Изобретение относится к технологии производства ювелирных изделий, других украшений со вставными элементами и может быть использовано при производстве перстней, обручальных колец, сережек.
Известен способ изготовления ювелирных изделий со вставными элементами [1], предусматривающий формирование на кольцевой основе из тугоплавкого материала (карбида вольфрама) с поверхностным профилем, который имеет кольцевую выемку, инкрустирующей полоски общим весом от 50 до 90% веса кольцевой основы, причем инкрустирующую полоску формируют путем сжатия порошковой смеси из двух или более легкоплавких металлов при температуре, достаточной для ее образования.
Данный способ позволяет создавать долговечные и фактически не изнашиваемые во время нормальной эксплуатации ювелирные изделия, но требует сложного и дорогого технологического оборудования.
Известен также способ изготовления ювелирных изделий со вставными элементами, описанный в патенте Украины [2], который предусматривает наложение вставного элемента на обручную основу ювелирного изделий с дальнейшей его фиксацией на основе, для чего смежные боковые поверхности обручной основы и вставного элемента оснащают кольцевыми выемкой и соответствующим ей выступом, а противоположную боковую поверхность обручной основы закрепляют стопорным кольцом, например, путем сварки.
Данный способ, который выбран в качестве прототипа, позволяет создавать кольца со вставными элементами вращения, улучшенными и изменяемыми декоративными свойствами их внешних поверхностей, но имеет существенные недостатки: наличие видимой линии сварки внутренней поверхности ювелирного изделия, а также технологическую сложность изготовления изделий.
Задачей, положенной в основу предлагаемого изобретения, является разработка способа изготовления ювелирных изделий, лишенных вышеупомянутых недостатков, более простых по технологии.
Поставленная задача решается тем, что в способе изготовления ювелирных изделий со вставными элементами, предусматривающем наложение вставного элемента на основу ювелирного изделия с замкнутой образующей ее внутренней поверхности, дальнейшее его закрепление на основе, согласно предлагаемому техническому решению внутреннюю поверхность основы изготовляют с конусным или пирамидальным наклоном и фиксирующими боковыми буртиками на ее внешней поверхности, вставной элемент изготовляют с соответствующими фиксирующими выступами на его внутренней поверхности, а закрепление вставного элемента на основе осуществляют путем расширения суженной части ее внутренней поверхности на конусном или пирамидальном ригеле устройства для растяжки, например, по типу "Буратино". Задача решается и тем, что угол наклона внутренней поверхности основы отвечает соотношению α≥arc sin δ/l, где α - угол наклона; δ - высота фиксирующего выступления вставного элемента, l -длина промежутка между фиксирующими боковыми буртиками основы. В частном случае выполнения ювелирного изделия основу ювелирного изделия выполняют в виде обруча, а вставной элемент - в форме кольца, который устанавливают на обручной основе с возможностью вращения.
Суть и новизна предлагаемого изобретения состоит в том, что из уровня техники не известен способ фиксации вставного элемента на предварительно скошенной внутренней поверхности основы с замкнутой образующей ее внутренней поверхности и его закрепление путем корректировки формы основы изделия. Условие, когда угол наклона внутренней поверхности основы отвечает соотношению α≥arc sin δ/l, обеспечивает надежное сцепление фиксирующих выступов с буртиками основы без искажения их формы во время растяжки. В конкретном варианте выполнения основу ювелирного изделия выполняют в виде обруча, а вставной элемент - в форме кольца, который устанавливают на обручной основе с возможностью вращения, используя для его закрепления конический ригель устройства для растяжки.
Предлагаемый способ поясняется чертежами.
