Настоящее изобретение относится к электромагнитной импульсной сварочной катушке, содержащей область с высокой плотностью тока и перенастройкой катушки, по меньшей мере, с одной областью с низкой плотностью тока, а также к способу продления срока службы такой катушки.
Формирование / сварка электромагнитных импульсов - это процесс формования и / или сварки металлических деталей, в котором сильные переменные магнитные поля вызывают сильные вихревые токи в обрабатываемой детали в желаемых местах, которые должны быть сформированы, причем благодаря соединению вихревых токов с этими индуктивными полями, высокая сила тока прикладывается к области заготовки, которая должна быть сформирована. Согласно известному закону Ленца, эта сила направлена в сторону от источника генерирования тока. Его сила, с одной стороны, пропорциональна напряженности поля индуцирующего магнитного поля и, с другой стороны, пропорциональна изменению этой напряженности поля во времени.
Из уровня техники известно, что генерирование этого магнитного поля, используемого для формирования деталей, посредством плоских катушек, имеющих две взаимно смежные обмотки, на которые подается питание с изменяющимся во времени, обычно синусоидальным током. Для достижения желаемой высокой напряженности поля, с одной стороны, и, с другой стороны, для получения четко определенной области формирования, эти катушки имеют такую форму, что они содержат по меньшей мере один узкий мост, который при соединении последовательно с областями более широкого поперечного сечения, влияют на плотность тока и, следовательно, приводят к высокой плотности тока в области моста. Такие катушки последовательно обозначаются как «катушки импульсной сварки», хотя они, как правило, также подходят для чистого формования заготовки. Напряженность поля магнитного поля, которое в конечном итоге приводит к формированию детали, а также его изменение во времени, прямо пропорционально этой плотности тока, и, следовательно, сила, действующая на заготовку, увеличивается пропорционально квадрату амплитуды плотности тока. Соответственно, в конструкции импульсных сварочных катушек предпринимаются усилия для использования как можно более узких мостов.
В отличие от вышесказанного, однако, существует тот факт, что материал катушки также подвергается высоким механическим напряжениям из-за высокой плотности тока и тепловых напряжений, а также из-за силы, действующей на катушку со стороны заготовки, что приводит к быстрой усталости области нагруженной высокой плотностью тока, то есть обычно узкими мостами. Это неблагоприятно ограничивает срок службы таких импульсных сварочных катушек.
Эта проблема давно известна в предшествующем уровне техники, и для ее решения предпринимались различные меры. Например, в опубликованной японской заявке JP 2004-342535 A раскрыта катушка импульсной сварки, в которой катушка, нагруженная высокой плотностью тока, встроена в непроводящую конструкцию, которая поддерживает ее механически, и может также охлаждаться посредством активного охлаждения. Однако разработанная таким образом катушка для импульсной сварки является очень толстой по сравнению с плоскими катушками для импульсной сварки, которые обычно являются предпочтительными, и также сложна как в производстве, так и в эксплуатации. Во-первых, потому что механическая опорная структура из непроводящего материала должна быть сформирована вокруг фактической катушки импульсной сварки, а во-вторых, поскольку должна быть предусмотрена активная система охлаждения, состоящая из каналов охлаждающей жидкости и циркуляционного насоса, которая должна быть соединена, заполнена и, все указанные элементы должны обслуживаться.
В опубликованной заявке JP 2010/110814 A предлагается поместить катушку для импульсной сварки, которая сама по себе известна, с узким мостом катушки, который расположен симметрично между областями низкой плотности тока, между двумя заготовками для обработки с обеих сторон. Таким образом, силы, которые прикладываются к катушкам или к мосту катушки, соответственно, посредством заготовок, частично разъединяют друг друга, и механическая нагрузка или изгиб моста катушки исключаются или, по меньшей мере, уменьшаются. Однако это не всегда может быть реализовано, например, в случае, когда присутствует только одна обрабатываемая деталь, или в случае особой ориентации обрабатываемой детали или двух заготовок, которые должны быть соединены друг с другом.
