Настоящее изобретение относится к способу сооружения длинного магистрального трубопровода с использованием передвижного устройства, предназначенного для изготовления трубопровода и содержащего, в частности, большое количество соединенных с возможностью разъединения контейнеров, осуществляемому посредством сборки передвижного устройства, изготовления двух отдельных отрезков трубопровода в противоположных направлениях по длине создаваемого трубопровода, перемещения устройства, изготовления еще двух отдельных отрезков, повторения этой операции, если это необходимо, и соединения всех изготовленных отдельных отрезков.
Вообще выгодно попытаться минимизировать вес трубопроводов (на единицу длины), удовлетворяя в то же время технические требования максимального допустимого давления, при котором этот трубопровод может функционировать. Или же, другими словами, предпочтительно увеличить максимально допустимое давление, при котором может функционировать трубопровод, и в то же время вес трубопровода (на единицу длины) сохранять таким же.
Известно, что природный газ и жидкие нефтепродукты могут содержать нежелательные примеси, в частности, нежелательные кислотообразующие примеси, такие, как двуокись углерода и сероводород. Кроме того, могут присутствовать органические кислоты, а также хлориды. Известно также, что при нормальных рабочих условиях в части давления и температуры трубопроводы, изготовленные из общепринятых материалов, транспортирующие такие продукты, загрязненные примесями, могут быть подвержены повреждениям, например, вследствие коррозийного растрескивания под напряжением. Такие повреждения могут приводить к трещинам в трубопроводах, проходящим в продольном направлении.
Предшествующие попытки уменьшить опасность возникновения таких повреждений предусматривали использование ингибиторов коррозии, добавляемых к продуктам, транспортируемым посредством этих трубопроводов. К сожалению, такое решение может привести к неприемлемым затратам, включающим не только стоимость ингибиторов и их добавления к продуктам, но также стоимость удаления и восстановления ингибиторов коррозии с течением времени из транспортируемых по трубопроводам продуктов. Кроме того, использование ингибиторов коррозии является нецелесообразным, в особенности, в подводных трубопроводах, вследствие возможных проблем, связанных с защитой окружающей средой, возникающих в случае существования утечки ингибиторов коррозии из трубопроводов.
Были предложены альтернативные способы уменьшения опасности растрескивания трубопроводов, в особенности, коррозийного растрескивания под напряжением, посредством снижения напряжения на растяжение, действующего на часть трубопроводов, находящихся в контакте с загрязненными транспортируемыми продуктами. Эти способы включали использование труб, образованных, например, из двух труб, размещенных одна внутри другой, и затем, после этого размещения, в процессе изготовления создают механическое усилие для обеспечения контакта внутренней трубы с внешней трубой так, что внутренняя труба после завершения этой операции находится под напряжением сжатия, а внешняя труба находится под действием напряжения растяжения. Этот процесс известен, как «самоскрепление», и один способ его осуществления механическим путем описан в патентном документе US 4823847.
Протяженные трубчатые тела различного вида известны из патентного документа US 4657049, в соответствии с которым металлические ленты наматывают по спирали с перекрытием слоев (внахлест) и для получения жесткой трубчатой конструкции покрывают адгезивным раствором. В документе US 3530567 описан способ формирования протяженного трубчатого тела (или трубы или трубопровода) посредством наматывания металлической ленты по спирали с перекрытием слоев намотки так, что толщина стенки трубы в любой точке получается образованной из множества витков, сформированных с перекрытием. Для того чтобы удалить спиральные выступы на внутреннем сквозном канале трубы, образованные кромками ленты, указанные перекрывающиеся витки материала ленты выравнивают один относительно другого путем растягивания трубчатой конструкции с превышением предела текучести металлических лент.
В патентном документе GB 2280889 описан способ формирования протяженного полого внутри или трубчатого тела, который включает наматывание по спирали, по меньшей мере, одной ленты материала, производимое с перекрытием витков, для получения многослойной трубчатой конструкции. При такой намотке ленте придают предварительную форму в продольном направлении с получением поперечного сечения, имеющего, по меньшей мере, одну ступеньку, которая, в каждом витке ленты вмещает в себя часть, перекрывающую часть следующего витка. Подобное трубчатое тело описано в документе WO 2006/016190.
Предпочтительный путь создания протяженных трубчатых тел включает два или более слоев металлических лент (образующих вместе внешнюю оболочку) вокруг относительно легкой внутренней трубы (внутренняя оболочка), которым относительно просто придана предварительная форма. Слои внешней оболочки склеивают вместе, и предпочтительно внешнюю оболочку наклеивают на внутреннюю оболочку. Металлическая лента, которой придают предварительную форму, является простой плоской, предварительно согнутой лентой без придания ей какого-либо профиля. Предварительное сгибание производят под небольшим углом относительно продольного направления ленты. Таким образом, предварительное сгибание приводит к приданию ленте спиральной формы. Металлические ленты, которым придана предварительная форма, в готовом трубчатом теле не уложены с перекрытием. Внутренняя оболочка предпочтительно обладает коррозийной стойкостью. При таком выполнении требования к трубопроводам (коррозийная стойкость и прочность), по меньшей мере, частично разделены. В частности, внутренняя оболочка обеспечивает коррозийную стойкость, а внешняя оболочка обеспечивает основную часть прочности (осевой, а также радиальной). Полая сердцевина в центре протяженного тела служит пространством для транспортирования газа/или жидкости. Такое протяженное трубчатое тело и способ его изготовления описаны в патентном документе ЕР 07106221.0.
Используя непрерывный процесс изготовления, описанный в каком-либо из раскрытых выше способов, представляется возможным создать трубопроводы значительной длины, т.е. длиной в несколько километров. Проблемой может быть транспортирование этих длинных трубопроводов из производственного участка, где их сооружают, до мест, в которых эти трубопроводы предполагается использовать. Таким образом, преимуществом могла бы быть возможность создания трубопроводов в тех местах, где труба должна быть использована, с использованием передвижного оборудования.
Известен ряд методов создания трубопроводов за пределами производственного участка с помощью передвижного оборудования. В документе US 3744259 описано устройство для создания трубопровода, которое перемещается над траншеей, предназначенной для укладки трубопровода. Подобные подвижные устройства известны из патентных документов US 3900146, US 4651914, US 4130925, US 4907732 и US 4452550.
Недостатком известных описанных выше способов является использование большого и тяжелого устройства для изготовления длинных трубопроводов. Необходимо, чтобы в процессе производства трубопровода это устройство перемещалось над землей, часто в различных зонах. В недавно поданной заявке на европейский патент №07116327.3 отмечено, что для непрерывного производства перемещаемых (длинных) труб может быть использовано стационарное передвижное устройство, которое может быть транспортировано от одного производственного участка до другого. При этом указанный длинный трубопровод транспортируют непрерывно, например, с помощью направляющих роликов или по скользящей направляющей раме на большое расстояние. При получении трубы подходящей длины производственный процесс останавливают, и передвижное устройство транспортируют ко второму месту, находящемуся с противоположного конца от первой трубы. Во втором месте может быть изготовлена вторая труба, которую затем присоединяют к первой трубе.
