Область техники, к которой относится изобретение
Изобретение относится к способу изготовления трубчатого тела. Более конкретно, изобретение касается изготовления длинномерного многослойного трубчатого тела, содержащего в себе длинномерную внутреннюю полую сердцевину, длинномерный внутренний кожух и длинномерный внешний кожух, причем внутренний кожух охватывает полую сердцевину, внешний кожух охватывает внутренний кожух, и внешний кожух содержит по меньшей мере два слоя предварительно продольно сформованных плоских металлических полос. Предварительная формовка металлических полос включает в себя специальное гнутье полос таким образом, чтобы каждая полоса была превращена в спираль в результате пластической деформации. Предварительно сформованная металлическая полоса может быть выполнена, например, из высокопрочной стали, в частности из сталей с высокой долей материала в мартенситной фазе. Преимущественно присутствует длинномерный трубчатый внутренний кожух. Внутренний кожух может быть выполнен, например, из коррозионностойкого материала. Преимущество таких трубчатых тел заключается в том, что труба, имеющая относительно малую толщину стенки и, следовательно, трубчатое тело с относительно низким весом, может выдерживать высокие внутренние давления.
Уровень техники
Как правило, целесообразно попытаться минимизировать вес трубопроводов (в расчете на метр), выдерживая в то же время соответствие техническим условиям на предельно допустимое давление, при котором можно эксплуатировать трубопровод. Или же, если то же самое выразить иначе, целесообразно повышать предельно допустимое давление, при котором трубопровод можно эксплуатировать, в то время как вес (в расчете на метр) останется без изменения. Этим путем можно добиться значительной экономии материала, экономя при этом также и на транспортных расходах.
Известно, что природный газ и жидкие нефтепродукты могут содержать нежелательные загрязнители, в частности нежелательные кислые загрязнители, такие как диоксид углерода и сероводород. Кроме того, могут присутствовать органические кислоты, а также хлориды. Известно также, что в стандартных рабочих условиях давления и температуры выполненные из традиционных материалов трубопроводы, переносящие такого рода загрязненные продукты, могут отказать, например, из-за коррозионного растрескивания под напряжением. Такие отказы могут закончиться продольно распространяющимися трещинами трубопроводов.
Прежние попытки снизить риск таких отказов включали в себя применение ингибиторов коррозии, добавляемых к переносимым трубопроводами продуктам. К сожалению, это может приводить к неприемлемым расходам, включая не только стоимость ингибиторов и расходы на их добавление к продуктам, но также и расходы на своевременные удаление и регенерацию ингибиторов коррозии из переносимых трубопроводами продуктов. Применение ингибиторов коррозии также нежелательно, в особенности во внебереговых трубопроводах, из-за возможных экологических проблем, которые могут возникать в случае выхода ингибиторов коррозии из трубопроводов.
Предлагались альтернативные пути снижения риска растрескивания в трубах, в частности коррозионного растрескивания под напряжением, путем снижения растягивающего напряжения на части труб, находящихся в контакте с переносимыми загрязняющими продуктами. Указанные пути включают использование труб, выполненных, например, из двух труб, вставленных одна в другую, механически заставляя в процессе производства внутреннюю трубу контактировать с внешней трубой, вследствие чего внутренняя труба после завершения этой операции будет иметь напряжение сжатия, а внешняя труба напряжение растяжения. Этот способ известен как «самоизнос» и один из способов механического осуществления этой операции описан в патенте США №4823847. Следует принять во внимание, что, если одна из труб может быть вставлена в другую и выполнять операцию самоизноса без нежелательного повреждения внутренней трубы, обе трубы должны быть изготовлены с очень узкими допусками. Следует также принимать во внимание, что эта особая операция самоизноса пригодна для применения лишь на небольших отрезках трубы и имеет недостатком то, что она занимает много времени, и следовательно, проведение ее является дорогостоящим. Еще одним недостатком производства таких малых отрезков трубы, обычно отрезков длиной 8-10 м, является то, что оно должно включать выполнение множества сварных швов, которые сами по себе являются точками слабости в трубопроводе.
Трубчатые тела различного типа известны из патента США №4657049, в котором металлические полосы спирально наматываются внахлест и заделываются в клеевую матрицу, создавая тем самым жесткую трубчатую конструкцию. В патенте США №3530567 описан способ образования трубы путем спиральной намотки металлической полосы с перехлестом таким образом, чтобы толщина стенки трубы в любой ее точке была образована из множества витков. Для устранения спиральных морщин во внутреннем просвете трубы, образуемых краями полосы, витки материала полосы разглаживают после намотки один относительно другого путем расширения трубчатой конструкции за пределы точки текучести металлических полос. Такая операция представляет значительные производственные трудности.
В GB 2280889 раскрыт способ образования полого длинномерного тела или трубчатого тела, который включает в себя спиральную намотку внахлест по меньшей мере одной полосы материала с образованием многослойной трубчатой конструкции. При такой компоновке полосу предварительно формуют в продольном направлении с образованием поперечного сечения, имеющего по меньшей мере один шаг, который при каждом витке полосы содержит в себе перекрываемую долю следующего витка. В результате этого трубчатое тело, имеющее определенную толщину стенки, образуемую некоторым множеством витков, может непрерывно создаваться из единственной полосы материала, причем толщина стенки обычно на одну толщину полосы больше числа шагов, образуемых в поперечном сечении полосы. Подобное трубчатое тело описано в WO 2006/016190.
Для производства предварительно сформованных самоперекрывающихся полос требуется специальное, дорогостоящее, тяжелое и энергоемкое оборудование. Кроме того, способ весьма чувствителен и является причиной концентрирования напряжений (выражаемый коэффициентом концентрации напряжений), что может ослаблять прочность трубы. Гнутье профилированной полосы приводит к неравномерному распределению напряжения вдоль полосы, что может привести к преждевременному отказу. Это доставляет особые неприятности, когда нужно изготовлять и эксплуатировать длинные трубчатые элементы.
