Настоящее изобретение относится к композитным материалам на основе винилароматических полимеров, имеющих улучшенные теплоизоляционные свойства, и к способу их получения.
Более конкретно, настоящее изобретение относится к гранулам или гранулятам композитных материалов на основе винилароматических полимеров, способных образовывать вспененные изделия, имеющие улучшенные теплоизоляционные свойства, способу получения упомянутых композитных материалов и их применению и к вспененным изделиям, полученным в результате упомянутого применения. Улучшенные теплоизоляционные свойства позволяют значительно снизить плотность вспененного материала или его толщину без снижения суммарной величины термического сопротивления. Кроме того, вспениваемые композитные материалы, обработанные согласно способам, описанным в настоящем изобретении, имеют равные или лучшие технологические характеристики и повышенную способность блокировать пропускание инфракрасного излучения по сравнение с аналогичными известными вспененными материалами, содержащими равное количество агента, поглощающего инфракрасное излучение. Стандартным применением вспененных материалов согласно настоящему изобретению является термическая изоляция бытовых приборов и промышленного оборудования, герметизация и термическая изоляция зданий.
Теплопроводность вспененного материала определяется четырьмя факторами, а именно теплопроводностью газа, теплопроводностью полимера, конвекцией газа и электромагнитным излучением в инфракрасной области.
Теплопроводность газа делает наибольший вклад, но, обычно, ее сложно контролировать. В действительности, в большинстве вспененных материалов, содержащих полиуретан, воздух со временем замещает захваченное вспенивающее вещество, таким образом, увеличивая их теплопроводность (смотри, например, международную патентную заявку WO 91/12289).
Вклад электромагнитного излучения можно уменьшить увеличением рассеивания или поглощения падающих электромагнитных волн.
Большинство органических материалов имеют узкие пики поглощения и, следовательно, они не подходят для того, чтобы существенного интерферировать с характерным инфракрасным спектром, обычно обнаруживаемым при применениях, который, наоборот, имеет широкую полосу. Тонкие слои металлов обычно отражают электромагнитное излучение, тогда как материалы, имеющие высокий показатель преломления, такие как диоксид титана или сульфат бария, способствуют рассеянию инфракрасного излучения (смотри, например, патент США 5312678).
Давно известно применение сажи в качестве фильтра или наполнителя или также в качестве зародыша кристаллизации (смотри, например, Chem. Abstr., 1987, "Carbon black containing polystyrene beads"). Сажа существует в различных формах в зависимости от исходных материалов и способа производства (смотри, например, Kirk Othmer, Encyclopaedia of Chemical Technology, John Wiley and Sons, fourth edition, vol. 4, страницы 1037-1074). Среди различных типов сажи наиболее важными являются сажа после сжигания нефти ("нефтяная сажа"), сажа после сгорания газа, сажа из ацетилена, ламповая сажа, "газовая канальная сажа", "термическая сажа" и электропроводная сажа.
Данные сажи имеют диаметры в диапазоне от приблизительно 10 до 1000 нм и очень различные удельные поверхности (от 10 до 2000 м2/г), в зависимости от способа получения. Данные различия являются причиной различных задерживающих инфракрасные волны способностей, однако результаты, полученные различными авторами, не согласуются (смотри, например, WO 90/06339, WO 94/13721 и WO 04/087798).
Известно, что графит можно также эффективно применять в качестве черного тела (как описано, например, в JP 63/183941, WO 04/022636, WO 96/34039). Однако его применение в качестве ослабляющего инфракрасное излучение агента в полимерных пенах является более современным.
В патенте GB 1006926 описывают композиции, содержащие материалы, такие как металлы, Fe2O3 и графит, которые обладают большой способностью поглощать энергию, исходящую из электромагнитного поля. В патенте GB 1048865 утверждают, что многие наполнители, в частности органические и неорганические наполнители, являются непрозрачными для инфракрасного излучения. Как результат, пенополистирол, заполненный данными веществами, обладает не только меньшей плотностью, но также лучшей теплоизоляционной способностью по сравнению с незаполненными пенополистиролами. Графит является одним из упоминаемых наполнителей.
Патентная заявка JP 63-183941 является одной из первых заявок, в которой предложено применение различных наполнителей, принимающих активное участие в задержке инфракрасных лучей с длинной волны в диапазоне от 6 до 14 микрон, таким образом, получая теплоизоляционные термопластичные смолы, способные надолго сохранять низкую теплопроводность. Среди всех наполнителей графит является предпочтительным материалом.
В патенте DE 9305431U описывают способ получения вспененных формованных изделий, имеющих плотность, меньшую чем 20 г/л и сниженную теплопроводность. Данный результат достигается введением в жесткий пенополистирол непрозрачного для ИК-излучения вещества, такого как графит и сажа.
В международной патентной заявке WO 96/34039 описывают мелкопористые пены, содержащие ослабляющий инфракрасное излучение агент, и способ их применения. Ослабляющий инфракрасное излучение агент является углем или графитом, выбранным так, чтобы иметь хорошее распределение в полимерной матрице.
В международной патентной заявке WO 98/51735 описывают вспениваемые полистирольные частицы, содержащие 0,05-25% по весу частиц синтетического или природного графита, однородно распределенного в полистирольной матрице. Предпочтительно графит имеет средний диаметр, равный 1-50 микронам, объемную плотность в диапазоне от 100 до 500 г/л и площадь поверхности в диапазоне от 5 до 20 м2/г.
В международной патентной заявке WO 00/43442 описывают вспениваемые полистирольные композиции, содержащие вплоть до 6% частиц алюминия. Необязательные ослабляющие инфракрасное излучение агенты содержат вплоть до 2% Sb2S3 и также сажу или графит.
В патентной заявке США 2001/036970 описывают пены, обладающие хорошим балансом между поглощающей звук способностью, низкой теплопроводностью и обычно низким содержанием воды. Активным в инфракрасной области наполнителем является графит, диоксид титана и все типы сажи, известные в данной области техники, такие как печная сажа, ацетиленовая сажа и "термические сажи".
Из приведенных документов кажется очевидным применение в пенах графита и сажи в качестве ослабляющих инфракрасное излучение агентов. Однако имеется мало данных о связи между применением данных непрозрачных для ИК-излучения материалов и их реальной эффективностью при задержке инфракрасного излучения, когда их вводят в пены.
И сажи и графит могут содержать графитовые кристаллиты, т.е. регулярные слои, имеющие ромбоэдрическую или гексагональную решетку так называемых графеновых слоев. Содержание кристаллитной фазы и когерентность в упаковке слоев ограничиваются, в частности, для саж и кокса (смотри, например, "Size and shape of Кристаллиты and Internal Stresses in Blacks", T. Ungara, J. Gubiczab, G. Tichyb, C. Panteac, T. W. Zerda - Composites: Part A, 2005).
И содержание кристаллитной фазы и стекинговую когерентность можно увеличить при специальных условиях (например, посредством термической обработки выше 2000°C). Однако только в некоторых типах смол, кокса и угля можно увеличивать процентное содержание графита посредством термической обработки (смотри, например, "Recommended Terminology for the Description of Carbon as a Solid" from IU- PAC Recommendations, 1995).
Графитовый кристаллит легко разрушить механическим срезанием или посредством химического расширения встраивающихся соединений. Таким образом, гексагональная структура раздробляется на очень маленькие чешуйки до того момента, как образуется практически аморфная структура, соответствующая стандартной длине когерентности кристалла меньшей чем 5 нм и стекинговой длине кристалла, меньшей чем 2 нм, как описано в Y. Chen, M.J. Conway, J.D. Fitzgerald, J.S. Williams, L.T. Chadderton "The nucleation and Growth of Carbon Nanotubes in a Mechano-Thermal Process", Carbon (2004) и в J. Y. Huang, "HRTEM and EELS Studies of Defect Structure and Amorphous Like Graphite Induced by Ball Milling", Acta mater, Vol. 47, Nr. 6 (1999).
Вышеупомянутые кристаллиты сильно взаимодействуют с электромагнитными волнами не только в инфракрасном спектре. В частности, известно, например, из патента США 4005183, что неспособность выровнять углеродные плоскости в кристаллите относительно любой другой плоскости препятствует возникновению характерных графитовых свойств у вещества, таких как высокая тепло- и электропроводность и электромагнитное взаимодействие.
Пригодный инструментарий для анализа графитовой структуры включает спектроскопию комбинационного рассеяния и дифракцию рентгеновских лучей, из чьих анализов можно рассчитать кристаллографические параметры графитового кристаллита и его размеры (смотри, например, "Eighth Nanoforum Report: Nanometrology", July 2006, Nanoforum or g.).
Можно диспергировать многие органические и неорганические соединения в графитовый материал так, чтобы получить композит (смотри, например, патент США 5888430). Более ограниченная группа данных соединений имеет молекулярное препятствие, которое является совместимым с гексагональной кристаллической структурой и с расстоянием между слоями графена. В данном случае, образуется слоистое соединение графита (GIC, т.е. графитовое слоистое соединение), описанное, например, в патентной заявке США 2003/0157015. Данные соединения могут улучшать совместимость графита в полимерной матрице или тепло- и электропроводность.
Диспергирование и/или интеркалирование молекул внутрь графеновых слоев может оказывать значительное воздействие на структуру кристаллита (смотри, например, "Improved Cycling Behaviour for Li-Doped Natural graphite Anode for Lithium Secondary Batteries", Y.T. Lee, CS. Yoon, S.H. Park, Y.K. Sun, Abs. 68, 204th Meeting, (2003) The Electrochemical Society).
Графит можно вводить во вспененные полимерные матрицы несколькими способами. Его можно добавлять в качестве внешней добавки на полимерные гранулы перед вспениванием и формованием. Таким способом, однако, графитовое вещество распределено не равномерно, и, следовательно, эффективность непрозрачного для ИК-излучения агента снижается.
Общий способ состоит из введения графита вместе с вспенивающим веществом в композицию на основе винилароматических или уретановых полимеров, осторожного введения всех наполнителей в расплавленный полимер, охлаждения и формования раздувом, как описано, например, в патентных заявках JP 63-183941, GB 1006926 или WO 96/34039.
Гранулы винилароматических вспениваемых полимеров в основном получают посредством способов полимеризации в суспензии. Данные способы подробно описаны в данной области техники. Реакцию полимеризации можно запускать термически, посредством свободно-радикального или анионного способа. Подробное описание данных способов можно найти в патентах США 2656334 и 3817965.
Способы на основе технологии полимеризации в суспензии имеют недостаток, заключающийся в том, что требуется большое количество воды, которую нужно ликвидировать. Кроме того, требуется просеивания, поскольку часто получают сферические гранулы, имеющие широкое распределение по диаметру.
Введение графитового материала является проблемой, поскольку оно ингибирует катализ перекисями и делает суспензию нестабильной. Было предложено много вариантов решения данной проблемы, как упоминается, например, в патенте США 4360611 или в международных патентных заявках WO 98/51734 или WO 00/29471.
Равномерное распределение данных наполнителей, особенно при высоком содержании, также является большой проблемой (смотри, например, WO 94/13721).
Альтернатива полимеризации в суспензии представлена способом, который состоит из смешения расплавленного полимера с вспенивающим веществом и возможно другими наполнителями (такими как графит) и последующего гранулирования полученной таким образом композиции (смотри, например, патенты GB 1062307, US 5108673, US 5573790 и EP 668139).
Продукт, полученный в данных процессах, обычно характеризуется пористой структурой вспененного материала, которая является нерегулярной и слишком крупной. Размер поры и пористая структура, полученная вспениванием, имеют решающее значение для достижения превосходных изоляционных свойств и большой поверхности вспененного материала. Следовательно, часто требуется добавление зародышей кристаллизации. В патенте EP 126459 описывают способ устранения этих недостатков посредством отжига вспениваемых гранулятов под давлением при температуре, большей, чем температура перехода в стеклообразное состояние вспениваемого полимера.
Кроме того, вспениваемую смолу, покидающую режущую головку, трудно разрезать на гранулы вследствие ее естественной тенденции вспениваться. Введение неорганических наполнителей, в частности неорганических непрозрачных для ИК-излучения наполнителей, делает данную операцию еще более трудной.
В международной патентной заявке WO 00/43442 утверждают, что непрозрачные для ИК-излучения материалы обладают высокой способностью образовывать зародыши кристаллизации, как результат, необходимо подводное гранулирование под давлением для того, чтобы предотвратить вспенивание в самой зоне резки.
Данный способ включает применение специальной режущей головки, где вспениваемую смолу экструдируют через большое количество маленьких отверстий. Специалист в данной области знает, что данный способ является трудным, поскольку температура поверхности режущей головки является очень близкой к температуре воды, которая, в свою очередь, является обычно близкой к температуре кристаллизации полимера.
Кроме того, поток полимера в отверстиях режущей головки имеет очень высокую скорость сдвига, поскольку диаметр отверстий должен быть очень ограниченным для того, чтобы получить размер гранул, пригодный для различных применений. Следовательно, согласно патентной заявке WO 00/43442, применяя данный тип гранулирования, нельзя получить размер частиц, меньший 1 мм.
Аналогично, в патентной заявке США 2005/0156344 описывают влияние геометрии отверстий экструзионной головки (такой как диаметр отверстия, отношение L/D, входной и выходной углы конусности), температуры расплавленного продукта и пластификаторов, на набухание и, следовательно, на конечный диаметр гранулы. Сообщают, что вспениваемые смолы могут содержать большое количество наполнителей. Однако не приведены примеры гранулятов, содержащих графитовые материалы.
В вышеупомянутой международной патентной заявке WO 98/51735 описывают вспениваемые стирольные полимеры, содержащие частицы синтетического или природного графита, однородно распределенного в полистироле. Данные композиции получают введением графита в стирол согласно способу полимеризации в водной суспензии или введением графита и вспенивающего вещества в полистирол в экструдере с последующим гранулированием полученной таким способом композиции. В нескольких примерах, относящихся к получению продукта, полученного согласно данному второму способу, содержание графита ограничивают 2%.
Кроме того, поскольку теплопроводность графитовых материалов обычно на несколько порядков выше, чем теплопроводность полимеров, полимерная пена, содержащая большое количество графитового материала, может иметь большую суммарную теплопроводность, особенно когда плотность вспененного материала является большей чем приблизительно 20 г/л по сравнению с аналогичным продуктом, но с меньшим содержанием непрозрачного для инфракрасного излучения агента. Следовательно, если, с одной стороны, применение данных непрозрачных для ИК-излучения агентов уменьшает конечную теплопроводность в пенопласте за счет уменьшения пропускания инфракрасного излучения, с другой стороны, оно может вызвать ее увеличение за счет вклада в теплопроводность твердого вещества.
Следовательно, для того чтобы обеспечить повышенную термическую изоляцию, важно не только контролировать концентрацию непрозрачного для ИК-излучения вещества, но также его размещение в полимерной матрице. Согласно современным данным пока не предложено успешного решения данных проблем, в группе продуктов, к которым относится настоящее изобретение.
Первая цель настоящего изобретения заключается в получении гранулятов вспениваемых композитных материалов на основе винилароматических полимеров, к которым добавляют агент для того, чтобы увеличить термическую изоляцию, которые после дальнейшего превращения позволяют получить вспененные изделия с низкой плотностью, имеющие теплопроводность, достаточно низкую для того, чтобы применяться для получения улучшенных теплоизоляционных свойств.
Другая цель настоящего изобретения заключается в получении упомянутых гранулятов вспениваемых композитных материалов, из которых после дальнейшего превращения можно получить вспененные панели, обладающие высокой теплоизоляционной способностью, чтобы соответствовать государственным стандартам, при минимальной толщине панели и со стоимостью, сравнимой с имеющимися в продаже продуктами.
Другая цель настоящего изобретения заключается в получении упомянутых вспениваемых композитных материалов, которые, в их конечной форме вспененного изделия, после вспенивания и формования, удовлетворяют техническим требованиям самозатухания B2 теста согласно инструкции DIN 4102 часть 2, с уменьшенным применением самозатухающих наполнителей.
Другая цель настоящего изобретения заключается в получении упомянутых вспениваемых композитных материалов, которые после вспенивания и формования позволяют получить вспененные изделия, у которых нет нежелательных ухудшений механических свойств.
Другая цель настоящего изобретения заключается в разработке способа получения гранул вспениваемых композитных материалов, упомянутых выше, также как вспененных изделий, полученных из упомянутых гранул после вспенивания и формования, имеющих большое содержание закрытых пор и одинаковый размер пор в диапазоне от 60 до 400 микрон.
Вышеупомянутые преимущества, а также другие преимущества настоящего изобретения будут очевидны из дальнейшего описания, в котором содержание настоящего изобретения описывают подробно и иллюстрируют в прилагаемых чертежах. Изменения в методиках, структурных характеристиках и расположении частей, которые могут быть найдены специалистами в данной области техники, следует рассматривать как относящиеся к предмету настоящего изобретения в любом случае, также как преимущества, полученные при их применении. Настоящее изобретение описывают в прилагаемой формуле изобретения.
В настоящее время заявитель обнаружил, что вышеупомянутые цели можно достичь посредством получения гранулятов на основе вспениваемых винилароматических полимеров, содержащих графитовые материалы, неоднородно диспергированные в матрице, согласно предварительно определенной и контролируемой схеме так, чтобы обеспечить достаточным ослаблением инфракрасных лучей и контролировать пористую морфологию пены, и посредством способа, требуемого для получения упомянутых гранулятов. Настоящее изобретение описывают в прилагаемой формуле изобретения.
Изделие, полученное после вспенивания и формования упомянутых гранулятов, обладает улучшенными теплоизоляционными свойствами, несмотря на то, что это ограничивает количество наполнителя, требуемого для задерживания инфракрасного излучения.
В частности, наблюдалось, что данные хорошие результаты можно получить при применении графитового материала из маточной смеси или концентрата, имеющего особые химические и реологические свойства и его распределении во вспениваемой композиции согласно предварительно определенной схеме.
Термопластические полимеры, применяемые в настоящем изобретении, включают полимерные материалы на основе ароматических алкенильных соединений, в частности гомополимеры и сополимеры алкенильных ароматических соединений и ненасыщенные сополимеризуемые сомономеры.
Примеры сополимеризуемых сомономеров включают бутадиен, этилен, винилацетат, малеиновый ангидрид, метакриловую кислоту, C1-C4 алкиловые эфиры метакриловой кислоты, такие как метилакрилат, метилметакрилат, этилакрилат, этилметакрилат, изопропилакрилат, бутилакрилат, амиды и нитрилы метакриловой кислоты, такие как акриламид, метакриламид, акрилонитрил, метакрилонитрил. Предпочтительными сополимеризуемыми мономерами являются акрилонитрил, бутилакрилат и метилметакрилат.
Композиции алкенильных ароматических полимеров и незначительных количеств неалкенильных ароматических полимеров являются возможными. Можно применять один или более алкенильных ароматических гомополимеров, один или более алкенильных ароматических сополимеров, смеси одного или более алкенильных ароматических гомополимеров или сополимеров или смеси любого из вышеуказанных продуктов с неалкенильным ароматическим полимером.
