I
Изобретение предназначено главным образом для эксплуатационного контроля сплошности металлических стенок заполненных жидкостью сосудов высокого давления, например корпусов водоводных реакторов атомных электростанций.
Для указанного оборудования характерны дефекты в виде трещин, выходяш,их на внутреннюю поверхность. При этом в пе1риод проведения контроля удаление жидкости (воды) из реакторов атомных электростанций нежелательно, так как приводит к общему повыщению уровпя радиации над сосудом.
Известны способы контроля сплошности металла, находящегося под слоем жидкости, путем наклонного облучения ультразвуком, излучаемым и принимаемым погруженным в жидкость ультразвуковым преобразователем. Однако известные способы оказываются малоэффективными при возбуждении поверхпостных волн из-за большого их затухания при контакте с жидкостью.
Целью изобретения является новышение чувствительности к обнаружению поверхностных трещин и увеличение производительности контроля.
Для этого к поверхности контролируемой зоны прижимают полую накладку с основанием, выполненным по форме контактируемой поверхности, и подают под накладку через отверстия в ос 1ован11и газ под давлением, превышающим силу прижатия для вытеспения жидкости из-под наКладки. В пространство между ультразвуковым преобразователем и зоной падения ультразвука вводят струю жидкости, скорость истечения которой превыщает скорость подъема из-под накладки пузырьков газа.
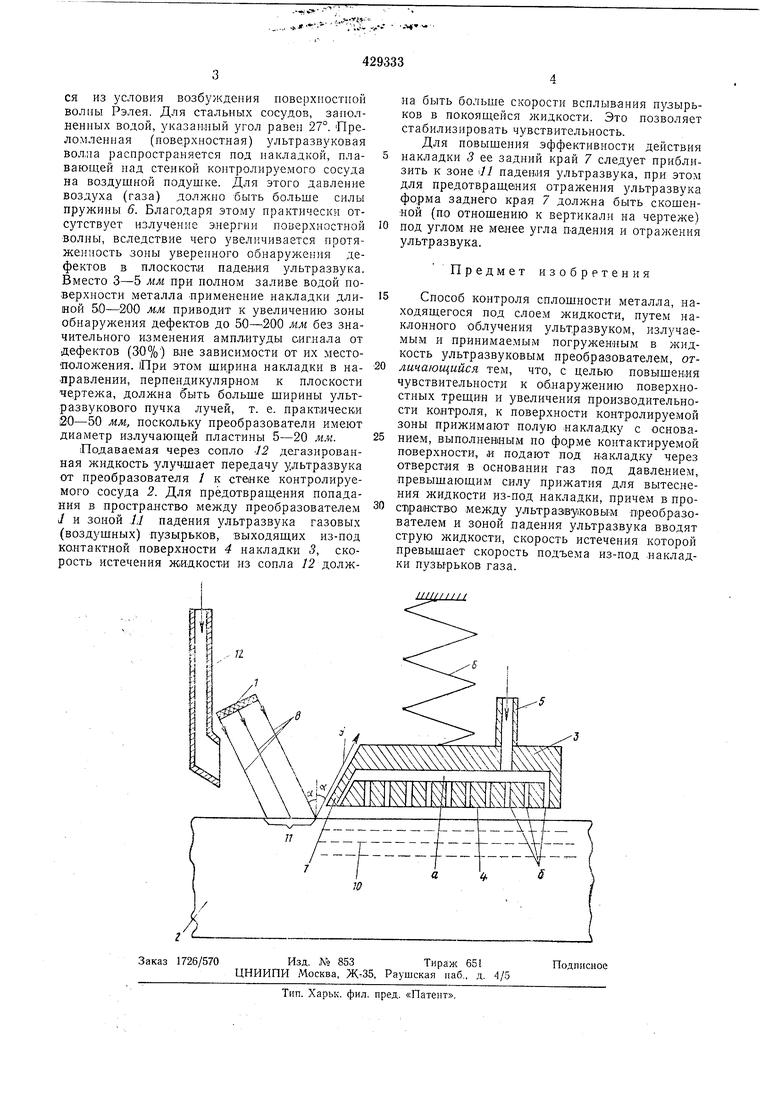
Способ иллюстрируется чертежом, где /- ультразвуковой преобразователь, 2 - сосуд, запол:не:ННый жид костью, 3 - накладка, внутри которой имеется канал а, оканчивающийся отверстиями б в коита.ктиой поверхности 4 .накладки, 5 - штуцер, через который в канал а накладки 3 ноступает под давлением газ, 6-1прул ина, лрил И1мающая .наклаику к ко«нтролируемому металлу, 7 - задний край накладки, 8 - ультразвуковой пучок лучей, лзлучаемых преобразователем 1,9 - отраженный ультразвуковой луч, 10 - преломленная поверхностная волна, ,//-зона падения ультразвука на поверхность контролируемого металла, 12 - направляющее сонло, через которое в нространство между преобразователем / и зоной 11 подается под напором струя дегазированной жидкости.
Устройство работает следующим образом. Ультразвук 8 подают на поверхность металла контролируемого сосуда 2 через заполняющую сосуд жидкость. Угол падения выбирает
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| СПОСОБ КОНТРОЛЯ РЕЛЬСОВОЙ НАКЛАДКИ | 2010 |
|
RU2444008C1 |
| СПОСОБ ПОВЫШЕНИЯ ДОСТОВЕРНОСТИ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО ДЕФЕКТОСКОПИЧЕСКОГО КОНТРОЛЯ | 2013 |
|
RU2548692C1 |
| СИСТЕМА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ НАДЗОННОГО ПРОСТРАНСТВА ЯДЕРНОГО РЕАКТОРА | 2018 |
|
RU2697664C1 |
| Способ ультразвуковой дефектоскопии изделий и устройство для его осуществления | 1987 |
|
SU1493944A1 |
| Способ восстановления изделия лазерно-акустической наплавкой и устройство для его осуществления | 2019 |
|
RU2740687C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РОТОРОВ ПАРОВЫХ ТУРБИН ПО ОСЕВОМУ КАНАЛУ | 2015 |
|
RU2612729C1 |
| Способ ультразвуковой газолазерной резки листового металла и устройство ультразвуковой газолазерной резки листового металла (Варианты) | 2017 |
|
RU2670629C9 |
| НЕЛИНЕЙНЫЙ МОДУЛЯЦИОННЫЙ СПОСОБ МОНИТОРИНГА СОСТОЯНИЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799241C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, ИМЕЮЩИХ СЛОЖНУЮ ФОРМУ ТЕЛ ВРАЩЕНИЯ С НАЛИЧИЕМ НАПРЕССОВАННЫХ ДЕТАЛЕЙ | 1993 |
|
RU2084889C1 |