Раскрытие изобретения
Цель настоящего изобретения состоит в предложении трубчатого тела и способа его изготовления, в которых снижен риск коррозионного растрескивания в условиях напряжения и уменьшены один или более других указанных выше недостатков известных труб и способов их изготовления. Новое трубчатое тело содержит два или более относительно простых предварительно сформованных металлических полос преимущественно вокруг относительно легкого внутреннего кожуха. Предварительно сформованная металлическая полоса является простой плоской, предварительно согнутой полосой без какого-либо профилирования. Предварительное гнутье дает спиральную форму. Предварительно сформованные металлические полосы в конечном трубчатом теле не являются самоперекрывающимися. Внутренний кожух является преимущественно коррозионностойким. Этим путем по крайней мере частично разделены требования к трубопроводу в отношении стойкости к коррозии и прочности. В частности, внутренний кожух обеспечивает стойкость к коррозии, а внешние слои обеспечивают основную долю прочности (как осевой, так и радиальной). Полая сердцевина в середине длинномерного тела представляет пространство для транспортирования газа и/или жидкостей.
Таким образом, настоящее изобретение относится к способу изготовления длинномерного многослойного трубчатого тела, содержащего в себе длинномерную внутреннюю полую сердцевину, длинномерный трубчатый внутренний кожух и длинномерный трубчатый внешний кожух, причем внутренний кожух охватывает полую сердцевину, внешний кожух охватывает внутренний кожух, и внешний кожух содержит по меньшей мере два слоя, каждый слой состоит из одного или более предварительно сформованных в продольном направлении плоских длинномерных металлических полос, предварительное формование полос производится таким образом, чтобы полосы были согнуты спирально и так, чтобы последовательные витки спирали или спиралей касались или почти касались один другого и при этом каждая полоса в одном слое перекрывалась с другими полосами в других слоях, и слои во внешнем кожухе были соединены один с другим с помощью клея,
и при этом способ включает в себя использование длинномерного внутреннего кожуха, использование одной или более первых плоских длинномерных металлических полос, предварительное пластическое формование одной или более первых металлических полос в операции гнутья, в результате чего получают одну или более спиралей, и укладку одной или более предварительно сформованных первых металлических полос на внутренний кожух с образованием первого слоя внешнего кожуха, подготовку и нанесение клея, подготовку одной или более вторых плоских длинномерных металлических полос, предварительное пластическое формование одной или более вторых металлических полос в операции гнутья, в результате чего получают одну или более спиралей, и укладку одной или более предварительно сформованных вторых металлических полос на первый слой внешнего кожуха с образованием второго слоя внешнего кожуха, после чего, возможно, осуществляют еще одну подготовку и нанесение одного или более дополнительных слоев клея и предварительно сформованных плоских длинномерных металлических полос.
Предпочтительно, перед укладкой одной или более первых металлических полос на внутренний кожух наносится слой клея.
Предпочтительно, внутренний кожух изготавливают непрерывным образом с помощью спиральной намотки плоской металлической полосы и сварки намотанной полосы.
Благодаря тому, что признак, состоящий в том, что плоская металлическая полоса может быть использована для изготовления предварительно сформованных спиралевидных слоев внешнего кожуха, мало вероятно, чтобы в предварительно сформованной полосе появились бы какие-либо повреждения, обусловленные, например, концентрированием напряжений. В частности, при использовании высокопрочного стального сплава, например с высокой долей кристаллических зерен в мартенситной фазе, получают трубчатые тела, которые могут выдерживать высокие давления. Использование внутренних кожухов, особенно стойких к коррозии, должно снижать любую коррозию в условиях напряжений. Путем использования перекрывающихся слоев предварительно сформованных полос во внешнем кожухе значительную долю осевой нагрузки принимает на себя внешний кожух. Трубчатые тела настоящего изобретения могут выдерживать то же самое внутреннее давление при одновременной экономии веса материала, составляющей 40% или более по сравнению со стандартной трубой. Особенно выгодна комбинация стальных полос с высоким содержанием мартенситной фазы с предварительным гнутьем, так как без предварительного гнутья готовое трубное изделие заключало бы в себе большое количество энергии упругой деформации, что бы сделало трудными как сам процесс производства, так и любые ремонтные работы.
Предварительное гнутье полосы требует приложения соответствующих сил для получения в результате пластической деформации металла спиралевидной полосы. В том случае, когда слой образуют из одной металлической полосы, диаметр спирали (в отсутствие каких-либо сил, вызывающих упругую деформацию) имеет тот же порядок величины, что и внутренний кожух, в то время как последовательные витки спирали едва касаются один другого, либо же образуют небольшой зазор или перекрывание, которое, чтобы получить, как это описано ниже, небольшой зазор, можно устранить за счет только одной упругой деформации металла. Диаметр спирали может составлять от 0,6 до 1,4 диаметра внутреннего кожуха, желательно от 0,8 до 1,25 диаметра внутреннего кожуха, предпочтительно от 0,9 до 1,12 и, более предпочтительно, от 0,97 до 1,04.