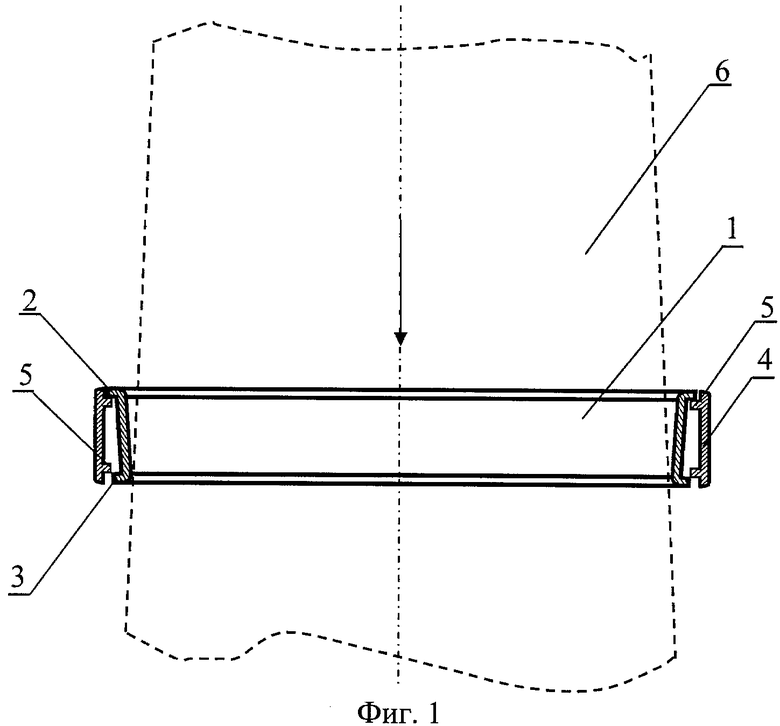
Фиг.1 - чертеж в разрезе ювелирного изделия, насаженного на ригель устройства для растяжки.
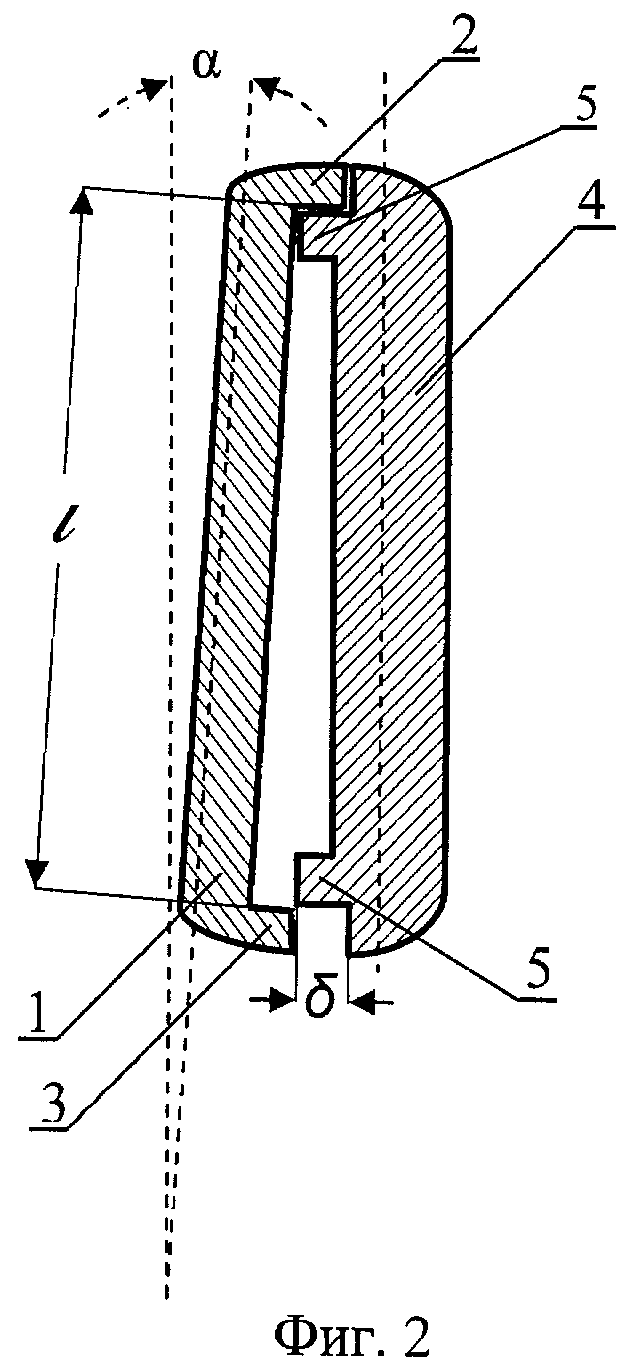
Фиг.2 - фрагмент основы с наложенным на нее вставным элементом перед процессом растяжки.
