Изобретение касается способа соединения текстильных изделий, снабженных покрытием, соединительного шва и применения устройства для осуществления этого способа.
Под текстильными изделиями или, соответственно, текстильными полотнами, снабженными покрытием, следует понимать любые снабженные покрытием холст, тканые, трикотажные, нетканые материалы и сукно, а также пленки и состоящие из них композитные материалы, в частности, с применением комплексных нитей, состоящих из полимерных элементарных волокон, таких как полимеры из сложного полиэфира или полиамида, а также комплексные нити, состоящие из стеклянных и базальтовых элементарных волокон, а также лен, целлюлоза и смешанные ткани и тому подобные.
Под покрытием и связующим средством следует понимать любые полимерные материалы на основе водных дисперсий, поливинилхлоридных (ПВХ) пластизолей и истинных растворов, таких как полимеры на основе акрилата, этиленвинилацетата, поливинилацетата, бутадиенстирола, полиуретанов, поливинилхлорида и полученные из них связующие пленки.
Холсты с покрытием подвергаются, например, последующей обработке с получением конечных продуктов, таких как кровельные полотна, напольные покрытия, композитные пленки и т.д., при этом холсты соединяются с другими составными частями конечных продуктов. При этом обычно применяются холсты в виде полотен. При этом необходимо соединить друг с другом два полотна холста, причем в месте соединения до сих пор происходит изменение свойств холста, таких как толщина, прочность на разрыв или компоненты материала. Сохранение мест соединения в конечном продукте, например кровельном полотне, напольных покрытиях, композитных пленках и тому подобных, невозможно, так как они не допускают соединения отдельных пленок друг с другом в конечном продукте, представляют собой нежелательные в конечном продукте посторонние включения, а также из-за толщины образуют возвышение в конечном продукте и оптически сильно выделяются, представляя собой измененный рельеф.
Для постоянного соединения текстильных изделий в DE 10353916 А1 описано несколько способов, например соединение путем сшивания, а также путем склеивания с вложением клейких лент и последующего нагревания, путем высокочастотной сварки, или, соответственно, склеивания, путем склеивания и сварки горячим воздухом или, соответственно, с помощью ультразвука. DE 10353916 А1 касается способа и устройства для склеивания текстильных изделий посредством горячих клеев, при этом по меньшей мере один из склеиваемых текстильных изделий предварительно нагревается, а затем горячий клей наносится в жидкотекучей форме по меньшей мере на один из склеиваемых текстильных изделий.
В ЕР 1956063 А2 описан способ склеивания первого конструктивного элемента со вторым конструктивным элементом, содержащим краевую область, при перекрытии с которой приклеивается первый конструктивный элемент, при этом
a) по меньшей мере один кусок плавящегося клея склеивают с первым конструктивным элементом так, что он при склеивании первого конструктивного элемента со вторым конструктивным элементом вступает в контакт с краевой областью,
b) краевую область локально по меньшей мере в одном месте, в котором применяемый при склеивании первого конструктивного элемента кусок плавящегося клея вступает в контакт с краевой областью, опосредствованно или непосредственно путем электромагнитной индукции нагревают до температуры, превышающей температуру плавления плавящегося клея,
c) первый конструктивный элемент вступает в контакт с краевой областью второго конструктивного элемента таким образом, что кусок плавящегося клея вступает в контакт с нагретым на этапе b) местом краевой области, так что плавящийся клей в месте контакта сплавляется с краевой областью и после охлаждения соединяет первый конструктивный элемент с краевой областью второго конструктивного элемента,
d) при этом дополнительно перед этапом b) или после этапа с) вводят реактивный клей между первым и вторым конструктивным элементом таким образом, что он соединяет первый конструктивный элемент с краевой областью второго конструктивного элемента, и
e) осуществляют отверждение реактивного клея или дают ему отвердиться.
В DE 7025655 описано соединение по меньшей мере двух гибких полотен, состоящих из покрытых полимером текстильных структур.
DE 6941387 касается пресса для склеивания текстильных плоских структур посредством тепла и давления, при этом склеиваемые друг с другом текстильные плоские структуры, часть из которых с одной стороны покрыта клеем, помещаются между перемещаемыми отдельно или вместе друг к другу плитами пресса для склеивания, содержащего несколько станций пресса, из которых по меньшей мере одна является нагреваемой.
Задача настоящего изобретения - усовершенствовать известные в уровне техники технологии соединения текстильных изделий, снабженных покрытием, а также предложить соответствующий способ, соединительный шов, а также применение устройства с точки зрения качества соединительного шва, а также с точки зрения возможности сохранения соединительного шва в используемом конечном продукте.