Опытным путем установлено, что в принципе посредством проведения непрерывного процесса может быть пройдено любое расстояние. Однако на практике оказывается, что реальной длиной, которая может быть пройдена, является длина отрезков (или секций) в интервале, например, от 1 до 10 или 15 км, поскольку непрерывное транспортирование трубопровода, длина которого все время увеличивается, становится тем труднее, чем длиннее становится трубопровод. Кроме того, оказывается, что такие секции часто соответствуют такой длине секций трубопровода, которая необходима. При этом наблюдается, что длинный трубопровод часто выполняют из секций меньшей длины вследствие пересечения (трубопроводом) рек, дорог, компрессорных станций, петлевых трубных компенсаторов, соединений, ответвлений и т.п. Эти секции соединяют друг с другом с помощью средств соединения, или же их присоединяют непосредственно к компрессорам. Изготовление трубопровода в несколько километров, например, от 3 до 6 км, может быть подходящим образом осуществлено, например, в течение одного дня. Практическая длина, которая может быть реализована в один день, зависит, например, от доступности и наклона пути, по которому проходит трубопровод. Участок, спускающийся вниз под углом в несколько градусов, допускает значительно более продолжительное время изготовления трубопровода по сравнению с подобным путем пролегания трубопровода, включающим подъем в гору на несколько процентов.
Недостаток описанного выше метода заключается в том, что каждый раз после изготовления одного отдельного отрезка трубопровода необходимо, чтобы передвижное устройство было демонтировано, транспортировано на большое расстояние и вновь смонтировано для изготовления другого отдельного отрезка. Было бы выгодно иметь возможность изготавливать большее количество отдельных отрезков более эффективным путем.
Было установлено, что более эффективное сооружение длинных трубопроводов возможно за счет изготовления двух отдельных отрезков трубопровода, осуществляемого от одной и той же точки в противоположных направлениях. Это может быть достигнуто посредством поворота передвижного устройства с изменением его ориентации на противоположную, или предпочтительно за счет изготовления отдельного отрезка, начиная от одного и того же места изготовления, при этом направление, в котором передвижное устройство производит изготовление отрезков трубопровода, является более или менее перпендикулярным направлению трубопровода, и за счет изгибания двух произведенных труб в противоположных направлениях вдоль пути прохождения сооружаемого трубопровода.
Таким образом, настоящее изобретение касается способа сооружения длинного трубопровода с использованием передвижного устройства, обеспечивающего изготовление отдельных отрезков трубопровода, каждый из которых является частью длинного трубопровода, включающий размещение передвижного устройства в первой позиции на пути прохождения сооружаемого длинного трубопровода, изготовление отдельного отрезка трубопровода в одном направлении сооружаемого длинного трубопровода, изготовление второго отдельного отрезка трубопровода в противоположном направлении, перемещение передвижного устройства для сооружения трубопровода на вторую позицию на пути прохождения сооружаемого длинного трубопровода, изготовление третьего отдельного отрезка трубопровода в направлении длины указанного длинного трубопровода, изготовление четвертого отдельного отрезка трубопровода в противоположном направлении, перемещение, по усмотрению, передвижного устройства в следующую позицию на пути прохождения сооружаемого длинного трубопровода, производство следующего отдельного отрезка трубопровода в направлении длины сооружаемого длинного трубопровода, производство следующего отдельного отрезка трубопровода в противоположном направлении, по усмотрению, повторение этого процесса один или более раз, и соединение всех изготовленных отдельных отрезков трубопровода.
С помощью описанного выше способа эффективность процесса производства трубопровода повышается. После изготовления одного отдельного отрезка трубопровода передвижное устройство производит два отдельных отрезка трубопровода, прежде чем его перемещают в другое место производства. Это обеспечивает более эффективный путь сооружения длинного трубопровода.
В настоящем описании термин «длинный трубопровод» означает общую длину трубопровода, которая необходима для транспортирования жидкости/или газа. Термин «отдельный отрезок» означает некоторую часть или фрагмент общей длины. Каждый отрезок, изготовленный с помощью передвижного устройства, является отдельным отрезком. Указанный отдельный отрезок зачастую представляет собой практически реализуемый отрезок, описанный выше.
Настоящее изобретение, в частности, относится к способу, в котором используют два или более передвижных устройства для сооружения длинного трубопровода, предпочтительно два или три, при этом второе и третье передвижные устройства функционируют таким же образом, что и первое передвижное устройство.
Дополнительное улучшение получают за счет использования дополнительного (по отношению к аналогу) передвижного устройства для производства трубопровода, причем дополнительное устройство поддерживают в рабочем состоянии, транспортируют или же оно находится в положении готовности к работе. В особенности предпочтительно использовать три передвижных устройства для производства трубопровода, из которых одно устройство осуществляет сооружение трубопровода, одно устройство поддерживают в рабочем состоянии, и одно транспортируют в новую позицию. Таким путем, кроме того, достигается оптимальная эффективность в отношении оборудования, используемого для транспортирования передвижного устройства. Например, в случае лишь одного передвижного устройства обычно предусматривают два дня на производство, по усмотрению, день - на техническое обслуживание, после чего осуществляют транспортирование. Это может означать присутствие каждые четыре дня, например, вертолета, включая экипаж и группу рабочих, для транспортирования. При использовании трех передвижных устройств, как это описано выше, вертолет непрерывно используют каждый день, а не один раз в четыре дня. Подобным предпочтительным воплощением является использование двух передвижных устройств, из которых одно осуществляет сооружение трубопровода, а другое одновременно поддерживают в рабочем состоянии и транспортируют.
В предпочтительном воплощении используют передвижное устройство, содержащее большое количество соединенных с возможностью разъединения контейнеров. Передвижное устройство предпочтительно монтируют в первой позиции из отдельных контейнеров. Передвижное устройство содержит большое количество контейнеров, каждый из которых имеет размер и вес, позволяющие относительно легко их транспортировать. Кроме того, в наличии могут быть средства обеспечения, например, окна, фланцы, крюки и захваты для контейнеров, служащие для того, чтобы быстро и легко приподнять или поднять и транспортировать контейнер. Каждый контейнер вмещает часть оборудования, необходимого для непрерывного сооружения длинного трубопровода. За счет использования в передвижном устройстве отсоединяемых контейнеров это устройство может быть разобрано на контейнеры малого размера, которые могут быть транспортированы на большое расстояние. Транспортирование может быть осуществлено, например, с использованием вертолета, судна, транспортной тележки или комбинации указанных средств. Путем повторения указанных операций способа может быть сооружен очень длинный трубопровод. При этом отсутствует необходимость в транспортировании тяжелых механизмов по земле на большие расстояния. Кроме того, все необходимые материалы для сооружения трубопровода могут быть доставлены в ограниченное количество мест.