На чертежах изображены: основа 1 с фиксирующими боковыми буртиками: 2 - расширенной ее части и 3 - суженной ее части, вставной элемент 4 с фиксирующими выступами 5 и конусный (или пирамидальный) ригель 6 устройства для растяжки (изображен условно). На чертеже Фиг.2 показан также угол α наклона внутренней поверхности основы 1 к ее оси, высота δ фиксирующего выступа 5 и длина l промежутка между фиксирующими боковыми буртиками 2 и 3.
Способ осуществляют таким образом.
Основу 1 ювелирного изделия отжигают пламенем горелки, после охлаждения накладывают на нее вставной элемент 4 таким образом, чтобы его фиксирующий выступ 5 полностью входил в зацепление с боковым буртиком 2 расширенной части основы 1. Для того чтобы нижний фиксирующий выступ 5 вставного элемента 4 имел возможность при расширении суженной части основы 1 свободно войти в зацепление с ее боковым буртиком 3, угол α наклона внутренней поверхности основы должен отвечать соотношению α≥arc sin δ/l. Дальше основу 1 вместе со вставным элементом 4 надевают своей суженной частью на соответствующий ригель 6, который устанавливают в устройстве для растяжки. Форма конусного или пирамидального ригеля 6 в поперечном сечении (круг, эллипс, треугольник, многогранник) должна отвечать форме поперечного сечения внутренней поверхности основы 1. В прижимную рукоятку устройства вставляют ролик, который соответствует по форме профилю ювелирного изделия. Рукоятку с роликом прижимают левой рукой к ювелирному изделию, которое находится на ригеле, а правой рукой вращают рукоятку ригеля, приводя в движение направляющую ось устройства и прижимную рукоятку. При этом левой рукой надо добавлять усилие к рукоятке как для прижима ролика к изделию, так и для его медленного перемещения вправо на ригель, уменьшая таким образом угол наклона α внутренней поверхности основы к нулю. При таком условии нижний фиксирующий выступ 5 вставного элемента 4 входит в зацепление с боковым буртиком 3 основы 1 и происходит его надежное закрепление на основе.
Далее ювелирное изделие снимают с ригеля, промывают, протирают насухо, а потом напильником выравнивают торцы. Неровности на внешней или внутренней сторонах изделия удаляют шабером, после чего его шлифуют, полируют, промывают сначала в мыльном растворе с добавлением нашатырного спирта, потом в чистой теплой воде, а затем просушивают и протирают замшей.
Список литературы, принятой во внимание при подготовке заявки
1. Патент США US6928734 на изобретение, кл. МПК А44С 27/00, А44С 9/00, публ. 16.08.2005 г.