Решается эта задача с помощью признаков независимых пунктов. Предпочтительные варианты осуществления изобретения указаны в зависимых пунктах.
В соответствии с изобретением, в способе склеивания текстильных изделий, снабженных покрытием, или, соответственно, текстильных полотен под давлением и температурой второй слой текстильного изделия соединяется с первым слоем текстильного изделия по истечении определенной продолжительности прессования. При этом предлагаемый изобретением способ включает следующие этапы:
a) накладывают соединяемые текстильные изделия друг на друга;
b) прижимают два текстильных изделия;
c) надавливают двумя сварочными балками сверху и снизу на уложенные друг на друга текстильные изделия, при этом температуру, давление и продолжительность прессования выбирают таким образом, что, с одной стороны, покрытие текстильного изделия переводится в термопластически деформируемое состояние, а с другой стороны, само текстильное изделие не усаживается; и
d) удаляют сварочные балки.
При удалении сварочных балок на этапе d) покрытие застывает вследствие снижения давления в такой степени, что соединительный шов без последующего охлаждения может быть выведен из зоны горячего прессования и, например, свернуто в рулон.
Предлагаемый изобретением соединительный шов двух текстильных изделий, снабженных покрытием, может сохраняться в пленочном композите конечного продукта (например, кровельное полотно, напольное покрытие или композитная пленка), обладает, по меньшей мере, прочностью в пределах изменения текстильного изделия (например, холст) и при этом тоньше или имеет такую же толщину, как и текстильное изделие (например, холст). При последующей обработке с получением конечного продукта (например, кровельного полотна) соединительный шов выдерживает процесс обработки при температуре по меньшей мере 160°С.
Для осуществления предлагаемого изобретением способа возможно применение известного устройства, снабженного встроенным сварочным устройством, для изготовления клеевых соединений с вложением сварочных клейких лент, в частности применение перемоточной машины для контроля качества. Благодаря ее применению отсутствует необходимость в новых инвестициях в оборудование для осуществления изобретения.
В одном из вариантов способа соединительный шов может изготавливаться вместе с материалом конечного продукта, при этом перед прессованием между двумя слоями текстильного изделия вкладывается материал конечного продукта, например пленка. Соединительный шов по этому варианту состоит только из материалов текстильного изделия с покрытием (например, холст) и материала конечного продукта.
Соединяемые текстильные изделия могут представлять собой холст, тканые, трикотажные, нетканые материалы или сукно, а также пленки или состоящие из них композиты, при этом они могут состоять из комплексных нитей.
Комплексные нити могут состоять из полимерных элементарных волокон, предпочтительно из сложного полиэфира, например полиэтилентерефталата (ПЭТ) или полиэтиленнафталата (ПЭН), или полиамида (ПА), или из стеклянных или базальтовых элементарных волокон, льна, целлюлозы или состоящих из них смешанных конструкций.
Покрытие текстильных изделий может состоять из полимерных материалов на основе водных дисперсий, поливинилхлоридных (ПВХ) пластизолей или истинных растворов, таких как полимеры на основе акрилата, этиленвинилацетата, поливинилацетата, бутадиенстирола, полиуретанов, поливинилхлоридов и получаемых из них связующих пленок.
В одном из примеров осуществления соединяются два покрытых пластизолем холстов из сложного полиэфира при температуре 175°С, давлении 5,5 бар и продолжительности прессования 30 секунд. При этом изготавливается вариант 1, в котором слои текстильного изделия были уложены непосредственно друг на друга, и вариант 2, в котором между слоями текстильного изделия была вложена пленка. Испытания на перемоточной машине для контроля качества, снабженной встроенным сварочным устройством, для изготовления клеевых соединений с вложением сварочных клейких лент дали отличные результаты, так что удалось получить замечательные соединения между самими слоями текстильного изделия, снабженных покрытием, и соединения их с материалом пленки.
Во время другого испытания текстильное полотно с соединительным швом пропускалось через несколько нагретых до 170-180°С горячих валков. При этом была установлена стойкость этого соединительного шва в отношении высоких температур при воздействии напряжения растяжения. Соединительный шов остается стабильным даже при высоких температурах.
На упомянутой выше перемоточной машине для контроля качества соединялись холст из сложнополиэфирных и стеклянных элементарных волокон, а также композиты, состоящие из холста и нетканого материала. Соединительные швы подвергались проверке на разрыв до разрушения и разрывному удлинению в направлении уточных и основных нитей, и сравнивались с тем же самым текстильным изделием, только без соединительного шва. Затем была проведена проверка изменения толщины. Результаты представлены в приведенной ниже таблице, из которой следует значительное превосходство соединительных швов, полученных посредством предлагаемого изобретением способа, над традиционными вариантами осуществления.