Следует принять во внимание, что диаметр последовательных слоев в готовом трубчатом теле должен быть несколько большим, чем у предыдущего слоя. В случае двух (или более) металлических полос в одном и том же слое трубчатого тела расстояние между последовательными витками в спирали (содержащей два (или более) витков) равно ширине двух (или более) полос вместе (если имеются) с двумя (или более) небольшими зазорами или нахлестками, как это описано ниже. Следует обратить внимание на то, что в случае двух (или более) металлических полос в одном слое последующий слой может иметь ту же структуру или же включать в себя меньше или больше полос. Для получения желаемого перекрывания последовательных слоев (у которых зазор или линия контакта между двумя витками спирали (так же как любые зазоры или линии контакта в случае двух или более слоев в одной спирали) перекрыты спиралью последующего слоя по всей длине трубы) необходимо, чтобы шаг каждой спирали в слое, включающем одну или более полос, был одним и тем же для всех слоев. Предпочтительно, чтобы каждый слой состоял из одной или более металлических полос, более предпочтительно из одной металлической полосы.
Длина длинномерного трубчатого тела может в принципе варьировать от 1 м до 40 км или даже больше. Подходящая длина равна по меньшей мере 10 м, преимущественно составляет от 100 м до 20 км и, более предпочтительно, от 500 м до 5 км. Для осуществления способа изготовления труб изобретения может быть в принципе использован непрерывный способ. Благодаря этому для магистральных трубопроводов требуется лишь ограниченное количество швов. Длинномерное трубчатое тело настоящего изобретения включает в себя два или более слоев во внешнем кожухе, и в каждом слое витки из плоской металлической полосы лежат впритык один к другому без какого-либо перекрывания.
В принципе, какие-либо ограничения, касающиеся диаметра трубчатого тела, отсутствуют. Приемлемая внутренняя полая сердцевина имеет диаметр от 5 до 250 см, преимущественно от 10 до 150 см и, более предпочтительно, от 15 до 125 см. Внешний кожух должен содержать в себе по меньшей мере два слоя. При использовании только одного слоя сопротивление осевой нагрузке было бы слишком слабым. В принципе, какие-либо ограничения, касающиеся максимального количества слоев, отсутствуют, но практически их число может достигать 24 и, в особенности, до 20. Приемлемый внешний кожух содержит в себе от 2 до 16 слоев, преимущественно от 2 до 10 слоев, более предпочтительно от 3 до 8 слоев и, главным образом, 4-6 слоев. Следует принять во внимание, что увеличение числа слоев должно приводить к тому, что трубы смогут выдерживать более высокие давления. При этом повышается и осевая прочность.
Длинномерное трубчатое тело при содержании в нем одной полосы в каждом слое имеет приемлемое отношение длины окружности к ширине полосы от 3 до 40, преимущественно от 4 до 28 и, более предпочтительно, от 6 до 20, причем под окружностью подразумевается окружность наименьшего слоя (или первого слоя вокруг полой сердцевины) внешнего кожуха. В случае наличия в слое более одной полосы ширина полосы определяется как сумма ширин полос в этом слое.
Расстояние между двумя витками в одном слое во внешнем кожухе является преимущественно относительно небольшим. Благодаря этому передача сил может осуществляться относительно легко без каких-либо возможных проблем в отношении того, что касается растрескивания клеевых слоев. Приемлемый осевой зазор (если имеется) между двумя последовательными витками спирали составляет максимально до одной четверти ширины полосы, преимущественно до одной шестой ширины полосы и, более предпочтительно, до одной десятой ширины полосы. Таким образом получают между слоями достаточное перекрытие для переноса сил. Подходящий зазор между витками полосы составляет максимально до 1 см, преимущественно до 0,4 см и, более предпочтительно, до 0,1 см.
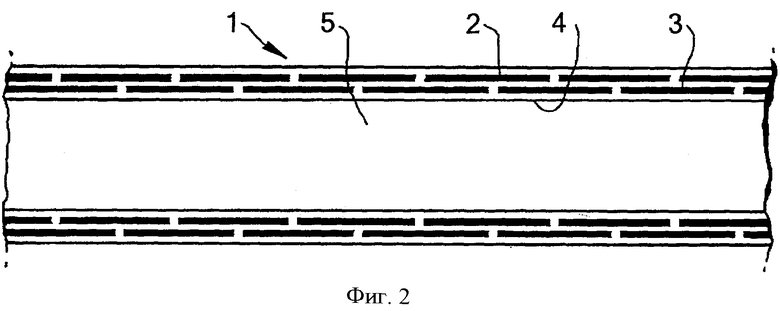
Подходящее расстояние между внутренним кожухом и первым слоем во внешним кожухе достигает максимально 2 мм и преимущественно составляет от 0,01 до 1 мм. Аналогичным образом, расстояние между двумя слоями во внешнем кожухе достигает максимально 2 мм и преимущественно составляет от 0,01 до 1 мм. Как правило, зазор между внутренним кожухом и первым слоем и зазор между слоями во внешнем кожухе должны быть заполнены клеем. В одном из предпочтительных вариантов осуществления, в котором трубчатое тело обрабатывается методом самоизноса, большая часть пустых пространств (преимущественно все пустые пространства) между внутренним кожухом и слоями должны быть ликвидированы. В случае наличия в слое одной металлической полосы каждая полоса в каком-либо слое перекрывает другую полосу в другом слое в продольном отрезке на 10-90%, преимущественно на 25-75% и, более предпочтительно, на 40-60%. Продольный отрезок, в частности, проиллюстрирован на фиг.2. В случае двух подобных полос в одном слое, подобно тому как указано выше, получают оптимальное перекрывание. В случае двух (или более) разных слоев наилучшее перекрывание обычно достигается в результате симметричной компоновки. В случае наличия разных количеств полос в соседних слоях некоторые полосы окажутся перекрытыми на 100%, а другие слои преимущественно перекрываются так, как описано выше. См. также фиг.5.
В способе настоящего изобретения используется внутренний кожух. В случае наличия внутреннего кожуха последний может быть либо постоянным кожухом (например из металла, в частности из нержавеющей стали, ниже дано более детальное описание), либо временным, или расходным кожухом, например из бумаги, картона или растворимого полимера. В этих случаях внутренний кожух используется при изготовлении длинномерного трубчатого тела и обычно перед каким-либо фактическим применением удаляется.