В европейском патенте EP 2670554 B1 описаны плоские импульсные сварочные катушки, в которых промежуток между мостиком катушки узкого поперечного сечения, нагруженного высокой плотностью тока, и частью катушки с большим поперечным сечением, в которой плотность тока соответственно ниже, заполнена охлаждающим изолятором. Под этим подразумевается электрический изолятор, который, однако, обладает высокой теплопроводностью. Материалами, имеющими такие свойства, являются, например, нитрит бора или нитрит алюминия. При такой конструкции преимущественно достигается то, что тепло, генерируемое в области, нагруженной высокой плотностью тока, рассеивается с помощью высокотеплопроводного материала в оставшейся части катушки. Кроме того, между мостом катушки и остальной частью катушки создается механическое соединение, так что последняя не может быть изогнута реактивными силами, действующими от заготовки. В отличие от вышеупомянутого решения с активным охлаждением, тем не менее может сохраняться плоская конструкция катушки.
Использование импульсных сварочных катушек для одновременной обработки двух заготовок может быть возможным в отдельных приложениях, однако, как уже видно из примеров, упомянутых выше, это как правило не является решением проблемы механического напряжения узкого моста катушки. Решение, предложенное в вышеупомянутой патентной литературе, должно быть предпочтительным, однако имеет тот недостаток, что в случае охлаждающего изолятора материал, который трудно обрабатывать, должен быть вставлен в катушку для импульсной сварки, что увеличивает производственные затраты и время. Хотя срок службы увеличивается в большей степени, чем затраты на производство, все еще существует потребность в катушке для импульсной сварки, которая может иметь плоскую конструкцию, проста и экономична в изготовлении, и, тем не менее, обеспечивает длительный эффективный срок службы.
В связи с вышеизложенным, целью настоящего изобретения является создание такой катушки для импульсной сварки.
Эта цель достигается с помощью электромагнитной импульсной сварочной катушки, в которой области, нагруженные высокой плотностью тока, например мост катушки, разъемно соединены с остальной частью катушки. Таким образом, можно заменять области с высоким напряжением, когда происходит усталость материала или даже разрушение материала, и продолжать использовать оставшуюся часть катушки, что, в соответствии со значительно более низкими нагрузками в сочетании с большей упругостью, зависящей от размера, позволяет иметь многократно больший срок службы, чем срок службы у области с высокой плотностью тока.
Согласно изобретению предусмотрена, по меньшей мере, одна сменная, то есть разъемно соединенная область, которая нагружена высокой плотностью тока. Однако в катушке для импульсной сварки, которая содержит множество таких областей, возможно, спроектировать все области так, чтобы они могли быть заменены посредством разъемных соединений.
В случае катушек с двойной обмоткой, которые содержат две области катушки с большим поперечным сечением и соответственно более низкой плотностью тока, это обычно U-образная форма и симметричная форма. В плоскости симметрии катушки расположен узкий мост катушки, который концентрирует ток во время импульса сварочного тока и, таким образом, по меньшей мере, секция за секцией, достигается высокая плотность тока и, следовательно, напряженность поля. Настоящее изобретение теперь предлагает сделать этот мост катушки заменяемым, соединяя его разъемным образом с остальной частью катушки. Для этого, с одной стороны, учитывается использование соединительных средств, а с другой стороны, применяется съемное крепление с другими средствами.
Каркас включает в себя, например, крепление с помощью винтов или болтов с резьбой, которые вводятся в углубления или отверстия, которые предусмотрены для этой цели, в первую очередь в области или мостовой обмотке, которая нагружена высокой плотностью тока и, во-вторых, только в оставшейся части катушки и фиксируются на противоположной стороне с помощью контргайек. Затягивание гаек с максимально возможным крутящим моментом обеспечивает поверхностный контакт между проводящими поверхностями моста катушки и остальной частью катушки, что очень важно для предотвращения паразитных сопротивлений при высоких токах, используемых в импульсной сварке.
В качестве альтернативы контргайке, резьба винта или болта с резьбой может также входить в резьбовое отверстие, вводимое либо в оставшуюся часть катушки, либо в мост катушки, причем резьбовой болт или винт сначала направляются через эту часть или мост катушки или оставшаяся часть катушки, которая не снабжена внутренней резьбой, а затем привинчена к другой части, которая снабжена внутренней резьбой.
Здесь, как и при использовании контргайки, необходимо позаботиться о том, чтобы обеспечить как можно более плотную посадку, чтобы установить местный контакт.