Способ включает разборку передвижного устройства на отдельные контейнеры перед его перемещением, перемещение разобщенных частей передвижного устройства на вторую или следующую позицию и повторную сборку передвижного устройства перед последующим изготовлением одного или более отдельных отрезков трубупровода. В случае использования весьма небольшого устройства представляется возможным переместить такое передвижное устройство без его разборки. Согласно опыту в случае использования двух соединенных контейнеров представляется возможным транспортировать эти два контейнера сразу, в особенности, если это касается относительно малых контейнеров.
В соответствии с настоящим изобретением первая позиция находится на расстоянии равном отдельному отрезку трубопровода от одного конца длинного сооружаемого трубопровода. Оптимальная эффективность процесса достигается за счет изготовления одного отдельного отрезка, осуществляемого в направлении начала или конца сооружаемого трубопровода, после чего следует изготовление другого отдельного отрезка в противоположном направлении. Вторая позиция, с целью поддерживания оптимальной эффективности процесса, находится от первой позиции на удалении в два отдельных отрезка трубопровода. Таким же образом любая следующая позиция находится от предшествующей позиции на удалении, соответствующем двум определенным участкам трубопровода. Установлено, что нет необходимости создавать весь трубопровод путем непрерывного изготовления от начала до конца прилегающих друг к другу труб. Трубопровод можно также изготавливать с двух сторон или создавать первый один или более центрально размещенных отрезков, после чего производят их соединение. Фактически трубопровод может быть разделен на подходящие отдельные отрезки при проектировании, и затем такие отдельные отрезки могут быть изготовлены в хаотическом порядке, при этом предпочтительно изготовить столько пар отдельных отрезков, сколько возможно. Установлено, что иногда необходимо, чтобы на определенной позиции был изготовлен только один отдельный отрезок, например, если расстояние между двумя отдельными концами отрезков, полученными в соответствии со способом согласно настоящему изобретению, таково, что для соединения указанных концов необходим только один дополнительный отдельный отрезок.
Соответственно передвижное устройство производит отдельный отрезок трубопровода в одном направлении пути пролегания сооружаемого трубопровода, после чего производят поворот мобильного устройства на 180 градусов и изготавливают отдельный отрезок трубопровода в противоположном направлении. В другом воплощении передвижное устройство производит в одном и том же месте два отдельных отрезка трубопровода, при этом один отдельный отрезок изгибают в одном направлении пути прохождения сооружаемого трубопровода, другой отдельный отрезок изгибают в другом направлении пути пролегания сооружаемого трубопровода. Предпочтительно передвижное устройство в процессе изготовления отрезка трубопровода ориентировано перпендикулярно пути прохождения сооружаемого трубопровода, предпочтительно передвижное устройство размещают на определенном расстоянии от пути прохождения трубопровода, в частности, на расстоянии в интервале от 5 до 500 метров, предпочтительно от 20 до 200 метров, более предпочтительно от 40 до 80 метров. Угол между направлением, приданным передвижному устройству при изготовлении отдельного отрезка, и сооружаемым трубопроводом находится в интервале от 30 до 120°, предпочтительно от 60 до 120°, более предпочтительно приблизительно равен 90°. Однако передвижное устройство первоначально может быть ориентировано в одном направлении сооружаемого трубопровода, и процесс изготовления одного отрезка осуществляют в этом направлении, после чего производят изготовление второго отдельного отрезка в том же направлении, и этот отрезок затем изгибают на 180° в противоположном направлении.
В другом воплощении изобретения отдельный отрезок трубопровода может быть изготовлен в одном направлении сооружаемого длинного трубопровода, после чего производят его транспортирование в противоположном направлении на длину этого отдельного отрезка. Установлено, что транспортирование указанных отдельных отрезков, как правило, требует использования средств транспортирования. Эти средства транспортирования обычно размещены в обоих направлениях сооружаемого трубопровода. Так, в том случае, если легче осуществлять изготовление отрезков в определенных направлениях, а не в каком-либо другом направлении, может быть выгодным изготавливать отдельные отрезки в одном направлении и затем транспортировать изготовленный один отрезок в другом направлении, используя средства транспортирования для двух отдельных отрезков, после чего изготавливают второй отдельный отрезок. В этом воплощении термин «изготовление отдельного отрезка трубопровода в одном направлении сооружаемого трубопровода» следует понимать как «изготовление отдельного отрезка трубопровода в одном направлении сооружаемого трубопровода посредством изготовления отдельного отрезка в противоположном направлении, и его транспортирование после этого в другом направлении до достижения первоначально запланированной позиции».
За счет использования описанного выше способа могут быть сооружены длинные трубопроводы, имеющие длину, по меньшей мере, 20 км, предпочтительно, по меньшей мере, 50 км, более предпочтительно, по меньшей мере, 100 км, еще более предпочтительно, по меньшей мере, 200 км, при этом длина трубопровода может достигать вплоть до 500 км, или даже до 1000 км или даже большей длины.
Соответственно в описанном выше способе изготавливают отдельные отрезки, имеющие длину от 0,5 до 10 км, предпочтительно от 1 до 7,5 км, более предпочтительно от 2 до 6 км, причем каждый отрезок имеет одинаковую длину или различную длину. Практическая длина отдельного отрезка будет зависеть от ситуации, в которой предполагается изготавливать трубопровод. Например, путь пролегания с подъемом обычно потребует изготовления более короткого отдельного отрезка трубопровода, чем нисходящие пути прохождения трубопровода, и наличие рек, возвышенностей, геологических нарушений и.т.п. может привести к тому, что отдельные отрезки будут более короткими, чем в оптимальных наземных условиях.
Соответственно в настоящем способе соотношение длин длинного трубопровода и отдельного отрезка составляет более 5, предпочтительно более 10, более предпочтительно более 25, причем указанное отношение достигает 400 или 1000 или более.
В способе в соответствии с настоящим изобретением изготовленный отдельный отрезок трубопровода надлежащим образом транспортируют над землей. Изготовленный отрезок может быть транспортирован с использованием оборудования, известного в данной области техники, например, с помощью колесных подвижных направляющих балок. Если это возможно, то изготовленный отдельный отрезок может быть уложен в предварительно вырытую траншею и транспортирован по этой траншее. Отдельный отрезок трубопровода представляет собой протяженное трубчатое тело. Таким образом, отсутствует необходимость позднее перемещать и укладывать трубопровод в эту траншею.
Для того, чтобы соорудить длинный трубопровод заданной длины, все отдельные отрезки соединяют друг с другом, используя известные в данной области техники способы. Соединения могут быть осуществлены после изготовления всех отдельных отрезков, однако, соединения могут быть также произведены, как только возникнет такая возможность.