Способ изобретения осуществляется главным образом в непрерывном режиме. Благодаря этому можно изготовлять длинные и даже очень длинные трубчатые тела, вплоть до нескольких тысяч метров или даже больше. В режиме непрерывного производства удобно непрерывно подавать внутренний кожух, например с использованием периодического производства или относительно малыми частями, например от 8 до 12 м, с последующим процессом сварки, в результате чего образуется длинный внутренний кожух. Гнутые плоские металлические полосы наматывают на длинный внутренний кожух. Исходная металлическая полоса может быть получена прокаткой нескольких тысяч метров полосы. Сваркой нескольких полос одну с другой можно получать еще более длинные полосы.
Внешний кожух длинномерного трубчатого тела выполняют преимущественным образом из стали, нержавеющей стали, титана или алюминия, предпочтительно из высокопрочной стали (которая дополнительно описана выше), в особенности из сталей с высокой долей материала в мартенситной фазе. Сталь с большим количеством мартенситных кристаллических зерен предпочтительна благодаря ее высокой прочности. Использование таких сталей позволяет получать трубчатые конструкции с относительно высокой прочностью и низким весом. Такие стали характеризуются пределом прочности на растяжение от 900 до 1500 МПа. Эти стали могут быть получены от фирмы Mittal Steel под торговым названием «MartlNsite».
Описанное выше длинномерное трубчатое тело преимущественным образом выполняется из металлической полосы, характеризующейся заданным минимальным пределом текучести, равным по меньшей мере 7000 кг/см2, предпочтительно от 1050 до 21000 кг/см2 и, более предпочтительно, от 12600 до 17500 кг/см2.
Одним из предпочтительных вариантов защиты длинномерного трубчатого тела, согласно описанному выше, является использование одного или более защитных слоев. Так, трубчатое тело преимущественно имеет снаружи внешнего кожуха своего рода защитный кожух/покрытие. В качестве подходящих защитных кожухов являются металлические кожухи, например алюминиевые кожухи, стальные кожухи и т.д. Подходящими покрытиями являются полимерные покрытия, например полиэтиленовое, полипропиленовое, полиуретановое и/или поливинилхлоридное покрытия, или покрытия на битумной основе, а также коррозионнозащитные краски. Могут быть также применены какие-либо комбинации и/или использование нескольких слоев покрытий. Защитные слои могут укладываться с помощью традиционных методов, например накруткой, экструзией, нанесением покрытия и т.д.
Длинномерные трубчатые тела могут применяться с одним или более изоляционными слоями, например слоями из минеральной ваты, стекловолоконными слоями и т.д.
Описанное выше длинномерное трубчатое тело преимущественно включает в себя клеевой слой, содержащий полосу клея, наносимого на внутренний кожух и/или между слоями во внешнем кожухе. В принципе может быть использован любой клей (жидкий, порошковый и т.д.), но, с практической точки зрения, предпочтительна полоса. Предпочтительно, чтобы клеевой слой содержал отверждаемый полимер и, предпочтительно, пленочного типа эпоксид на тканевой основе, предпочтительнее всего Cytec FM 8210-1.
В описанном выше длинномерном трубчатом теле подходящая металлическая полоса имеет ширину по меньшей мере 10 мм, в большей степени подходит ширина не менее 20 мм, преимущественно от 5 до 50 см и, более предпочтительно, от 10 до 35 см при толщине от 0,2 до 5 мм, преимущественно 0,4-4 мм и, более предпочтительно, 0,8-2 мм. Заявленный способ относится, в частности, к способу, в котором применение внутреннего кожуха, или сердечника (мандрели), применение первой и второй металлических полос и, возможно, каких-либо дополнительных полос, а также нанесение клея проводятся одновременно. В этом случае все процессы происходят в одно и то же время и трубчатое тело производится в один прием. В том же случае, когда внешний кожух содержит относительно большое число слоев, например четыре слоя или больше, могут иметься две одновременно проводимые производственные стадии, на одной из которых на внутренний кожух (сердечник) укладывается, например, половина слоев, а на второй стадии укладывается другая половина.
В одном из предпочтительных случаев, в котором присутствует внутренний кожух, перед укладкой одной или более первых металлических полос на внутренний кожух между внутренним кожухом и первым слоем внешнего кожуха, возможно нанесение клея.
В одном из предпочтительных вариантов осуществления слои предварительно сформованной металлической полосы укладывают на вращающийся внутренний кожух, преимущественно непрерывно перемещающийся и вращающийся внутренний кожух.
В другом предпочтительном варианте осуществления внутренний кожух является невращающимся внутренним кожухом или сердечником, а слои металлической полосы укладываются на внутренний кожух или сердечник путем накрутки полос на внутренний кожух или сердечник, причем внутренний кожух или сердечник преимущественно является непрерывно перемещающимися и невращающимися.
В настоящем способе внутренний кожух изготовляют преимущественно непрерывно, включая сюда близкие к непрерывным операции. Так, внутренний кожух можно удобным образом изготовлять непрерывно из плоских металлических полос путем прокатки металлического листа в трубу, преимущественно путем холодной прокатки, с
последующей продольной сваркой прокатанного листа,
главным образом с помощью лазерной сварки, и соединением сваренных труб одна с другой, преимущественно с помощью сварки, главным образом с помощью лазерной сварки. Операции прокатки преимущественно проводят в две стадии, превращая на каждой стадии одну половину листа в половину трубы, преимущественно используя для гнутья листа трехвалковый стан.