2. Патент Украины №42650 на полезную модель, кл. А44С 9/00, публ. 10.07.2009 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦО, НОСИМОЕ НА ПАЛЬЦЕ | 2004 |
|
RU2260364C1 |
| ПОДВЕСКА СО СМЕННЫМ ДЕКОРАТИВНЫМ ЭЛЕМЕНТОМ | 2024 |
|
RU2841565C1 |
| ЗАМКОВОЕ СОЕДИНЕНИЕ В ВИДЕ УКРАШЕНИЯ С ДЕКОРАТИВНЫМ ЭЛЕМЕНТОМ | 2018 |
|
RU2680942C1 |
| УНИВЕРСАЛЬНОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ В ВИДЕ УКРАШЕНИЯ С ДЕКОРАТИВНЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2666192C1 |
| ЮВЕЛИРНОЕ УКРАШЕНИЕ | 2015 |
|
RU2620240C2 |
| ЮВЕЛИРНОЕ ИЗДЕЛИЕ С ПЛЕТЕНЫМ ДЕКОРОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2360585C2 |
| ЗАМКОВОЕ СОЕДИНЕНИЕ ДЛЯ ЮВЕЛИРНЫХ КОЛЕЦ СО СМЕННЫМ ДЕКОРАТИВНЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2675781C1 |
| Разъёмное устройство для подключения к зарядной станции | 2022 |
|
RU2797071C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ПРИ ПОМОЩИ ЭТОГО УСТРОЙСТВА | 2018 |
|
RU2664141C1 |
| КОНСТРУКТИВНАЯ СИСТЕМА МНОГОЭТАЖНОГО ЗДАНИЯ И СПОСОБ ЕГО ВОЗВЕДЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2197578C2 |
Изобретение относится к технологии производства ювелирных изделий, других украшений со вставными элементами и может быть использовано при производстве перстней, обручальных колец, сережек. Способ изготовления ювелирных изделий заключается в том, что накладывают вставной элемент на основу ювелирного изделия с замкнутой образующей ее внутренней поверхности и закрепляют его на основе. Внутреннюю поверхность основы изготовляют с конусным или пирамидальным наклоном и фиксирующими боковыми буртиками на внешней ее поверхности. Вставной элемент изготовляют с соответствующими фиксирующими выступами на его внутренней поверхности, а закрепление вставного элемента на основе осуществляют путем расширения суженной части ее внутренней поверхности на конусном или пирамидальном ригеле устройства для растяжки, например, по типу "Буратино". Обеспечивается надежность и простота закрепления вставного элемента на основе ювелирного изделия с замкнутой образующей внутренней поверхности. 2 з.п. ф-лы, 2 ил.
1. Способ изготовления ювелирных изделий со вставными элементами, предусматривающий наложение вставного элемента на основу ювелирного изделия с замкнутой образующей ее внутренней поверхности, дальнейшее его закрепление на основе, отличающийся тем, что внутреннюю поверхность основы изготовляют с конусным или пирамидальным наклоном и фиксирующими боковыми буртиками на ее внешней поверхности, вставной элемент изготовляют с соответствующими фиксирующими выступами на его внутренней поверхности, а закрепление вставного элемента на основе осуществляют путем расширения суженной части ее внутренней поверхности на конусном или пирамидальном ригеле устройства для растяжки, например по типу "Буратино".
2. Способ по п.1, отличающийся тем, что угол наклона внутренней поверхности основы отвечает соотношению α≥arc sin δ/l, где α - угол наклона; δ - высота фиксирующего выступа вставного элемента, l - длина промежутка между фиксирующими боковыми буртиками основы.
3. Способ по п.1 или 2, отличающийся тем, что основу ювелирного изделия изготовляют в виде обруча, а вставной элемент в форме кольца, который устанавливают на обручной основе с возможностью вращения.
| ЮВЕЛИРНОЕ ИЗДЕЛИЕ С ПЛЕТЕНЫМ ДЕКОРОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2360585C2 |
| Способ получения вазелина для медицинских целей | 1934 |
|
SU42650A1 |
| ЮВЕЛИРНОЕ ИЗДЕЛИЕ | 2008 |
|
RU2378963C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЮВЕЛИРНОГО ИЗДЕЛИЯ | 1998 |
|
RU2139669C1 |
| СПОСОБ КОНТРОЛЯ СПЛОШНОСТИ МЕТАЛЛА | 1972 |
|
SU429333A1 |
| CN 201178750 Y, 14.01.2009 | |||
| СПОСОБ ТРАНСПЛАНТАЦИИ ЭМБРИОНОВ У ОВЕЦ | 2004 |
|
RU2269977C1 |