Передвижное устройство, которое может быть использовано в настоящем изобретении, является подходящим передвижным устройством для изготовления протяженного трубчатого тела, имеющего протяженную внутреннюю полую сердцевину, протяженную трубчатую внутреннюю оболочку и протяженную трубчатую внешнюю оболочку, внутренняя оболочка окружает полую сердцевину, внешняя оболочка содержит один или большее число слоев, каждый из которых состоит из одной или более намотанных по спирали металлических лент, причем внутренняя оболочка и внешняя оболочка, а также любые слои во внешней оболочке связаны друг с другом с помощью адгезива. Протяженное тело предполагается изготавливать посредством способа, включающего создание протяженной внутренней оболочки, использование одной или более металлических лент, наматывание их по спирали вокруг внутренней оболочки, использование адгезива или отверждаемого исходного вещества для получения адгезива и нанесение его между указанными оболочками и слоями, после чего осуществляют отвердевание исходного вещества для получения адгезива, при этом передвижное устройство содержит большое количество соединенных с возможностью разъединения контейнеров, в каждом из которых находится оборудование для осуществления одной или большего числа описанных выше стадий способа с ограничением, которое заключается в том, что в случае двух или большего количества слоев или в случае слоев, намотанных с перекрытием, между внутренней и внешней оболочкой может или не может находиться слой адгезива.
Передвижное устройство, в частности, содержит, по меньшей мере, один контейнер, в котором находится оборудование для изготовления протяженной внутренней оболочки. Изготовление протяженной внутренней оболочки известно из уровня техники. Подходящим способом создания внутренней оболочки является непрерывный способ с использованием плоских металлических листов, осуществляемый путем прокатки металлического листа с получением трубы, предпочтительно путем холодной прокатки, после чего производят продольную сварку прокатного листа, в частности, лазерную сварку, и соединение сварных труб одна с другой, предпочтительно посредством сварки, в частности, лазерной сварки. Предпочтительно процесс прокатки производят в две стадии, каждая из которых превращает половину листа в половину трубы, предпочтительно с использованием для сгибания этого листа сборной конструкции из трех роликов.
В другом воплощении внутреннюю оболочку изготавливают непрерывным методом из плоских металлических листов посредством прессования, предпочтительно в две стадии процесса прессования, после чего осуществляют продольную сварку свернутого прокатного листа, в частности, лазерную сварку, и соединение сварных труб друг с другом, предпочтительно посредством сварки, в частности, лазерной сварки.
Другое воплощение включает непрерывное изготовление внутренней оболочки посредством наматывания по спирали плоской металлической ленты и сварки намотанной ленты.
Согласно следующему воплощению протяженную свернутую металлическую ленту разматывают и одновременно сгибают в продольном направлении с образованием трубы, после чего производят сварку двух сторон ленты друг с другом.
В соответствии с еще одним воплощением внутреннюю оболочку изготавливают непрерывным способом путем экструзии полимера, предпочтительно органического полимера.
Передвижное устройство в частности включает, по меньшей мере, один контейнер, в котором находится оборудование для наматывания одной или более металлических лент вокруг внутренней оболочки. Способ формирования внешней оболочки известен в уровне техники, например, из цитированных выше патентных документов. Весьма подходящий способ описан в ранее поданной заявке на выдачу европейского патента ЕР 07106221.0. Способ, раскрытый в этом документе, включает изготовление протяженного описанного выше многослойного трубчатого тела, в котором внешняя оболочка включает, по меньшей мере, два слоя, каждый из которых образован из одной или большего количества плоских протяженных металлических лент, которым придана предварительная форма, в результате чего эти ленты согнуты по спирали так, что последовательные витки спирали или спиралей соприкасаются или почти соприкасаются друг с другом, причем каждая лента в одном слое перекрыта другими лентами в других слоях, а слои во внешней оболочке связаны друг с другом с помощью адгезива. При этом известный способ включает также обеспечение протяженной внутренней оболочки, использование одной или большего количества первых плоских протяженных металлических лент, придание предварительной формы одной или большему числу первых металлических лент с помощью пластической деформации, производимой путем сгибания лент для получения одной или более спиралей, и наложение одной или большего количества первых металлических лент, которым придана предварительная форма, на внутреннюю оболочку с получением первого слоя внешней оболочки, обеспечение и нанесение адгезива или отверждаемого исходного вещества для адгезива, обеспечение одной или более вторых плоских протяженных металлических лент, придание предварительной формы одной или более из указанных вторых металлических лент с помощью пластической деформации, производимой путем сгибания лент для получения одной или более спиралей, и наложение одной или большего количества вторых металлических лент, которым придана предварительная форма, на первый слой внешней оболочки для формирования второго слоя внешней оболочки, после чего, по усмотрению, проводят дополнительное обеспечение адгезива и наложение одного или большего количества дополнительных слоев адгезива и плоских, протяженных металлических лент, которым придана предварительная форма. Предпочтительно внутренняя оболочка и внешняя оболочка соединены друг с другом посредством адгезива. По усмотрению, осуществляют дополнительное нанесение одного или более дополнительных слоев адгезива.
За счет особенности, заключающейся в том, что для предварительного формирования слоев внешней оболочки, намотанных в форме спирали, используют плоские металлические ленты, вряд ли в ленте, которой придана указанная предварительная форма, будут иметь место какие-либо повреждения, например, вследствие концентрации напряжений. В частности, при использовании высокопрочного стального сплава, например, с высокой долей кристаллических зерен в мартенситной фазе, получают трубчатые тела, которые могут выдерживать высокие давления. Использование, в частности, внутренних коррозийностойких оболочек будет уменьшать какие-либо напряжения, обусловленные коррозией. За счет использования во внешней оболочке намотанных с перекрытием слоев лент, которым придана предварительная форма, указанной внешней оболочкой может быть воспринята значительная часть осевой нагрузки. Трубчатые тела согласно настоящему изобретению могут выдерживать такие же внутренние давления, что и стандартные трубы, и в тоже время по сравнению со стандартными трубами достигается экономия веса материала до 40% или более. В частности, комбинация стальных лент с высоким содержанием мартенситной фазы и их предварительное сгибание является выгодным, поскольку без предварительного сгибания конечный продукт в виде трубы будет содержать большой запас энергии пластической деформации, что делает процесс производства, а также какой-либо ремонт затруднительной процедурой.
Предварительное сгибание ленты производится с приложением подходящих усилий для получения ленты в форме спирали за счет пластической деформации металла. В том случае, если слой образован одной металлической лентой (без создания каких-либо усилий, вызывающих упругую деформацию), диаметр спирали имеет такой же порядок величины, что и внутренняя оболочка, в то же время последовательные витки спирали только касаются друг друга или имеют небольшой зазор или перекрытие, которое может быть устранено за счет пластической деформации металла для получения лишь небольшого зазора, такого, как указан ниже. Диаметр спирали может составлять от 0,6 до 1,4 диаметра внутренней оболочки, соответственно, диаметр спирали составляет от 0,8 до 1,25 диаметра внутренней оболочки, предпочтительно от 0,9 до 1,12, более предпочтительно от 0,97 до 1,04. В принципе в отношении диаметра трубчатого тела не существует ограничений. Подходящим образом внутренняя полая сердцевина имеет диаметр в интервале от 5 до 250 см, предпочтительно в интервале от 10 до 150 см, более предпочтительно от 15 до 125 см. Внешняя оболочка будет включать, по меньшей мере, два слоя. При использовании лишь одного слоя сопротивление осевой нагрузке может быть слишком малым. В принципе не существует предела максимального количества слоев, но практическое их количество будет достигать 24, в частности, вплоть до 20. Соответственно внешняя оболочка включает от 2 до 16 слоев, предпочтительно от 2 до 10 слоев, более предпочтительно от 3 до 8 слоев, в частности, 4-6 слоев. Следует принимать во внимание, что большее количество слоев будет обеспечивать производство труб, которые могут выдерживать более высокие давления. Кроме того, получают более высокую прочность в осевом направлении.