В другом варианте осуществления внутренний кожух изготовляют в непрерывном режиме из плоских металлических полос прессованием, преимущественно в двухстадийной операции прессования, с последующими продольной сваркой прокатанного листа, главным образом с помощью лазерной сварки, и соединением сваренных труб одну с другой, преимущественно с помощью сварки, главным образом с помощью лазерной сварки.
Еще один вариант осуществления включает в себя непрерывное производство внутреннего кожуха с помощью спиральной намотки плоской металлической полосы и сварки намотанной полосы.
В еще одном варианте осуществления внутренний кожух изготовляется в непрерывном режиме путем экструзии полимера, преимущественно органического полимера.
Способ изобретения включает в себя также применение какого-либо клея, являющегося отверждаемым клеем, преимущественно нанесенного на тканевую полосу, причем способ в этом случае включает также отверждение клея.
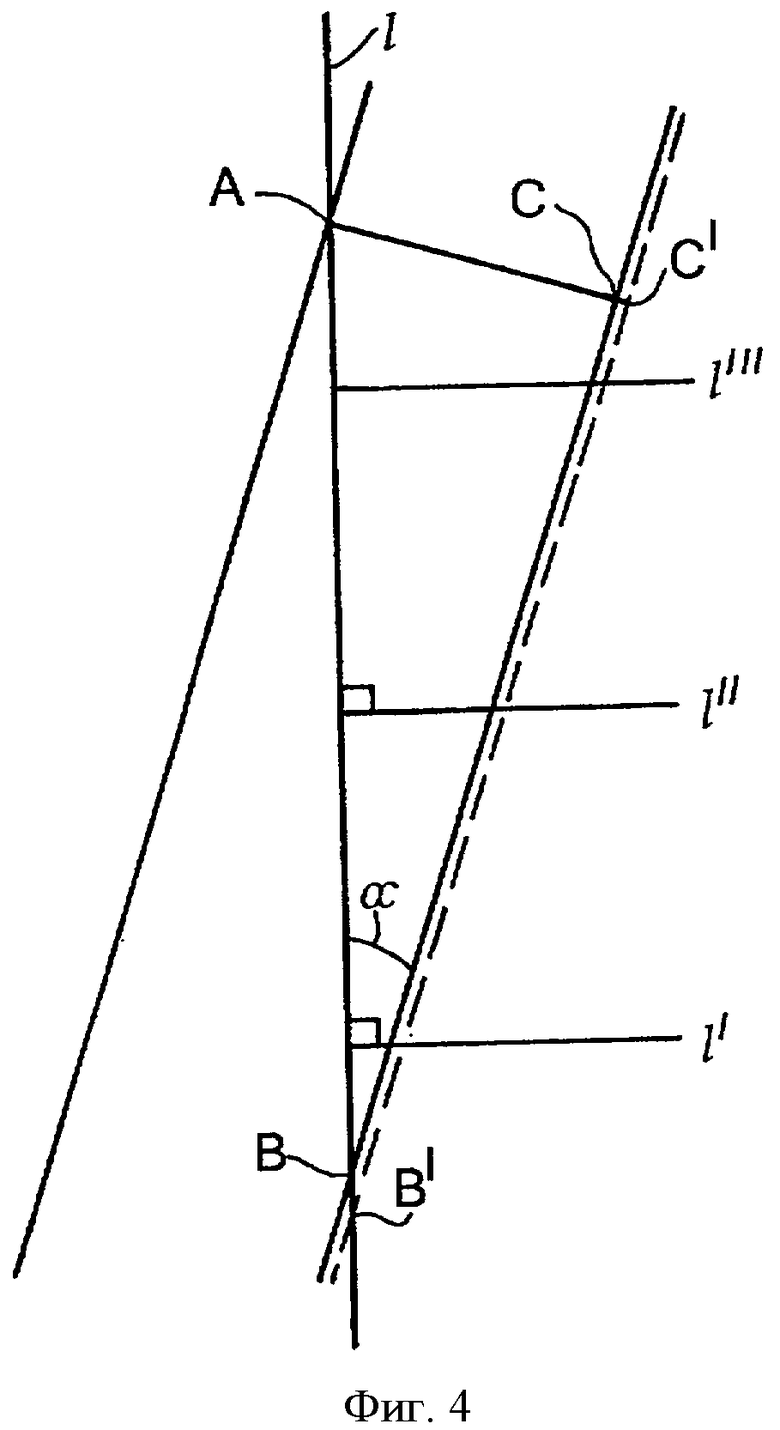
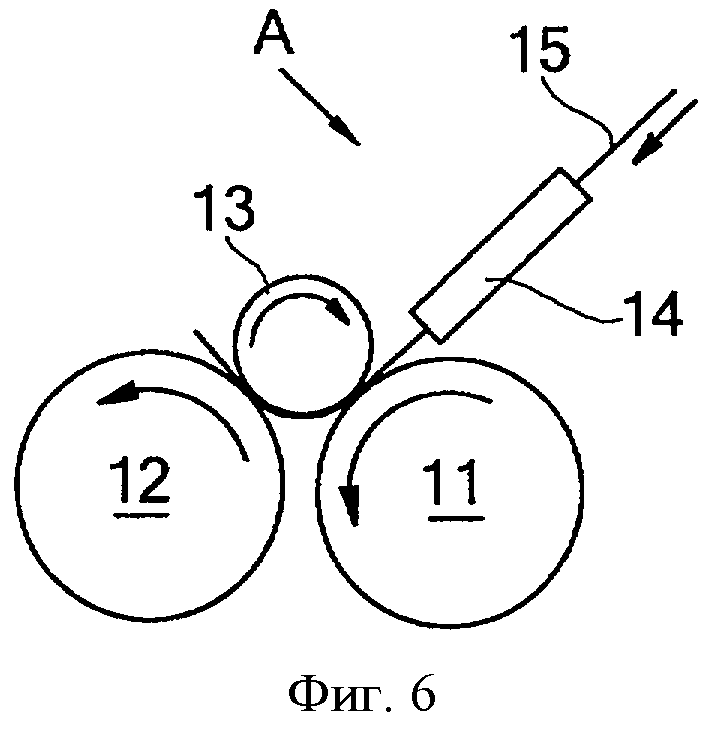
Предварительно сформованную плоскую длинномерную металлическую полосу успешным образом изготовляют с помощью пластической деформации плоской длинномерной металлической полосы на валковом гибочном станке, включающем набор валков, преимущественно от 2 до 5 валков, более предпочтительно из 3 валков. Валки могут быть либо одного и того же размера, либо разного размера. В случае системы из трех валков фактическое гнутье (или предварительное формование) производится вокруг среднего валка (см. также фиг.6). Подходящий размер этого валка составляет от 1 до 30 см, преимущественно от 2 до 20 см. Размер остальных валков может быть меньшим или большим, по предпочтительно таким, чтобы обеспечить достаточное пространство для подшипников и приводов. Предпочтительно, чтобы все валки были оборудованы приводами для протяжки металлической полосы через валковый гибочный станок. Полоса поступает на валковый гибочный станок преимущественно через направляющий элемент, который включает в себя продолговатый бокс с продолговатой щелью, ширина которой несколько больше [ширины] металлической полосы, предпочтительно такой щелью, ширина которой была до 2 мм больше ширины металлической полосы, преимущественно до 1 мм и, более предпочтительно, до 0,5 мм. Длинномерную плоскую металлическую полосу подают [на гибочный станок] под углом, причем этот угол представляет собой угол между полосой и нормалью валков в валковом гибочном станке. Благодаря этому углу, металлическая полоса скользит или проскальзывает через валки. Целесообразно, чтобы плоская длинномерная металлическая полоса подавалась на валки под углом подачи, составляющим от 0,6 до 1,4 и, предпочтительно, от 0,8 до 1,2 угла α, который представляет собой тот же угол α, который имеется в готовом трубчатом теле (см. также фиг.4).
