Область изобретения
Настоящее изобретение относится к области комплектов лопаток для газотурбинного двигателя и, более конкретно, к турбинным лопаткам, имеющим встроенные контуры охлаждения и изготовленным методом литья по выплавляемым моделям.
Предшествующий уровень техники
Как известно, газотурбинный двигатель содержит камеру сгорания, в которой перед сгоранием топливо смешивается с воздухом. Полученный в результате этого сгорания газ вытекает из камеры сгорания и запитывает турбину высокого давления и турбину низкого давления. Каждая турбина содержит один или более ряд стационарных лопаток (известный как направляющий аппарат) чередующийся с одним или более рядом подвижных лопаток (известным как рабочее колесо), при этом стационарные лопатки в направляющем аппарате и подвижные лопатки в рабочем колесе разнесены друг от друга по окружности вокруг ротора турбины. Такие подвижные или стационарные лопатки турбины испытывают воздействие очень высоких температур газа, возникающего в результате сгорания топлива, и эти температуры достигают величин, существенно превышающих те, которые могут выдержать без повреждения стационарные или подвижные лопатки, находящиеся в непосредственном контакте с этим газом, что приводит к сокращению срока их службы.
Для решения этой проблемы такие стационарные и подвижные лопатки стали снабжать контурами внутреннего охлаждения, имеющими высокие уровни теплового КПД и стремящиеся понизить температуры за счет снижения организованного потока воздуха внутри каждой стационарной или подвижной лопатки (например, простые полости с непосредственной подачей охлаждающей среды или U-образные или "тромбонные" полости) в=а также отверстиями в стенке стационарной или подвижной лопасти для генерирования вокруг нее защитной пленки.
Тем не менее, такая технология имеет несколько недостатков. Во-первых, хотя контуры с тромбонными полостями дают преимущества, доводя до максимума работу, которую совершает воздух, проходящий через контур, это приводит к существенному нагреву воздуха, что сокращает тепловой КПД отверстий, расположенных на конце тромбонной полости. Таким же образом конфигурации с полостями на передней кромки и с полостями на задней кромке с непосредственной подачей среды не позволяют создать эффективную реакцию при высоких уровнях температуры, обычно наблюдаемых на конце лопатки. Наконец. различные полости отделены от проточного газового канала только стенкой, толщина которой меняется как функция различных зон аэродинамического профиля. С учетом ограничений на расход [воздуха], который можно отвести на охлаждение наборов стационарных или подвижных лопаток, и с учетом современной тенденции к увеличению температуры в газовом канале, невозможно эффективно охлаждать стационарные или подвижные лопатки с помощью контура такого типа без существенного повышения расхода воздуха и, тем самым, снижения характеристик двигателя.
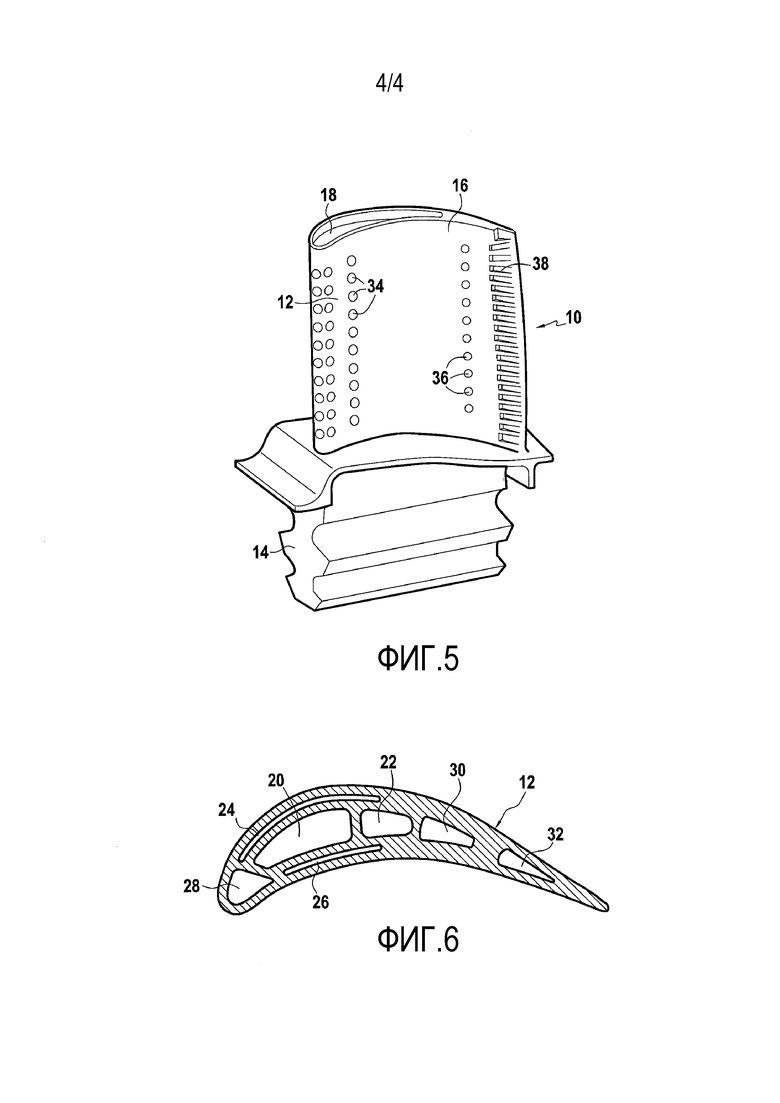
На фиг. 5 показана подвижная лопатка 10 турбины высокого давления газотурбинного двигателя, имеющая аэродинамическую поверхность или перо 12, которая проходит в радиальном направлении между хвостовиком 14 лопатки и венцом 16 лопатки. Хвостовик лопатки имеет такую форму, чтобы лопатку можно было установить на диск ротора. На венце лопатки имеется ванночка 18, имеющий форму U-образной канавки, образованной дном, проходящим поперечно относительно пера, и стенкой, образующим кромку, являющуюся продолжением стенки пера 12. Как показано в сечении на фиг. 6, приведенной только в качестве примера для иллюстрации принципов перо 12 имеет множество полостей 20, 22, 24, 26, 28, 30 и 32. Первая и вторая центральные полости 20 и 22 проходят от хвостовика до венца пера, а две другие полости 24 и 26 расположены по обе стороны от центральных полостей вдоль боковой стенки спинки между центральными полостями и стенкой спинки, и вдоль стенки лопатки между центральными полостями и стенкой на напорной стороне лопатки. Наконец, полость 28 расположена на участке лопатки рядом с передней кромкой, и две полости 30 и 32 следуют одна за другой в одну линию на участке лопатки, находящемся рядом с задней кромкой.