Протяженное трубчатое тело, если оно содержит в каждом слое одну ленту, имеет отношение длины окружности (оболочки) к ширине ленты в интервале от 3 до 40, предпочтительно от 4 до 28, более предпочтительно от 6 до 20, при этом длиной окружности является длина окружности наименьшего слоя внешней оболочки (или первого слоя, намотанного вокруг полой сердцевины). В случае более, чем одной ленты в слое, ширина ленты определяется как суммарная ширина лент в этом слое.
Расстояние между двумя витками в одном слое внешней оболочки предпочтительно является относительно малым. В этом случае усилия могут быть переданы относительно легко без каких-либо возможных проблем, связанных с разрывом слоев адгезива. Соответственно осевой зазор между двумя последовательными витками спирали, если он имеется, составляет не более четверти ширины ленты, предпочтительно не более шестой части, более предпочтительно не более десятой части ширины ленты. Таким образом, получают достаточное перекрытие между слоями для передачи усилий. Подходящий зазор между двумя витками ленты составляет не более 1 см, предпочтительно не более 0,4 см, более предпочтительно не более 0,1 см.
Расстояние между внутренней оболочкой и первым слоем внешней оболочки составляет не более 2 мм, предпочтительно находится в интервале от 0,01 до 1 мм. Подобным образом расстояние между двумя слоями внешней оболочки составляет не более 2 мм, предпочтительно находится в интервале от 0,01 до 1 мм. Обычно зазор между внутренней оболочкой и первым слоем и между слоями внешней оболочки будет заполнен адгезивом. В предпочтительном воплощении, в котором трубчатое тело изготавливают с использованием технологии самоскрепления, большая часть пустот, предпочтительно все пустоты, существующие между внутренней оболочкой и слоями, будут устранены. В случае одной металлической ленты в слое каждая лента в одном слое перекрывает другую ленту в другом слое в продольном сечении на величину от 10 до 90%, предпочтительно от 25 до 75%, более предпочтительно от 40 до 60%.
Внешняя оболочка протяженного трубчатого тела подходящим образом выполнена из стали, нержавеющей стали, титана или алюминия, предпочтительно использование высокопрочной стали, как это отмечено выше, в частности, стали с высоким содержанием металла в мартенситной фазе. Сталь с высоким количеством мартенситных зерен кристаллов является предпочтительной ввиду ее высокой прочности. Использование таких сталей позволяет получить трубчатые конструкции с относительно высокой прочностью и малым весом. Эти стали обладают прочностью на растяжение в интервале от 900 МПа до 1500 МПа и могут быть получены от производителя стали - компании Mittal Steel под торговым наименованием «MartINsite».
Описанное выше протяженное трубчатое тело изготовлено из металлической ленты, имеющей минимальный установленный предел текучести (МУПТ), составляющий, по меньшей мере, 6900 бар, предпочтительно в интервале от 10350 бар до 20700 бар, более предпочтительно в интервале от 12420 бар до 17250 бар.
Внутренняя оболочка представляет собой металлическую трубу, в частности, стальную трубу, в частности, коррозийностойкую стальную трубу. Кроме того, внутренняя оболочка может быть изготовлена из органического полимера, такого, как полиэтилен, полипропилен, полиуретан, поливинилхлорид и т.п.
В другом воплощении передвижное устройство включает в себя, по меньшей мере, один контейнер, содержащий оборудование для отвердевания отверждаемого исходного вещества для адгезива. Вообще, в протяженном трубчатом теле, описанном выше, имеется слой адгезива, образованный лентой из адгезива, намотанной на внутреннюю оболочку и/или размещенной между слоями внешней оболочки. В принципе может быть использован любой адгезив (жидкость, порошок и т.д.), но с практической точки зрения предпочтительна лента. Предпочтительно слой адгезива включает отверждаемый полимер, предпочтительно пленку на основе эпоксидной смолы, имеющую носитель из текстильного материала, более предпочтительно использование Cytec FM 8210-1. Оборудование для отверждения включает соответствующее нагревательное оборудование, например, инфракрасные излучатели, для нагревания протяженной трубы до температур приблизительно 160-220°C. В дополнение к контейнеру, содержащему оборудование для отверждения, может быть использован контейнер для охлаждения протяженного тела до более низкой температуры, например, для охлаждения на 60-120°C, до достижения температуры в интервале от 100 до 40°C.Это охлаждение может быть обеспечено, например, воздухом или охлажденным воздухом.
В другом воплощении передвижное устройство содержит, по меньшей мере, один контейнер с оборудованием для непрерывного перемещения трубчатого тела или его промежуточных элементов. Вообще, оборудование для перемещения трубопроводов хорошо известно в уровне техники. Оно подходящим образом включает оборудование, представляющее собой две гусеничные машины, расположенные напротив друг друга и соединенные с трубой. Эти две гусеничные машины перемещают трубопровод вперед. Такое оборудование обеспечивается фирмой Caterpillar.
Передвижное устройство соответствующим образом включает контейнер, снабженный оборудованием для нанесения защитного покрытия на протяженное трубчатое тело. Это покрытие защищает, например, от погодных условий, при перемещениях по земле и от внешних повреждений. Предпочтительным вариантом является защита протяженного трубчатого тела, описанного выше, с помощью одного или более защитных слоев, покрывающих внешнюю поверхность внешней оболочки.
Подходящими покрытиями являются полимерные покрытия, например, покрытия из ПЭ (полиэтилен), ПП (полипропилен), ПУ (полиуретан), и/или ПВХ (поливинилхлорид), или покрытия на основе битума, а также краски, защищающие от коррозии. Могут быть использованы комбинации и/или нескольких различных слоев покрытий. Защитные слои могут быть нанесены с помощью общепринятых методов, например, путем наматывания, экструзии, покрытия и т.д.
Передвижное устройство, кроме того, может включать, по меньшей мере, один дополнительный контейнер, содержащий оборудование для обеспечения кондиционированного очищенного воздуха, используемого для регулирования климата в одном или более других контейнерах. Оборудование, в частности, обеспечивает регулирование температуры воздуха, влажности воздуха или содержания в нем пыли, предпочтительно для всех других контейнеров.
В альтернативном воплощении один или большее число контейнеров могут быть обеспечены своим собственным блоком регулирования процесса кондиционирования воздуха. В частности, каждый контейнер может содержать свое собственное оборудование для кондиционирования. Кроме того, возможны промежуточные варианты воплощения, например, используют центральный контейнер, удовлетворяющий большинство требований к кондиционированию воздуха, и дополнительное оборудование для кондиционирования воздуха в одном или более контейнерах.