В качестве альтернативы или вместе с использованием винтов или болтов с резьбой деталь, нагруженная высокой плотностью тока, в частности перемычка катушки, и остальная часть катушки также могут быть разъемно соединены путем соединения. Для достижения максимально возможной площади контакта в настоящем изобретении предлагается снабдить перемагничивающий элемент катушки углублением или углублением, которые дополняют первую концевую область моста катушки, которая может простираться на значительную часть длины катушки моста.
Выемка или углубление также может иметь поперечное сечение, которое проходит в направлении вставки моста катушки и, в сочетании с поперечным сечением первого конца моста катушки, который также сужается в форме клина ближе к концу, приводит к лучшему фрикционному соединению и большему размеру контакта двух частей друг с другом. Это особенно актуально, если углубление выполнено в виде непрерывного отверстия в оставшейся части катушки, в которое полотно катушки соединяется с одной стороны, и после полного введения снова появляется на другой стороне. Здесь его можно закрепить с помощью фиксирующего штифта или болта, который, если он также выполнен в форме клина, приводит к увеличению контактного давления. Аналогичным образом, с помощью зажимных губ тисков можно повлиять на натяжение моста.
За исключением однообмоточной катушки из известного уровня техники, которая, как описано выше, содержит две пассивные части, которые обычно симметричны, с низкой плотностью тока и узким мостом катушки, который присутствует в катушке в одной симметрии, возможны и другие конструкции, в которых также может быть использован принцип, предложенный настоящим изобретением. Вариант осуществления изобретения такого типа представляет собой двухобмоточную катушку, содержащую две зеркально-симметричные частичные катушки, каждая частичная катушка содержит область с большим поперечным расширением, то есть ширину, и, соответственно, низкую плотность тока и мост катушки, который параллелен первой области, с небольшим боковым расширением или шириной и соответственно высокой плотностью тока. Две частичные катушки расположены так, что их мосты катушек параллельны на небольшом расстоянии друг от друга и электрически соединены последовательно, соединены с генератором импульсного тока, причем следует отметить, что ток в двух мостах катушек течет в то же направление.
По сравнению с катушкой с одной обмоткой, эта полная система имеет то преимущество, что поперечное сечение перемычки может быть дополнительно уменьшено, а плотность тока может быть соответственно увеличена, кроме того, благодаря расстоянию между перемычками катушки. В случае заготовки, расположенной на небольшом расстоянии над мостом катушки, область с наивысшей плотностью вихревых токов, которая также подвергается ускорению, отграничена более резко, чем в случае катушки с одной обмоткой. Таким образом, может быть достигнуто то, что обрабатываемая деталь, которая должна быть деформирована или приварена к противовесу, обрабатывается в явно заданной области, чем это было бы возможно с катушкой с одной обмоткой. Путем изменения расстояния между двумя частичными катушками, ширина области, которая должна деформироваться, или сварного шва, также может изменяться в определенной степени. В соответствии с изобретением полотно катушки каждой из частичных катушек разъемно соединено с остальной частью частичной катушки, например, одним из способов, описанных выше.
Существенное преимущество катушки электромагнитной импульсной сварки в соответствии с настоящим изобретением, очевидно, заключается в том, что области с наибольшей плотностью тока, которые обычно устают наиболее быстрыми во время работы и способствуют низкому сроку службы катушки импульсной сварки, являются заменяемыми. Поэтому выгодно избегать того, что катушка в целом должна быть переставлена и может быть повторно использована, даже если остальная часть катушки имеет только меньшую плотность тока и, соответственно, имеет намного более длительный срок службы, чем мост катушки. При использовании конвейера требуется лишь повторная замена только сравнительно небольшой детали, которая проста в изготовлении, что экономит материал и затраты. Кроме того, замена катушки моста также может быть выполнена значительно быстрее, чем замена всей катушки, по этой причине, например, после усталостного разрушения катушки моста, производство прекращается только в течение более короткого периода времени, чем в случае обычной катушки.
Преимущественные варианты осуществления изобретения, которые могут быть реализованы индивидуально или в комбинации, более подробно описаны ниже.