Форма и количество полостей, а также положения внешних отверстий 34, 36 и формы прорезей в задней кромке показаны для иллюстрации, с учетом того, что все эти элементы по существу оптимизированы так, чтобы довести до максимума тепловой КПД в зонах, наиболее чувствительных к нагреву газами сгорания, в который погружены лопатки. Внутренние полости также часто снабжают турбулизаторами (не показаны) для усиления теплообмена.
Как описано в заявке FR 2 961 552 на имя заявителя, подвижные лопатки турбины высокого давления, обычно изготавливают методом литья по выплавляемым моделям, с формами контуров, сформированных в них установкой одного или более керамического формовочного сердечника (в зависимости от сложности) в литейную форму, и имеющие наружные поверхности, которые образуют внутренние поверхности готовой стационарной или подвижной лопатки.
В частности, контуры охлаждения имеют множество полостей, таких, которые показаны на фиг. 5 и 6, которые требуют сборки друг с другом множества отдельных керамических сердечников (для получения холодных центральных полостей, изолированных от горячего газа, и малых внешних полостей (в которые отдельно подается воздух), чтобы гарантировать толщину металлической стенки, подходящую для литья. Таким образом, необходима сложная операция, при этом операция сборки, которая выполняется вручную через хвостовики и венцы керамических сердечников, не позволяет изготовить на венце литейную ванночку, что требует дополнительных дорогих финишных операций, которые вероятно могут привести к снижению механической прочности лопатки в этой зоне (например, добавление ванночки или закупорка с помощью пайки тугоплавким припоем.
Цель и краткое описание изобретения
Таким образом, настоящее изобретение направлено на устранение недостатков, связанных с ручной сборкой множества отдельных формовочных сердечников, предлагая контур охлаждения для лопатки турбины, которую можно изготовить с применением единственного формовочного сердечника, чтобы исключить эти операции по сборке и операции финишной обработки ванночки, необходимые для контуров по предшествующему уровню техники, в то же время гарантируя расстояние между полостями, соответствующее толщине металлической перегородки после заливки расплавленного металла с большей надежностью, чем при известной ручной сборке.
Для этого предлагается керамический формовочный сердечник, применяемый для изготовления полой лопатки турбины способом литья по выплавляемой модели, при этом лопатка содержит по меньшей мере одну центральную полость, первую боковую полость, расположенную между этой по меньшей мере одной центральной полостью и стенкой спинки лопатки, и вторую боковую полость, расположенную между этой по меньшей мере одной центральной полостью и стенкой корыта лопатки. Формовочный сердечник имеет такую форму, чтобы сформировать эти полости как единый элемент и, чтобы подавать в эти полости совместно охлаждающий воздух, он содержит участки, предназначенные для формирования эти первую и вторую боковые полости, и которые соединены с частью формовочного сердечника, предназначенной для формирования по меньшей мере одной центральной полости, расположенные во-первых в хвостовике формовочного сердечника через по меньшей мере две керамические перемычки, и, во-вторых, на разных высотах этого формовочного сердечника через множество других керамических перемычек, положение которых определяет толщину внутренних перегородок в лопатке, что также обеспечивает подачи дополнительного охлаждающего воздуха для заранее определенных критических зон первой и второй боковых полостей.