Среди подходящих алкенильных ароматических полимеров имеются те, что получены из винилароматических соединений, таких как стирол, дивинилбензол, α-метилстирол, бромстирол и этилстирол. Среди них дивинилбензол, α-метилстирол и стирол являются предпочтительными. Небольшие количества мононенасыщенных соединений, таких как терпены, алкиловые кислоты и эфиры, можно сополимеризовать с винилароматическим мономером.
Согласно настоящему изобретению полученный в результате алкенилароматический или винилароматический полимер имеет средневесовую молекулярную массу (Mw) в диапазоне от 80000 до 400000, предпочтительно от 100000 до 260000.
Другие полимеры, такие как полифениловый эфир, можно добавлять для того, чтобы улучшить определенные свойства, такие как механическая стойкость или теплостойкость. Предпочтительно полифениленоксид присутствует в количестве в диапазоне от 0,5 до 12%.
Винилароматическая композиция может содержать различные общепринятые наполнители. Упомянутые наполнители включают переносчики кинетической цепи, агенты для разветвления и зародыши кристаллизации. Стандартные переносчики кинетической цепи содержат алкилмеркаптан, пентафенилэтан и димеры α-метилстирола. Примерами агентов для разветвления являются бутадиен и дивинилбензол.
Тонкодисперсные частицы некоторых органических и неорганических соединений способствуют нуклеации пор и их можно, следовательно, добавлять для того, чтобы регулировать размеры пор. Примеры включают карбонаты, силикаты, такие как тальк и глина, оксиды, такие как оксид цинка, полярные полимеры, соединения, содержащие органический бром, эфиры жирных кислот и углеродные материалы, такие как ароматические, полициклические углеводороды, кокс, сажу и графит.
Некоторые наполнители можно смешивать с мономером и прививать в процессе полимеризации или добавлять впоследствии.
Особенно подходящими в качестве зародышей кристаллизации являются стирол-бутадиен-стирол и стирол-изопрен-стирол блочные сополимеры, которые можно прививать в процессе полимеризации, и полиэтиленовые воски, имеющие среднюю молекулярную массу в диапазоне от 500 до 5000, которые обычно распределяют в полимерной матрице в количестве от 0,01 до 1,0% по весу относительно содержания винилароматического полимера, более предпочтительно от 0,01 до 0,6% по весу.
Грануляты вспениваемых композитных материалов, имеющих винилароматическое основание, предмет настоящего изобретения, надлежащим образом покрывают составом с антистатическим действием и составом для предотвращения образования комков, включая силиконы, силикаты, карбоксилаты металлов и глицерин, оксиды металлов. Среди карбоксилатов, подходящих для данной цели, есть моно-, ди- и тристеарат глицерина, стеарат цинка и соответствующие смеси. Примеры данных композиций описаны в международной патентной заявке WO 04/005384. Производные адипиновой, лимонной и пальмитиновой кислот можно применять вместо производных стеариновой кислоты. Композиции для нанесения покрытия применяют посредством сухого смешения, в непрерывном или периодическом смесительном шнеке.
Задерживающее инфракрасное излучение соединение является углеродсодержащим веществом, таким как сажа, ламповая сажа и графит. Углеродсодержащее вещество является предпочтительно графитовым материалом, как определено ИЮПАК в уже упомянутом тексте "Recommended Terminology for the Description of Carbon as a Solid", IUPAC Recommendations, 1995.
В основном данный графитовый материал состоит из графитового угля, но он может содержать небольшие количества неграфитового угля, такого как сажа.
Степень графитизации и параметры кристалличности рассчитываются следующим способом:
концентрат графитового материала, как описано в настоящем изобретении ниже, разбавляют хлороформом и перемешивают магнитной мешалкой в течение 24 часов. Впоследствии раствор промывают, фильтруют и сушат в печи в течение 10 часов при 500°C, чтобы удалить воду и другие вещества, нерастворимые в хлороформе.
Впоследствии вещество помещают в рентгеновский дифрактометр. Рентгенограмму считывают между 10° и 70°.
Расстояние d002 между плоскостями графена измеряют с помощью угла Θ002 согласно закону Брэгга:
λ=2 d 002 sin θ 002
В котором λ является длиной линии Cu K α1, т.е. 0,154 нм.
У высокоупорядоченного пиролитического графита расстояние между плоскостями составляет 0,3354 нм. Однако обычно и природный, и искусственный графит имеет большую величину из-за дефектов между плоскостями. Как результат, d002 является всегда большим чем 0,3354 нм. Разница между наблюдаемым расстоянием между плоскостями и справочным значением 0,3354 нм является мерой кристалличности и, следовательно, его степени графитизации.
В настоящем изобретении степень графитизации "g" рассчитывают согласно формуле Майера-Меринга:
d 002 =0,3354 g+0,3440 (1-g),
в которой d002 рассчитывают из величины пика кривой дифрактограммы, после осуществления устранения шумов и процедуры формирования криволинейной траектории.
Высоту кристаллита рассчитывают согласно формуле Шеррера: LC 002 =0,87 λ/[B 002 cos(θ 002 )]
в которой B является угловой шириной, соответствующей интенсивности сигнала, равного половине максимальной интенсивности, и она приблизительно рассчитывается с помощью следующей формулы:
В=0,5 (2 θ 1 -2 θ 2 )
в которой две граничные величины θ1 и θ2 являются углами, где интенсивность дифрагированного сигнала, рассчитанная для дифрактограммы, построенной по экспериментальным точкам, уменьшается до нуля.
Длину когерентности кристаллита рассчитывают аналогичным способом, но для пика, соответствующего оси кристалла 100 вместо 002.
В таблице 1 показана степень графитизации, высота кристаллита и длина когерентности различных графитовых материалов, пригодных для настоящего изобретения (примеры 1a-1i) и непригодных (сравнительные примеры 1a и 1b).
Схема распределения графитового материала в полимерной матрице является важным аспектом настоящего изобретения. Если графитовый материал добавляют в качестве покрытия к вспениваемому веществу и не помещают внутрь, получают неприемлемое распределение, поскольку графитовый материал совершенно отсутствует во внутренней части вспененных гранул. Следовательно, полученная в результате пена имеет низкую степень спекания и является жирной, что усложняет ее применение. С другой стороны, помещая графитовый материал внутрь полимерной матрицы, как в известных способах, получают в большей степени однородное и гомогенное распределение.
К удивлению оказалось, что, если графитовый материал распределяют во вспениваемых гранулятах согласно различным схемам, описанным в настоящем изобретении ниже, характеризующимся по существу негомогенным контролируемым распределением, обычно полученные в результате пены обладают равными или лучшими теплоизоляционными свойствами, более высокой скоростью вспенивания, высокой степенью спекания.
Согласно первой схеме контролируемой негомогенности гранула вспениваемого композита имеет определенные пустоты с газом и/или жидкостью, помещенные в винилароматическую матрицу, характеризующиеся по существу отсутствием графитового материала. Следовательно, графитовый материал концентрируется внутри винилароматической матрицы. Распределение графитового материала можно контролировать, изменяя размер и объем данных пустот (смотри фигуры 2A и 2B и сравнительный пример на фигуре 2H для сравнения).
Количественно неоднородное распределение графитового материала подтверждается величиной минимальной площади смешения, как определено в настоящем изобретении ниже, которая не достигает величин, полученных при гомогенном распределении графитового материала. Например, сравните величины минимальной площади смешения, полученные из диаграмм на фигурах 2A и 2B, по сравнению с примером на фигуре 2H.
Объемную долю газовых пустот оценивают исходя из "объема пустот", присутствующих в грануле полимерного композитного материала, предмета настоящего изобретения.
Объем пустот рассчитывают посредством следующего уравнения:

в котором p представляет массовую плотность гранулы полимерного композитного материала и ρREF представляет эталонную плотность, где упомянутым эталоном является массовая плотность гранул полимерного композита без графитового материала.
Гранулы, полученные согласно настоящему изобретению, имеют объем пустот в диапазоне от 0,5 до 20%, предпочтительно от 2 до 16%. Средний диаметр полости обычно изменяется от 2 до 90 микрометров, более обычно от 4 до 50 микрометров. Полости характеризуются овальной формой, как можно установить из изображений, полученных с помощью оптического микроскопа (смотри фигуры 2A и 2B).
Вспениваемые полистирольные гранулы, полученные при применении другой технологии (например, вспениваемый полистирол, полученный в суспензии), могут также иметь полости, но они гораздо меньше (обычно приблизительно 2 микрометра в диаметре) и составляют, в целом, очень маленький объем по сравнению с объемом твердой фазы. Данный объем трудно измерить, но его можно приблизительно рассчитать, и он равен приблизительно 0,1% по объему. Как результат размера и количества упомянутых полостей, они не способны влиять на степень контролируемой негомогенности, как в настоящем изобретении.
Согласно настоящему изобретению размер, распределение и объем упомянутых полостей можно контролировать, изменяя условия процесса (Таблица 4) и состав (Таблица 2).
В частности, температура расплавленного продукта, которая является слишком маленькой (например, ниже чем 160°C), является неблагоприятной для образования упомянутых полостей. Данное действие усиливается снижением расхода газа в камере резки до менее чем 2 кг азота на 1 кг экструдированного полимера. И наоборот, высокая температура полимера (например, большая чем 200-220°C) приводит к образованию полостей, имеющих неодинаковые размеры, и нарушает форму полученных в результате вспениваемых частиц. Перепад давления при пропускании полимера через отверстия головки экструдера более чем приблизительно 150 бар увеличивает пространственную гомогенность и распределение полостей, но в то же время препятствует образованию самих полостей.
Во второй схеме контролируемой негомогенности, возможно, вместе с упомянутыми полостями, композит содержит участки, состоящие из материалов, которые являются практически несмешивающимися или нерастворимыми в винилароматической матрице, и это, следовательно, приводит к образованию отдельных фаз.
Форму и размер участков, несмешивающихся с винилароматической матрицей, можно контролировать, в определенных пределах, изменяя отношение вязкостей между фазами, межфазного поверхностного натяжения и объемного отношения.
К удивлению оказалось, что графитовый материал предпочтительно распределяется в упомянутых участках, а не в винилароматической фазе, как можно видеть, в частности, на фигурах 2E и 2G. Следовательно, контроль размера участков фазы, несмешивающихся с винилароматической матрицей, определяет, как следствие, распределение участков графитового материала. Следовательно, можно контролировать негомогенность распределения графитового материала.
Условия процесса и типология продукта, применяемого для введения графитового материала, также существенно влияют на распределение графитового материала внутри продукта, так что можно получить агрегаты, имеющие небольшой размер (например, как на фигуре 2E) или большие размеры (например, как на фигуре 2C). Кроме того, в обоих случаях, графитовый материал по существу сохраняется внутри несмешиваемой фазы.
Применение известных способов для получения вспениваемых частиц, и в суспензии и в сплошной массе, не позволяет получить композиты, обладающие свойствами, упомянутыми выше. Даже применяя графитовые материалы, имеющие большой размер частиц, или смеси графитовых материалов, имеющих различные размеры частиц, полученное в результате распределение в полимерной матрице было бы в большей степени однородное или, в любом случае, оставалось бы неконтролируемым.
Напротив, настоящее изобретение относится к вспениваемым композитным материалам, где графитный материал диспергируют согласно упомянутым схемам контролируемой негомогенности, и способам получения упомянутых композитных материалов.
Данные схемы контролируемой негомогенности являются пригодными при применении количества графитового материала большего чем 1% по весу относительно суммарного веса вспениваемого композитного материала, и, более конкретно, когда упомянутое количество является большим чем приблизительно 3% по весу.
Графитовый материал вводят в соответствующий продукт, который можно гранулировать и/или хранить для того, чтобы получить композитный материал, как описано выше.
Полученный таким образом концентрат графитового материала впоследствии смешивают с мономером или потоком винилароматического полимера.
Альтернативно, концентрат графитового материала получают in situ и непосредственно добавляют к винилароматическому полимеру. Следовательно, эксплуатационные затраты можно снизить обычно до стоимости меньшей эксплуатационной гибкости.
Упомянутый концентрат может быть полимерной маточной смесью или коллоидной или неколлоидной дисперсией, содержащей графитовый материал.
И для коллоидной дисперсия, и для неколлоидной дисперсии частицу графитового материала обычно покрывают слоем стабилизатора, который предотвращает агрегирование. Коллоидные дисперсии не оседают или оседают в небольшом количестве, даже после длительного хранения, тогда как неколлоидные дисперсии требуют только легкого перемешивания для того, чтобы диспергировать самые большие частицы осадка.
Пригодные диспергаторы включают неорганические растворители, такие как воду (например, коллоидный графит Acheson Deltaforge GP-157) или определенные органические соединения. Если применяют гидрофильные растворители, можно добавлять сорбитол-C8-C20-карбоксилаты и сульфурированные C8-C20-алкилксилолы с целью добиться смешения коллоидной композиции и винилароматической матрицы.
Предпочтительно вязкость коллоидных или неколлоидных дисперсий графитового материала является большей чем приблизительно 100 cP. Она может быть пригодна для предварительно смешанной части или всей вспенивающей системы в графитовом материале.
Вязкость можно контролировать сгустителями, такими как вазелиновое масло, жирные кислоты и соответствующие эфиры. Стеариновая и пальмитиновая кислоты являются особенно пригодными для этой цели. Коллоиды на основе воды можно сгущать посредством неорганических солей и оксидов кремния, магния, алюминия, таких как тальк, пирофиллит, гидроталькит и монтмориллонит. Требуемое количество сгустителя зависит от типа и количества растворителя в дисперсии. Для водных дисперсий отношение сгустителя и растворителя обычно изменяется в диапазоне от 0,015 до 0,25.
Среди перечисленных выше агентов предпочтение отдается жирным кислотам и соответствующим эфирам и тальку.
Можно эффективно применять пасты графитового материала. Данные пасты являются коллоидными дисперсиями графитового материала в подходящих средах, таких как полиалкиленгликоль, в котором алкенильная группа содержит от 2 до 5 атомов углерода и имеет молекулярный вес в диапазоне от 400 до 10000, и соответствующие эфиры, полиэтиленгликоль или полипропиленгликоль (например, Acheson DAG197), минеральные масла (например, Acheson DAG 2404), петролатум (например, Acheson GP460®), триглицериды, нефтяное масло (например, Acheson DAG170), синтетические жидкости полибутилена, насыщенные или ненасыщенные жирные кислоты (C10-C20) и соответствующие эфиры с низшими спиртами (C1-C4) или неорганические соли, такие как пальмитат натрия или стеарат цинка; эфиры сорбитана.
Можно получить композитные материалы, демонстрируя одну или две из схем контролируемой негомогенности, упомянутых выше, или комбинацию обоих, в зависимости от вязкости и химического сродства концентрата графитового материала относительно винилароматической матрицы.
Например, чтобы получить композитные материалы согласно первой схеме контролируемой негомогенности, целесообразно применять маточные смеси графитового материала, которые содержат в качестве основы полимерную смолу, которая является в большей степени совместимой с винилароматическим полимером, такие как, например, полистирол и его сплав с полифениловым эфиром.
Преимущественно можно смешивать упомянутую смолу с вспениваемыми полистирольными гранулами, полученными в результате полимеризации в суспензии данной смолы и которые не удовлетворяют техническим характеристикам изделия (например, ненужные фракции).
Отработанные вспененные или компактные полистирольные изделия, или соответствующие отходы обработки можно надлежащим образом размалывать и затем вводить в вышеупомянутую полимерную смолу.
Преимущественно, чтобы получить композитные материалы согласно второй схеме контролируемой негомогенности, можно применять маточные смеси, содержащие, в качестве основы, полимер, который является несмешиваемым с винилароматическими смолами, или только частично смешиваемые сополимеры. Примеры данных полимеров включают: полиэтилен (PE); поли(этиленвинилацетат) (EVA); полипропилен; соответствующие смеси и сополимеры PS /PE (HIPS/PE) или PS/EVA; SAN; ABS; полиметилметакрилат; полиэфиры; поликарбонат бисфенола-A, полиамиды 6, полиамиды 66, PET (полиэтилентерефталат), PBT (полибутилентерефталат), PCL (поликапролактон) и соответствующие смеси, насыщенные SBS сополимеры (стирол-этилен-бутилен-стирол); SEP (стирол-этилен-пропилен); сополимеры стирола и бутадиена, стирола и изопрена и стирола и малеинового ангидрида, и, обычно, эластотермопласты, содержащие стирол.
Предпочтительные полимеры, которые являются несмешиваемыми с винилароматическими смолами или только частично смешиваемыми сополимерами, включают: полиэтилен, поли(этиленвинилацетат), ударопрочный полистирол, стирол-этилен-бутилен-стирольный, стирол-изопреновый, стирол-бутадиеновый сополимеры и сополимеры стирола с малеиновым ангидридом.
Несмешиваемые или не полностью смешиваемые материалы, которые можно вводить во вспениваемый композит, должны составлять в диапазоне от 1 до 40 процентов, предпочтительно 5-30 процентов, относительно суммарного веса полученной в результате композиции.
В первом варианте осуществления полимерную маточную смесь графитового материала получают смешением полимерной смолы (смешиваемой или несмешиваемой с винилароматической смолой) и частиц графитового материала в двухшнековом или одношнековом экструдере со смешивающими элементами или в статическом смесителе. Следовательно, можно получить стабильные маточные смеси с содержанием вплоть до приблизительно 55% по весу графитового материала относительно суммарного веса полученной в результате полимерной маточной смеси.
В маточной смеси можно частично применять вместо полимера пластификаторы или воски. Следовательно, содержание графитового материала в маточной смеси можно увеличить вплоть до 70% по весу относительно суммарного веса полученной в результате полимерной маточной смеси с неизменными или улучшенными технологическими характеристиками. Подходящими пластификаторами являются фталевые эфиры, такие как н-бутилбензилфталат, бис(н-бутил)фталат, диизобутилфталат, диоктилфталат, диизодецилфталат и ди-2-этилэксилфталат; нефталевые соединения, такие как адипаты, например диоктиладипат, терефталаты, такие как диоктилтерефталат, тримеллитаты, терпены, такие как гераниол, лимонен, фарнезол и цитраты.
Пластификаторы предпочтительно применяют в количестве в диапазоне от 0,1 до 10 частей по весу относительно 100 частей по весу графитового материала.
Можно добавлять диспергатор, чтобы способствовать диспергированию графитового материала внутри смолы.
Неограничивающие примеры включают органические диспергаторы, такие как поливиниловый спирт, метилцеллюлозу и поливинилпирролидон, также как ненасыщенные мономеры, содержащие, по меньшей мере, один тип ионной функциональной группы, выбранной из группы третичных аминов, четвертичных аммониевых солей и серной кислоты. Упомянутую ионную функциональную группу предпочтительно выбирают из группы N,N- диметиламиноэтилметакрилата, N,N-диэтиламиноэтилметакрилата, N,N-диметиламиноэтилметакриламида, 2-(метакрилоилокси)этилтриметиламмоний диметилфосфата, 2-акриламид-2-метилпропансульфокислоты и 2-сульфоэтилметакрилата.