Катушка импульсной сварки в соответствии с настоящим изобретением имеет плоскую форму, например, вырезанную из металлического листа. Область высокой плотности тока может быть предпочтительно выполнена в виде узкой перемычки, которая особенно предпочтительно содержит расширенную концевую область, с которой она разъемно соединена с остальной частью катушки. Это увеличивает площадь контактной поверхности, что, во-первых, облегчает передачу тока от остальной части катушки в мост катушки, в частности уменьшает паразитные омические сопротивления, и, во-вторых, также улучшает рассеивание механических нагрузок от полотна катушки до остальной части катушки.
Для разъемного соединения области, нагруженной высокой плотностью тока, в частности перемычки катушки, в настоящем изобретении предлагается соединить ее через винтовое или штекерное соединение с остальной частью катушки.
Винтовое соединение посредством винтов или болтов с резьбой может быть выполнено так, что они направляются через одно или несколько совмещенных отверстий или отверстий в стенке катушки и оставшейся части катушки и фиксируются с противоположной стороны с помощью контргайки. Также возможно обеспечить мост катушки, остаток катушки или оба с резьбовыми отверстиями, в которые ввинчиваются винты или болты с резьбой. При таком решении предпочтительно привинчивать резьбу к перемычке катушки, поскольку тогда при замене перемычки катушки также может быть заменена резьба, которая могла быть повреждена при затягивании и повторном откручивании болта с резьбой.
Также возможно резьбовое отверстие, в оставшейся части катушки, в которое ввинчивается болт, вставленный через отверстие в перемычке. Это решение предлагает то преимущество, что при замене мостика катушки болт можно вводить сверху, а мостик можно укладывать на остальную часть катушки.
Для крепления катушечного моста предпочтительно использовать более одного винта.
Альтернативно, предпочтительно вставлять область, которая нагружена высокой плотностью тока, в частности мост катушки, в углубление, которое дополняет его, или в непрерывное отверстие оставшейся части катушки. Особенно предпочтительно чтобы катушечный мост фиксировался на стороне, лежащей напротив стороны вставки, посредством фиксирующего штифта или клина, от случайного вытягивания или выпадения и, с использованием фиксирующего клина, в сочетании с поперечным сечением мост катушки, который сужается в форме клина, и отверстие в оставшейся части катушки, которая его принимает, связано с высоким контактным давлением в оставшейся части катушки.
Для дальнейшего уменьшения паразитных омических сопротивлений в точке соединения между сменными областями высокой плотности тока и остальной частью катушки может быть вставлена проводящая паста или другие средства для увеличения эффективной площади контактной поверхности.
Катушка согласно изобретению может быть зеркально симметричной. Предпочтительно, чтобы остаток катушки был выполнен в виде U-образной металлической детали с по существу прямоугольным поперечным сечением, ширина которого во всех точках превышает ширину поперечного сечения области, которая нагружена высокой плотностью тока, предпочтительно в 3 - 1000 раз.
Другой предпочтительный вариант осуществления представляет собой катушку для импульсной сварки, в которой присутствует только L-образная область с низкой плотностью тока, причем область с высокой плотностью тока разъемно соединена с короткой ножкой в ее концевой области и проходит параллельно и прилегает к более длинной ноге.
Чтобы дополнительно увеличить срок службы катушки в соответствии с заявленным изобретением, предлагается спроектировать поперечное сечение остальной части катушки, то есть области низкой плотности тока и области соединения с областью высокой плотности тока или моста катушки, а также для проектирования моста катушки таким образом, чтобы поперечное сечение непрерывно изменялось в профиле катушки. Особенно предпочтительным является изменение поперечного сечения непрерывно дифференцируемым образом. Это означает, что в профиле катушки предпочтительно нет резких изменений размеров площади поперечного сечения и особенно предпочтительно также отсутствуют изгибы. Возможный и особенно предпочтительный вариант осуществления изобретения состоит в том, чтобы обеспечить проектирование всех внутренних углов остальной части катушки и моста катушки с закругленными углами, причем радиус кривизны предпочтительно приблизительно должен соответствовать ширине моста катушки.
Предлагается продлить срок службы электромагнитной импульсной сварочной катушки согласно прдлагаемому изобретению со сменным мостом катушки, например, если мост катушки сломан, или, по крайней мере, заметно деформирован или утомлен, чтобы отсоединить его и извлечь из него основание катушки и снова подключить вновь предоставленный, обычно идентичный мост катушки к оставшейся части катушки. В частности, те области катушки, на которые воздействует высокая плотность тока, подвержены сильному износу. Это относится, в частности, к катушке моста. После такой быстрой замены моста катушки катушка может продолжать работать.
