Настоящее изобретение касается металлической лопатки, изготовленной литьем, и способа ее изготовления.
Газотурбинный двигатель, например турбореактивный двигатель, содержит вентилятор, одну или несколько ступеней компрессора, камеру сгорания, одну или несколько ступеней турбины и сопло. Газы приводятся в движение роторами вентилятора, компрессора и турбины, благодаря наличию радиальных лопаток, закрепленных на периферии роторов.
Понятия внутреннего, наружного, радиального, переднего или заднего положения или расположения следует рассматривать по отношению к главной оси газотурбинного двигателя и к направлению потока газов в этом двигателе.
Подвижная лопатка турбины содержит ножку, которой ее крепят к диску ротора, площадку, образующую элемент внутренней стенки, ограничивающей газовоздушный тракт, и перо, которое расположено в основном вдоль радиальной оси и обдувается газами. В зависимости от двигателя и ступени турбины на своем конце, удаленном от ножки, лопатка заканчивается элементом, поперечным к основной (главной) оси пера, называемым пяткой, которая образует элемент наружной стенки, ограничивающей газовоздушный тракт.
На наружной поверхности пятки выполнены одна или несколько радиальных пластинок или гребешков, образующих вместе с находящейся напротив стенкой статора лабиринтную прокладку, обеспечивающую герметичность по отношению к газам; для этого, как правило, упомянутую стенку статора выполняют в виде кольца из истираемого материала, об которое трутся пластинки. Пластинки содержат переднюю сторону и заднюю сторону, расположенные поперечно к газовому потоку.
Лопатка может быть моноблочной, то есть ножка, площадка, перо и пятка выполнены в виде единой детали. Лопатку выполняют способом литья, называемым «литьем по выплавляемым моделям» и хорошо известным специалистам. В этом способе:
- предварительно из воска выполняют модель лопатки;
- модель погружают в огнеупорный керамический шликер, который после обжига образует оболочку;
- воск расплавляют и удаляют, что позволяет получить «оболочковую форму» из огнеупорного материала, внутренний объем которой определяет форму лопатки;
- в оболочковую форму заливают расплавленный металл, при этом несколько оболочковых форм объединяют в блок для одновременного разлива металла;
- оболочковую форму разбивают, что позволяет получить металлическую лопатку.
В точках заливки металла в форму на отливаемой в форме металлической лопатке образуются металлические наросты относительно большой толщины, которые необходимо подвергнуть механической обработке после формования лопатки. Как правило, заливку металла производят на уровне пятки лопатки. Диаметр канала заливки и, следовательно, образующегося впоследствии нароста является значительным, причем заливка происходит вблизи пластинок лабиринтной прокладки, которые имеют небольшую толщину; в результате, если предусмотрена только одна точка заливки, происходит плохое распределение металла в оболочковой форме, и возникают проблемы пористости лопатки, в частности, на уровне ее пластинок.
Эту проблему можно решить, предусмотрев два входа заливки, при этом соответственно уменьшается диаметр каналов заливки. Таким образом, вместо одного канала заливки большого диаметра получают два канала заливки меньшего диаметра, удаленные друг от друга, что обеспечивает лучшее распределение металла и позволяет избежать проблем пористости.
Тем не менее желательно решать указанные проблемы пористости, сохраняя только одну точку заливки.
В этой связи объектом изобретения является лопатка газотурбинного двигателя, выполненная литьем, содержащая перо, на конце которого находится пятка, выполненная в виде единой детали с пером, с которым она соединяется на уровне зоны сопряжения, при этом пятка содержит площадку, на которой выполняют, по меньшей мере, одну уплотнительную пластинку, а в площадке выполняют первую ванночку, отличающаяся тем, что в первой ванночке на уровне зоны сопряжения между пером и пяткой выполняют вторую ванночку.