Некоторые диспергаторы могут действовать в качестве смазок для полимеров. Данная группа включает рициноловые кислоты, такие как касторное масло, длинноцепочечные карбоновые кислоты, пальмитиновую кислоту, стеариновую кислоту и некоторые эфиры фталатов. Среди них этиленбис(стеарамид) и касторовое масло являются предпочтительными. Диспергатор предпочтительно применяют в количестве в диапазоне от 0,05 до 10 частей по весу относительно 100 частей по весу графитового материала.
Преимущественно, вышеупомянутой схеме контролируемой негомогенности можно содействовать при добавлении сажи к графитовому материалу. Следующие типы саж являются эффективными для этой цели: термическая сажа (такая как Thermax 990 UP, полученная Cancarb), ацетиленовая сажа (такая как AB-100®, полученная Chevron), "печной" тип сажи (такой как EN250®, полученный MMMCarbon или Printex-85, полученный Degussa), ламповая сажа (такая как Lamp101® или Durex-o®, полученная Degussa) и сажа из антрацена.
Для этой цели содержание сажи может составлять вплоть до 15% по весу относительно суммарного веса полученного в результате композитного материала.
Концентрат графитового материала смешивают с винилароматическим полимером согласно вариантам осуществления, описанным в настоящем изобретении ниже.
Способы получения композитного материала, который является предметом настоящего изобретения, представлены в пунктах 25-36.
В первом варианте осуществления настоящего изобретения
- винилароматический мономер полимеризуют в любом непрерывном процессе в массе (таком как непрерывно перемешиваемый реактор (CSTR) или химический реактор идеального вытеснения (PFR) в присутствии или в отсутствие катализаторов). Данные способы обычно требуют применения растворителей для снижения вязкости полученного в результате полимера. Например, 5-10% этилбензола обычно добавляют к стиролу в непрерывном производстве в массе полистирола.
Кроме того, реакция протекает до достижения 60-90% превращения. Как результат, реакция протекает не полностью, и вязкость частично прореагировавшей смеси является заметно меньшей характеристической вязкости чистого полимера при тех же самых условиях процесса. Полимер выделяют в секции для дегазации, где растворитель и непрореагировавшие мономеры извлекают из реакционной массы.
Преимущественно концентрат графитового материала добавляют к потоку полимера перед секцией для дегазации. При данных условиях смешение является эффективным и не требует высоких скоростей сдвига. Дегазацию преимущественно применяют при давлении ниже атмосферного.
В качестве практического примера оборудования можно упомянуть реактор, снабженный конденсатором, расширителем, устройством для удаления, двухшнековым экструдером, тонкослойным испарителем.
Предпочтительно дегазацию осуществляют при высокой температуре (выше 200°C).
Во втором варианте осуществления концентрат графитовых материалов смешивают непосредственно с винилароматическим мономером перед реакционной стадией. Полимеризация в суспензии обычно не является предпочтительной, поскольку частицы графитового материала стремятся агрегировать при применении данной схемы, которая не является подходящей для получения вспениваемых частиц согласно настоящему изобретению. Наоборот, проточные реакторы с постоянным перемешиванием (CSTR) или реакторы идеального вытеснения (PFR) являются более подходящими для этой цели.
В третьем варианте осуществления концентрат графитового материала вводят между насосом, который получает основной полимер со дна дегазатора, и последующей стадией охлаждения.
В четвертом варианте осуществления концентрат графитового материала вводят в основной полимерный поток внутри емкости для дегазации в соответствии с полимерным потоком, выходящим из упомянутой емкости. Преимущественно дегазатор можно держать под вакуумом для того, чтобы удалить летучие компоненты, которые можно найти в упомянутом концентрате графитового материала.
В пятом варианте осуществления концентрат графитового материала смешивают с вспенивающим веществом и впоследствии добавляют к основному полимерному потоку после стадии дегазации. Полимерный поток, покидающий дегазатор, нужно охлаждать до температуры, не большей чем 215°C, предпочтительно не большей 200°C, перед смешением с композицией, содержащей концентрат графитового материала.
Может быть полезным добавление части или всего вспенивающего вещества к концентрату графитового материала перед введением его в основной полимерный поток. Это является особенно эффективным, когда концентрат графитового материала является дисперсией в негидрофильном растворителе. В частности, смесь концентрата графитового материала на основе петролатума и вспенивающих веществ, относящихся к группе алифатических углеводородов, можно преимущественно вводить в виде жидкого геля в полимерный поток.
Статический или динамический смеситель можно применять для осуществления смешения концентрата графитового материала с основным полимерным потоком.
Вспениваемые грануляты настоящего изобретения могут также содержать огнезащитные вещества в количестве в диапазоне от 0,5% до 15% по весу относительно веса полученной в результате композиции. Огнезащитными веществами, особенно подходящими для вспениваемых винилароматических композиций, предмета настоящего изобретения, являются алифатические соединения, циклоалифатические и бромированные ароматические соединения, такие как гексабромциклододекан, пентаброммонохлорциклогексан, бисаллиловый эфир тетрабромбисфенола A и пентабромфенилаллиловый эфир; среди вышеупомянутых огнезащитных веществ гексабромциклододекан и бисаллиловый эфир тетрабромбисфенола A являются предпочтительными.
Можно увеличить эффективность огнезащитного вещества добавлением любого синергетического продукта, известного в данной области техники. Неограничивающие примеры подходящих синергетических продуктов включают: дикумилпероксид, кумилгидропероксид, 3,4-диметил-3,4-дифенилгексан, 3,4-диметил-3-4-дифенилбутан, 3,6,9-триэтил-3,6,9-триметил-1,4,7-трипероксинонан.
Другие необязательные наполнители включают пластификаторы, водоотталкивающие средства, зародыши кристаллизации, антиоксиданты, бромные стабилизаторы и агенты, подавляющие образование дыма, наполнители и смазки.
Все из этих наполнителей и наполнители, упомянутые выше, можно вводить в концентрат графитового материала. Альтернативно, их можно добавлять и смешивать с концентратом графитового материала до или в процессе смешения полученной в результате композиции и основного винилароматического потока.
В вспениваемых гранулятах, предмете настоящего изобретения, неограничивающие примеры компонентов вспенивающей системы включают жидкие углеводороды, содержащие 3-6 атомов углерода, галогенированные углеводороды, воду или диоксид углерода в комбинации с метанолом или этанолом. Среди жидких углеводородов, упомянутых выше, можно выделить бутаны, такие как н-бутан, изобутан и циклобутан, пентаны, такие как н-пентан, изопентан, циклопентан и неопентан, гексаны, такие как н-гексан, 2-метилпентан, 2-этилбутан и циклогексан. Известны смеси вспенивающих веществ, имеющих различные температуры кипения, способствующие вспениванию. При применении пентана в качестве вспенивающего вещества предпочтительно применять смесь н-пентана и изопентана при весовом отношении 60:40-80:20.
Термин "вспенивающая система", как применяют в настоящем описании и формуле изобретения, относится к вспенивающему веществу, при использовании его в чистом виде во вспениваемой полимерной композиции, или в виде смеси вспенивающих веществ, при применении более чем одного вспенивающего вещества.
Критическая температура вспенивающей системы обозначает критическую температуру вспенивающего вещества, когда вспенивающая система состоит только из одного вспенивающего вещества, или критическую температуру основного по весу вспенивающего вещества, когда вспенивающая система состоит из смеси вспенивающих веществ, в которой один из упомянутых агентов присутствует в смеси в количестве, большем чем 50% по весу или, в других случаях, критическую температуру смеси вспенивающих веществ.
Критическое давление вспенивающей системы обозначает критическое давление вспенивающего вещества, когда вспенивающая система состоит только из одного вспенивающего вещества, или критическое давление основного по весу вспенивающего вещества, когда вспенивающая система состоит из смеси вспенивающих веществ, в которой один из упомянутых агентов присутствует в смеси в количестве, большем чем 50% по весу или, в других случаях, критическое давление смеси вспенивающих веществ.
Вспенивающую систему предпочтительно применяют в количестве 3-10 частей по весу относительно 100 частей по весу вспениваемой полимерной композиции.
Согласно настоящему изобретению вспенивающую систему добавляют и смешивают с полимерным потоком с помощью статического и/или динамического смесителя. Данные операции осуществляют при температуре полимера в диапазоне от -25 до +25°C, предпочтительно от -15 до +15°C, по сравнению с критической температурой вспенивающей системы. В то же время давление поддерживают выше критического давления вспенивающей системы.
Вспениваемую композицию можно необязательно слегка охлаждать перед экструзией через головку и последующим гранулированием. Согласно большому количеству литературных данных (смотри, например, европейский патент EP 668139 или международные патентные заявки WO 98/51735 и WO 00/43442 и патентную заявку США 2005/0156344) стадия охлаждения является обязательной, или в любом случае предпочтительной, и она является достаточно чувствительной, поскольку температура на выходе из холодильника на несколько порядков выше температуры застывания расплавленного продукта.
И наоборот, согласно настоящему изобретению данную стадию охлаждения предпочтительно избегать или практически не осуществлять (например, охлаждать максимум на 60°C выше температуры стеклования винилароматического полимера). Для этой цели можно применять теплообменник с пучком труб или статический смеситель реагентов (SMR).
Затем по возможности слегка охлажденную вспениваемую композицию подают в экструзионную головку, которая однородно распределяет полимер на решетке экструдера, где вспениваемую композицию экструдируют и гранулируют.
Предпочтительно решетку экструдера нагревают, по меньшей мере, до температуры поступающего расплавленного полимера, более предпочтительно на 10-60°C выше данной температуры. Диаметры матричных отверстий предпочтительно составляют от 0,3 до 1,7 мм, более предпочтительно от 0,4 до 1,2 мм. Отношение длина/диаметр отверстий предпочтительно составляет, по меньшей мере, 2,5, более предпочтительно от 3 до 10. В зависимости от композиции, скорости сдвига и температуры расплавленного продукта степень набухания вспениваемой полимерной композиции изменяется от 1,2 до 3,0 непосредственно после выхода из головки экструдера. Как результат, контролируя данные условия, можно получить грануляты вспениваемого композитного материала, имеющие требуемый размер, в частности от 0,6 до 1,8 мм.
Гранулятор должен быть установлен в подводном режиме или в режиме "прерывистого водяного орошения" (согласно описанию в патентной заявке США 2005/123638) для того, чтобы предотвратить вспенивание вспениваемого композитного материала в процессе гранулирование. В обоих случаях температуру воды предпочтительно поддерживают в диапазоне от 20°C до температуры стеклования (Tg) вспениваемой полимерной композиции плюс 15°C. Кроме того, камеру для гранулирования следует держать под давлением, предпочтительно от 1,5 до приблизительно 20 бар, более предпочтительно от 3 до 7 бар.
При применении гранулирования с прерывистым водяным орошением в камере для гранулирования требуется поток газа. Данный поток газа нужно регулировать так, чтобы предотвратить перегрузку камеры и в то же время остановить или отклонить поток жидкости, выходящий из распылителя. Предпочтительно данным газом является азот.
Требуется однородное распределение жидкости относительно экструзионной головки для того, чтобы обеспечить высококачественное гранулирование. Предпочтительным жидким потоком является вода. Следуя примерам и сравнительным примерам, в таблице 4 представлены некоторые стандартные рабочие диапазоны для потока азота и воды.
При следующих условиях получают композитные вспениваемые частицы, которые характеризуются или практически эллипсоидальной формой или, более конкретно, формой ореха, характеризующейся особыми кольцеобразными выемками (смотри фигуру 4). Можно количественно охарактеризовать данную форму посредством коэффициента формы. В литературе можно найти много определений коэффициента формы (смотри, например, Sukumaran, B. and Ashmawy A. K. (2001) "Quantitative characterization of the Geometry of Discrete Particles", Geotechnique, vol. 51, nr. 7, September, pages 619-627). В данном изобретении применяют следующее безразмерное определение:
В которой V является объемом вспениваемой композитной частицы и A площадь соответствующей поверхности. Коэффициент формы SF равен 1 для идеальной сферы и уменьшается с увеличением анизотропии, достигая нуля для цилиндров, имеющих отношение длина/диаметр, которое стремится к бесконечности.
Согласно настоящему изобретению вспениваемые композитные частицы получают с коэффициентом формы SF, как определено выше, обычно в диапазоне от 0,60 до 0,99.
Предпочтительно данный коэффициент формы изменяется от 0,70 до 0,98. Увеличение коэффициентов формы получают увеличением температуры полимера и ослаблением охлаждения водой (например, уменьшением потока).
К удивлению оказалось, что композитные частицы, предмет настоящего изобретения, обычно обладают превосходной способностью к вспениванию и способностью к формованию при превращении согласно стандартным применяемым методам. В таблице 5 представлены различные результаты, полученные превращением вспениваемой композитной частицы, взятой из примеров согласно настоящему изобретению и из сравнительных примеров. Можно видеть, что продукты, полученные согласно настоящему изобретению, имеют большую скорость вспенивания по сравнению с аналогичными продуктами, содержащими равное количество вспенивающей системы. Данный эффект особенно выражен в течение первой минуты вспенивания. После 24-часового перерыва гранулы композита можно вспенивать снова. Как результат второго вспенивания, можно получить очень низкие плотности или, в любом случае, меньшие величины плотности, чем соответствующие величины сравнительных примеров.
Согласно настоящему изобретению для того, чтобы достичь требуемого распределения, частицы графитового материала обычно нужно выдерживать в расплавленной полимерной композиции в течение времени пребывания, равного или большего чем 2 минуты, предпочтительно от 7 до 60 минут. Обычно данное время пребывания включает время, требуемое для пропускания графитового материала через все блоки, находящиеся между добавлением графитового материала в полимерный поток и гранулированием полученного в результате вспениваемого композитного материала.
Оценивают коэффициент вариации (COV) графитового материала в смоле для того, чтобы охарактеризовать распределение частиц графитового материала в полученной в результате вспениваемой композиции.
Коэффициент вариации (COV) является безразмерным отношением, полученным при делении стандартного отклонения измеренной величины на ее среднее значение:

в которой Ν представляет число образцов, x представляет измеренную величину и x представляет ее среднее числовое значение.
Ссылки на расчет COV можно найти в патентах США 5795364 и 6897014.
Измеренная величина "x" является концентрацией графитового материала в смоле, и она получена выборочным получением фотоснимков тонких срезов вспениваемых композитных материалов посредством оптической микроскопии. Цифровые изображения имеют пиксельное разрешение 333 нм и площадь A, равную приблизительно 30000 мкм2.
Образцы получают делением данной площади на число Ν областей равных площадей с AN=A/N и расчетом средней концентрации xi в каждой области.
Когда N стремится к 2, рассчитанный COV достигает 0, тогда как, когда N стремится к бесконечности, получают следующее уравнение:

Преимущественно следует представить степень смешения как COV отношение (смотри, например, патент США 5597236 или "Laminar Flow in Static Mixers with Helical Elements", A. Bakker, R. D. LaRoche, E. M. Marshall, The Online CFM Book, 1998):

Так, чтобы H(N) ограничивалось 0 (полная гомогенность) и 1 (полное разделение) независимо от содержания графитового материала.
Для того чтобы запечатлеть площади графитового материала, изображение подвергают очищающей предобработке, которая состоит из фильтрации, полученной дискретным косинусоидальным преобразованием (DCT) изображения, установки на нуль первого коэффициента; восстановления изображения посредством обратного преобразования (IDCT). Рассматривают только серые тона в диапазоне от 10% до 30% суммирующей гистограммы изображения.
Диаграмма смешения, полученная построением графика H (N) в виде функции площадей областей AN(N), дает полезную информацию о морфологии агрегатов графитового материала.
В частности, величина Ac=AN(NC) площади областей AN(N), для которой результат H(NC)=1/3, является показателем степени дисперсности графитового материала. Статистически, образцы, имеющие площадь, большую, чем данное значение Ac, имеют отклонение в содержании графитового материала, равное или меньшее, чем заданное значение. Далее в настоящем изобретении параметр Ac будут называть "минимальной площадью смешения" (MMA).
Методологически, минимальную площадь смешения рассчитывают интерполяцией с помощью сплайн-функции данных площади области AN(N), построенной относительно H(N).
Обычно, частицы, полученные согласно настоящему изобретению, имеют минимальную площадь смешения от 35 до 3000 мкм2, более обычно от 45 до 1000 мкм2.
Теплопроводность вспененных полученных продуктов настоящего изобретения измеряют согласно инструкции EN 13163T.
Данное испытание позволяет оценить общую теплопроводность при конкретных условиях испытания, но не обеспечивает непосредственное измерение способности задерживания инфракрасного излучения. Трудно оценить теплоизоляционные свойства только из информации об общей теплопроводности. Действительно, та же самая теплопроводность сильно зависит от плотности испытуемых образцов, данную характеристику, однако, трудно повторить.
Лучшим подходом является прямая оценка способности наполнителей задерживать инфракрасное излучение. Эти данные можно получить и прямым измерением излучения, пропускаемого лазером инфракрасного диапазона через образец (смотри, например, международную патентную заявку WO 06/073712, таблица 5), и также косвенным расчетом, проводимым на результатах испытаний на теплопроводность, осуществляемых согласно инструкции EN 13163T.
Данные о теплопроводности, полученные в данном испытании, включают три составляющие (инфракрасное излучение, теплопроводность полимера и теплопроводность газа). Для того чтобы оценить влияние способности задерживать инфракрасное излучение графитовыми материалами, необходимо устранить вклад воздуха и теплопроводности полимера из общей теплопроводности, так чтобы получить вклад одного инфракрасного излучения:
в которой ρFOAM представляет плотность пены и ρPOLYMER представляет плотность компактного полимера.
Полезно нормализовать вклад излучения относительно теплопроводности. Действительно, в вышеупомянутом испытании на теплопроводность испытуемый образец, который нужно оценить количественно, помещают между двумя поверхностями, являющимися источниками излучения; когда плотность испытуемого образца приближается к нулю, количество вспененного материала также уменьшается, равно как и взаимодействие между вспененным материалом и потоком излучения. Следовательно, при данном условии, вклад излучения в теплопроводность должен быть равен величине KMAX, полученной в результате излучения серого тела между двумя ограничивающими стенками, образующими камеру для измерения. Данная величина зависит только от эксплуатационных условий измерителя потока излучения и не зависит от испытуемого вещества, и ее можно рассчитать.
Неожиданно было обнаружено, что для составляющей излучения KRADIATIVE можно установить соотношение с плотностью пены.
Более конкретно, логарифм составляющей излучения является практически линейным относительно плотности вспененного материала в широком диапазоне плотностей, как можно заключить из фигуры 1.