В другом воплощении передвижное устройство может включать контейнер с оборудованием для создания тягового усилия в длинном трубопроводе, например, гусеничное оборудование, включающее две гусеничные машины, размещенные оппозитно друг другу и присоединенные к протяженному телу или к внутренней оболочке. Оборудование для создания тягового усилия может, кроме того, точно регулировать скорость перемещения протяженного тела. В особенности выгодным является использование оборудования для создания тягового усилия в комбинации с подъемником (лебедкой) (для перемещения протяженного тела вперед), поскольку в этом случае скорость перемещения протяженного тела регулируют очень точно, и протяженное тело не деформируется. Если в состав передвижного устройства входит оборудование для перемещения, производящее отталкивание, в определенный момент времени протяженного тела от передвижного устройства, в особенности, когда протяженное тело является очень длинным, усилия, действующие на протяженное тело, могут привести к деформированию этого протяженного тела. Решать указанную проблему деформирования трубопровода будет использование в некотором месте лебедки, находящейся на расстоянии от передвижного устройства или близко к нему или даже прикрепленной к передвижному устройству в комбинации с направляющим роликом, расположенным на расстоянии от передвижного устройства.
В одном воплощении передвижное устройство включает, по меньшей мере, один дополнительный контейнер, содержащий оборудование для мониторинга и/или регулирования процессов, осуществляемых в одном или большем количестве контейнеров, предпочтительно во всех контейнерах. Этот пункт «оперативного управления» предпочтительно обеспечивают всем необходимым оборудованием для того, чтобы производить осмотр, управление, непрерывный контроль и т.д. для всего процесса.
Передвижное устройство может включать, по меньшей мере, один дополнительный контейнер, обеспечивающий жилищные условия для операторов. Этот контейнер подходящим образом обеспечивает для операторов снабжение пищей, условия для сна, отдыха и т.д.
Передвижное устройство надлежащим образом включает один или большее число стандартизованных морских контейнеров, в частности контейнеры ISO, предпочтительно использовать только стандартизованные морские контейнеры (ISO 1496 для морских грузовых контейнеров; а также ISO 668 и 1161). Контейнеры изготавливают из стали. Вообще, контейнер представляет собой закрытый бокс или короб или камеру. Поэтому влияние внешних погодных условий исключается. Для входа в контейнер могут быть предусмотрены двери.
Передвижное устройство содержит, в частности, контейнеры, которые выполнены с возможностью подъема, в частности, с помощью вертолета или крана, и предпочтительно имеют вес до 30 тонн, предпочтительно до 25 тонн. Транспортирование может быть осуществлено, например, с использованием вертолета, судна и/или гусеничной машины.
Передвижное устройство предпочтительно включает упрочняющие конструкции для соединения трех или более контейнеров друг с другом в дополнение к непосредственному соединению контейнеров, предпочтительно раму, соединяющую контейнеры друг с другом. Подходящими средствами соединения являются длинные металлические балки, но также могут быть использованы средства для крепления, например, обычные средства крепления, используемые на контейнеровозах, такие, как натянутые стальные тросы или натянутые металлические стержни. Кроме того, могут быть использованы рамы, например, прямоугольные рамы, выполненные из балок Н-образной формы, размещенные выше, рядом с контейнерами или ниже контейнеров.
Предпочтительно передвижное устройство размещают на плоской усиленной и, по усмотрению, стоящей на свайном основании конструкции, предпочтительно на армированной бетонной конструкции или на самовыравнивающейся раме.
Подходящее передвижное устройство производит протяженные трубчатые тела, содержащие одну металлическую ленту в каждом слое внешней оболочки.
Передвижное устройство снабжено одним или более уплотнениями, соединяющими отверстия в одном контейнере с отверстиями в соседних контейнерах, в частности, предназначенными для транспортирования протяженного трубчатого тела или исходных материалов для его изготовления из одного контейнера в другой контейнер. Указанные уплотнения предпочтительно представляют собой гибкие уплотнения, в частности, сильфоны. Уплотнения могут иметь (в сечении) форму квадрата, прямоугольника или эллиптическую форму, но предпочтительно используют цилиндрические или трубчатые сильфоны. Минимальный размер диаметра (уплотнения) является таким же, что и диаметр протяженного цилиндрического тела, но предпочтительно этот диаметр соответствует диаметру трубчатого тела плюс 5-50%, в частности, плюс 10-20%. Длина уплотнения составляет подходящим образом от 0,1 до 5 метров, в частности, от 0,2 до 1 метра. Использование уплотнений предотвращает проникновение песка, пыли, дождя и т.п.
Последний контейнер передвижного устройства имеет отверстие, снабженное sock или пневматическим ножом, через которое протяженное трубчатое тело выходит из последнего контейнера. Передвижное устройство предпочтительно работает при давлении, которое выше атмосферного давления, предпочтительно выше на 5-25 мбар. Такое повышенное давление предотвращает проникновение пыли, песка и т.п. Предпочтительно контейнеры снабжены решетчатыми полами, позволяющими пыли, песку и т.п.накапливаться на днище контейнера. В контейнере могут быть предусмотрены специальные входы для удаления песка, пыли и т.п. из днища контейнера.
Передвижное устройство содержит от 2 до 25 контейнеров, более подходяще от 3 до 20, предпочтительно от 4 до 15, более предпочтительно от 5 до 10.
Передвижное устройство может также содержать контейнер, в котором имеется запас ряда элементов для формирования внутренней оболочки. Таким образом, небольшая остановка рабочего процесса в устройстве может быть устранена за счет использования хранимого запаса элементов.
Соседние контейнеры соединены между собой с возможностью разъединения. Такое соединение контейнеров может включать конструкции с использованием гаек и болтов, но могут быть также использованы фиксаторы. Возможно также использование обычных стандартных средств крепления, которые применяют на судне для фиксации контейнеров.
Изобретение относится, кроме того, к трубопроводу, созданному с помощью описанного выше способа.
Изобретение относится также к использованию описанного выше трубопровода для транспортирования газа/или жидкостей, в частности, для транспортирования газа и/или нефти.
Изобретение ниже описано более подробно с помощью примера и со ссылками на сопровождающие чертежи.
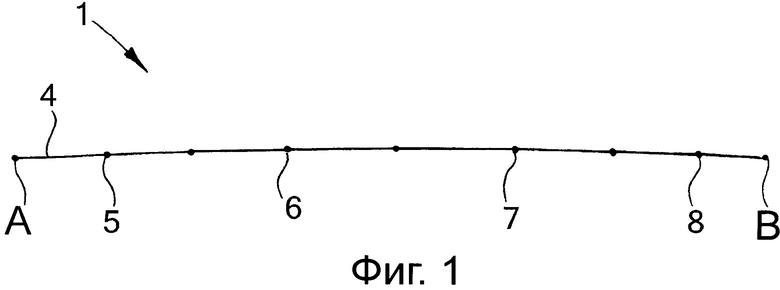
Фиг.1 - схематическое изображение сооружаемого длинного трубопровода.