Наличие одной ванночки в другой ванночке на уровне зоны сопряжения между пером и пяткой позволяет избежать слишком большого утолщения в этой зоне и во время формования лопатки литьем обеспечивает лучшее распределение жидкого металла в форме. Улучшенное распределение жидкого металла в форме позволяет применять способ формования литьем с единственной точкой заливки металла. Преимуществом изготовления лопатки с одной точкой заливки является исключительная простота оболочковой формы и, в случае необходимости, блока оболочковых форм; стоимость изготовления лопаток снижается, тогда как их качество повышается.
Кроме того, оптимизируется количество материала на уровне пятки, что снижает массу и стоимость лопатки.
Кроме того, оптимизируются механические напряжения на пятку и/или на перо, и они лучше поглощаются лопаткой, поскольку достигается лучшее распределение массы.
Предпочтительно, чтобы первая ванночка была ограничена радиальными поверхностями и дном и вторая ванночка была выполнена в дне первой ванночки.
Предпочтительно также, чтобы вторая ванночка была выполнена по главной оси лопатки напротив зоны сопряжения между пяткой и пером.
Целесообразно, чтобы перо лопатки было образовано сплошной стенкой и содержало в зоне сопряжения изогнутые поверхности, вторая ванночка содержала изогнутые радиальные поверхности и поверхность дна и чтобы при этом изогнутые радиальные поверхности второй ванночки были расположены по существу параллельно изогнутым поверхностям пера в зоне сопряжения, что обеспечивает по существу постоянную толщину лопатки в зоне сопряжения.