Данный результат наводит на мысль о применимости общей формы закона Ламберта-Бера для оптического поглощения:
в которой ΔZ представляет толщину испытуемого образца, σ представляет сечение захвата вещества и c является константой.
В определенных пределах сечение захвата можно выразить как сумму составляющих полимера и других наполнителей, которые задерживают инфракрасное излучение:

в которой XПОЛИМЕР представляет долю полимера в композитном материале и xi представляет (необязательные) доли наполнителей, которые задерживают инфракрасное излучение.
Поскольку сечение захвата является независимым от плотности пены (оно зависит только от композитного материала и не зависит от условий вспенивания), можно анализировать эффективность упомянутых композитных материалов независимо от условий превращения. Упомянутые исследования применяют в примерах и сравнительных примерах, описанных в данном изобретении для того, чтобы показать улучшенные теплоизоляционные характеристики и способность задерживать инфракрасное излучение.
Ниже представлены некоторые иллюстративные и неограничивающие примеры для лучшего понимания настоящего изобретения и его вариантов осуществления.
ПРИМЕРЫ
В примерах 1a-1f описывают различные способы и составы для получения концентратов графитовых материалов; примеры 2, 3, 4 и 6 иллюстрируют различные способы получения гранул вспениваемого винилароматического полимера согласно настоящему изобретению;
примеры 2-10 относятся к применению концентратов графитового материала, полученных согласно примеру 1e;
примеры 11-15 относятся к применению концентратов графитового материала, полученных согласно примеру 1d;
примеры 16-24 относятся к применению других концентратов графитового материала или отличных условий процесса;
сравнительные примеры относятся к EPS гранулам, полученным согласно способам известного уровня техники.
ПРИМЕР 1a
80 частей коллоидного GP460 графита на основе смеси углеводородов, известных как "петролатум", продаваемого Acheson (концентрации графитового материала: 50% по весу); 5 частей стеариновой кислоты, полученной Henan Jiujiu Chemical Co. Ltd; 5 частей стеарата цинка, полученного Reagens Ltd; 5 частей талька Minstron 002, полученного Luzenac; 5 частей этилен-бис(стеарамида) подают в непрерывный шнековый смеситель, который гомогенизирует композицию в течение среднего времени пребывания, равного 5 минутам.
Полученную таким образом композицию (концентрация графитового материала: 40% по весу) извлекают из шнека посредством винтового насоса и применяют в качестве концентрата графитового материала для получения композитов вспениваемых частиц.
ПРИМЕР 1b
Коллоидный графит на основе воды E-LB 2000 RD053 фирмы Timcal (концентрации графита: 25% по весу) подвергают действию перегретого потока пара в перемешиваемом контейнере при атмосферном давлении до того момента, как концентрация графита увеличится до 50%.
80 частей полученного в результате коллоида графитового материала; 8 частей Minstron талька 002 фирмы Luzenac; 4 части гидроталькита DHT-4A фирмы Kyowa Chemical Industry Co.; 2,5 части глицерилмоностеарата; 0,5 части полиоксиэтилен (20) сорбитанмонолаурата, Tween-20 ICI America; и 5 частей этилен-бис(стеарамида) подают в непрерывный шнековый смеситель, который перемешивает композицию в течение среднего времени пребывания, равного 5 минутам.
Полученную в результате композицию можно применять в качестве концентрата графитового материала при получении вспениваемых композитов.
ПРИМЕР 1c
Природный графит MetalPure 8595, полученный Superior Graphite, обрабатывают при 100°C в течение 20 минут смесью, состоящей из 90 частей 96 процентного раствора серной кислоты и 10 частей раствора 67 процентной азотной кислоты. Интеркалированный таким образом графит промывают водой, сушат в течение 2 часов при 90°C и наконец подают в печь, где его подвергают температурной обработке при 820°C в течение 40 секунд.
Основную композицию получали в сухом смесителе смешением 68 частей полистирола N2982, полученного Polimeri Europa, в гранулах (Mw=130000 г/моль, Mw/Mn=2,3 MFI (200°C, 5 кг)=25 г/10') и 2 частей растворителя на основе дипентена (Histolemon Erba, полученного Carlo Erba Reagenti). 25 частей обработанного таким образом графита и 5 частей "ламповой сажи Durex-0", полученной Degussa, смешивали в двухшнековом экструдере вместе с заранее приготовленной основной композицией.
Полученную в результате композицию применяли в качестве концентрата графитового материала при получении композитов вспениваемых частиц.
ПРИМЕР 1d
70 частей полистирола N2982, 4 части этилен-бис(стеарамида), 1 часть диоктилтерефталата (Eastman 168) и 25 частей графита UF2-96/97, полученного Kropfmuhl, смешивали в двухшнековом экструдере. Продукт можно применять непосредственно в расплавленном состоянии в качестве концентрата графитового материала при получении вспениваемых композитов в форме частиц. Альтернативно, его можно гранулировать в частицы, надлежащим образом хранить и применять впоследствии для тех же самых целей.
ПРИМЕР 1e
70 частей полистирола N2982, 4 части этилен-бис(стеарамида), 1 часть диоктилтерефталата (Eastman 168), 2 части сажи "ламповая сажа Durex-0", полученной Degussa, и 23 части графита MetalPURE 5595, полученного Superior Graphite, смешивали в двухшнековом экструдере. Экструдированный продукт можно применять в качестве концентрата графитового материала при получении вспениваемых композитов настоящего изобретения.
ПРИМЕР 1f
Основную композицию получали в сухом смесителе смешением 60 частей полистирола N2982 и 1 части гидрированного рицинового масла (THIXCIN R, полученного Kronos Titan).
Кокс PC40, полученный Timcal из нефти, измельчали в струйной мельнице для того, чтобы получить порошок со средним d50 размером (измеренным лазерной дифракцией), равным 4 микронам.
25 частей полученного таким образом измельченного кокса; 5 частей этилен-бис(стеарамида); 9 частей сажи "печного" типа EN250, полученной MMM Carbon, смешивали в двухшнековом экструдере вместе с заранее приготовленной основной композицией.
Экструдированный продукт можно применять в качестве концентрата графитового материала при получении вспениваемых композитов настоящего изобретения.
ПРИМЕР 1g
60 частей линейного полиэтилена низкой плотности Flexirene FG 30 типа, полученного Polimeri Europa (плотность 0,925 г/л, MFI (190°, 2,16 кг) равный 1,0 г/10'); и 40 частей графита MetalPURE 5595, полученного Superior Graphite, смешивали в двухшнековом экструдере. Продукт можно применять непосредственно в расплавленном состоянии в качестве концентрата графитового материала при получении композитов вспениваемых частиц. Альтернативно, его можно гранулировать в частицы, надлежащим образом хранить и применять впоследствии для тех же самых целей.
ПРИМЕР 1h
60 частей полиэтилена низкой плотности Riblene FC 30 типа, полученного Polimeri Europa (плотность 0,922 г/л, MFI (190°, 2,16 кг) равный 0,27 г/10'); и 40 частей MetalPURE 5595 графита, полученного Superior Graphite, смешивали в двухшнековом экструдере. Продукт можно применять непосредственно в расплавленном состоянии в качестве концентрата графитового материала при получении композитов вспениваемых частиц. Альтернативно, его можно гранулировать в частицы, надлежащим образом хранить и применять впоследствии для тех же самых целей.
ПРИМЕР 1i
60 частей полиэтилена средней плотности Eraclene FB 506 типа, полученного Polimeri Europa (плотность 0,939 г/л, MFI (190°, 5 кг) равный 0,8 г/10'); и 40 частей MetalPURE 5595 графита, полученного Superior Graphite, смешивали в двухшнековом экструдере. Продукт можно применять непосредственно в расплавленном состоянии в качестве концентрата графитового материала при получении композитов вспениваемых частиц. Альтернативно, его можно гранулировать в частицы, надлежащим образом хранить и применять впоследствии для тех же самых целей.
ПРИМЕР 2
89,8 частей этилбензола, 730,0 частей стирола, 56,2 части α-метилстирола, 0,2 части дивинилбензола подавали в реактор с мешалкой.
123,8 частей концентрата, полученного согласно примеру 1e, подавали в реактор и растворяли (общее количество: 1000 частей). Реакцию проводили при 125°C со средним временем пребывания, равным 2 часам. Затем жидкую композицию на выходе подавали во второй реактор, где реакцию завершали при 135°C со средним временем пребывания, равным 2 часам.
Реакционно-способную полимерную композицию, имеющую степень превращения 72%, нагревали до 240°C и впоследствии подавали в дегазатор для того, чтобы удалить растворитель и остаточный мономер. Полученная в результате композиция имела температуру стеклования 104°C, индекс текучести расплава (MFI 200°C, 5 кг) 8 г/10', молекулярный вес Mw 200000 г/моль и отношение Mw/Mn 2,8, где Mw представляет средневесовую молекулярную массу и Mn представляет среднечисловой молекулярный вес.
Винилароматическую композицию собирали в нагретом приемнике и подавали в теплообменник для того, чтобы понизить его температуру до 190°C.
120,7 частей полистирола N2982, 24,2 части BR-E 5300 (стабилизированный гексабромциклододекан, продаваемый Chemtura) и 5,1 частей Perkadox 30® (2,3-диметил-2,3-дифенилбутан, продаваемый Akzo Nobel) (общее количество: 150 частей) подавали в двухшнековый экструдер. Зубчатый насос увеличивал давление подачи расплавленного наполнителя до 260 бар. Затем 47 частей смеси н-пентана (75%) и изопентана (25%) нагнетали и вводили в поток наполнителя. Смешение завершали посредством статического смесителя при температуре, приблизительно равной 190°C.
Смешанную таким образом композицию добавляли к 850 частям винилароматического потока, выходящего из теплообменника. Затем ингредиенты смешивали посредством статических смешивающих элементов в течение рассчитанного среднего (удержания) времени, равного 7 минутам. Затем композицию размещали в экструзионной головке, где ее экструдировали через ряд отверстий, имеющих диаметр 0,5 мм, незамедлительно охлаждали водяной струей и нарезали с помощью ряда вращающихся ножей (согласно патентной заявке США 2005/0123638). Давление при гранулировании составляло 5 бар, и скорость сдвига выбирали так, чтобы получить грануляты, имеющие средний диаметр 1,2 мм. Воду применяли в качестве опрыскивающей жидкости и азот в качестве транспортирующего газа. Соотношение между скоростями потока струи воды и полимерной массы составляло 30, и соотношение между скоростями потока азота и полимерной массы составляло 20. Температура воды составляла 40°C.
Полученные в результате измельченные гранулы сушили посредством центрифужной сушилки и затем наносили покрытие. Покрытие получали добавлением к гранулам 3 частей глицерилмоностеарата, 1 части стеарата цинка и 0,2 частей глицерина на 1000 частей измельченных и высушенных гранул. Добавку для нанесения покрытия смешивали с гранулятом посредством непрерывного шнекового смесителя.
Измельченные гранулы с нанесенным на них покрытием вспенивали посредством пара в перемешиваемом предэкспендере при атмосферном давлении. При достижении требуемой плотности подачу пара прерывали и гранулы сушили посредством потока воздуха. После 24-часового перерыва вспененные гранулы помещали в форму и обрабатывали паром для того, чтобы получить требуемые готовые изделия. Определение теплопроводности и испытание на огнестойкость проводили на полученных таким образом готовых изделиях.
Истинное содержание графитового материала измеряли посредством термогравиметрии (TGA).
Оптические изображения распределения графитового вещества получали посредством оптического микроскопа и качество смешения H рассчитывали согласно уравнениям, представленным в настоящем изобретении.
ПРИМЕР 3
89,8 частей этилбензола, 730 частей стирола, 56,2 части α-метилстирола, 0,2 части дивинилбензола (общее количество: 876,2 части) подавали в реактор с мешалкой и подвергали тем же условиям реакции, как в примере 2.
Добавляли 123,8 частей концентрата, полученного согласно примеру 1e, в расплавленном состоянии к 876,2 частям винилароматической реакционной смеси на выходе из второго реактора (общее количество = 1000 частей) и смешивали посредством статического смесителя. Полученную в результате винилароматическую смесь, покидающую дегазатор, охлаждали, смешивали с пентаном и другими наполнителями, гранулировали, сушили, добавляли добавку для нанесения покрытия, вспенивали и формовали, как в примере 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли согласно способам, описанным в примере 2.
ПРИМЕР 4
90 частей этилбензола, 844,6 частей стирола, 65,2 частей α-метилстирола, 0,2 части дивинилбензола (общее количество: 1000 частей) подавали в реактор при смешении. Смесь подвергали тем же реакционным процессам, дегазированию и охлаждению и рабочим условиям, как описано в примере 2.
38,2 части полистирола N2982, 24,2 части BR-E 5300, 5,1 часть Perkadox 30® и 152,5 части концентрата, полученного, как в примере 1e, подавали в двухшнековый экструдер. Зубчатый насос увеличивал давление потока наполнителя в расплавленном состоянии до 260 бар.
47 частей смеси н-пентана (75%) и изопентана (25%) под давлением вводили в поток наполнителя (общее количество: 267 частей).
Смесь получали посредством статических смесителей при температуре, приблизительно равной 190°C.
Полученный в результате поток наполнителя (267 частей) добавляли к 733 частям винилароматической смеси, выходящей из теплообменника (общее количество: 1000 частей).
Затем ингредиенты смешивали посредством статических смешивающих элементов в течение рассчитанного среднего времени (пребывания), равного 7 минутам.
Затем смесь подавали на экструзионную головку, гранулировали, сушили, добавляли вещество для нанесения покрытия, вспенивали и формовали согласно примеру 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли согласно способам, описанным в примере 2.
ПРИМЕР 5
90 частей этилбензола, 844,6 частей стирола, 65,2 частей α-метилстирола, 0,2 части дивинилбензола (общее количество: 1000 частей) подавали в реактор при смешении. Смесь подвергали тем же реакционным процессам, дегазированию и охлаждению и рабочим условиям, как описано в примере 2
38,6 частей полистирола N2982, 10,0 частей BR-E 5300, 1,9 частей Perkadox 30® и 152,5 частей концентрата, полученного, как в примере 1e, подавали в двухшнековый экструдер. Зубчатый насос увеличивал давление потока наполнителя в расплавленном состоянии до 260 бар. 47 частей смеси н-пентана (75%) и изопентана (25%) под давлением вводили в поток наполнителя (общее количество: 250 частей). Смесь получали посредством статических смесителей при температуре, приблизительно равной 190°C.
Полученный в результате поток наполнителя (250 частей) добавляли к 750 частям винилароматической смеси, выходящей из теплообменника (общее количество: 1000 частей). Затем ингредиенты смешивали посредством статических смесителей в течение рассчитанного среднего времени (пребывания), равного 11 минутам.
Затем смесь подавали на экструзионную головку, гранулировали, сушили, добавляли вещество для нанесения покрытия, вспенивали и формовали согласно примеру 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли согласно способам, описанным в примере 2.
ПРИМЕР 6
Гранулы полистирола N1782 (полистирол, имеющий Mw, равную 180000 г/моль, Mw/Mn=2,3, MFI (200°C, 5 кг) равную 8 г/10', полученного Polimeri Europa) подавали в первый экструдер. Затем над расплавленным полистиролом создавали давление, равное 250 бар посредством зубчатого насоса, и охлаждали до 190°C посредством теплообменника.
38,2 частей полистирола N2982, 24,2 части BR-E 5300, 5,1 части Perkadox 30 и 152,5 части концентрата, полученного в примере 1e, подавали во второй экструдер двухшнекового типа. Зубчатый насос увеличивал давление потока расплавленного наполнителя до 260 бар.
47 частей смеси н-пентана (75%) и изопентана (25%) под давлением вводили в поток наполнителя (суммарное количество: 267 частей).
Смешение осуществляли посредством статических смесителей при температуре, приблизительно равной 190°C в течение суммарного времени пребывания в смесителе, приблизительно равного 2 минутам.
Полученный в результате поток наполнителя (267 частей) добавляли к 733 частям винилароматической смеси, выходящей из теплообменника (общее количество: 1000 частей). Затем ингредиенты смешивали посредством статических смесителей в течение рассчитанного среднего времени (пребывания), равного 15 минутам.
Затем смесь подавали на экструзионную головку, гранулировали, сушили, добавляли вещество для нанесения покрытия, вспенивали и формовали согласно примеру 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли согласно способам, описанным в примере 2.
ПРИМЕР 7
90 частей этилбензола, 844,6 частей стирола, 65,2 частей α-метилстирола, 0,2 части дивинилбензола (общее количество: 1000 частей) подавали в реактор при смешении. Смесь подвергали тем же реакционным процессам, дегазированию и охлаждению, и рабочим условиям, как показано в примере 2.
38,1 частей полистирола N2982, 24,2 частей BR-E 5300, 5,1 частей Perkadox 30® и 190,6 частей концентрата, полученного, как в примере 1e, подавали в двухшнековый экструдер. Зубчатый насос увеличивал давление потока наполнителя в расплавленном состоянии до 260 бар. 47 частей смеси н-пентана (75%) и изопентана (25%) под давлением вводили в поток наполнителя (общее количество: 305 частей).
Смесь получали посредством статических смесителей при температуре, приблизительно равной 190°C в течение суммарного времени пребывания при смешении, равного 2 минутам.
Полученный в результате поток наполнителя (305 частей) добавляли к 695 частям винилароматической смеси, выходящей из теплообменника (общее количество: 1000 частей). Затем ингредиенты смешивали посредством статических смесителей в течение рассчитанного среднего времени (пребывания), равного 7 минутам.
Затем смесь подавали на экструзионную головку, гранулировали, сушили, добавляли вещество для нанесения покрытия, вспенивали и формовали согласно примеру 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли согласно способам, описанным в примере 2.
ПРИМЕР 8
90 частей этилбензола, 844,6 частей стирола, 65,2 частей α-метилстирола, 0,2 частей дивинилбензола (общее количество: 1000 частей) подавали в реактор при смешении. Смесь подвергали тем же реакционным процессам, дегазированию и охлаждению, и рабочим условиям, как показано в примере 2.
42,6 частей полистирола N2982, 17,2 частей BR-E 5300, 3,8 частей Perkadox 30® и 114,4 частей концентрата, полученного, как в примере 1e, подавали в двухшнековый экструдер. Зубчатый насос увеличивал давление потока наполнителя в расплавленном состоянии до 260 бар. 47 частей смеси н-пентана (75%) и изопентана (25%) под давлением вводили в поток наполнителя (общее количество: 225 частей).
Смесь получали посредством статических смесителей при температуре, приблизительно равной 190°C в течение суммарного времени пребывания при смешении, равного приблизительно 2 минутам.
Полученный в результате поток наполнителя (225 частей) добавляли к 775 частям винилароматической смеси, выходящей из теплообменника (общее количество: 1000 частей). Затем ингредиенты смешивали посредством статических смесителей в течение рассчитанного среднего времени (пребывания), равного 7 минутам.
