячных колес, предполагаемых к изготовлению на станке. Для обеспечения беззазорности зубчатый сектор 2 необходимо установить относительно оси вращения через подшипник (не показан).
Вращать зубчатый сектор 2 предлагается от составной зубчатой рейки 5, жестко связанной с винтом шарико-винтовой пары 6, желательно с шагом, равным или кратным шагу ходового винта станка. Зубчатый сектор 2 должен вращаться по круговой плоской направляющей 3, закрепленной на опорной плите. Составная зубчатая рейка 5 необходима для регулировки зазора в зацеплении рейка-зубчатый сектор.
Осевое перемещение винта происходит от вращающейся гайки 11. Гайка 11 устанавливается в корпусе на подшипниках и получает вращение от двигателя 7 через зубчатую ременную передачу. В качестве двигателя предлагается использовать привод с координаты «Z» токарного станка. Это позволит, используя винтовой интерполятор станка, программировать любой шаг червячной передачи.
Резец 9, с помощью которого предполагается нарезать канавку на червяке, должен вращаться вокруг центра O1 на расстоянии от оси червяка, равной оси реального зацепления с червячным колесом (фиг. 2). За один оборот глобоидного червяка резец должен переместиться по делительной окружности на шаг.
Станок должен иметь возможность настройки параметра «А» в зависимости от конструкции реального зацепления. В зависимости от модуля зацепления, станок необходимо настраивать на заданный шаг πm.
Резец 9 (фиг. 2) устанавливают строго симметрично относительно оси O1O2, иначе может возникнуть значительная погрешность. При установке заготовки (фиг. 2) под глобоидный червяк 10 предусматривают возможность смещения оси O1X относительно центра червяка O2, так чтобы ось O1X проходила через точку O2.
Так, программируя шаг πmi (фиг. 3), зубчатая рейка 5 перемещается на эту величину и поворачивает на необходимый угол «φ» зубчатый сектор, обеспечивая нарезание червяка с исходным радиусом R1. Из фиг. 3 видно, что чем ближе к центру зубчатого сектора 2, тем меньше значение πm, значит при программировании необходимого шага при нарезании винтовой линии на глобоидном червяке необходимо это учитывать при заданном шаге червяка πmr, программировать необходимо шаг, равный значению πmr×R1/R2.
Кроме вышерассмотренных установочных перемещений узлов приспособления вместе с инструментом необходимы дополнительные перемещения инструмента, не затрагивающие установочные. Во-первых, для вывода инструмента в конце хода и дополнительные перемещения.
Рассмотрим нарезание резьбы глобоидного червяка резцом 9. Для снятия всего припуска резец 9 необходимо периодически перемещать по оси «X» на определенную величину Sn (поперечная подача) и не только для обеспечения работы резца, и чтобы не было подрывания, резец необходимо периодически смещать и по координате Z′′ (фиг. 2), значит должна быть дополнительная координата, позволяющая смещать резец в боковых направлениях. Для этого предлагается на зубчатом секторе закрепить два суппорта с небольшим перемещением (в пределах 40 мм) как по оси X, так и по оси Z (фиг. 2).
Для изготовления глобоидных червяков в малых количествах эти дополнительные перемещения можно выполнять вручную по индикаторам, устанавливаемым по обеим дополнительным координатам, назовем в дальнейшем координатами инструмента. Это необходимо для последующей установки инструмента в начальное положение, выполненное во время наладки. В начале прорезки профильной канавки прорезать канавку необходимо прямоугольным резцом (фиг. 4), а затем обработать боковые поверхности (фиг. 5), после чего лучше выполнить чистовую обработку профильным инструментом по всему контуру канавки (фиг. 6). Для этого требуется минимум четыре инструмента. Для простоты работы необходимо применять инструмент с постоянным расстоянием расположения оси режущей части относительно установочной базы.
У канавочного резца центр ширины режущей части также должен быть с определенным расстоянием относительно установочной базы Уб (фиг. 7). Эти же требования необходимо обеспечить и по длине инструмента. Для профильного инструмента применяются те же требования. Это упростит обработку и обеспечит необходимую точность.
При необходимости нарезания глобоидных червяков партиями предлагается дополнительные координаты X′′ и Z′′ оснастить шаговыми двигателями небольшой мощности, так как их задача - обеспечить периодические перемещения после рабочего хода инструмента. Для этого можно применить компактный привод на две координаты. В дополнительных координатах можно применить обычные винтовые пары скольжения, люфт в координатах можно учитывать при программировании перемещения. Передачу управления шаговыми двигателями координат X′′ и Z′′ можно осуществить от конечного датчика (не показан), установленного на перемещении зубчатой рейки в ее конечном положении.
Приспособление для нарезания глобоидных червяков на токарном станке с ЧПУ заявляемой конструкции позволяет обеспечить повышение технологических возможностей и производительности обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к токарному станку для нарезания глобоидных червяков | 1980 |
|
SU944826A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1996 |
|
RU2101139C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
| Способ зубообработки глобоидных червяков | 1980 |
|
SU931333A1 |
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Резцовая головка | 1977 |
|
SU814609A1 |
Приспособление содержит плиту, на которой смонтирована поворотная часть приспособления в виде зубчатого сектора, имеющего возможность поворота по направляющим вокруг вертикальной оси с помощью вращающего механизма. Вращающий механизм выполнен в виде зубчатой рейки, жестко связанной с винтом шарико-винтовой пары, вращающейся от шагового двигателя по сигналам ЧПУ. Резец закреплен на поперечном суппорте таким образом, что при вращении сектора ему сообщается круговое перемещение, при этом резец осуществляет круговое движение вокруг оси сектора на расстоянии от оси червяка , равном оси реального зацепления. Корпус вращающейся гайки шарико-винтовой пары привода зубчатого сектора и двигатель привода гайки размещаются на опорной плите. Достигается повышение технологических возможностей и производительности обработки. 8 ил.
Приспособление для нарезания глобоидных червяков на токарном станке с числовым программным управлением (ЧПУ), содержащее плиту, на которой смонтирована поворотная часть приспособления в виде сектора, имеющего возможность поворота по направляющим вокруг вертикальной оси с помощью вращающего механизма с сообщением при этом кругового перемещения резцу, закрепленному на поперечном суппорте, отличающееся тем, что вращающий механизм выполнен в виде зубчатой рейки, жестко связанной с винтом шарико-винтовой пары, вращающейся от шагового двигателя по сигналам ЧПУ, причем на секторе выполнены зубья для зацепления с упомянутой зубчатой рейкой, а резец установлен с возможностью кругового движения вокруг оси сектора на расстоянии от оси червяка, равном расстоянию в реальном зацеплении червяка с червячным колесом.
| САМОЙЛОВ С.Н | |||
| и др | |||
| "Технология тяжелого машиностроения", М., Машгиз, 1962, с.199, 399 | |||
| Способ образования винтовой поверхности глобоидного с вогнутым профилем винтов червяка и устройство к зубофрезерному станку для обработки винтовой поверхности глобоидного с вогнутым профилем витков червяка | 1985 |
|
SU1316758A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1996 |
|
RU2101139C1 |
| WO 1985004127 А, 26.09.1985. | |||