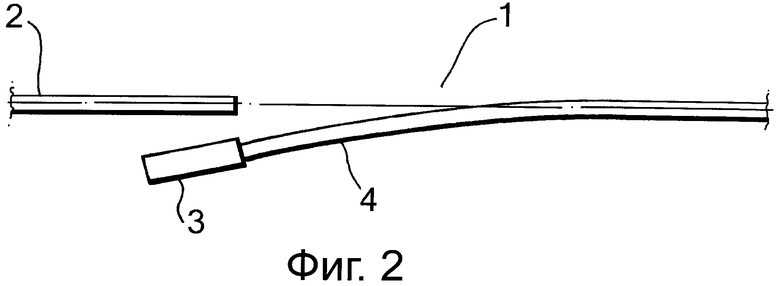
Фиг.2 - схематическое изображение сооружаемого длинного трубопровода, часть изготовленного отдельного отрезка трубопровода и передвижное устройство для изготовления отдельного отрезка.
Фиг.3 - схематическое изображение сооружаемого длинного трубопровода, часть изготовленного отдельного отрезка и передвижное устройство для изготовления отдельного отрезка.
На фиг.1 показан сооружаемый длинный трубопровод 1, имеющий начало «А» и конец «В». Длинный трубопровод разделен на первый отдельный отрезок 4, за которым следуют семь других отдельных отрезков. Передвижное устройство первоначально предусмотрено разместить в первой позиции 5 для изготовления указанного отдельного отрезка 4, после чего изготавливают другой отдельный отрезок в противоположном направлении. После этого передвижное устройство транспортируют во вторую позицию 6, третью позицию 7 и четвертую определенную позицию 8, при этом каждый раз изготавливают два отдельных отрезка в двух противоположных направлениях. Вообще, указанные отдельные отрезки могут быть соединены друг с другом непосредственно после их изготовления или после изготовления всех отдельных участков или в каком-либо предпочтительном порядке.
На фиг.2 показана часть сооружаемого длинного трубопровода 1. Кроме того, показан изготовленный отдельный отрезок 2. Передвижное устройство 3 изготавливает следующий отдельный отрезок 4 в противоположном направлении. При этом перед началом изготовления отрезка 4 передвижное устройство 3 должно быть развернуто на 180 градусов. Сразу после завершения процесса изготовления отдельного отрезка 4 его немного перемещают до тех пор, пока он не будет находиться напротив конца отрезка 2, после чего два конца этих отрезков соединяют.
На фиг.3 передвижным устройством 3 изготовлен отдельный отрезок 2, и от той же позиции оно в противоположном направлении изготавливает отдельный отрезок 4. По завершении изготовления отдельного отрезка 4, указанные два отрезка перемещают до тех пор, пока они не будут находиться на линии сооружаемого трубопровода, и затем эти два отрезка соединяют друг с другом.
Отдельный отрезок представляет собой протяженное трубчатое тело, содержащее внешнюю оболочку, включающую, по меньшей мере, два слоя, каждый из которых образован одной или большим количеством плоских протяженных металлических лент, которым придана предварительная форма в продольном направлении, при этом ленты согнуты по спирали таким образом, что последовательные витки спирали касаются или почти касаются друг друга, причем каждая лента в одном слое перекрывает другие ленты в других слоях, слои внешней оболочки соединены друг с другом посредством адгезива, при этом указанное протяженное трубчатое тело изготовлено способом, включающим создание протяженной внутренней оболочки, использование одной или большего числа первых плоских протяженных металлических лент, придание им предварительной формы путем пластической деформации в процессе сгибания для получения одной или более спиралей, наложение одной или большего числа первых металлических лент, которым придана предварительная форма, на внутреннюю оболочку с образованием первого слоя внешней оболочки, нанесение слоя адгезива или отверждаемого исходного вещества для получения адгезива, использование одной или большего числа вторых плоских протяженных металлических лент, придание им предварительной формы путем пластической деформации в процессе сгибания для получения одной или более спиралей, наложение одной или большего числа вторых металлических лент, которым придана предварительная форма, на первый слой внешней оболочки для образования второго слоя внешней оболочки, после чего, по усмотрению, осуществляют дополнительное нанесение одного или более дополнительных слоев адгезива или отверждаемого исходного вещества для получения адгезива, и наложение плоских протяженных металлических лент, которым придана предварительная форма, после чего, по усмотрению, осуществляют процесс отверждения исходного вещества для получения адгезива.
Изобретение относится к способу сооружения длинного трубопровода. Передвижное устройство размещают в первой позиции на пути пролегания сооружаемого трубопровода и изготавливают отдельный отрезок трубопровода в направлении сооружаемого трубопровода. Затем изготавливают второй отдельный отрезок трубопровода в противоположном направлении. Передвижное устройство перемещают для производства трубопровода на вторую позицию на пути пролегания сооружаемого длинного трубопровода, изготавливают третий отдельный отрезок трубопровода в направлении прохождения указанного трубопровода и четвертый отдельный отрезок трубопровода в противоположном направлении. По усмотрению, перемещают передвижное устройство в следующую позицию на пути пролегания сооружаемого трубопровода, изготавливают следующие отдельные отрезки трубопровода в направлении прохождения сооружаемого протяженного трубопровода и в противоположном направлении. По усмотрению, повторяют этот процесс один или более следующих раз. Затем соединяют все изготовленные отдельные отрезки трубопровода. Изобретение относится также к трубопроводам, изготовленным в соответствии со способом, описанным выше, и к использованию трубопроводов для транспортирования газа и/или жидкостей, сырой нефти, природного газа. 3 н. и 12 з.п. ф-лы, 3 ил.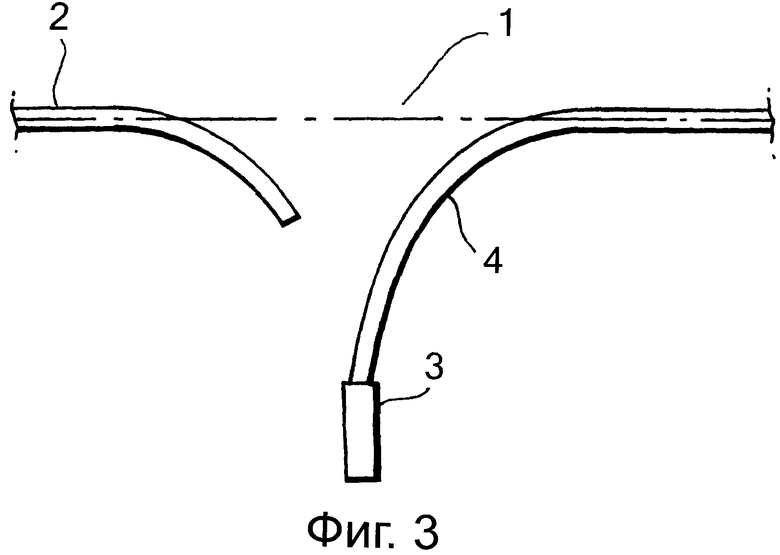
1. Способ сооружения длинного трубопровода с использованием передвижного устройства, обеспечивающего изготовление отдельных отрезков трубопровода, каждый из которых является частью длинного трубопровода, включающий размещение передвижного устройства в первой позиции на пути прохождения сооружаемого длинного трубопровода, изготовление отдельного отрезка трубопровода в одном направлении сооружаемого длинного трубопровода, изготовление второго отдельного отрезка трубопровода в противоположном направлении, перемещение передвижного устройства для сооружения трубопровода на вторую позицию на пути прохождения сооружаемого длинного трубопровода, изготовление третьего отдельного отрезка трубопровода в направлении длины указанного длинного трубопровода, изготовление четвертого отдельного отрезка трубопровода в противоположном направлении, перемещение, по усмотрению, передвижного устройства в следующую позицию на пути прохождения сооружаемого длинного трубопровода, производство следующего отдельного отрезка трубопровода в направлении длины сооружаемого длинного трубопровода, производство следующего отдельного отрезка трубопровода в противоположном направлении, по усмотрению, повторение этого процесса один или более раз, и соединение всех изготовленных отдельных отрезков трубопровода.