Затем смесь подавали на экструзионную головку, гранулировали, сушили, добавляли вещество для нанесения покрытия, вспенивали и формовали согласно примеру 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли согласно способам, описанным в примере 2.
ПРИМЕР 9
90 частей этилбензола, 844,6 частей стирола, 65,2 частей α-метилстирола, 0,2 частей дивинилбензола (общее количество: 1000 частей) подавали в реактор при смешении. Смесь подвергали тем же реакционным процессам, дегазированию и охлаждению, и рабочим условиям, как описано в примере 2.
56,3 частей полистирола N2982, 12,8 частей BR-E 5300, 2,9 частей Perkadox 30® и 61,0 частей концентрата, полученного, как в примере 1e, подавали в двухшнековый экструдер. Зубчатый насос увеличивал давление потока наполнителя в расплавленном состоянии до 260 бар. 47 частей смеси н-пентана (75%) и изопентана (25%) под давлением вводили в поток наполнителя (общее количество: 180 частей).
Смесь получали посредством статических смесителей при температуре, приблизительно равной 190°C в течение суммарного времени пребывания при смешении, равного приблизительно 2 минутам.
Полученный в результате поток наполнителя (180 частей) добавляли к 820 частям винилароматической смеси, выходящей из теплообменника (общее количество: 1000 частей). Затем ингредиенты смешивали посредством статических смесителей в течение рассчитанного среднего времени (пребывания), равного 7 минутам.
Затем смесь подавали на экструзионную головку, гранулировали, сушили, добавляли вещество для нанесения покрытия, вспенивали и формовали согласно примеру 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли согласно способам, описанным в примере 2.
ПРИМЕР 10
90 частей этилбензола, 844,6 частей стирола, 65,2 частей α-метилстирола, 0,2 частей дивинилбензола (общее количество: 1000 частей) подавали в реактор при смешении. Смесь подвергали тем же реакционным процессам, дегазированию и охлаждению, и рабочим условиям, как показано в примере 2.
17,3 частей полистирола N2982, 32,1 частей BR-E 5300, 5,6 частей Perkadox 30® и 228,0 частей концентрата, полученного, как в примере 1e, подавали в двухшнековый экструдер. Зубчатый насос увеличивал давление потока наполнителя в расплавленном состоянии до 260 бар. 47 частей смеси н-пентана (75%) и изопентана (25%) под давлением вводили в поток наполнителя (общее количество: 330 частей).
Смесь получали посредством статических смесителей при температуре, приблизительно равной 190°C в течение суммарного времени пребывания при смешении, равного приблизительно 2 минутам.
Полученный в результате поток наполнителя (330 частей) добавляли к 670 частям винилароматической смеси, выходящей из теплообменника (общее количество: 1000 частей). Затем ингредиенты смешивали посредством статических смесителей в течение рассчитанного среднего времени (пребывания), равного 7 минутам.
Затем смесь подавали на экструзионную головку, гранулировали, сушили, добавляли вещество для нанесения покрытия, вспенивали и формовали согласно примеру 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли согласно способам, описанным в примере 2.
ПРИМЕР 11
Пример 10 повторяли, но заменяли 228,0 частей концентрата, полученного согласно примеру 1e, равным количеством маточной смеси, полученной согласно примеру 1d.
ПРИМЕР 12
Пример 4 повторяли, но заменяли 152,5 частей концентрата, полученного согласно примеру 1e, равным количеством маточной смеси, полученной согласно примеру 1d.
ПРИМЕР 13
90 частей этилбензола, 844,6 частей стирола, 65,2 частей α-метилстирола, 0,2 частей дивинилбензола (общее количество: 1000 частей) подавали в реактор при смешении. Смесь подвергали тем же реакционным процессам, дегазированию и охлаждению, и рабочим условиям, как показано в примере 2.
122,5 частей полистирола N2982, 9,5 частей BR-E 5300, 1,9 частей Perkadox 30® и 19,1 частей концентрата, полученного, как в примере 1d, подавали в двухшнековый экструдер. Зубчатый насос увеличивал давление потока наполнителя в расплавленном состоянии до 260 бар. 47 частей смеси н-пентана (75%) и изопентана (25%) под давлением вводили в поток наполнителя (общее количество: 200 частей).
Смесь получали посредством статических смесителей при температуре, приблизительно равной 190°C в течение суммарного времени пребывания при смешении, равного приблизительно 2 минутам.
Полученный в результате поток наполнителя (200 частей) добавляли к 800 частям винилароматической смеси, выходящей из теплообменника (общее количество: 1000 частей). Затем ингредиенты смешивали посредством статических смесителей в течение рассчитанного среднего времени (пребывания), равного 7 минутам.
Затем смесь подавали на экструзионную головку, гранулировали, сушили, добавляли вещество для нанесения покрытия, вспенивали и формовали согласно примеру 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли согласно способам, описанным в примере 2.
ПРИМЕР 14
90 частей этилбензола, 844,6 частей стирола, 65,2 частей α-метилстирола, 0,2 частей дивинилбензола (общее количество: 1000 частей) подавали в реактор при смешении. Смесь подвергали тем же реакционным процессам, дегазированию и охлаждению, и рабочим условиям, как показано в примере 2.
18,7 частей полистирола N2982, 24,2 частей BR-E 5300, 5,1 частей Perkadox 30® и 305 частей концентрата, полученного, как в примере 1d, подавали в двухшнековый экструдер. Зубчатый насос увеличивал давление потока наполнителя в расплавленном состоянии до 260 бар. 47 частей смеси н-пентана (75%) и изопентана (25%) под давлением и вводили в поток наполнителя (общее количество: 400 частей).
Смесь получали посредством статических смесителей при температуре, приблизительно равной 190°C в течение суммарного времени пребывания при смешении, равного приблизительно 2 минутам.
Полученный в результате поток наполнителя (400 частей) добавляли к 600 частям винилароматической смеси, выходящей из теплообменника (общее количество: 1000 частей). Затем ингредиенты смешивали посредством статических смесителей в течение рассчитанного среднего времени (пребывания), равного 7 минутам.
Затем смесь подавали на экструзионную головку, гранулировали, сушили, добавляли вещество для нанесения покрытия, вспенивали и формовали согласно примеру 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли согласно способам, описанным в примере 2.
ПРИМЕР 15
Пример 8 повторяли, но заменяли 114,4 части концентрата графитового материала, полученного согласно примеру 1e, равным количеством концентрата графитового материала, полученного согласно примеру 1b.
ПРИМЕР 16
Пример 8 повторяли, но заменяли 114,4 части концентрат графитового материала, полученного согласно примеру 1e, равным количеством концентрата графитового материала, полученного согласно примеру 1c.
ПРИМЕР 17
Пример 8 повторяли, но заменяли 114,4 части концентрата графитового материала, полученного согласно примеру 1e, равным количеством концентрата графитового материала, полученного согласно примеру 1f.
ПРИМЕР 18
Пример 8 повторяли, но заменяли 114,4 части концентрата графитового материала, полученного согласно примеру 1e, равным количеством концентрата графитового материала, полученного согласно примеру 1a.
ПРИМЕР 19
90 частей этилбензола, 844,6 частей стирола, 65,2 частей α-метилстирола, 0,2 частей дивинилбензола (общее количество: 1000 частей) подавали в реактор при смешении. Смесь подвергали тем же реакционным процессам, дегазированию и охлаждению, и рабочим условиям, как показано в примере 2.
144,95 частей полистирола, имеющего Mw, равную 130000 г/моль, Mw/Mn=2,3, MFI (200°C, 5 кг)=25 г/10'; 6,1 частей этилен-бис(стеарамида), 1,5 части диоктилтерефталата (Eastman 168), 3,05 частей ламповой сажи Durex-0, полученной Degussa, 35,1 частей графита MetalPURE 5595, полученного Superior Graphite, 24,2 частей BR-E 5300 и 5,1 частей Perkadox 30, подавали в двухшнековый экструдер. Зубчатый насос увеличивал давление потока наполнителя в расплавленном состоянии до 260 бар. 47 частей смеси н-пентана (75%) и изопентана (25%) под давлением и вводили в поток наполнителя (общее количество: 267 частей).
Смесь получали посредством статических смесителей при температуре, приблизительно равной 190°C в течение суммарного времени пребывания при смешении, равного приблизительно 2 минутам.
Полученный в результате поток наполнителя (267 частей) добавляли к 733 частям винилароматической смеси, выходящей из теплообменника (общее количество: 1000 частей).
Затем ингредиенты смешивали посредством статических смесителей в течение рассчитанного среднего времени (пребывания), равного 7 минутам.
Затем смесь подавали на экструзионную головку, гранулировали, сушили, добавляли вещество для нанесения покрытия, вспенивали и формовали согласно примеру 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли согласно способам, описанным в примере 2.
ПРИМЕР 20
Пример 4 повторяли, но заменяли 152,5 части концентрата, полученного согласно примеру 1e, 57,2 частями полистирола N2982 плюс 95,3 частями концентрата, полученного согласно примеру 1g.
ПРИМЕР 21
Пример 4 повторяли, но заменяли 152,5 части концентрата, полученного согласно примеру 1e, 57,2 частями полистирола N2982 плюс 95,3 частями маточной смеси, полученной согласно примеру 1h.
ПРИМЕР 22
Пример 4 повторяли, но заменяли 152,5 части концентрата, полученного согласно примеру 1e, 57,2 частями полистирола N2982 плюс 95,3 частями концентрата, полученного согласно примеру 1i.
ПРИМЕР 23
Пример 6 повторяли, но заменяли полистирол N1782, подаваемый в первый реактор, равным количеством высокопрочного полистирола типа Edistir® ICE R 830D в гранулах (имеющего MFI (200°C, 5 кг) равный 3 г/10', полученного Polimeri Europa); и заменяли 152,5 части концентрата, полученного согласно примеру 1e, 57,2 частями полистирола N2982 плюс 95,3 частями концентрата, полученного согласно примеру 1i.
ПРИМЕР 24
90 частей этилбензола, 879,3 частей стирола, 65,2 частей α-метилстирола, 0,2 частей дивинилбензола (общее количество: 1000 частей) подавали в реактор при перемешивании.
Смесь подвергали тем же реакционным процессам, дегазированию и охлаждению, и рабочим условиям, как показано в примере 2.
46,7 частей полиэтилена низкой плотности Riblene FC 30 типа, полученного Polimeri Europa (плотность 0,922 г/л, MFI (190°C, 2,16 кг) равный 0,27 г/10'); и 57,2 частей графита MetalPURE 5595, полученного Superior Graphite, подавали и смешивали в двухшнековом экструдере. Зубчатый насос увеличивал давление потока наполнителя в расплавленном состоянии до 260 бар. Полученный в результате поток наполнителя (138,6 частей) добавляли к 861,4 частям винилароматической смеси, выходящей из теплообменника, и 47 частям смеси н-пентана (75%) и изопентана (25%) для суммарного количества, равного 1000 частям.
Затем ингредиенты смешивали и гранулировали согласно примеру 2. Грануляты сушили, добавляли вещество для нанесения покрытия и затем вспенивали и формовали согласно примеру 2.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 1a
70 частей полистирола, имеющего Mw=130000 г/моль, Mw/Mn=2,3, MFI (200°C, 5 кг)=25 г/10'; 4 частей этилен-бис(стеарамида), 1 часть диоктилтерефталата (Eastman 168) и 25 частей сажи "термического типа" (Thermax 990 UP, полученной CanCarb) смешивали в двухшнековом экструдере. Расплавленный продукт, покидающий экструдер, охлаждали, и гранулировали, и впоследствии применяли в качестве концентрата в следующих сравнительных примерах.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 1b
70 частей полистирола, имеющего Mw=130000 г/моль, Mw/Mn=2,3, MFI (200°C, 5 кг)=25 г/10'; 4 частей этилен-бис(стеарамида), 1 часть диоктилтерефталата (Eastman 168) и 25 частей сажи "печного" типа (Printex-85, полученной Degussa) смешивали в двухшнековом экструдере. Расплавленный продукт, покидающий экструдер, охлаждали, и гранулировали, и впоследствии применяли в качестве концентрата в следующих сравнительных примерах.
СРАВНИТЕЛЬНЫЙ ПРИМЕР Ic
70 частей полистирола, имеющего Mw=280000 г/моль, Mw/Mn=2,3, MFI (200°C, 5 кг)=2 г/10'; 4 частей этилен-бис(стеарамида), 1 часть диоктилтерефталата (Eastman 168) и 25 частей MetalPURE 5595 графита, полученного Superior Graphite, смешивали в двухшнековом экструдере. Расплавленный продукт, покидающий экструдер, охлаждали, и гранулировали, и впоследствии применяли в качестве концентрата в следующих сравнительных примерах.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 2
90 частей этилбензола, 844,6 частей стирола, 65,2 частей α-метилстирола, 0,2 частей дивинилбензола (общее количество: 1000 частей) подавали в реактор при смешении. Смесь подвергали тем же реакционным процессам, дегазированию и охлаждению и рабочим условиям, как показано в примере 2.
143,5 частей полистирола N2982, 7,6 частей of Br-E 5300, 1,9 частей Perkadox 30 подавали в двухшнековый экструдер. Зубчатый насос увеличивал давление потока наполнителя в расплавленном состоянии до 260 бар. 47 частей смеси н-пентана (75%) и изопентана (25%) под давлением вводили в поток наполнителя (общее количество: 200 частей). Смесь получали посредством статических смесителей при температуре, приблизительно равной 190°C в течение суммарного времени пребывания в смеси, приблизительно равного 2 минутам.
Полученный в результате поток наполнителя (200 частей) добавляли к 800 частям винилароматической смеси, выходящей из теплообменника (общее количество: 1000 частей).
Затем ингредиенты смешивали посредством статических смесителей в течение рассчитанного среднего времени (пребывания), равного 7 минутам.
Затем смесь подавали на экструзионную головку, гранулировали, сушили, добавляли вещество для нанесения покрытия, вспенивали и формовали согласно примеру 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли, как показано в предыдущих примерах.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 3
160,0 частей маточной смеси, полученной в примере 1e, 25,0 частей гексабромциклододекана, 5,0 частей дикумилпероксида, 1,0 часть дибензоилпероксида, 3 части трет-бутил-перокси-2-этилгексаноата и 4 части трет-бутилпероксид-2-этилгексилгексаноата в 802,0 частей стирола (общее количество: 1000 частей) растворяли в первом реакторе с мешалкой.
0,7 частей пирофосфата натрия и 1,3 частей сульфата магния растворяли в 548 частях деионизированной воды во втором реакторе с мешалкой, затем 450 частей органической фазы переносили из первого во второй реактор (общее количество: 1000 частей). Суспензию грели при 110°C в течение двух часов. Затем добавляли 47 частей смеси 75:25 н-пентана и изопентана и реактор грели при 134°C в течение одного часа для того, чтобы завершить полимеризацию. Вспениваемые гранулы отделяли от водной фазы, сушили, просеивали для того, чтобы удалить фракции, имеющие диаметр, меньший чем 0,8 мм и больший чем 1,6 мм. После добавления вещества для нанесения покрытия гранулы вспенивали и формовали, следуя примеру 2.
Данные о теплопроводности, испытание на огнестойкость, изображения на микроскопе и истинное содержание графитового материала измеряли, как описано в предыдущих примерах.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 4
929,2 частей полистирола N1782 (имеющего Mw, равный 180000 г/моль, Mw/Mn равно 2,3, MFI (200°C, 5 кг) равный 8 г/10', полученного Polimeri Europa), 25,4 частей BR-E-5300, 5,4 частей Perkadox 30 и 40 частей графита UF-96/97, полученного Kropfmuhl (общее количество: 1000 частей) подавали в двухшнековый экструдер. 50 частей смеси н-пентана (75%) и изопентана (25%) добавляли через боковое впускное отверстие экструдера при температуре расплавленного продукта, равной приблизительно 160°C, и смешивали в экструдере с основным полимерным потоком посредством серии статических смесителей, смонтированных на шнеке экструдера.
Затем композицию подавали на экструзионную головку, в которой ее экструдировали через ряд отверстий, имеющих диаметр, равный 0,5 мм, и нарезали, пропуская через ряд вращающихся ножей в грануляторе "подводного" типа. Давление в грануляторе составляло 5 бар, и скорость сдвига выбирали так, чтобы получить частицы, имеющие средний диаметр, равный 1,2 мм.
Затем композицию сушили, наносили покрытие, вспенивали и формовали, как в примере 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли, как показано в предыдущих примерах.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 5a
Полимерную расплавленную смесь, содержащую 974,8 частей полистирола (с молекулярным весом Mw, равным 220000 г/моль), 21 частей гексабромциклододекана и 4,2 частей изопропилбензолпероксида (общее количество: 1000 частей) подавали в двухшнековый экструдер.
40 частей графита UF2-96/97, полученного Kropfmuhl, и 50 частей смеси н-пентана (805) и изопентана (20%) добавляли в полимер при температуре расплавленного продукта, равной приблизительно 160°C.
Полученную в результате композицию пропускали при температуре плавления, приблизительно равной 180°C, через экструзионную головку и гранулировали в ней посредством гранулятора "подводного" типа.
Давление гранулятора составляло 5 бар, и скорость сдвига выбирали так, чтобы получить псевдосферические частицы, имеющие средний диаметр, равный 1,4 мм.
Затем композицию сушили, наносили покрытие, затем вспенивали и формовали, как описано в примере 2.
Теплопроводность, испытание на огнестойкость, микрофотографии и истинное содержание графитового материала измеряли, как показано в предыдущих примерах.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 5b
Сравнительный пример 5a повторяли, применяя тот же способ и состав, но при содержании графита, сниженном до 20 частей.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 5c
Сравнительный пример 5a повторяли, применяя тот же способ и состав, но при содержании графита, сниженном до 10 частей.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 6a
Сравнительный пример 5a повторяли, применяя тот же способ и состав, но 902 частей стирола подавали в первый реактор с мешалкой вместе с 60 частями графита UF2-96/97, полученного Kropfmuhl, вместо концентрата примера 1e.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 6b
Сравнительный пример 3 повторяли, применяя тот же способ и состав, но 932 частей стирола подавали в первый реактор с мешалкой вместе с 30 частями графита UF2-96/97, полученного Kropfmuhl, вместо концентрата примера 1e.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 6C
Сравнительный пример 3 повторяли, применяя тот же способ и состав, но 942 частей стирола подавали в первый реактор с мешалкой вместе с 20 частями графита UF2-96/97, полученного Kropfmuhl, вместо концентрата примера 1e.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 6D
Сравнительный пример 3 повторяли, применяя тот же способ и состав, но 952 частей стирола подавали в первый реактор с мешалкой вместе с 10 частями графита UF2-96/97, полученного Kropfmuhl, вместо концентрата примера 1e.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 6e
Сравнительный пример 3 повторяли, применяя тот же способ и состав, но 957 частей стирола подавали в первый реактор с мешалкой вместе с 5 частями графита UF2-96/97, полученного Kropfmuhl, вместо концентрата примера 1e.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 7a
Пример 8 повторяли, заменяя 114,4 части концентрата графитового материала, полученного, как в примере 1e, равным количеством концентрата графитового материала, полученного согласно сравнительному примеру 1a.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 7b
Пример 8 повторяли, заменяя 114,4 части концентрата графитового материала, полученного, как в примере 1e, равным количеством концентрата графитового материала, полученного согласно сравнительному примеру 1b.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 7c
Пример 8 повторяли, заменяя 114,4 части концентрата графитового материала, полученного, как в примере 1e, равным количеством концентрата графитового материала, полученного согласно сравнительному примеру 1c.