Объектом изобретения является также турбина, содержащая, по меньшей мере, одну лопатку в соответствии с настоящим изобретением.
Объектом изобретения является также газотурбинный двигатель, содержащий, по меньшей мере, одну турбину в соответствии с настоящим изобретением.
Объектом изобретения является также способ изготовления лопатки газотурбинного двигателя, содержащий следующие этапы:
- выполняют восковую модель лопатки, содержащую перо, на конце которого выполняют пятку, образующую единую деталь с пером, с которым она соединяется на уровне зоны сопряжения, при этом пятка содержит площадку, на которой выполняют, по меньшей мере, одну уплотнительную пластинку, при этом в площадке выполняют первую ванночку, в первой ванночке на уровне зоны сопряжения между пером и пяткой выполняют вторую ванночку,
- лопатку из воска погружают в огнеупорный шликер,
- выполняют оболочковую форму из огнеупорного материала,
- в оболочковую форму через единственный вход заливки заливают расплавленный металл,
- оболочковую форму разбивают и получают лопатку.
Настоящее изобретение будет более очевидно из нижеследующего описания предпочтительного варианта выполнения лопатки в соответствии с настоящим изобретением и способа ее изготовления со ссылками на прилагаемые чертежи.
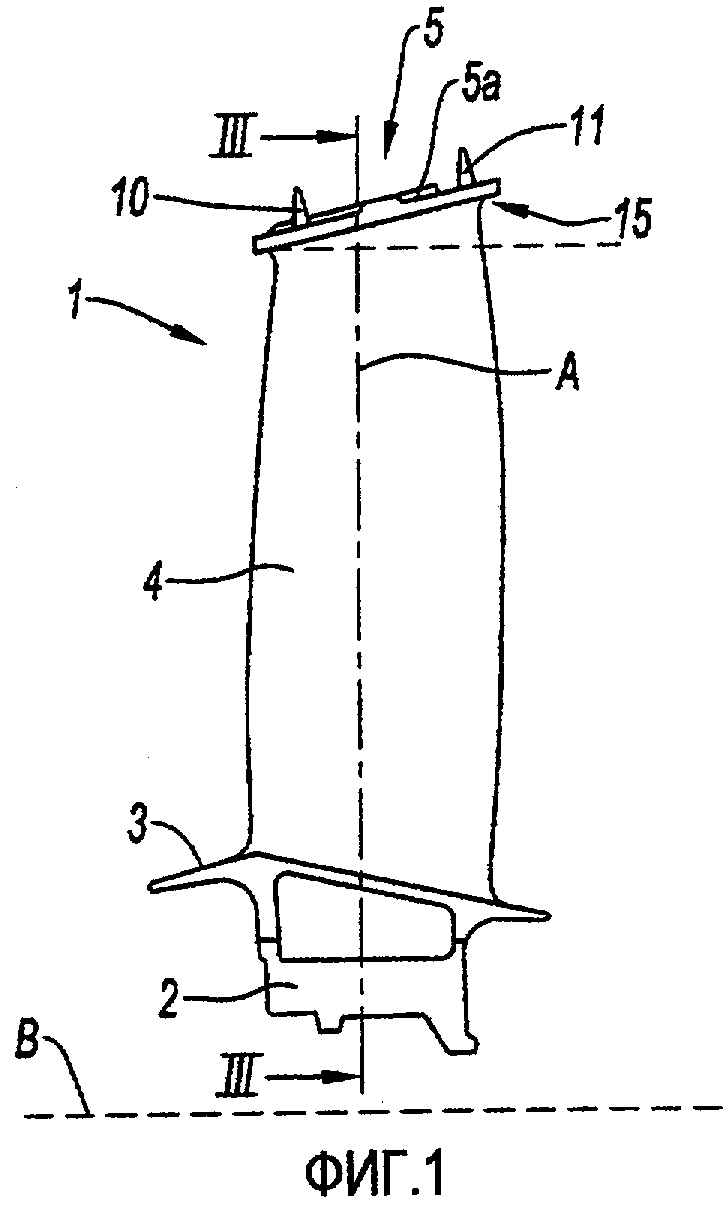
Фиг. 1 изображает схематичный вид сбоку лопатки турбины в соответствии с настоящим изобретением.
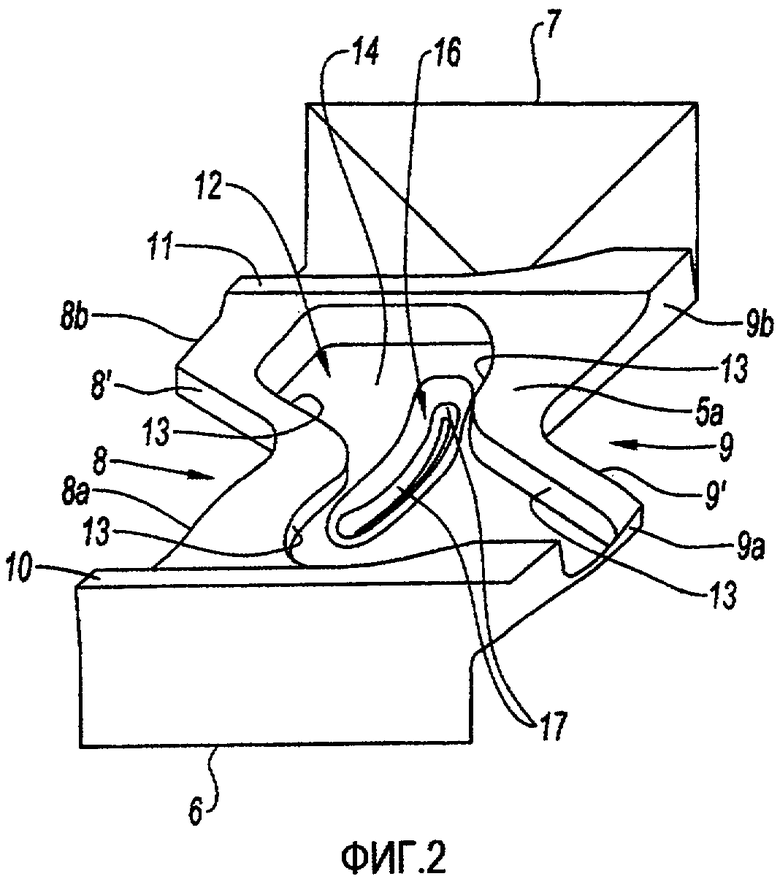
Фиг. 2 - вид в изометрии спереди наружной стороны пятки лопатки.