Дополнительные подробности и признаки настоящего изобретения описаны более подробно ниже со ссылкой на чертежах примерных вариантов осуществления изобретения. Они предназначены только для иллюстрации настоящего изобретения и никоим образом не ограничивают его область применения.
На фигурах показаны:
На Фиг. 1 показан трехсторонний вид первого предпочтительного варианта осуществления катушки для импульсной сварки в соответствии с настоящим изобретением.
На Фиг. 2 показана замена катушечного моста в варианте осуществления изобретения из Фиг. 1.
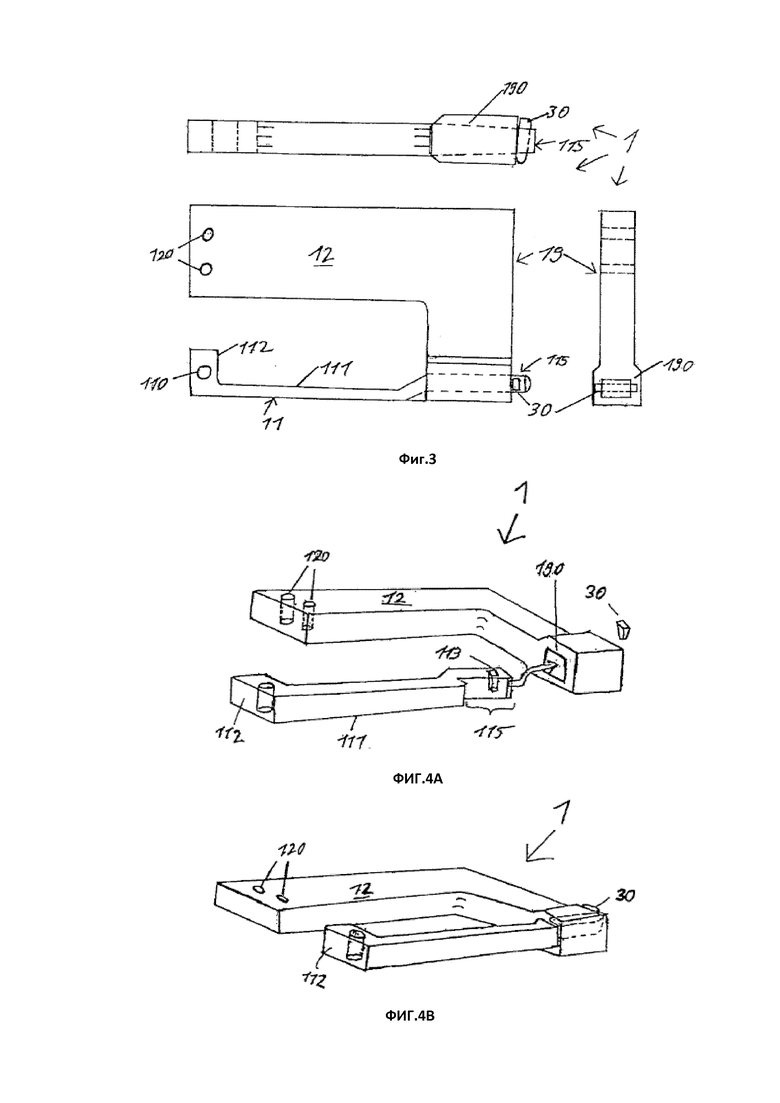
На Фиг. 3 показан предпочтительный вариант осуществления катушки импульсной сварки согласно изобретению с L-образной областью низкой плотности тока, в которой мост катушки закреплен посредством штекерного соединения.
На Фиг. 4 показана установка моста катушки в варианте осуществления катушки согласно варианту осуществления изобретения, показанному на Фиг. 3.
На Фиг. 1 в трех видах показан предпочтительный вариант осуществления катушки для импульсной сварки согласно изобретению с U-образной областью низкой плотности тока, для которой в одной плоскости симметрии катушки мост катушки с контуром в форме гантели представляет собой крепится с помощью болтов с резьбой на одном из двух концов.