Анализ примеров и сравнительных примеров
На фигурах 2A-2H показаны изображения, полученные с помощью оптического микроскопа, тонких слоев некоторых вспениваемых композиций в форме частиц при определенных концентрациях и, по возможности, соответствующие диаграммы смешения. На фотографии графитовый материал является черным и матрица является белой.
На фигурах 2A и 2B показаны две вспениваемые композиции в форме частиц, содержащие различное количество графитового материала согласно первой схеме контролируемой негомогенности. Полости, практически не содержащие графитовый материал, имеют более светлый оттенок серого цвета. Сравнительный пример 5a на фигуре 2H является отличным, поскольку он не содержит упомянутых полостей.
На фигурах 2C-2G показаны вспениваемые композиции в форме частиц, полученные в результате применения второй схемы контролируемой негомогенности. В частности, увеличенные фотоснимки фигур 2C и 2E показывают, что графитовый материал предпочтительно находится в диспергированной, невинилароматической фазе. Форма и размер участков диспергированной фазы зависит от технологических параметров и от типа применяемого концентрата графитового материала. Оказалось, что графитовый материал сконцентрирован в упомянутых участках. Сродство между применяемой невинилароматической фазой и графитовым материалом влияет на распределение графитового материала внутри упомянутых участков. Например, можно получить распределение в виде компактных агломератов (как на фигуре 2C), или в виде субучастков, сгруппированных в кластеры (как на фигуре 2E), или в виде дендритных структур (как на фигуре 2G).
Минимальные площади смешения, определенные для примеров и сравнительных примеров, сведены в таблицу 2. Ясно, что образцы, полученные согласно настоящему изобретению, имеют минимальную площадь смешения, значительно большую, чем минимальная площадь смешения сравнительных примеров. Данный результат находится в прямой зависимости от однородности распределения графитового материала. Фотоснимок на фигуре 2H, полученный для вспениваемого гранулята, относящегося к сравнительному примеру 5a, обладает распределением графитового материала, которое можно рассматривать качественно как гомогенное. Этому соответствует минимальная площадь смешения (MMA), равная 30 мкм2. Примеры на фигурах 2A и 2B, соответствующие первой схеме контролируемой негомогенности, показывают гораздо большую минимальную площадь смешения (68 и 98 мкм2). Примеры на фигурах 2C, 2D, 2F, соответствующие второй схеме контролируемой негомогенности, показывают минимальную площадь смешения, приблизительно на порядок большую (равную 683, 522 и 435 мкм2 соответственно). Данные величины минимальной площади смешения соответствуют степени негомогенности дисперсии графитового материала, как показано на соответствующих фотоснимках, полученных с помощью оптического микроскопа.
Обычно увеличивая содержание непрозрачного для ИК-излучения вещества, получают увеличение минимальной площади смешения.
Распределение размеров частиц вспениваемых композитов, полученных согласно настоящему изобретению, является узким, несмотря на введение больших количеств графитового материала и других неорганических наполнителей (смотри примеры 7, 11 и 14). Это делает стадии просеивания необязательными, или же необходимость обеспечивать хорошие технологические характеристики продукта (смотри сравнительные примеры 6a-6e).
В таблице 3 представлены теплопроводность и сечения захвата, определенные для некоторых вспененных образцов, относящихся к примерам согласно настоящему изобретению и сравнительным примерам, описанным в данном изобретении.
На фигуре 3 представлены различные адсорбционные сечения захвата формованных изделий. Данные разделены на три группы. В первой группе представлены данные для примеров 2-10, т.е. вспененных материалов, полученных, исходя из концентрата примера 1e. Во второй группе собраны данные для примеров 11-14, т.е. вспененных материалов, полученных, исходя из концентрата примера 1d. Последняя группа относится к вспененным материалам, полученным для сравнительных примеров 6a-6e.
Как описано ранее, чем более линейной функцией содержания графитового материала является сечение захвата, тем максимальнее эффективность вспененных материалов при задерживании инфракрасного излучения. Наоборот, уменьшение наклона кривой с увеличением содержания графитового материала отражает соответствующее уменьшение эффективности.
Экспериментальные данные, представленные на графике, показывают значительное снижение упомянутой эффективности при содержании графитового материала, составляющем приблизительно более 1% по весу.
К удивлению оказалось, что вспененный испытуемый образец, полученный согласно настоящему изобретению, не обладает тем же снижением эффективности, наблюдаемым для образцов сравнительных примеров. Когда содержание графитового материала составляет меньше чем приблизительно 1%, заметного улучшения относительно известного уровня техники не наблюдается. Однако для больших содержаний вещества разница сечения захвата между продуктами настоящего изобретения и современного уровня техники является существенной и, что даже более важно, равномерно увеличивается с увеличением содержания графита.
Специалист в данной области техники будет учитывать гомогенность графитового распределения, как основную характеристику для получения оптимальных задерживающих инфракрасное излучение способностей с последующим снижением полученной в результате теплопроводности. Наоборот, даже если структурная негомогенность вспениваемых композитов настоящего изобретения увеличивается с увеличением количества графитового материала в композите, она, как оказывается, приводит в результате к улучшению теплоизоляционных свойств.
Без данного улучшения было бы бесполезно увеличивать содержание графитового материала выше 4% (смотри фигуру 3).
Кроме того, в таблице 3 представлены результаты испытания на огнестойкость согласно инструкции DIN 4192, B2. Вспененные материалы, полученные в примерах, обычно обладают хорошими огнестойкими характеристиками (смотри пример 5, сравненный с примерами 13 и 4, и пример 14). Несмотря на это, увеличение количества самозатухающих агентов, необходимых для прохождения испытания на огнестойкость, является незначительным (смотри пример 7 и пример 10).
Конечные продукты, полученные из вспениваемых гранул, которые соответствуют второй схеме негомогенности, даже при высоком содержании графитового материала обладают диэлектрической прочностью, обычно равной диэлектрической прочности соответствующих продуктов без графитового материала (смотри таблицу 6, пример 23 и сравнение со сравнительным примером 2). Это удивительно, поскольку графитовый материал является хорошим проводником электричества.
Как можно видеть из таблицы 3 (примеры 10, 11 и 14), при применении высокого содержания графитового материала наблюдается заметное уменьшение сечения захвата при высоких плотностях. Действительно, это вызвано увеличением теплопроводности композитного материала, которое по существу является результатом крайне высокой теплопроводности графитового материала (приблизительно 20-500 Вт/м·K), если сравнивать с характерными величинами винилароматического полимера (приблизительно 0,1-0,5 Вт/м·K).