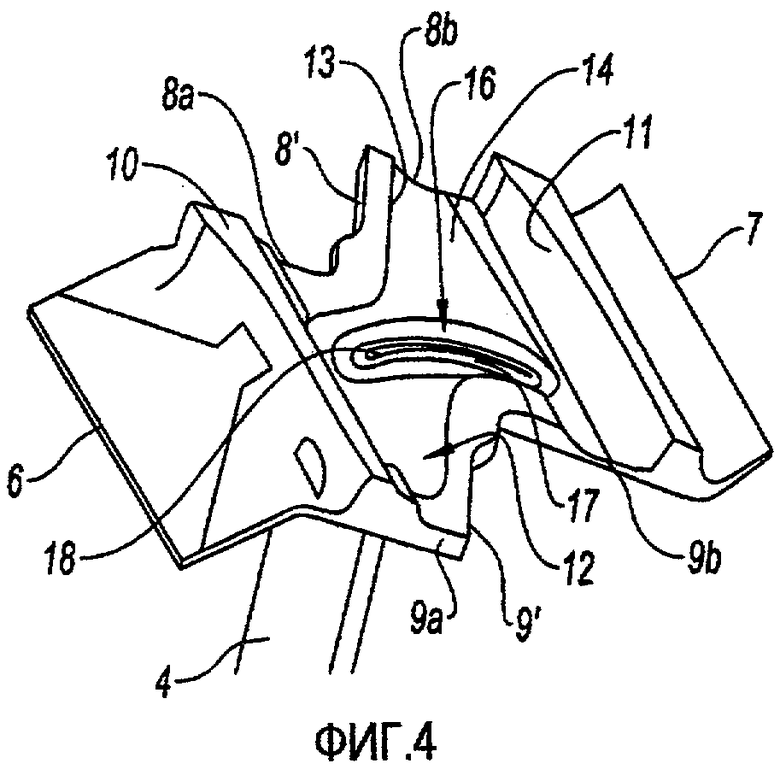
Фиг. 3 - вид в разрезе лопатки по плоскости III-III фиг. 1.
Фиг. 4 - вид в изометрии сбоку наружной стороны пятки лопатки.
Как показано на фиг. 1, лопатка 1 в соответствии с настоящим изобретением выполнена в основном по главной оси А, которая является по существу радиальной по отношению к оси В газотурбинного двигателя, содержащего лопатку 1. В данном случае речь идет о лопатке турбины турбореактивного двигателя. Лопатка 1 содержит ножку 2, находящуюся с внутренней стороны, площадку 3, перо 4 и пятку 5, которая расположена с наружной стороны. Пятка 5 сопрягается с пером 4 в зоне 15 сопряжения. Ножка 2 предназначена для установки в гнезде ротора для крепления на этом роторе. Площадка 3 выполнена между ножкой 2 и пером 4 и содержит поверхность, расположенную поперечно по отношению к оси А лопатки 1, образуя элемент стенки, ограничивающей газовоздушный тракт своей внутренней стороной; указанная стенка образована всеми площадками 3 лопаток 1 рассматриваемой ступени турбины, которые примыкают друг к другу. Перо 4 в основном расположено вдоль главной оси А лопатки 1 и имеет аэродинамическую форму, соответствующую ее назначению, как известно специалистам. Пятка 5 содержит площадку 5а, которая выполнена на наружном конце пера 4 по существу поперечно к главной оси А лопатки 1.