ного шва,
мм
С помощью чертежа изобретение поясняется более подробно. Показано:
Фиг.1-3 - устройство, снабженное встроенным сварочным устройством, при различных этапах способа изготовления соединительного шва,
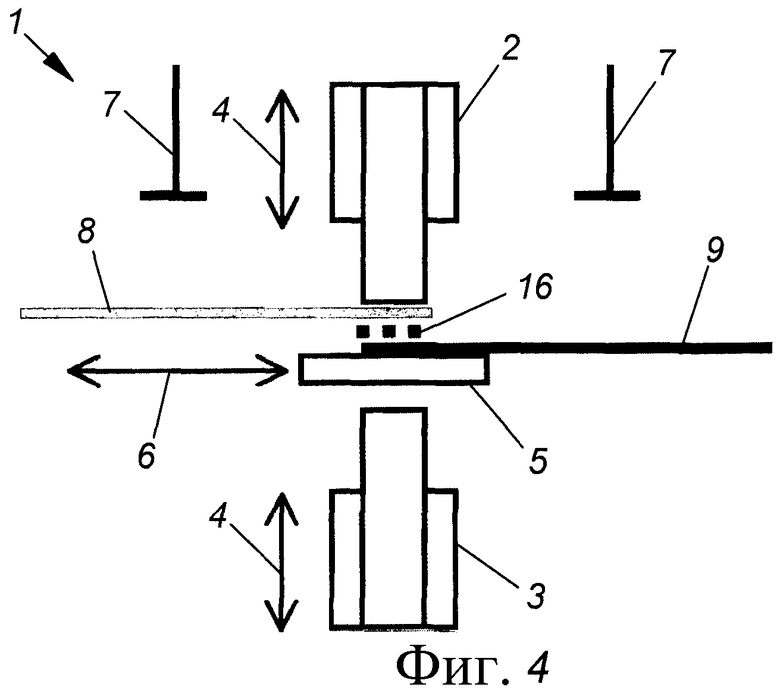
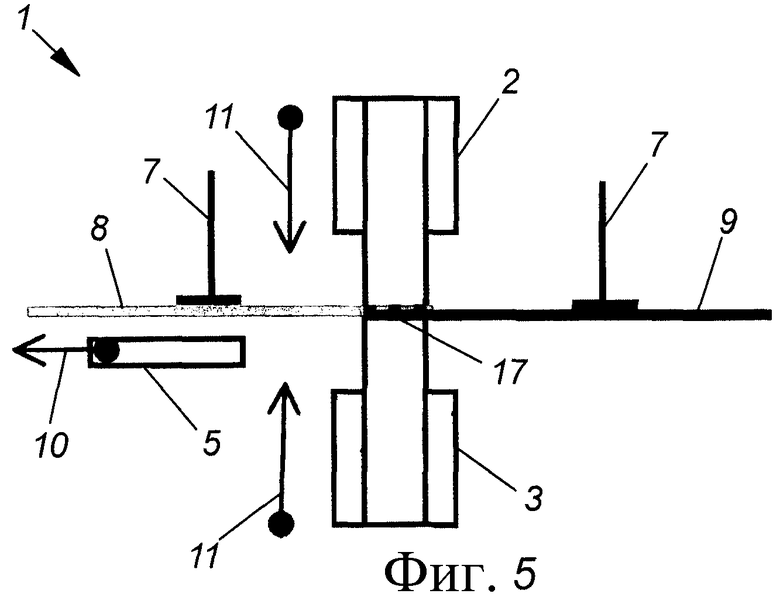
Фиг.4-6 - устройство при различных этапах способа изготовления соединительного шва согласно варианту с вложенным материалом конечного продукта,
Фиг.7 и 8 - виды соединительного шва.
Устройство 1, схематично изображенное на фиг.1-6, снабженное встроенным сварочным устройством, может представлять собой, например, перемоточную машину для контроля качества.
Устройство 1 содержит верхнюю нагреваемую сварочную балку 2 и нижнюю нагреваемую сварочную балку 3, которые могут двигаться в направлении двойной стрелки 4 и прижиматься друг к другу при прессовании. Рядом с ними предусмотрена разделительная заслонка 5, которая служит для укладывания текстильного изделия и для удержания на расстоянии от сварочных балок и может двигаться в направлении двойной стрелки. Кроме того, предусмотрены прижимы 7, с помощью которых обеспечивается отсутствие смещения слоев текстильного изделия во время подготовки соединительного шва и во время процесса соединения.