Как и на виде сверху, показанном на частичной Фигуре B, сменный мост 11 катушек имеет двойной зеркально-симметричный контур в форме гантели с тонкой центральной частью 111 и более широкими концевыми пластинами 112. В каждой концевой пластине 112 в каждом случае имеются два отверстия 110. Остальная часть катушки 19, включающая две части 12, которые проходят параллельно мосту катушки и нагружены низкой плотностью тока, имеет U-образный контур зеркально-симметричного знака. На каждом конце U-образных ножек, а также в вершине внутренней области пара отверстий 120 в каждом случае вводится зеркально симметрично плоскости симметрии S.
Катушечный мост 11 разъемно соединен с остальной частью катушки 19 путем размещения концевой пластины 112 в области вершин U-образной внутренней области так, чтобы отверстия 110 катушечного моста 11 были совмещены с резьбовыми отверстиями 120 остаток катушки 19, резьбовые болты вставляются сверху через отверстие 110 и ввинчиваются в резьбовые отверстия 120. Таким образом, получается катушка импульсной сварки с двумя ножками большого поперечного сечения и мостом катушки малого поперечное сечение, которое расположено центрально и симметрично. Отверстия 110, которые вводятся в концевую пластину 112, которая обращена в сторону от закрепленного конца, служат для крепления моста с источником импульсного тока, а также отверстия 120 в концевых областях ножек остальной части катушки. 19. Как видно на видах сбоку на частичных Фигурах B и C, мост катушки установлен на оставшейся части катушки и, следовательно, прикреплен к ней вертикально смещенным.
Также желательно ввести ступенчатую выемку, которая дополняет концевую пластину 112, в область вершин пассивной части 119, так что мост катушки лежит в основном в той же плоскости, что и остальная часть катушки. Преимущество этого заключается в более низкой конструктивной высоте всей катушки, однако это связано с более высокими производственными затратами для пассивной части, а также уменьшит высоту отверстий с резьбой, в результате чего больше невозможно достичь такого высокая сила натяжения резьбовых болтов или винтов, к которой соединен мост 11 катушки с остальной частью катушки 19.
Процесс замены моста катушки показан на Фиг. 2. На частичном виде А показана катушка импульсной сварки согласно изобретению со сменным мостом 11, который, как указано, должен быть заменен из-за усталости материала. Для этого болты 20 высвобождаются, а мост 11 катушки удаляется (частичный вид B).
Предусмотрен новый мост 11' катушки, установленный с концевой пластиной 112 в области вершин U-образного остатка катушки 19, так что отверстия 110 совмещены с резьбовыми отверстиями 120, как показано стрелкой на частичном виде B, который указывает в направлении остальной части катушки 19. Затем болты 20 вставляются через отверстия 110 в резьбовые отверстия 120 и плотно привинчиваются. Таким образом, замена моста завершена, и катушка в соответствии с настоящим изобретением доступна для дальнейшей сварки или формовки (частичный вид C).
На фиг. 3 показан еще один предпочтительный вариант осуществления катушки для импульсной сварки по настоящему изобретению. Он состоит из L-образной области с низкой плотностью тока 19 с непрерывным углублением 190, которое расположено в более короткой ножке, и частично сужается от одного конца к другому, в который вставлено полотно 11 катушки, которое состоит из одна концевая область - концевая область 115, которая дополняет углубление 190 и также сужается в форме клина. Тот конец перемычки 11, который противоположен конической концевой области 115, содержит концевую пластину 112 с непрерывными отверстиями 110 в ней. На том конце 115 моста 11, который вставлен в углубление 190, расположено отверстие 113, через которое вставляется крепежный клин 30 для защиты моста 11 от случайного скольжения или выпадания. Тем не менее закрепляющий клин 30, кроме того, служит для увеличения контактного давления и тем самым площадного контакта области 115 с внутренней стенкой отверстия 190. Внутренний угол L-образной области перехода между узкой центральной частью 111 и концевая пластина 112, а также переход между центральной частью и областью 115 закруглен, радиус кривизны соответствует приблизительно 10% длины и приблизительно соответствует ширине моста катушки.