Как показано на фиг. 2 и 4, площадка пятки 5 содержит передний край 6 и задний край 7, направленные поперечно по отношению к газовому потоку (поток проходит в основном параллельно оси В турбореактивного двигателя). Эти два поперечных края, передний 6 и задний 7, соединены двумя боковыми краями 8, 9, которые имеют Z-образный профиль: каждый боковой край 8, 9 содержит два продольных участка (8а, 8b, 9а, 9b соответственно), соединенные между собой участком 8', 9' соответственно, который является по существу поперечным или выполнен, по меньшей мере, под углом по отношению к направлению газового потока. Именно вдоль боковых краев 8, 9 пятка 5 входит в контакт с пятками двух смежных лопаток на роторе. В частности, для амортизации вибраций, которым они подвергаются во время работы, лопатки устанавливают на диске в основном с напряжением кручения вокруг их главной оси А. Пятки 5 выполнены таким образом, чтобы лопатки подвергались напряжению кручения при опоре на соседние лопатки вдоль поперечных участков 8', 9' боковых краев 8, 9.
Начиная от наружной поверхности площадки 5а пятки 5 выполнены радиальные пластинки 10, 11 или гребешки 10, 11, в данном случае в количестве двух; можно также предусмотреть только одну пластинку или более двух пластинок. Каждая пластинка 10, 11 выполнена поперечно к оси В газотурбинного двигателя, начиная от наружной поверхности площадки пятки 5, между двумя противоположными продольными участками (8а, 8b, 9a, 9b) боковых краев 8, 9 пятки 5.
Площадка 5а пятки 5 в основном выполнена под радиальным углом α по отношению к оси В газотурбинного двигателя. Действительно, в турбине сечение газовоздушного тракта увеличивается от входа к выходу, чтобы обеспечивать расширение газов; таким образом, площадка 5а пятки 5 удаляется от оси В газотурбинного двигателя от входа к выходу, при этом ее внутренняя поверхность образует наружную границу газовоздушного тракта.
В площадке 5а пятки 5 выполняют (за счет конфигурации литейной формы) первую ванночку 12. Эта первая ванночка 12 является полостью, образованной периферическими поверхностями 13, образующими бортик, которые выполнены начиная от наружной поверхности площадки 5а и соединяются с поверхностью 14, образуя дно 14 ванночки 12. Периферические поверхности 13 расположены по существу радиально и в данном случае являются изогнутыми с внутренней стороны, образуя сопряжение между наружной поверхностью площадки 5а и поверхностью дна 14 ванночки 12. Эти изогнутые радиальные поверхности 15 в основном расположены параллельно боковым краям 8, 9 и поперечным краям 6, 7 площадки 5а пятки 5, следуя их форме, если смотреть сверху (по главной оси А лопатки 1). Некоторые зоны пятки 5 могут не содержать таких радиальных поверхностей 13, и в этом случае поверхность дна 14 ванночки 12 выходит непосредственно на боковой край (см. край 9а на фиг. 2) (следует отметить, что на фиг. 4 эти зоны не находятся в этом же месте).
Ванночка 12 такого типа уже использовалась в известных лопатках. Ее функцией является облегчение пятки 5 при сохранении ее механических свойств: толщина площадки 5а пятки 5 является значительной вблизи боковых краев 8, 9, боковые поверхности которых, находящиеся в контакте со смежными лопатками, подвергаются сильным напряжениям во время вращения лопатки 1, тогда как центральная часть площадки 5а пятки 5, которая подвергается меньшим напряжениям, выполнена с углублением, образующим первую ванночку 12.
Кроме того, пятка содержит ванночку 16 в первой ванночке 12, в дальнейшем называемую второй ванночкой 16. Вторая ванночка 16 выполнена на уровне зоны 15 сопряжения между пяткой 5 и пером 4. В частности, вторая ванночка выполнена по главной оси А лопатки 1 напротив зоны 15 сопряжения между пяткой 5 и пером 4.