При осуществлении способа в соответствии с фиг.1-3 сначала соединяемые текстильные изделия 8, 9 с покрытием накладываются друг на друга на разделительной заслонке 5, которая находится между сварочными балками 2, 3, как это изображено на фиг.1.
Затем текстильные изделия 8, 9 фиксируются прижимами 7 так, чтобы текстильные изделия 8, 9 не смещались во время подготовки соединительного шва и во время процесса соединения. Это обеспечивает получение соединительного шва с прямыми кромками.
Теперь разделительная заслонка сдвигается в направлении изображенной на фиг.2 стрелки 10. Сварочные балки 2, 3 сдвигаются друг с другом в направлении стрелки 11, показанной на фиг.2, и прижимают текстильные изделия 8, 9 друг к другу.
Важно, чтобы температуры сварочных балок 2, 3 были выбраны так, чтобы покрытие текстильных изделий 8, 9 под давлением переводилось в термопластически деформируемое состояние и при этом температура оставалась максимально высокой настолько, чтобы не происходила усадка полимерных элементарных волокон текстильных изделий 8, 9 с одновременным короблением текстильного изделия или уменьшением ширины текстильного изделия. Температура определяется заранее с помощью столика Кофлера.
В одном из примеров осуществления с применяемым в качестве покрытия ПВХ-пластизолем температура обеих сварочных балок 2, 3 составляет около 175°С. Продолжительность воздействия температуры и одновременного воздействия давления способствует тому, что при соединении текстильных изделий деформируемое при высокой температуре покрытие обеспечивает постоянное соединение. Заданное давление пресса в этом примере осуществления составляет 5,5 бар, а продолжительность прессования составляет тридцать секунд.
Благодаря давлению, действующему на соединительный шов 12, элементарные волокна в нитях текстильных изделий 8, 9 разъединяются и поверхность соединения увеличивается, что приводит к более интенсивному сцеплению и более высокой прочности на растяжение, чем у самого текстильного изделия. Благодаря этому толщина текстильного изделия в соединительном шве 12, несмотря на перекрытие текстильных изделий 8, 9 при соединении, меньше, по меньшей мере не больше, чем у отдельного слоя текстильного изделия. Кроме того, благодаря этому облегчается проникновение покрытия между отдельными элементарными волокнами.
При изображенном на фиг.3 удалении сварочных балок 2, 3 в направлении стрелки 13 покрытие застывает вследствие снижения давления в такой степени, что без последующего охлаждения соединительный шов 12 может быть выведен из зоны горячего прессования, и затем текстильный материал можно свернуть в рулон. Для этого разделительная заслонка 5 сдвигается в направлении стрелки 14 между сварочными балками 2, 3 и соединительным швом 12, а соединенные текстильные изделия 8, 9 транспортируются в направлении стрелки 15.
Вид соединительного шва 12 текстильных изделий 8, 9 изображен на фиг.7.
Изображенный на фиг.4-6 способ изготовления соединительного шва 12 согласно варианту с вложенным материалом конечного продукта включает в основном те же этапы, которые были описаны выше. Поэтому касательно этих вариантов осуществления ссылаемся на фиг.1-3.
Как изображено на фиг.4, при наложении друг на друга текстильных изделий 8, 9 между текстильными изделиями вкладывается материал 16 конечного продукта, например пленка. Процесс прессования такой же, как было описано в связи с фиг.1-3. Полученный соединительный шов 17 толще, чем соединительный шов 12, но находится в пределах изменения толщины отдельного слоя текстильных изделий 8, 9 и значительно тоньше, чем общая толщина конечного продукта, например кровельного полотна.
Вид соединительного шва 17 текстильных изделий 8, 9 изображен на фиг.8.
Спецификация позиций
1 - Устройство
2 - Верхняя нагреваемая сварочная балка
3 - Нижняя нагреваемая сварочная балка
4 - Двойная стрелка
5 - Разделительная заслонка
6 - Двойная стрелка
7 - Прижим
8 - Текстильное изделие с покрытием
9 - Текстильное изделие с покрытием
10 - Стрелка
11 - Стрелка
12 - Соединительный шов
13 - Стрелка
14 - Стрелка
15 - Стрелка
16 - Материал конечного продукта
17 - Соединительный шов





Изобретение относится к технологии соединения текстильных изделий, снабженных покрытием, и может быть использовано в текстильной и легкой промышленности. Способ соединения включает наложение текстильных изделий друг на друга, помещение их между двумя сварочными балками, надавливают балки сверху и снизу. Температуру, давление и время прессования выбирают так, чтобы покрытие изделия с одной стороны переводилось в термопластически деформируемое состояние, а с другой стороны само изделие не усаживалось. Затем балки убирают. Устройство со встроенным сварочным устройством для соединения представляет собой перемоточную машину для контроля качества. Конечным продуктом, содержащим соединительные швы, являются кровельное полотно, напольное покрытие, композитная пленка. Соединительные швы являются более прочными, не изменяют рельеф поверхности текстильного изделия. 4 н. и 13 з.п. ф-лы, 8 ил., 1 табл., 2 пр.