К удивлению оказалось, что при равном количестве графитового материала теплопроводность соединения является меньшей, если конечные продукты получают из вспениваемых частиц, соответствующих второй схеме структурной негомогенности (сравните пример 23 со сравнительным примером 6a, в обоих из которых применяют почти одинаковое содержание графитового материала).
Следовательно, в пенах с высокой или средней плотностью можно увеличить содержание графитового материала и, следовательно, поглощение инфракрасного излучения без значительного увеличения полученной в результате теплопроводности.
Как показано в таблице 5, несмотря на сниженное содержание вспененной системы и высокую концентрацию неорганических веществ, обычно вспениваемые частицы настоящего изобретения можно легко обработать для того, чтобы получить пены с низкой плотность. Кроме того, время вспенивания и формования являются сравнимыми или даже лучшими по сравнению со временем для соответствующих продуктов с графитовыми материалами. Процент поврежденных пор незначительно отличается от процента для пен, не содержащих графитовый материал, даже если бы специалист в данной области техники утверждал, что неорганические наполнители, которые являются нерастворимыми в матрице, могли бы портить стенки пор.
Во всем настоящем описании термины "графитовый материал", "графитовый углерод" и "неграфитовый углерод" определяют согласно ИЮПАК терминологии в документе: "RECOMMENDED TERMINOLOGY FOR THE DESCRIPTION OF CARBON AS A SOLID". IUPAC Recommendations, 1995.
Во всем настоящем описании термин "часть" имплицитно относится к "частям по весу", если не указано особо. То же самое относится к процентным величинам.
Настоящее изобретение описывают подробно со специальными ссылками на предпочтительные варианты осуществления настоящего изобретения, но ясно, что можно применять варианты и модификации не выходя за рамки сущности и объема настоящего изобретения. Когда очевидно, что варианты осуществления, которые иллюстрируют настоящее изобретение, описанное в данном описании, удовлетворяют вышеуказанным целям, ясно, что специалисты в данной области техники могут разработать в дополнение многочисленные модификации и другие варианты осуществления. Следовательно, условлено, что прилагаемая формула изобретения относится ко всем данным модификациям и вариантам осуществления, которые включены в объем настоящего изобретения.

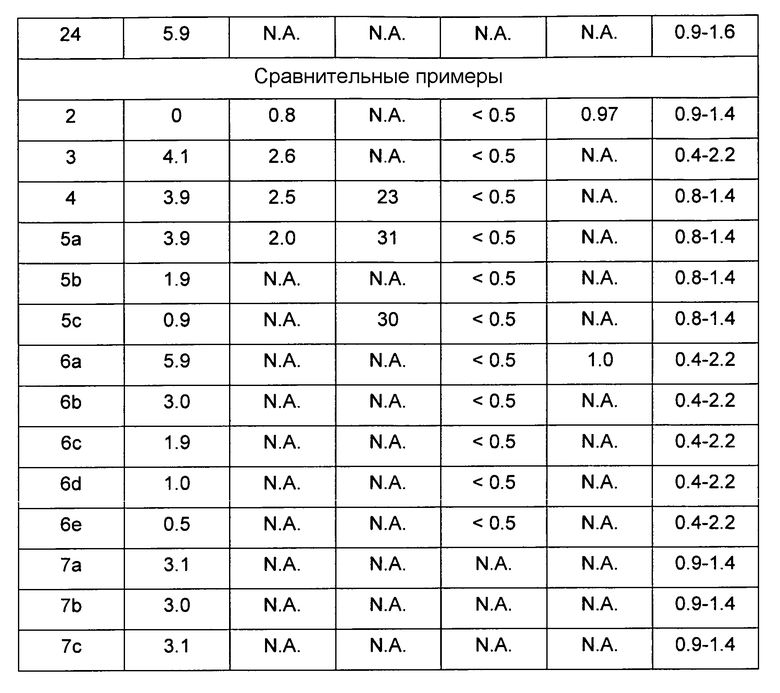
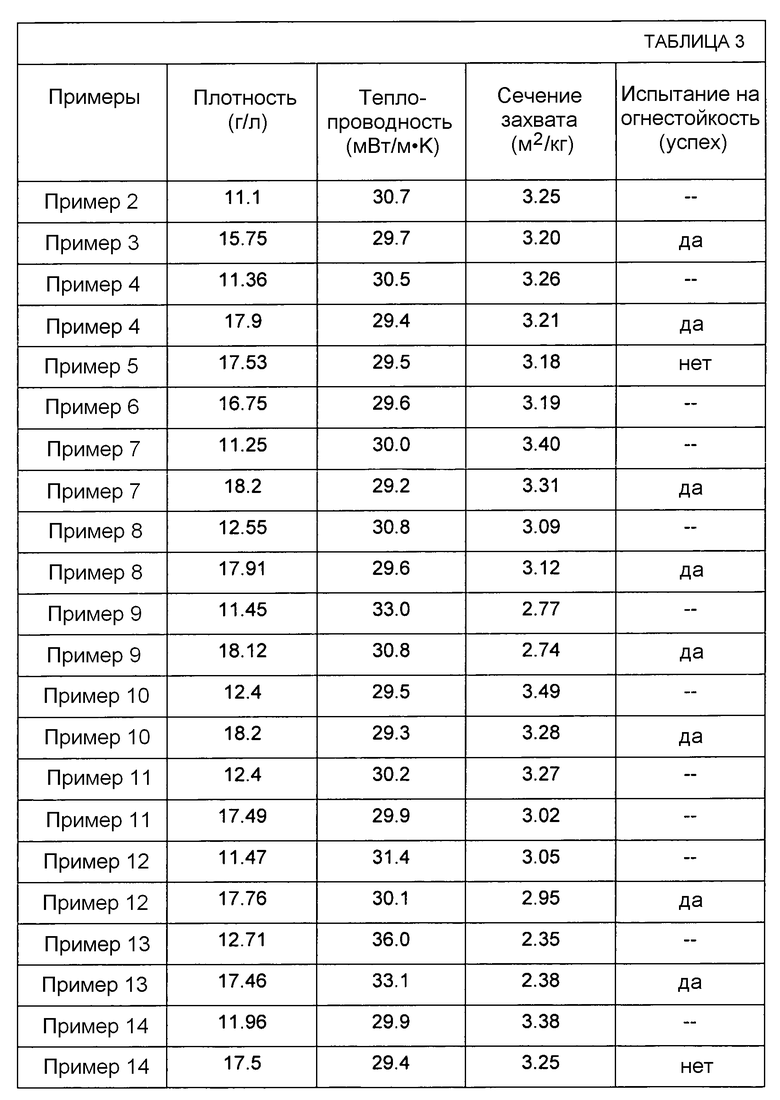
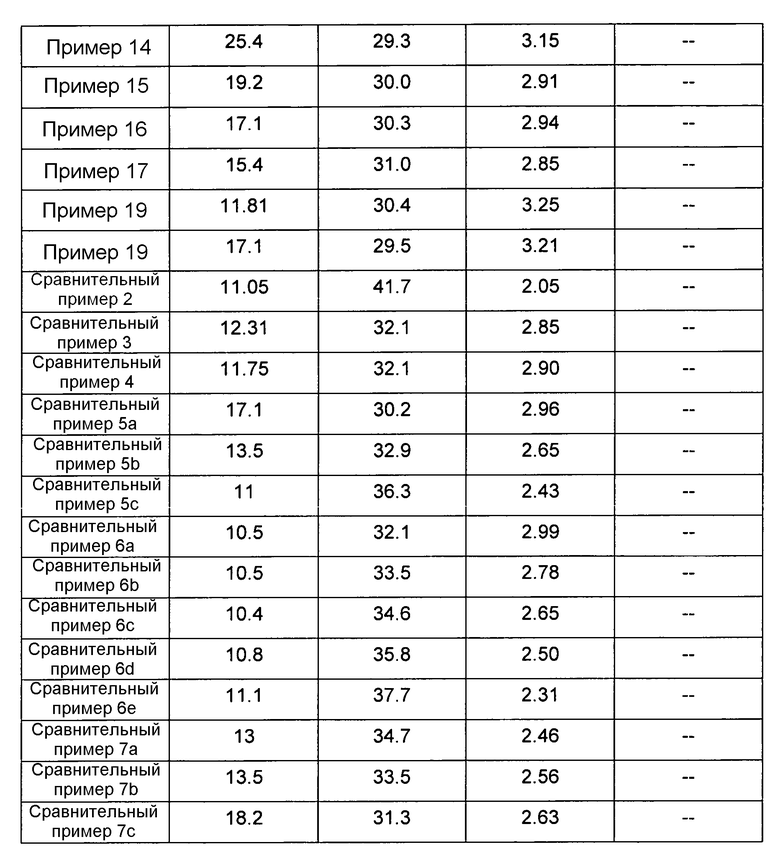
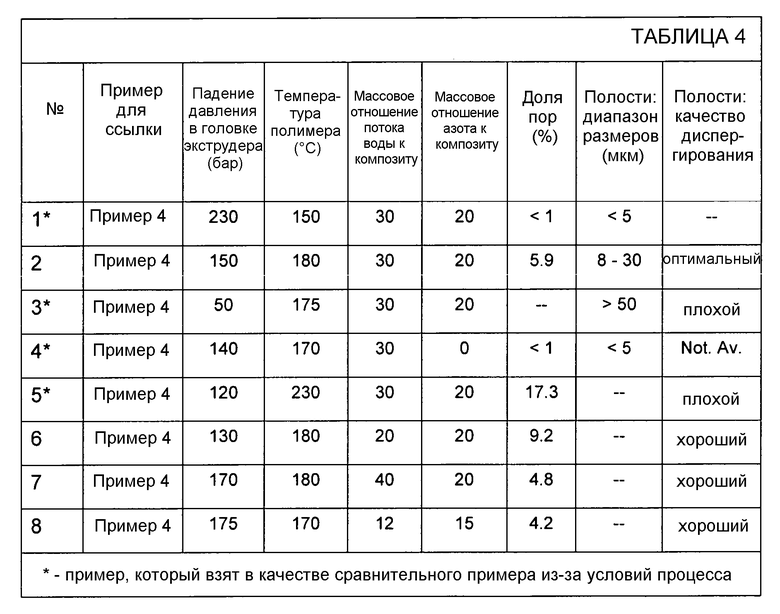
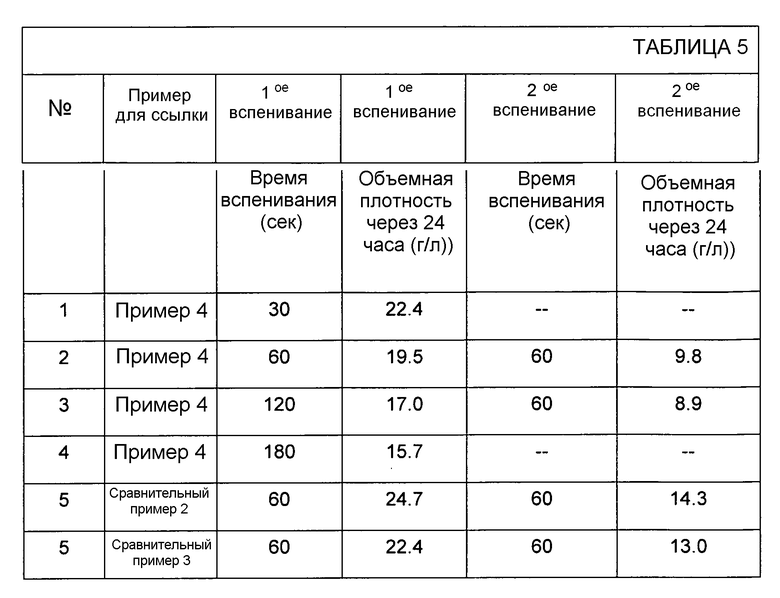
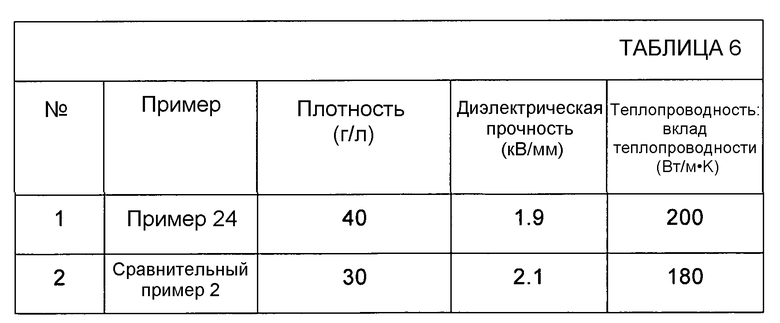
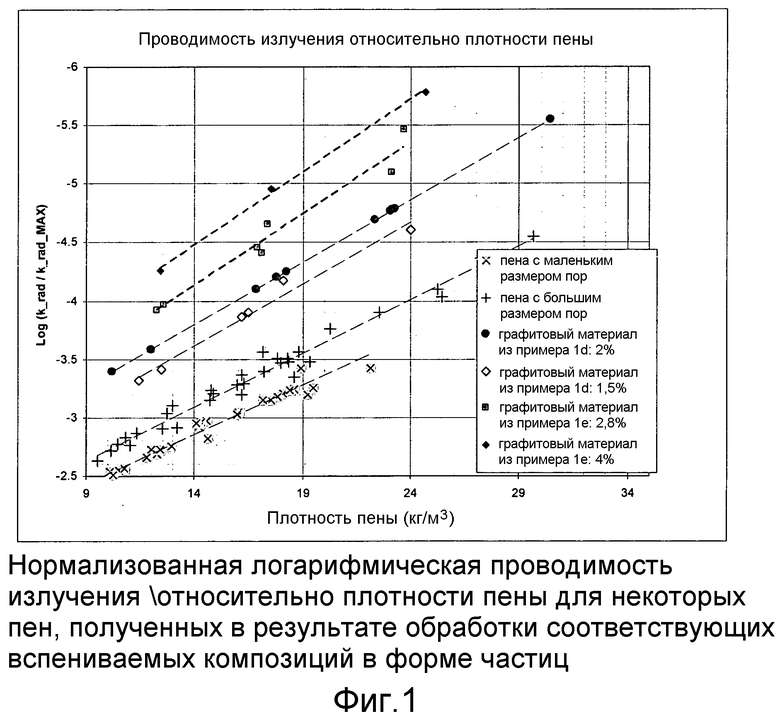
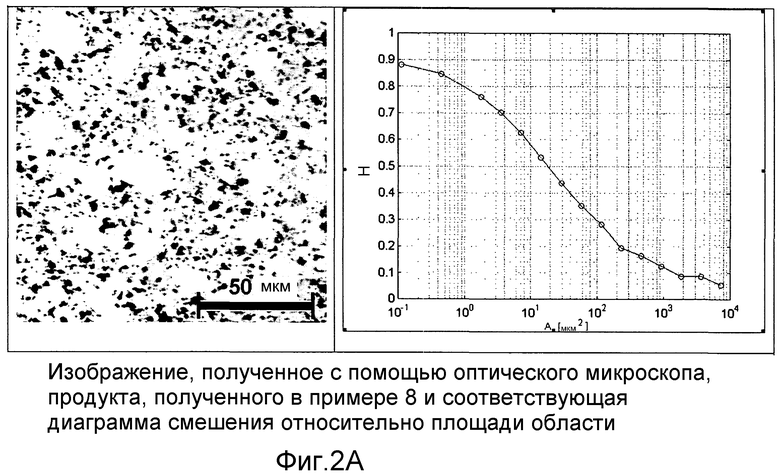
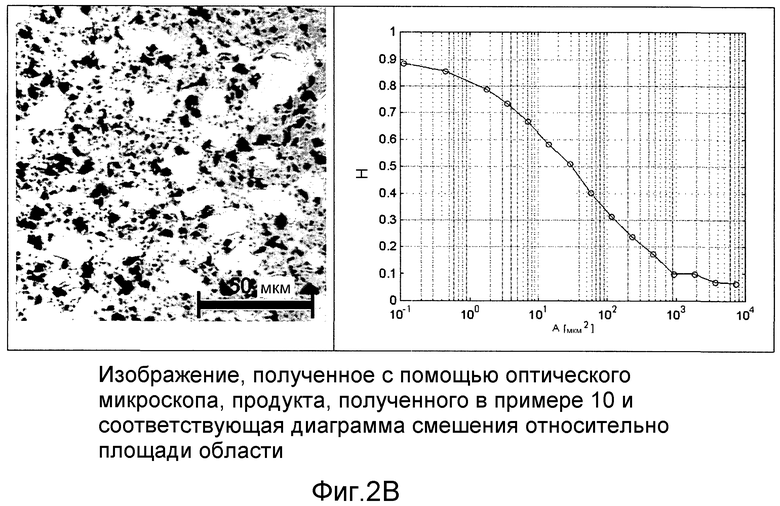
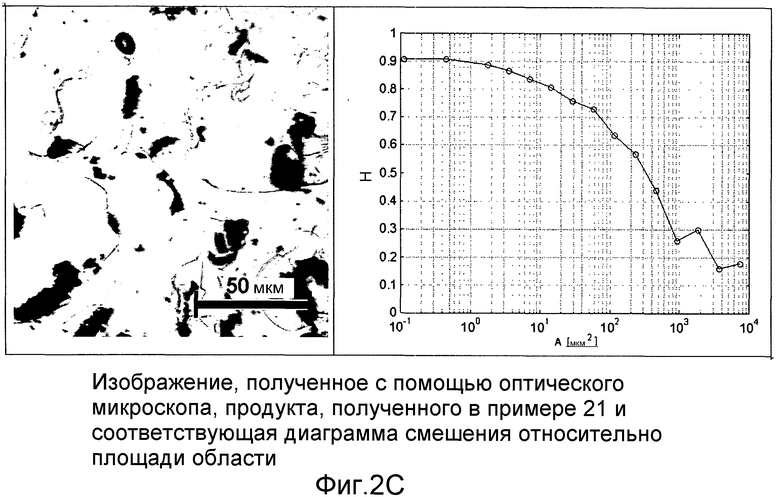
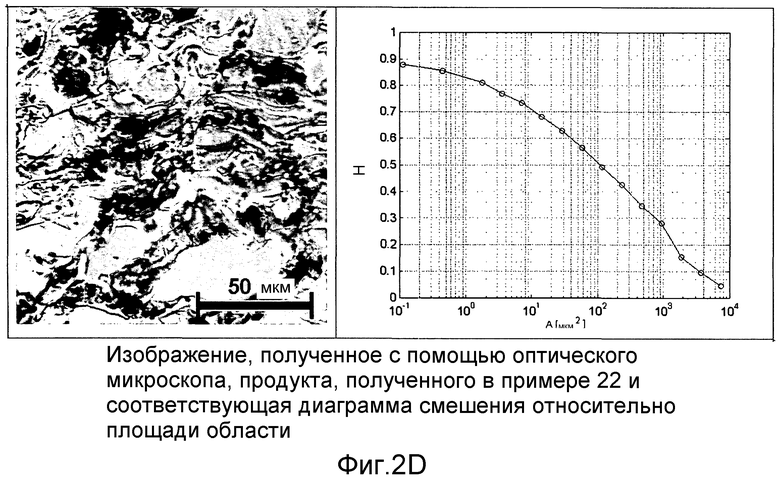
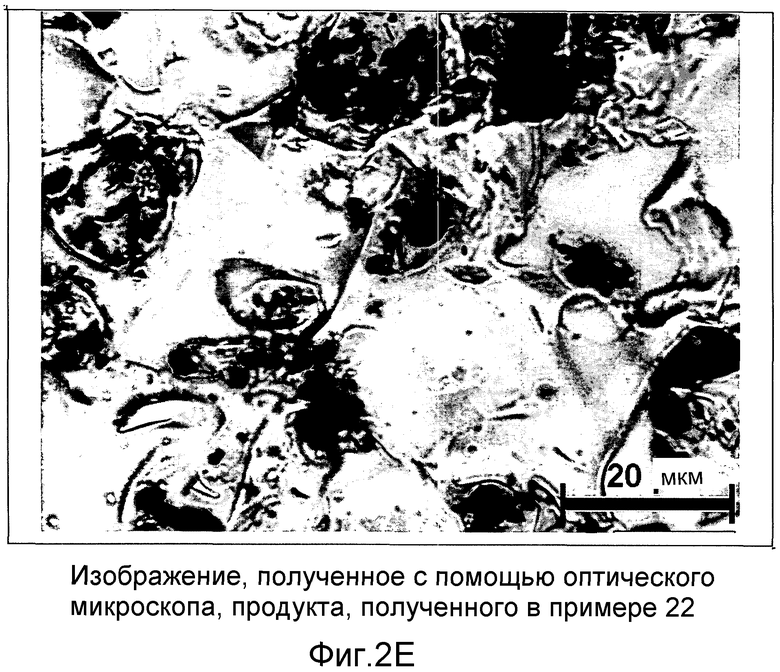
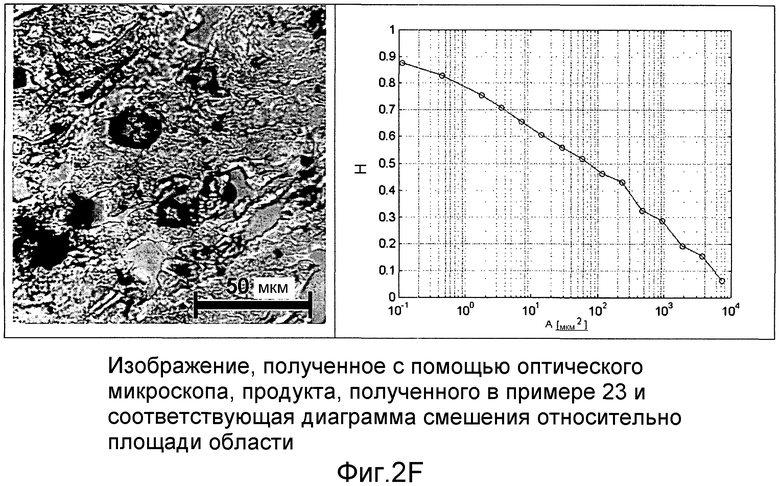

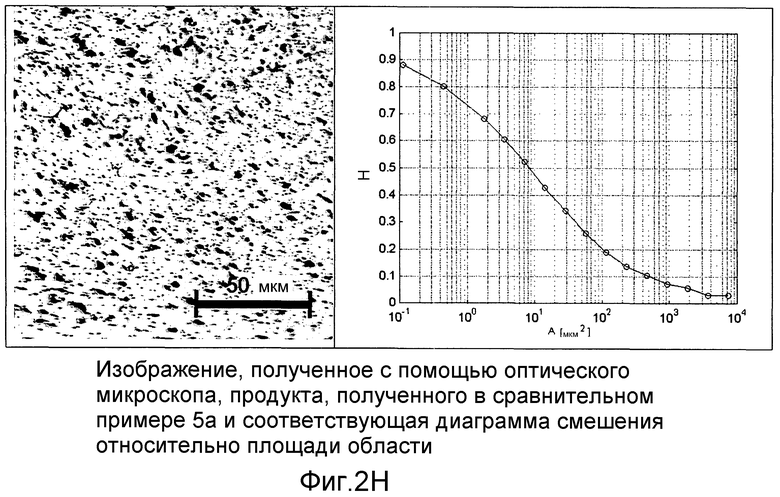
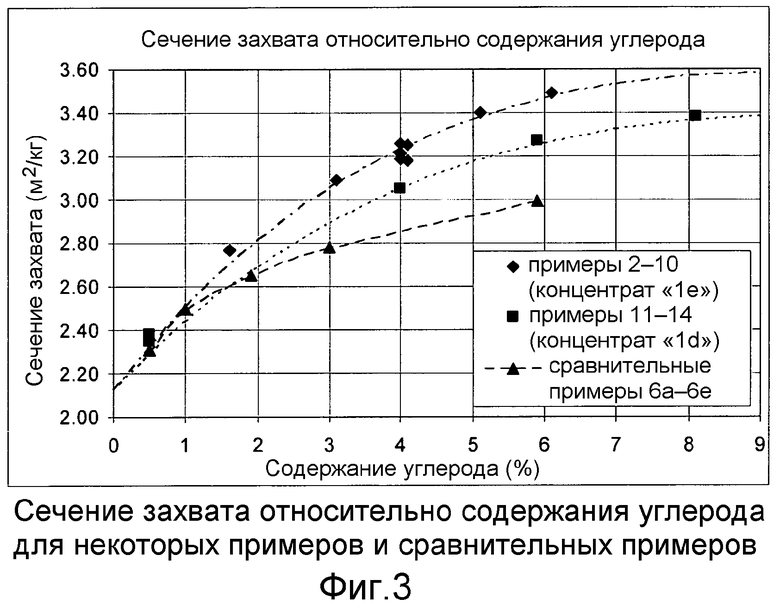
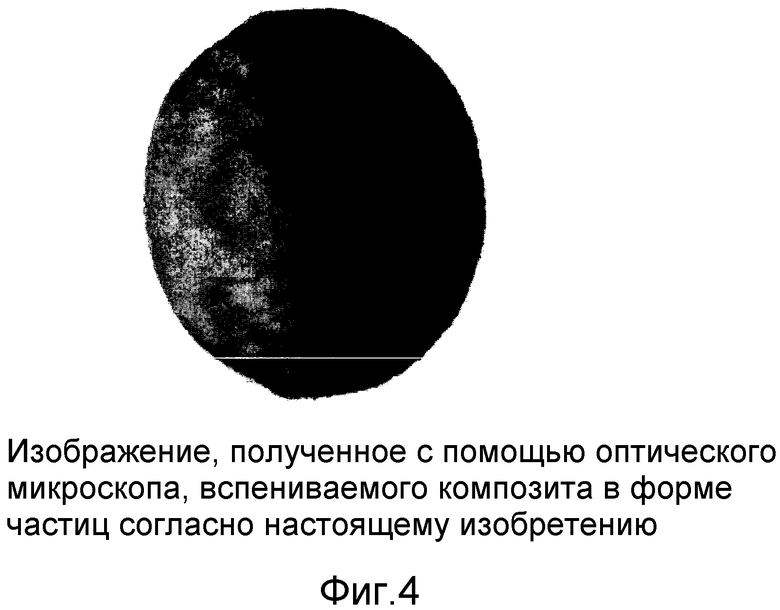
Изобретение относится к вспениваемым гранулированным композитным материалам на основе винилароматических полимеров, имеющих улучшенные теплоизоляционные свойства, и к способу их получения (варианты). Композитный материал имеет плотность, меньшую чем 40 г/л, с содержанием закрытых пор, по меньшей мере, 60%. Кроме того, он характеризуется наличием гетерофазных участков, состоящих из материалов, неполностью смешиваемых с полимерной матрицей, и/или полостей, вкрапленных внутри полимерной матрицы. Причем указанные полости являются полостями газа и/или жидкости, состоящими в основном из вспенивающей системы, а внутри указанных гетерофазных участков неоднородно распределен графитовый материал со степенью графитизации, рассчитанной посредством формулы Майера-Меринга, по меньшей мере, равной 0,2. При этом полимерной матрицей является теплопластический синтетический полимер, содержащий, по меньшей мере, 60% по весу матрицы относительно суммарного веса полимера, полученного из винилароматического мономера. Грануляты по изобретению позволяют получить вспененные изделия с низкой плотностью, обладающие высокой теплоизоляционной способностью при минимальной толщине панели и со стоимостью, сравнимой с имеющимися в продаже продуктами. При этом вспенные изделия удовлетворяют техническим требованиям самозатухания В2 теста согласно инструкции DIN 4102 часть 2 с уменьшенным применением самозатухающих наполнителей. 10 н. и 23 з.п. ф-лы, 11 ил., 6 табл., 39 пр.
1. Вспениваемый гранулированный композитный материал, содержащий полимерную матрицу, подходящий для получения вспененных изделий, имеющих улучшенные теплоизоляционные свойства и плотность, меньшую чем 40 г/л, и содержание закрытых пор, по меньшей мере, 60%, определенное согласно ASTM D-2856, характеризуемый наличием гетерофазных участков, состоящих из материалов, не полностью смешиваемых с упомянутой полимерной матрицей, и/или полостей, вкрапленных внутри полимерной матрицы, в котором упомянутой полимерной матрицей является теплопластический синтетический полимер, содержащий, по меньшей мере, 60% по весу матрицы относительно суммарного веса полимера, полученного из винилароматического мономера, в котором упомянутый композитный материал содержит вспенивающую систему и неоднородно распределенный графитовый материал, имеющий степень графитизации, рассчитанную посредством формулы Майера-Меринга, по меньшей мере, равную 0,2, и высоту кристаллита LC002, равную 7-150 нм, и длину когерентности кристаллита La200, равную 10-200 нм, причем указанные полости являются полостями газа и/или жидкости, состоящими в основном из вспенивающей системы, и где внутри указанных гетерофазных участков вещества, не полностью смешиваемого с винилароматической матрицей, распределен графитовый материал.
2. Гранулированный композитный материал по п.1, в котором упомянутые полости имеют диаметры от 2 до 90 мкм и содержатся во вспениваемом композитном веществе с объемной долей от 0,5 до 20,0%.
3. Вспениваемый гранулированный композитный материал по п.2, в котором упомянутые полости газа и/или жидкости содержатся с объемной долей от 2,0 до 16,0%.
4. Вспениваемый гранулированный композитный материал по п.3, в котором упомянутые полости газа и/или жидкости содержатся с объемной долей от 3,0 до 13,0%.
5. Вспениваемый гранулированный композитный материал по п.1, в котором упомянутый не полностью смешиваемый материал содержится в количестве от 1 до 40% по весу винилароматической матрицы.
6. Вспениваемый гранулированный композитный материал по п.1, в котором упомянутый не полностью смешиваемый материал состоит из одного или более из следующих (со)полимеров:
a) блочные или статистические винилароматические сополимеры, выбранные из группы, состоящей из стирол-бутадиена, стирол-бутадиен-стирола, стирол-изопрена, стирол-изопрен-стирола, стирол-этилен-бутадиен-стирола (SEBS), сополимеров стирола и малеинового ангидрида, сополимеров стирола и бутилакрилата, высокопрочного полистирола (HIPS), акрилонитрил-бутадиен-стирола (ABS), стирол-акрилонитрила (SAN), стирол-этилен-пропилена (SEP);
b) полимеры на основе олефинов, выбранные из группы, состоящей из поли(этиленвинилацетата) (EVA), полипропилена, полиэтилена (РЕ), полибутилентерефталата (РВТ) или полиэтилентерефталата (PET) и соответствующих смесей и интерполимеров с полистиролом;
c) конденсационные (со)полимеры, выбранные из группы, состоящей из поликарбонатов и полиэфиров, метакриловых полимеров, полиамидов, полилактатов и соответствующих смесей.