Предпочтительным образом щель направляющего элемента содержит в себе два ряда валков или подшипников для направления плоской длинномерной металлической полосы, причем эти два ряда валков или подшипников образуют края щели и выполнены из материала (в частности, из металла или сплава), обладающего большей твердостью, чем твердость металлической полосы.
Подходящее расстояние между направляющим боксом и валком составляет меньше 5 см, преимущественно меньше 1 см и, более предпочтительно, меньше 0,5 см. Относительно малое расстояние предпочтительно потому, что в этом случае устраняется образование на металлической полосе морщин.
Изобретение включает в себя также применение описанного выше длинномерного трубчатого тела для транспортирования углеводородов типа нефти или газа, возможно содержащих сероводород и/или диоксид углерода. Наряду с ними в нефти или газе может также присутствовать вода. Кроме того, трубчатые тела могут применяться для транспортирования диоксида углерода, водорода, воды, водяного пара, этана, этилена, лигроина и т.д. Очень выгодным применением является транспортирование сырой нефти и/или природного газа с внебереговых платформ к берегу или в прибрежную зону. Другим полезным применением является транспортирование очищенных нефтепродуктов, бензина, газойля, керосина, лигроина и СПГ.
Применение удобно осуществлять при температурах от -20 до 130°С, преимущественно от -5 до 50°С. Приемлемое давление в трубчатом теле составляет от 1 до 300 бар, более предпочтительно от 10 до 250 бар и, особенно предпочтительно, от 30 до 200 бар.
Длинномерное трубчатое тело может быть изготовлено путем укладки предварительно сформованной металлической полосы вместе с клеем вокруг трубчатого внутреннего кожуха. Предпочтительно использование отверждаемого клея. После отверждения трубчатое тело преимущественно подвергают операции автоизноса. Такие операции в технике известны. Трубчатое тело опрессовывают до некоторого давления сверх рабочего давления, которое заставляет внутренний кожух деформироваться, а витки расширяться, не переходя их предела упругости. После сброса давления витки остаются в состоянии остаточного напряжения, а внутренний кожух остается в состоянии остаточного сжатия. Поддерживание вкладыша в состоянии намного ниже его предела текучести дает два преимущества, когда трубу подвергают циклическому изменению давления при или ниже его максимального рабочего давления: (а) намного более низкие циклические напряжения растяжения на внутренней сердцевине значительно уменьшают усталость; и (b) вкладыш испытывает относительно малое напряжение или сжатие, что снижает коррозионное растрескивание в условиях напряжения.