1. Способ соединения текстильных изделий (8, 9), снабженных покрытием, включающий этапы, на которых:
a) накладывают соединяемые текстильные изделия (8, 9) друг на друга;
b) прижимают два текстильных изделия (8, 9);
c) надавливают двумя сварочными балками (2, 3) сверху и снизу на наложенные друг на друга текстильные изделия (8, 9), при этом температуру, давление и продолжительность прессования выбирают таким образом, что, с одной стороны, покрытие текстильного изделия (8, 9) переводится в термопластически деформируемое состояние, а, с другой стороны, само текстильное изделие (8, 9) не усаживается; и
d) удаляют сварочные балки (2, 3).
2. Способ по п.1, отличающийся тем, что перед прессованием между обоими слоями текстильных изделий (8, 9) помещают материал (16) конечного продукта, например пленку.
3. Способ по любому из пп.1 или 2, отличающийся тем, что соединительный шов (12, 17) выводят из зоны горячего прессования после этапа d) без последующего охлаждения, а соединенное текстильное изделие сворачивают в рулон.
4. Способ по п.1, отличающийся тем, что текстильные изделия (8, 9) представляют собой холст, тканые, трикотажные, нетканые материалы или сукно, а также пленки или состоящие из них композиты.
5. Способ по п.1, отличающийся тем, что текстильные изделия (8, 9) состоят из комплексных нитей.
6. Способ по п.5, отличающийся тем, что комплексные нити состоят из полимерных элементарных волокон, предпочтительно из сложного полиэфира или полиамида.
7. Способ по п.5, отличающийся тем, что комплексные нити состоят из стеклянных или базальтовых элементарных волокон, льна, целлюлозы или состоящих из них смешанных структур.
8. Способ по п.1, отличающийся тем, что покрытие текстильных изделий (8, 9) состоит из полимерных материалов на основе водных дисперсий, поливинилхлоридных (ПВХ) пластизолей или истинных растворов, таких как полимеры на основе акрилата, этиленвинилацетата, поливинилацетата, бутадиенстирола, полиуретанов, поливинилхлорида или полученных из них связующих пленок.
9. Соединительный шов (12, 17) текстильных изделий (8, 9), снабженных покрытием, полученный способом по любому из предыдущих пунктов.
10. Соединительный шов (12, 17) по п.9, отличающийся тем, что текстильные изделия (8, 9) представляют собой холст, тканые, трикотажные, нетканые материалы или сукно, а также пленки или состоящие из них композиты.
11. Соединительный шов (12, 17) по любому из пп.9 или 10, отличающийся тем, что текстильные изделия (8, 9) состоят из комплексных нитей.
12. Соединительный шов (12, 17) по п.11, отличающийся тем, что комплексные нити состоят из полимерных элементарных волокон, предпочтительно из сложного полиэфира или полиамида.
13. Соединительный шов (12, 17) по п.11, отличающийся тем, что комплексные нити состоят из стеклянных или базальтовых элементарных волокон, льна, целлюлозы или состоящих из них смешанных структур.
14. Соединительный шов (12, 17) по п.9, отличающийся тем, что покрытие текстильных изделий (8, 9) состоит из полимерных материалов на основе водных дисперсий, поливинилхлоридных (ПВХ) пластизолей или истинных растворов, таких как полимеры на основе акрилата, этиленвинилацетата, поливинилацетата, бутадиенстирола, полиуретанов, поливинилхлорида или полученных из них связующих пленок.
15. Применение устройства (1) со встроенным сварочным устройством для осуществления способа по любому из пп.1-8.
16. Применение устройства (1) по п.15, отличающееся тем, что устройство представляет собой перемоточную машину для контроля качества.
17. Конечный продукт, в частности кровельное полотно, напольное покрытие или композитная пленка, содержащий соединительный шов (12, 17) по одному из пп.9-14.
| ЕР 1956063 А2, 13.08.2008 | |||
| DE 6941387 U, 09.03.1972 | |||
| DE 7025655 U, 07.10.1971 | |||
| DE 10353916 А1, 09.06.2005 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА | 1990 |
|
RU2008383C1 |