2. Способ по п.1, отличающийся тем, что используют два или большее количество передвижных устройств для сооружения длинного трубопровода, предпочтительно два или три устройства, при этом второе и последующее передвижные устройства используют таким же образом, что и первое передвижное устройство.
3. Способ по п.1 или 2, отличающийся тем, что используют, по меньшей мере, одно дополнительное передвижное устройство для сооружения длинного трубопровода, причем указанное дополнительное устройство поддерживают в рабочем состоянии, в состоянии транспортирования или в состоянии готовности.
4. Способ по п.3, отличающийся тем, что используют три передвижных устройства для сооружения длинного трубопровода, при этом одно устройство используют для сооружения длинного трубопровода, другое устройство поддерживают в рабочем состоянии и третье устройство транспортируют в новое положение.
5. Способ по п.1, отличающийся тем, что используют передвижное устройство, содержащее большое количество контейнеров, соединенных друг с другом с возможностью разъединения, при этом способ предпочтительно включает сборку передвижного устройства из контейнеров, осуществляемую в первой позиции.
6. Способ по п.5, отличающийся тем, что включает разборку передвижного устройства на отдельные контейнеры перед перемещением этого устройства, перемещение разобранных элементов передвижного устройства на вторую или третью позицию и повторную сборку передвижного устройства перед дальнейшим изготовлением одного или более отдельных отрезков трубопровода.
7. Способ по п.1, отличающийся тем, что первая позиция находится на расстоянии в один отдельный отрезок от одного конца сооружаемого длинного трубопровода.
8. Способ по п.7, отличающийся тем, что вторая позиция находится на расстоянии двух отдельных отрезков от первой позиции, и, по усмотрению, любая следующая позиция находится от предшествующей позиции на расстоянии, равном двум отдельным отрезкам.
9. Способ по п.1, отличающийся тем, что с помощью передвижного устройства изготавливают отдельный отрезок трубопровода в одном направлении пути прохождения сооружаемого длинного трубопровода, после чего разворачивают передвижное устройство на 180° и изготавливают отдельный отрезок трубопровода в противоположном направлении, или изготавливают с помощью передвижного устройства в одном и том же месте два отдельных отрезка трубопровода, при этом один отдельный отрезок изгибают в одном направлении пути прохождения сооружаемого длинного трубопровода, а другой отдельный отрезок изгибают в другом направлении пути прохождения сооружаемого длинного трубопровода, причем предпочтительно передвижное устройство в процессе изготовления отрезка трубопровода имеет направление, перпендикулярное пути прохождения сооружаемого длинного трубопровода, предпочтительно передвижное устройство размещают на определенном расстоянии от пути прохождения сооружаемого длинного трубопровода, в частности, на расстоянии в интервале от 20 до 200 м, более предпочтительно в интервале от 40 до 80 м.
10. Способ по п.1, отличающийся тем, что сооружают длинный трубопровод длиной, по меньшей мере, 20 км, предпочтительно, по меньшей мере, 50 км, более предпочтительно, по меньшей мере, 100 км, еще более предпочтительно, по меньшей мере, 200 км, вплоть до 500 км, или вплоть до 1000 км или больше.
11. Способ по п.1, отличающийся тем, что используют отдельные отрезки трубопровода, длина которых находится в интервале от 0,5 до 10 км, предпочтительно от 1 до 7,5 км, более предпочтительно от 2 до 6 км, при этом каждый отдельный отрезок имеет одинаковую длину или различную длину.
12. Способ по п.1, отличающийся тем, что используют указанный отдельный отрезок трубопровода, представляющий собой протяженное трубчатое тело, содержащее внешнюю оболочку, включающую, по меньшей мере, два слоя, каждый из которых образован одной или большим количеством плоских протяженных металлических лент, которым придана предварительная форма в продольном направлении, при этом ленты согнуты по спирали таким образом, что последовательные витки спирали касаются или почти касаются друг друга, причем каждая лента в одном слое перекрывает другие ленты в других слоях, слои внешней оболочки соединены друг с другом посредством адгезива, при этом указанное протяженное трубчатое тело изготовлено способом, включающим создание протяженной внутренней оболочки, использование одной или большего числа первых плоских протяженных металлических лент, придание им предварительной формы путем пластической деформации в процессе сгибания для получения одной или более спиралей, наложение одной или большего числа первых металлических лент, которым придана предварительная форма, на внутреннюю оболочку с образованием первого слоя внешней оболочки, нанесение слоя адгезива или отверждаемого исходного вещества для получения адгезива, использование одной или большего числа вторых плоских протяженных металлических лент, придание им предварительной формы путем пластической деформации в процессе сгибания для получения одной или более спиралей, наложение одной или большего числа вторых металлических лент, которым придана предварительная форма, на первый слой внешней оболочки для образования второго слоя внешней оболочки, после чего, по усмотрению, осуществляют дополнительное нанесение одного или более дополнительных слоев адгезива или отверждаемого исходного вещества для получения адгезива, и наложение плоских протяженных металлических лент, которым придана предварительная форма, после чего, по усмотрению, осуществляют процесс отверждения исходного вещества для получения адгезива.
13. Способ по п.1, отличающийся тем, что используют передвижное устройство, содержащее один контейнер, в котором находится оборудование для придания предварительной спиральной формы, по меньшей мере, двум протяженным металлическим лентам, для наматывания предварительно обработанных лент вокруг внутренней оболочки в два или большее количество слоев, и для соединения лент друг с другом с помощью адгезива или отверждаемого исходного вещества для получения адгезива, а также присоединение указанных слоев к внутренней оболочке с помощью адгезива или отверждаемого исходного вещества для получения адгезива.
14. Трубопровод, изготовленный с помощью способа по любому из пп.1-13.
15. Применение трубопровода по п.14 для транспортировки газа и/или жидкостей, в частности газа и/или нефти.
| US 5662432 A, 02.09.1997 | |||
| EA 200700172 A1, 29.06.2007 | |||
| US 3900146 A, 19.08.1975 | |||
| AU 8538532 A, 13.03.1986 | |||
| Агрегат для изготовления и укладки трубопровода из термопластового материала | 1979 |
|
SU1070368A1 |