Краткое описание чертежей
Далее изобретение описывается более детально посредством примера со ссылками на прилагаемые чертежи, в которых:
фиг.1 - схематическое представление бокового вида одного из вариантов осуществления трубчатого тела (без внешнего покрытия) согласно изобретению;
фиг.2 - схематическое представление продольного среза через трубчатое тело согласно изобретению (включая внешнее покрытие);
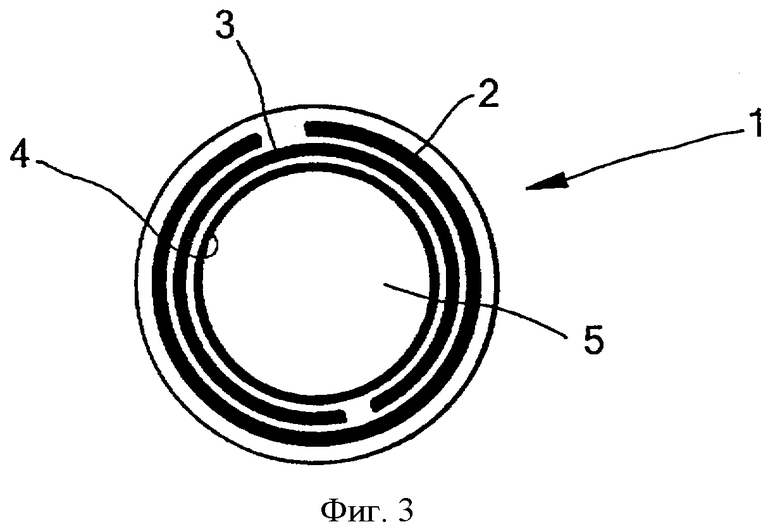
фиг.3 - схематическое представление радиального среза трубчатого тела с фиг.2;
фиг.4 - часть плоской длинномерной полосы;
фиг.5 - продольный срез через трубчатое тело, в котором слои включают в себя разное количество полос;
фиг.6 - вид в поперечном сечении валкового гибочного станка;
фиг.7 - вид сверху направляющего бокса.
Осуществление изобретения
На фиг.1, 2 и 3 показано трубчатое тело 1, включающее в себя две перекрывающиеся длинномерные металлические полосы 2 и 3, намотанные по спирали на внутренний кожух 4, внутренний кожух 4, охватывающий полую сердцевину 5. Каждый слой состоит из одной металлической полосы. Перекрывание полос в двух слоях составляет 50%. Полосы 2 и 3 выполнены из высокопрочной стали. Полоса 3 спирально намотана вокруг внутреннего кожуха 4. Полоса 2 спирально намотана с 50% перекрыванием вокруг полосы 3. Между внутренним кожухом 4 и полосой 3 и между полосой 3 и полосой 2 имеется тонкий слой клея. На фиг.4 показана длинномерная металлическая полоса 3. В способе согласно изобретению полоса спирально выгнута вокруг линий, перпендикулярных линии 1, например 1′, 1′′ и 1′′′. Является очевидным, что в процессе гнутья линия, вокруг которой выгибается полоса, будет непрерывно сдвигаться в направлении гнутья. Расстояние С-С представляет собой зазор между витками полосы 3. Угол α определяется угловыми линиями ВА и ВС. На фиг.5 показана часть трехслойного трубчатого тела, у которого первый слой содержит четыре полосы, второй слой содержит две полосы и третий слой содержит только одну полосу. Ширина полосы для каждого слоя (или шаг спирали) является шириной металлических полос и возможных зазоров между полосами.
На фиг.6 показаны три валка 11, 12 и 13. Плоскую длинномерную металлическую полосу 15 подают в направляющий бокс 14. Полоса спирально сгибается под действием трех валков. На фиг.7 показан вид сверху объекта фиг.6 в направлении стрелки А.
Подходящими областями применения для трубчатых тел настоящего изобретения являются береговые и внебереговые трубопроводы, подводные трубопроводы, связывающие морскую платформу с подводным месторождением, обсадные трубы и конструкции типа «труба в трубе».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СООРУЖЕНИЯ ДЛИННОГО ТРУБОПРОВОДА | 2008 |
|
RU2499175C2 |
| ГИБКИЙ ТРУБЧАТЫЙ КАРКАС | 1991 |
|
RU2072060C1 |
| ВАЛЕЦ И УСТАНОВКА ДЛЯ СУШКИ | 1994 |
|
RU2079075C1 |
| МЕДИЦИНСКОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2012 |
|
RU2704539C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2272953C1 |
| МЕДИЦИНСКОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2019 |
|
RU2766742C2 |
| КОНДЕНСАЦИОННЫЙ ТЕПЛООБМЕННИК С ПЛАСТМАССОВЫМ КОРПУСОМ | 2003 |
|
RU2317490C2 |
| СПОСОБ ПРОИЗВОДСТВА ЖИДКОГО ТОПЛИВА И ВОДОРОДА ИЗ БИОМАССЫ ИЛИ ИСКОПАЕМОГО УГЛЯ С ИСПОЛЬЗОВАНИЕМ СОЛНЕЧНОЙ ЭНЕРГИИ, МИКРОВОЛН И ПЛАЗМЫ | 2008 |
|
RU2481152C2 |
| ГИБКИЙ ТРУБОПРОВОД | 1991 |
|
RU2068523C1 |
| УСТРОЙСТВО В ВИДЕ РАСШИРЯЕМОГО ТЕЛА И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2014 |
|
RU2765090C2 |


Способ относится к области изготовления трубчатых тел, выдерживающих высокие внутренние давления. Способ заключается в том, что изготавливают длинномерное многослойное трубчатое тело (1), содержащее в себе длинномерную внутреннюю полую сердцевину (5), длинномерный трубчатый внутренний кожух (4) и длинномерный трубчатый внешний кожух. Внутренний кожух охватывает полую сердцевину, внешний кожух охватывает внутренний кожух. В ином случае полая сердцевина, внешний кожух содержат по меньшей мере два слоя (2, 3). Каждый слой состоит из одного или более предварительно сформованных в продольном направлении плоских длинномерных металлических полос. Предварительное формование полос производится так, чтобы полосы были согнуты спирально, и чтобы последовательные витки спирали или спиралей касались или почти касались один другого. При этом каждая полоса в одном слое перекрывалась с другими полосами в других слоях, и слои во внешнем кожухе были соединены один с другим с помощью клея. Техническим результатом является снижение риска коррозионного растрескивания. 9 з.п. ф-лы, 7 ил.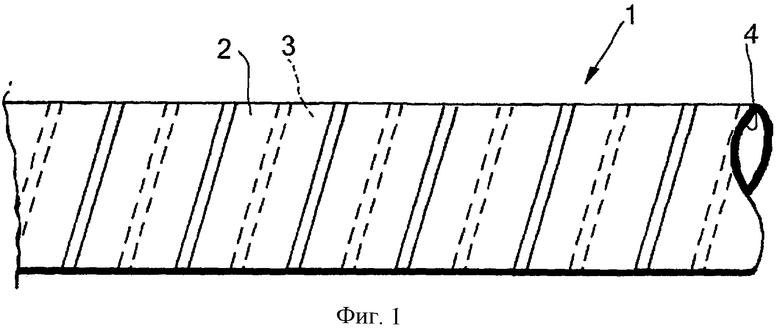