7. Вспениваемый гранулированный композитный материал по п.1, в котором упомянутый не полностью смешиваемый материал состоит из одного или более из следующих материалов: полиалкиленгликоля, в котором алкенильная группа содержит от 2 до 5 атомов углерода и который имеет молекулярный вес от 400 до 10000, и эфиров, являющихся его производными; минеральных масел, петролатума, триглицеридов, нефтяного масла, воды, полибутиленовых синтетических жидкостей, насыщенных и ненасыщенных жирных кислот с соответствующими эфирами и солями; эфиров сорбитана.
8. Вспениваемый гранулированный композитный материал по п.1, в котором упомянутая вспенивающая система состоит из вспенивающего вещества или смеси вспенивающих веществ.
9. Вспениваемый гранулированный композитный материал по п.1, в котором упомянутый графитовый материал состоит главным образом из природного или искусственного графита, соединений, встраивающихся между слоями графита, вспененного графита, коллоидного графита, графитизированного кокса или смолы, пиролитического углерода, графитизированного углерода, углеродных нановолокон.
10. Вспениваемый гранулированный композитный материал по п.1, в котором содержание графитового материала изменяется от 1,0 до 30,0% по весу, рассчитанное относительно суммарного веса композитного материала.
11. Вспениваемый гранулированный композитный материал по п.9, который содержит вплоть до 15% по весу сажи относительно суммарного веса композитного материала.
12. Вспениваемый гранулированный композитный материал по п.1, который содержит вплоть до 40% по весу, относительно суммарного веса композитного материала, одного или более из следующих полимеров или сополимеров в качестве материалов, не смешивающихся полностью с указанной полимерной матрицей:
a) блочные или статистические винилароматические сополимеры, выбранные из стирол-бутадиена, стирол-бутадиен-стирола, стирол-изопрена, стирол-изопрен-стирола, стирол-этилен-бутадиен-стирола (SEBS), сополимеров стирола и малеинового ангидрида, сополимеров стирола и бутилакрилата, высокопрочного полистирола (HIPS), акрилонитрил-бутадиен-стирола (ABS), стирол-акрилонитрила (SAN), стирол-этилен-пропилена (SEP);
b) полимеры на основе олефинов, выбранные из поли(этиленвинилацетата) (EVA), полипропилена, полиэтилена (РЕ), полибутилентерефталата (РВТ) или полиэтилентерефталата (PET) и соответствующих смесей и интерполимеров с полистиролом;
c) конденсационные (со)полимеры, выбранные из поликарбонатов и полиэфиров, метакриловых полимеров, полиамидов, полилактатов и соответствующих смесей.
13. Вспениваемый гранулированный композитный материал по п.12, который содержит от 0,5 до 15% по весу, рассчитанных относительно суммарного веса композитного материала, бромированного органического соединения, содержащего бром в количестве, большем 30% по весу, и от 0,1 до 1,5% по весу, относительно суммарного веса композитного материала, соединения, содержащего одну или более лабильных связей между двумя атомами углерода, или между двумя атомами кислорода, или между двумя атомами азота.
14. Вспениваемый гранулированный композитный материал по п.13, в котором бромированным органическим соединением является гексабромциклододекан и соединением с лабильной связью является 2,3-диметил-2,3-дифенилбутан.
15. Вспениваемый гранулированный композитный материал по п.1, в котором гранулы имеют практически эллипсоидальную форму и коэффициент формы гранул изменяется от 0,6 до 0,99.
16. Вспениваемый гранулированный композитный материал по п.15, в котором коэффициент формы гранул изменяется от 0,7 до 0,98.
17. Вспениваемый гранулированный композитный материал по п.10, в котором содержание графитового материала изменяется от 2,0 до 15,0% по весу, рассчитанное относительно суммарного веса композитного материала.
18. Вспениваемый гранулированный композитный материал по п.1, у которого минимальная площадь смешения графитового материала от 35 до 3000 мкм2.
19. Вспениваемый гранулированный композитный материал по п.18, у которого минимальная площадь смешения изменяется от 45 до 1000 мкм2.
20. Вспениваемый гранулированный композитный материал по п.1, в котором графитовый материал имеет степень графитизации, рассчитанную посредством формулы Майера-Меринга, от 0,3 до 0,95.
21. Композитная пена для теплоизоляции, полученная из вспениваемых гранулированных композитных материалов, по любому из пп.1-20, имеющая плотность, меньшую чем 40 г/л, и содержание закрытых пор, по меньшей мере, 60%, как определено согласно ASTM D-2856.
22. Способ получения вспениваемых гранулированных композитных материалов по любому из пп.1-20, включающий следующие стадии:
a) полимеризацию в массе/растворе винилароматического мономера, необязательно сомономеров, вместе с графитовым материалом, чью основную часть подают в виде концентрата и чей остаток подают как есть;
b) дегазирование упомянутого частично прореагировавшего полимера в дегазаторе;
c) охлаждение полученной в результате композиции до температуры от Тс -25°C до Тс +25°C, где Tc является критической температурой вспенивающей системы;
a) добавление упомянутой вспенивающей системы к охлажденной композиции (c) и, необязательно, других наполнителей, выбранных из винилароматических и невинилароматических полимеров, огнезащитных веществ, антиоксидантов, зародышей кристаллизации или смазывающих агентов, поддерживая давление выше критического давления вспенивающей системы;
e) смешение упомянутых наполнителей и упомянутой вспенивающей системы с полимерной композицией посредством статических или динамических смесителей предпочтительно в течение минимального времени пребывания, равного 2 мин;
f) необязательно охлаждение полученной в результате смеси до, температуры, по меньшей мере, на 50°C выше температуры стеклования винилароматического полимера;
g) экструзию упомянутой смеси через матричные отверстия, причем диаметры упомянутых отверстий от 0,3 до 1,5 мм;
h) измельчение упомянутой экструдированной смеси до гранул, имеющих объем 0,03 до 8 мм3, посредством ряда вращающихся ножей в грануляторе с прерываемой струей воды, находящемся под давлением выше 1,5 изб. бар.
23. Способ получения вспениваемых гранулированных композитных материалов по любому из пп.1-20, включающий следующие стадии:
(a) полимеризацию в массе/растворе винилароматического мономера и необязательно сомономеров;
(b) добавление к частично прореагировавшему полимеру графитового материала, чью основную часть подают в виде концентрата и чьей остаток подают как есть;
(c) дегазирование упомянутого частично прореагировавшего полимера в дегазаторе;
(d) охлаждение полученной в результате композиции до температуры от Тс -25°C до Тс +25°C, где Tc является критической температурой вспенивающей системы;
(e) добавление указанной вспенивающей системы к охлажденной композиции (c) и, необязательно, других добавок, выбранных из группы, состоящей из винилароматических и невинилароматических полимеров, огнезащитных веществ, антиоксидантов, зародышей кристаллизации или смазывающих агентов, поддерживая давление выше критического давления вспенивающей системы;
(f) смешивание указанных добавок и указанной вспенивающей системы с полимерной композицией при помощи статических или динамических смесителей для выбранного минимального времени пребывания, равного 2 мин;
(g) необязательно, охлаждение образующейся смеси до по меньшей мере 50°C выше температуры стеклования винилароматического полимера;
(h) экструдирование указанной смеси через матричные отверстия, диаметр которых от 0,3 до 1,5 мм;
(i) измельчение указанной экструдированной смеси на гранулы, имеющие объем от 0,03 до 8 мм3, при помощи ряда вращающихся ножей в грануляторе прерывистого водяного орошения под давлением более 1,5 изб. бар.
24. Способ получения вспениваемых композитных материалов в форме частиц по любому из пп.1-20, включающий следующие стадии:
i) полимеризацию в массе/растворе винилароматического мономера и необязательно сомономеров;
ii) дегазирование упомянутого частично прореагировавшего полимера в дегазаторе;
iii) охлаждение полученной в результате композиции до температуры от Тс -25°C до Тс +25°C, где Tc является критической температурой вспенивающей системы;
iv) получение бокового потока, содержащего графитовый материал, чью основную часть подают в виде концентрата, а оставшуюся часть - как есть, и необязательно другие добавки, выбранные из винилароматических и невинилароматических полимеров, огнезащитных веществ, антиоксидантов, зародышей кристаллизации или смазывающих агентов;
v) добавление вспенивающей системы и бокового потока (iv) к охлажденной композиции (iii), поддерживая давление выше критического давления вспенивающей системы,
vi) смешивание указанных добавок и указанной вспенивающей системы с полимерной композицией при помощи статических или динамических смесителей для выбранного минимального времени пребывания, равного 2 мин;
vii) необязательно, охлаждение образующейся смеси до по меньшей мере 50°C выше температуры стеклования винилароматического полимера;
viii) экструдирование указанной смеси через матричные отверстия, диаметр которых от 0,3 до 1,5 мм;
ix) измельчение указанной экструдированной смеси на гранулы, имеющие объем от 0,03 до 8 мм3, при помощи ряда вращающихся ножей в грануляторе прерывистого водяного орошения под давлением более 1,5 изб. бар.
25. Способ получения вспениваемых композитных материалов в форме частиц по любому из пп.1-20, включающий следующие стадии:
A) полимеризацию в массе/растворе винилароматического мономера и, необязательно, сомономеров;
B) дегазирование упомянутого частично прореагировавшего полимера в дегазаторе;
C) охлаждение полученного в результате композиции до температуры от Tc -25°C до Tc +25°C, где Tc является критической температурой вспенивающей системы;
D) получение бокового потока, содержащего графитовый материал, чью основную часть подают в виде концентрата, а оставшуюся часть - как есть, и, необязательно, другие добавки, выбранные из группы, состоящей из винилароматических и невинилароматических полимеров, огнезащитных веществ, антиоксидантов, зародышей кристаллизации или смазывающих агентов;
E) добавление вспенивающей системы и смешение ее с боковым потоком;
F) добавление полученного в результате потока к потоку основного полимера, поддерживая давление выше критического давления вспенивающей системы; и
G) смешивание указанных добавок и указанной вспенивающей системы с полимерной композицией при помощи статических или динамических смесителей для выбранного минимального времени пребывания, равного 2 мин;
H) необязательно, охлаждение образующейся смеси до по меньшей мере 50°C выше температуры стеклования винилароматического полимера;
I) экструдирование указанной смеси через матричные отверстия, диаметр которых от 0,3 до 1,5 мм;
J) измельчение указанной экструдированной смеси на гранулы, имеющие объем от 0,03 до 8 мм3, при помощи ряда вращающихся ножей в грануляторе прерывистого водяного орошения под давлением более 1,5 изб. бар.
26. Способ по любому из пп.22-25, в котором винилароматический мономер, и необязательно сомономеры, полимеризуют до достижения степени превращения от 60 до 90%.
27. Способ получения вспениваемых композитных материалов в форме частиц по любому из пп.1-20, включающий следующие стадии:
подачу винилароматического полимера в экструдер, необязательно вместе с другими (со)полимерами;
охлаждение полученной в результате композиции до температуры от Tc -25°C до Tc +25°C, где Tc является критической температурой вспенивающей системы;
получение бокового потока, содержащего графитовый материал, чью основную часть подают в виде концентрата, а оставшуюся часть - как есть, и, необязательно, другие добавки, выбранные из группы, состоящей из винилароматических и невинилароматических полимеров, огнезащитных веществ, антиоксидантов, зародышей кристаллизации или смазывающих агентов;
- добавление вспенивающей системы и бокового потока (iv) к охлажденной композиции (iii) и поддерживание давление выше критического давления вспенивающей системы; vi) смешивание указанных добавок и указанной вспенивающей системы с полимерной композицией при помощи статических или динамических смесителей для выбранного минимального времени пребывания, равного 2 мин;
- необязательно, охлаждение образующейся смеси до по меньшей мере 50°C выше температуры стеклования винилароматического полимера;
- экструдирование указанной смеси через матричные отверстия, диаметр которых от 0,3 до 1,5 мм;
- измельчение указанной экструдированной смеси на гранулы, имеющие объем от 0,03 до 8 мм3, при помощи ряда вращающихся ножей в грануляторе прерывистого водяного орошения под давлением более 1,5 изб. бар.
28. Способ получения вспениваемых композитных материалов в форме частиц по любому из пп.1-20, включающий следующие стадии:
a1) подачу винилароматического полимера в экструдер, необязательно вместе с другими (со)полимерами;
b1) полимеризация винилароматического полимера, и необязательно сомономеров, до достижения степени превращения от 60 до 90%;
c1) дегазирование упомянутого частично прореагировавшего полимера (b1) в дегазаторе;
d1) смешение полимерного потока стадии (a1) с потоком, полученным на стадии (c1), при соотношении масс (a1):(c1) от 5:95 до 45:55; и
e1) охлаждение полученной в результате композиции до температуры от Tc -25°C до Tc +25°C, где Tc является критической температурой вспенивающей системы;
f1) получение бокового потока, содержащего графитовый материал, чью основную часть подают в виде концентрата, а оставшуюся часть - как есть, и, необязательно, другие добавки, выбранные из группы, состоящей из винилароматических и невинилароматических полимеров, огнезащитных веществ, антиоксидантов, зародышей кристаллизации или смазывающих агентов;
g1) добавление вспенивающей системы и бокового потока (iv) к охлажденной композиции (iii), поддерживание давление выше критического давления вспенивающей системы; vi) смешивание указанных добавок и указанной вспенивающей системы с полимерной композицией при помощи статических или динамических смесителей для выбранного минимального времени пребывания, равного 2 мин;
h1) необязательно, охлаждение образующейся смеси до по меньшей мере 50°С выше температуры стеклования винилароматического полимера;
i1) экструдирование указанной смеси через матричные отверстия, диаметр которых от 0,3 до 1,5 мм;
j1) измельчение указанной экструдированной смеси на гранулы, имеющие объем от 0,03 до 8 мм3, при помощи ряда вращающихся ножей в грануляторе прерывистого водяного орошения под давлением более 1,5 изб. бар.
29. Способ получения вспениваемых композитных материалов в форме частиц по п.27 или 28, в котором вплоть до 50% по весу полимеров, подведенных в упомянутый экструдер, состоят из вспениваемого полистирола в форме частиц, имеющего неподходящий размер частиц, и отходов.
30. Способ получения вспениваемых композитных материалов в форме частиц по любому из пп.1-20, включающий следующие стадии:
a2) полимеризацию винилароматического мономера, и необязательно сомономеров, до достижения степени превращения от 60 до 90%;
b2) дегазирование упомянутого частично прореагировавшего полимера в дегазаторе;
c2) подвод графитового материала, чью основную часть подают в виде концентрата, а оставшуюся часть подают как есть, и необязательно других наполнителей в емкость дегазатора, с соответствующей выгрузкой дегазированного полимера, и
d2) охлаждение полученной в результате композиции до температуры от Tc -25°C до Tc +25°C, где Tc является критической температурой вспенивающей системы;
e2) добавление вспенивающей системы к охлажденной композиции (c) и, необязательно, других добавок, выбранных из группы, состоящей из винилароматических и невинилароматических полимеров, огнезащитных веществ, антиоксидантов, зародышей кристаллизации или смазывающих агентов, поддерживая давление выше критического давления вспенивающей системы;
f2) смешивание указанных добавок и указанной вспенивающей системы с полимерной композицией при помощи статических или динамических смесителей для выбранного минимального времени пребывания, равного 2 мин;
g2) необязательно, охлаждение образующейся смеси до по меньшей мере 50°C выше температуры стеклования винилароматического полимера;
h2) экструдирование указанной смеси через матричные отверстия, диаметр которых от 0,3 до 1,5 мм;
i2) измельчение указанной экструдированной смеси на гранулы, имеющие объем от 0,03 до 8 мм3, при помощи ряда вращающихся ножей в грануляторе прерывистого водяного орошения под давлением более 1,5 изб. бар.
31. Способ получения вспениваемых композитных материалов в форме частиц по любому из пп.1-20, включающий следующие стадии:
a3) полимеризацию винилароматического мономера и необязательно сомономеров до достижения степени превращения от 60 до 90%;
b3) дегазирование упомянутого частично прореагировавшего полимера в дегазаторе;
c3) добавление графитового материала, чья основную часть подают в виде концентрата, а оставшуюся часть подают как есть, и необязательно других наполнителей к дегазированному полимеру (b3) в выгружаемый поток насоса, который собирает композицию из дегазатора; и
d3) охлаждение полученной в результате композиции до температуры от Tc -25°C до Tc +25°C, где Tc является критической температурой вспенивающей системы;
e3) добавление вспенивающей системы к охлажденной композиции (c) и, необязательно, других добавок, выбранных из группы, состоящей из винилароматических и невинилароматических полимеров, огнезащитных веществ, антиоксидантов, зародышей кристаллизации или смазывающих агентов, поддерживая давление выше критического давления вспенивающей системы;
f3) смешивание указанных добавок и указанной вспенивающей системы с полимерной композицией при помощи статических или динамических смесителей для выбранного минимального времени пребывания, равного 2 мин;
g3) необязательно, охлаждение образующейся смеси до по меньшей мере 50°C выше температуры стеклования винилароматического полимера;
h3) экструдирование указанной смеси через матричные отверстия, диаметр которых от 0,3 до 1,5 мм;
i3) измельчение указанной экструдированной смеси на гранулы, имеющие объем от 0,03 до 8 мм3, при помощи ряда вращающихся ножей в грануляторе прерывистого водяного орошения под давлением более 1,5 изб. бар.
32. Способ по любому из пп.22-31, в котором концентрат графитового материала получают согласно следующим стадиям:
a4) смешение графитового материала с наполнителями, выбранными из винилароматических и невинилароматических полимеров, производных гликолей, жирных кислот и соответствующих эфиров, и наполнителей, таких как сгустители, диспергаторы, смазывающие агенты, огнезащитные вещества, антиоксиданты и зародыши кристаллизации; и
b4) нагревание смеси до такой температуры, что полученная в результате композиция находится в расплавленной фазе, и при таком давлении, что паровая фаза составляет менее чем 1% по весу относительно суммарного веса смеси.
33. Способ получения вспениваемых композитных материалов в форме частиц по любому из пп.22-32, в котором графитовый материал подают в виде концентрата в соотношении от 80 до 100% по весу относительно суммарного веса графитового материала, причем оставшиеся 0-20% подают, как есть.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| БЕЛЕНКОВ Е.А | |||
| и др | |||
| Компьютерное моделирование изменения структуры графита при механическом размоле // Известия ЧНЦ | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| RU 2004127927 A, 27.06.2005 | |||
| US 6521672 B1, 18.02.2003 | |||
| US 6037400 A, 14.03.2000 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