Вторая ванночка 16 представляет собой полость, образованную периферическими поверхностями 17, образующими бортик, которые соединяют поверхность дна 14 первой ванночки 12 с поверхностью 18, образующей дно второй ванночки 16 (и находящейся с внутренней стороны по отношению к поверхности дна 14 первой ванночки 12). Периферические поверхности 17 расположены по существу радиально, в данном случае являются изогнутыми с наружной и внутренней сторон, образуя сопряжение между поверхностью дна 14 первой ванночки 14 и поверхностью дна 18 второй ванночки 16. Эти изогнутые радиальные поверхности 17 являются по существу параллельными поверхностями пера 4, следуя их форме, если смотреть сверху (по главной оси А лопатки 1) (см. фиг. 4).
Вторую ванночку 16 выполняют во время формования литьем (иначе говоря, конфигурации оболочковой формы, позволяющая формовать лопатку 1, адаптирована для формования такой ванночки 16). Лопатку выполняют путем литья по выплавляемым восковым моделям, как было указано выше в описании.
Наличие второй ванночки 16 позволяет избежать чрезмерной толщины в зоне 15 сопряжения между пяткой 5 и пером 4. За счет этого во время заливки металла в оболочковую форму металл распределяется более равномерно, что позволяет избежать образования пористости, даже если металл заливают только в одной точке заливки.
Таким образом, лопатку 1 можно выполнить при помощи способа литья по выплавляемым моделям с единственным входом для заливки жидкого металла для каждой оболочковой формы, и такой способ является более простым и дешевым. Если формы объединены в блоки, способ оказывается еще более простым. Кроме того, за счет заливки в оболочковую форму через единственный вход заливки изготовленная лопатка содержит только один остаточный нарост, который удаляют путем механической обработки. Механическая обработка такой детали является более простой.
Кроме того, масса и, следовательно, стоимость лопатки 1 уменьшаются за счет наличия второй ванночки 16, тогда как напряжения на пятку 5, а также напряжения на перо 4 лучше распределяются и, следовательно, лучше воспринимаются лопаткой 1.
В данном случае перо 4 выполнено в виде сплошной стенки, то есть без охлаждения при помощи рубашки или полости, выполненной в толщине ее стенки. Предпочтительно, чтобы периферические поверхности 17 и поверхность дна 18 второй ванночки 16 выполнялись таким образом, чтобы толщина лопатки 1 была по существу постоянной в зоне 15 сопряжения между пяткой 5 и пером 4. Этот отличительный признак хорошо виден на фиг. 3. В частности, если обозначить 15а, 15b изогнутые поверхности пера 4 на уровне зоны 15 сопряжения между пером 4 и пяткой 5, то на фиг. 3 видно, что изогнутые радиальные поверхности 17 второй ванночки 16 выполнены по существу параллельно изогнутым поверхностям 15а, 15b пера 4, напротив которых она находятся. В представленном варианте выполнения радиус изогнутых радиальных поверхностей 17 второй ванночки 16 не идентичен радиусу находящихся напротив изогнутых поверхностей 15а, 15b пера 4, но тем не менее эти поверхности по существу являются параллельными.
Часть второй ванночки 16, находящаяся на фиг. 3 слева, отличается непрерывностью криволинейной формы без какого-либо плоского участка между изогнутой радиальной поверхностью 13 первой ванночки 12, дном 14 первой ванночки 12 и изогнутой радиальной поверхностью 17 второй ванночки 16. Вместе с тем, на части второй ванночки 16, находящейся на фиг. 3 справа, четко просматривается каждый из этих участков. Выполнение между ними разных участков в рассматриваемой зоне (в разрезе) зависит от положения поверхностей пятки 5 по отношению к поверхностям пера 4.
Изобретение описано для подвижной лопатки турбины. Вместе с тем, по сути оно может применяться для любой лопатки, выполняемой путем литья и содержащей перо, на конце которого выполняют пятку в виде единой детали с пером.