1. Способ изготовления длинномерного многослойного трубчатого тела, содержащего в себе длинномерную внутреннюю полую сердцевину, длинномерный трубчатый внутренний кожух и длинномерный трубчатый внешний кожух, причем внутренний кожух охватывает полую сердцевину, внешний кожух охватывает внутренний кожух и содержит по меньшей мере два слоя, каждый слой состоит из одного или более предварительно сформованных в продольном направлении плоских длинномерных металлических полос, предварительное формование полос производится таким образом, чтобы полосы были согнуты спирально и так, чтобы последовательные витки спирали или спиралей касались или почти касались один другого, и при этом каждая полоса в одном слое перекрывалась с другими полосами в других слоях и слои во внешнем кожухе были соединены один с другим с помощью клея, и при этом способ включает в себя использование длинномерного внутреннего кожуха, использование одной или более первых плоских длинномерных металлических полос, предварительное пластическое формование одной или более первых металлических полос в операции гнутья, в результате чего получают одну или более спиралей, и укладку одной или более предварительно сформованных первых металлических полос на внутренний кожух с образованием первого слоя внешнего кожуха, подготовку и нанесение клея, подготовку одной или более вторых плоских длинномерных металлических полос, предварительное пластическое формование одной или более вторых металлических полос в операции гнутья, в результате чего получают одну или более спиралей, и укладка одной или более предварительно сформованных вторых металлических полос на первый слой внешнего кожуха с образованием второго слоя внешнего кожуха, после чего, возможно, осуществляют еще одну подготовку и нанесение одного или более дополнительных слоев клея и предварительно сформованных плоских длинномерных металлических полос, при этом подготовка внутреннего кожуха, подготовка первых и вторых металлических полос и возможных дополнительных металлических полос и использование клея осуществляют одновременно, в котором предварительно сформованную плоскую длинномерную металлическую полосу изготавливают пластической деформацией плоской длинномерной металлической полосы на валковом гибочном станке, включающем набор валков, и в котором полосу подают на валковый гибочный станок через направляющий элемент, который включает в себя продолговатый бокс с продолговатой щелью, ширина которой несколько больше ширины металлической полосы.
2. Способ по п.1, в котором перед укладкой одной или более первых металлических полос на внутренний кожух наносится слой клея.
3. Способ по п.1 или 2, в котором внутренний кожух является невращающимся внутренним кожухом или сердечником, а слои металлической полосы укладывают на внутренний кожух или сердечник путем накрутки полос на внутренний кожух или сердечник, причем внутренний кожух или сердечник являются преимущественно непрерывно перемещающимися и невращающимися.
4. Способ по п.1 или 2, в котором внутренний кожух изготавливают непрерывным образом из плоских металлических полос путем прокатки металлического листа в трубу, преимущественно путем холодной прокатки, с последующей продольной сваркой прокатанного листа, главным образом с помощью лазерной сварки, и соединением сваренных труб одна с другой преимущественно с помощью сварки, главным образом с помощью лазерной сварки, и при этом операции, в которых осуществляется прокатка, преимущественно проводят в две стадии, преобразовывая на каждой стадии одну половину листа в половину трубы, преимущественно используя для гнутья листа трехвалковый стан.
5. Способ по п.1 или 2, в котором внутренний кожух изготавливают непрерывным образом из плоских металлических полос прессованием, преимущественно в двухстадийной операции прессования, с последующей продольной сваркой прокатанного листа, главным образом с помощью лазерной сварки, и соединением сваренных труб одну с другой преимущественно с помощью сварки, главным образом с помощью лазерной сварки.
6. Способ по п.1 или 2, в котором внутренний кожух изготавливают непрерывно с помощью спиральной намотки плоской металлической полосы и сварки намотанной полосы.
7. Способ по п.1 или 2, в котором валковый гибочный станок включает набор из 2 до 5 валков, предпочтительно из 3 валков.
8. Способ по п.1, в котором ширина щели несколько больше ширины металлической полосы, предпочтительно ширина щели до 2 мм больше ширины металлической полосы, преимущественно до 1 мм и более предпочтительно до 0,5 мм, а также в котором плоская длинномерная металлическая полоса подается на валки под углом подачи, составляющим от 0,6 до 1,4, и предпочтительно от 0,8 до 1,2 угла альфа, который представляет собой тот же угол альфа, который имеется в готовом трубчатом теле.
9. Способ по п.1, в котором щель направляющего элемента содержит в себе два ряда валков или подшипников для направления плоской длинномерной металлической полосы, причем эти два ряда валков или подшипников образуют края щели и выполнены из материала, в частности из металла или сплава, обладающего большей твердостью, чем твердость металлической полосы.
10. Способ по п.1, в котором расстояние между направляющим боксом и валком составляет меньше 5 см, преимущественно меньше 1 см и более предпочтительно меньше 0,5 см.
| 0 |
|
SU377995A1 | |
| RU 2001111873 А, 27.02.2003 | |||
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| Устройство для автоматического останова сушильно-ширительной машины | 1931 |
|
SU29162A1 |
| US 2998339 А, 29.08.1961. | |||