На Фиг. 4 показан вид в перспективе, как мост 11 катушки из варианта осуществления по Фиг. 3 вставлен в дополнительное отверстие 190 в короткой ножке L-образного остатка катушки 19. На частичном виде А показано, как мост 11 катушки с областью 115 вводится в отверстия так, что концевая область 115 полностью входит в зацепление с отверстием 190. Для закрепления перемычки 11 крепежная часть 30 вставляется в конец, который выступает из части 19 на другую сторону, в отверстие 113, после чего достигается его конечное положение, показанное на частично в виде B.
Список ссылочных обозначений:
1 - Импульсная сварочная катушка;
11 - Область высокой плотности тока, мост катушки;
110 - Диаметр цилиндра;
111 - Мост, узкая центральная часть;
112 - Расширенная оконечная область;
115 - Оконечная область;
12 - Область низкой плотности тока;
120 - Отверстие, резьбовое отверстие;
19 - Остальная часть катушки;
190 - Выемка для моста катушки;
20 - Болт с резьбой;
30 - Крепежный клин.

Изобретение характеризует электромагнитную импульсную сварочную катушку, содержащую по меньшей мере одну область, выполненную в виде узкой перемычки, которая содержит расширенную концевую область, и остальную часть катушки, представляющую собой по меньшей мере одну L- или U-образную металлическую деталь прямоугольного поперечного сечения, а также способ повышения срока службы данной электромагнитной импульсной сварочной катушки. Техническим результатом является возможность обслуживания катушки, замены вышедшей из строя конструкционной детали и продление срока службы катушки при сохранении ее технических характеристик. 2 н. и 5 з.п. ф-лы, 5 ил.
1. Электромагнитная импульсная сварочная катушка, содержащая:
- по меньшей мере одну область, выполненную в виде узкой перемычки, которая содержит расширенную концевую область,
- остальную часть катушки, представляющую собой по меньшей мере одну L- или U-образную металлическую деталь прямоугольного поперечного сечения, при этом
область, выполненная в виде узкой перемычки, разъемно соединена с остальной частью катушки, а катушка имеет плоскую конструкцию.
2. Импульсная сварочная катушка по п. 1, отличающаяся тем, что область, выполненная в виде узкой перемычки, имеет форму моста.
3. Импульсная сварочная катушка по п. 1 или 2, отличающаяся тем, что разъемное соединение выполнено посредством винтов или болтов с резьбой, которые либо вставляются через отверстия без резьбы в области, выполненной в виде узкой перемычки, и остальной части катушки, и затягиваются с помощью контргайки, либо ввинчиваются в сформированное резьбовое отверстие в области, выполненной в виде узкой перемычки, или остальной части катушки и/или вставляются, в частности путем вставки части с областью, выполненной в виде узкой перемычки, с расширенной концевой областью в углубление, которое предназначено для формирования плоского контакта остальной части катушки.
4. Импульсная сварочная катушка по любому из пп. 1-3, отличающаяся тем, что имеет зеркальную симметрию.
5. Импульсная сварочная катушка по любому из пп. 1-4, отличающаяся тем, что имеет более чем одну область, выполненную в виде узкой перемычки.
6. Импульсная сварочная катушка по любому из пп. 1-5, отличающаяся тем, что ее профиль выполнен с непрерывно изменяющимся поперечным сечением.
7. Способ повышения срока службы электромагнитной импульсной сварочной катушки по любому из пп. 1-6, характеризующийся тем, что
а) соединение сломанной или деформированной съемной центральной части, выполненной в виде узкой перемычки, разрывают с остальной частью катушки, и сломанную или деформированную съемную центральную часть удаляют;
б) предусматривают новую съемную центральную часть катушки, которую соединяют с остальной частью катушки.
| СПОСОБ ПОЛУЧЕНИЯ КАТУШКИ ИНДУКТИВНОСТИ (ВАРИАНТЫ) И КАТУШКА ИНДУКТИВНОСТИ (ВАРИАНТЫ) | 2007 |
|
RU2364001C2 |
| ТРАНСФОРМАТОР (ВАРИАНТЫ) | 1995 |
|
RU2087044C1 |
| CN 205943725 U, 08.02.2017 | |||
| CN 103093923 A, 08.05.2013 | |||
| Устройство для вычисления элементарных функций | 1983 |
|
SU1160454A1 |