Изобретение относится к литейному производству. Лопатку газотурбинного двигателя выполняют литьем по выплавляемым моделям. Лопатка содержит перо 4, на конце которого находится пятка 5, выполненная в виде единой детали с пером. Пятка содержит площадку 5а, в которой выполнены первая ванночка 12 с радиальными поверхностями 13 и дном 14. Ванночка 12 уменьшает толщину пятки. В первой ванночке на уровне зоны сопряжения 15 между пером и пяткой выполнена вторая ванночка 16, что позволяет осуществлять заливку металла в оболочковую форму только в одной точке. За счет равномерного распределения металла предотвращается образование пористости в лопате. 3 н. и 3 з.п. ф-лы, 4 ил.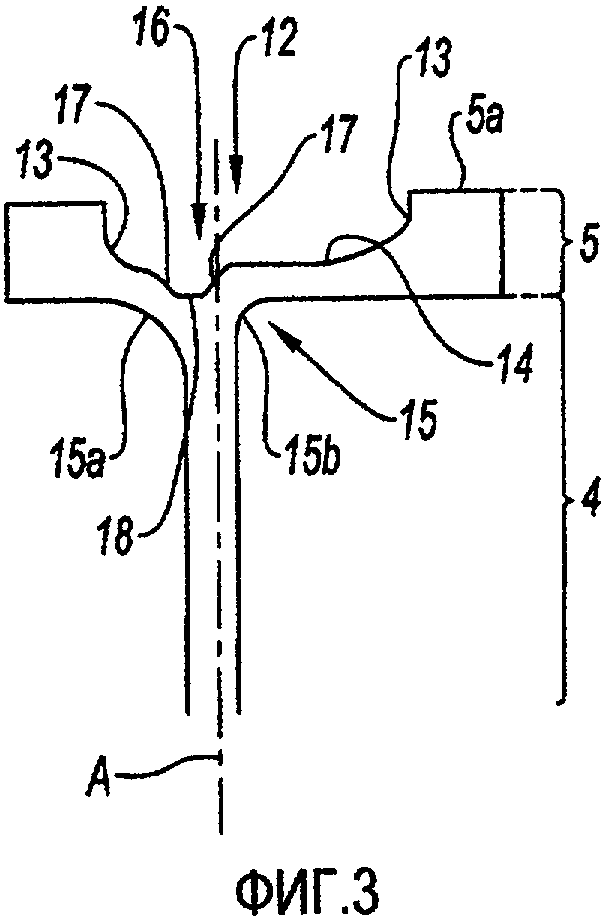
1. Лопатка газотурбинного двигателя, выполненная литьем, содержащая перо, на конце которого находится пятка, выполненная в виде единой детали с пером, с которым она соединяется на уровне зоны сопряжения, при этом пятка содержит площадку, на которой выполнена, по меньшей мере, одна уплотнительная пластинка, и в площадке выполнена первая ванночка, отличающаяся тем, что в первой ванночке на уровне зоны сопряжения между пером и пяткой выполнена вторая ванночка.
2. Лопатка по п.1, в которой первая ванночка ограничена радиальными поверхностями и дном, и вторая ванночка выполнена в дне первой ванночки.
3. Лопатка по п.1, в которой вторая ванночка выполнена по главной оси (А) лопатки напротив зоны сопряжения между пяткой и пером.
4. Лопатка по п.3, в которой перо образовано сплошной стенкой и содержит в зоне сопряжения изогнутые поверхности, и вторая ванночка содержит изогнутые радиальные поверхности и поверхность дна, при этом изогнутые радиальные поверхности второй ванночки расположены, по существу, параллельно изогнутым поверхностям пера в зоне сопряжения, что обеспечивает, по существу, постоянную толщину лопатки в зоне сопряжения.
5. Турбина, содержащая, по меньшей мере, одну лопатку по п.1.
6. Газотурбинный двигатель, содержащий, по меньшей мере, одну турбину по п.5.
| FR 2889088 A1, 02.02.2007 | |||
| US 693910482, 06.09.2005 | |||
| RU 2004123964 A1, 27.01.2006. |