Кроме того, имеется участок формовочного сердечника, предназначенный для формирования ванночки, и соединенный с тем участком формовочного сердечника, который предназначен для формирования по меньшей мере одной центральной полости, через керамические перемычки, расположенные так, чтобы определять толщину ванночки, в то же время обеспечивая выход охлаждающего воздуха через венец лопатки.
С помощью таких перемычек в теле лопатки устраняется необходимость в операциях на венце лопатки, что позволяет получить литейную ванночку с такими же механическими свойствами, что и у тела лопатки. Дополнительно, основное подающее отверстие боковых полостей через их хвостовики позволяет лучше управлять потоком воздуха и общим охлаждением внешних стенок готового пера, и в формовочном сердечнике подающие отверстия в разные полости можно соединить, начиная от впрыска, тем самым дополнительно повышая механическую прочность формовочных сердечников.
В предлагаемом варианте эти заранее определенные критические зоны выбраны из зон первой и второй боковых полостей, которые подвергаются наибольшим термомеханическим напряжениям, а керамические перемычки имеют сечение, обеспечивающее механическую прочность внутренних перегородок при заливке расплавленного металла.
Согласно настоящему изобретению также предлагается способ изготовления полой лопатки турбины для газотурбинного двигателя с использованием технологии литья по выплавляемой модели, как описано выше, и полая турбина газотурбинного двигателя, содержащая множество охлаждаемых лопаток, изготовленных таким способом.
Краткое описание чертежей
Другие характеристики и преимущества настоящего изобретения будут понятны из нижеследующего описания со ссылками на приложенные чертежи, на которых показан не ограничивающий вариант и где:
Фиг. 1 - вид со стороны спинки формовочного сердечника лопатки турбины по настоящему изобретению.
Фиг. 2 - вид с корыта формовочного сердечника лопатки турбины по настоящему изобретению.
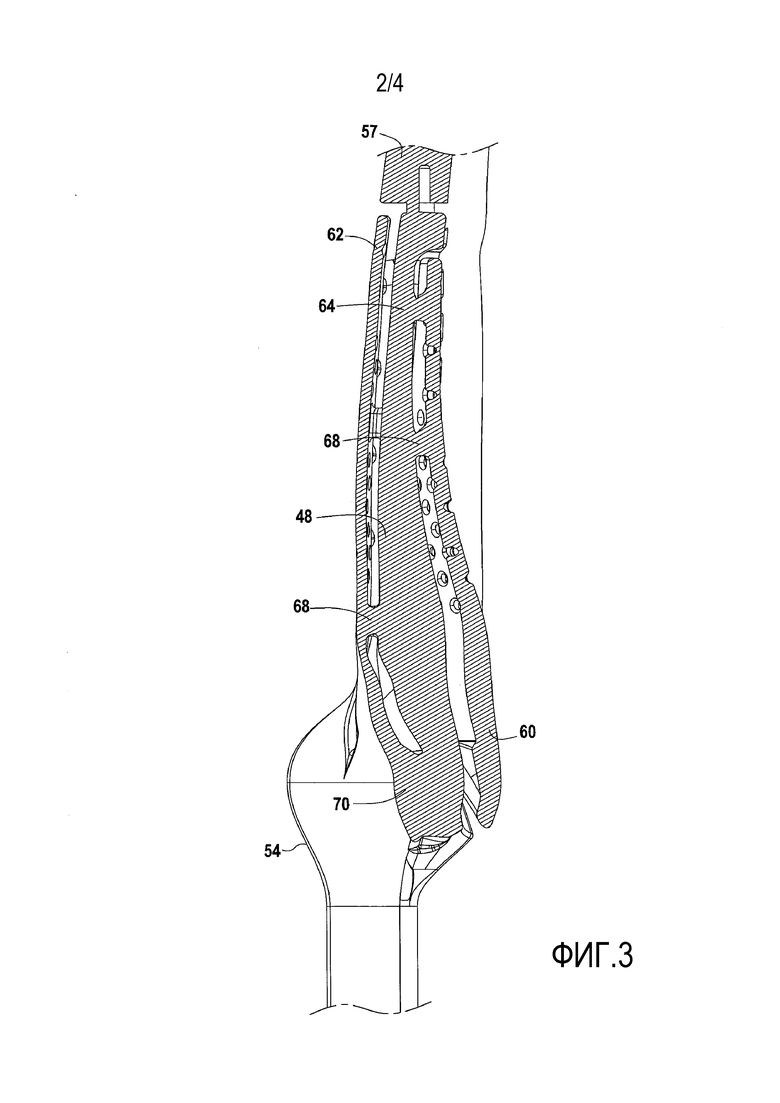
Фиг. 3 - вид сердечника по фиг. 1 и 2 в сечении по высоте для иллюстрации зон перемычек.
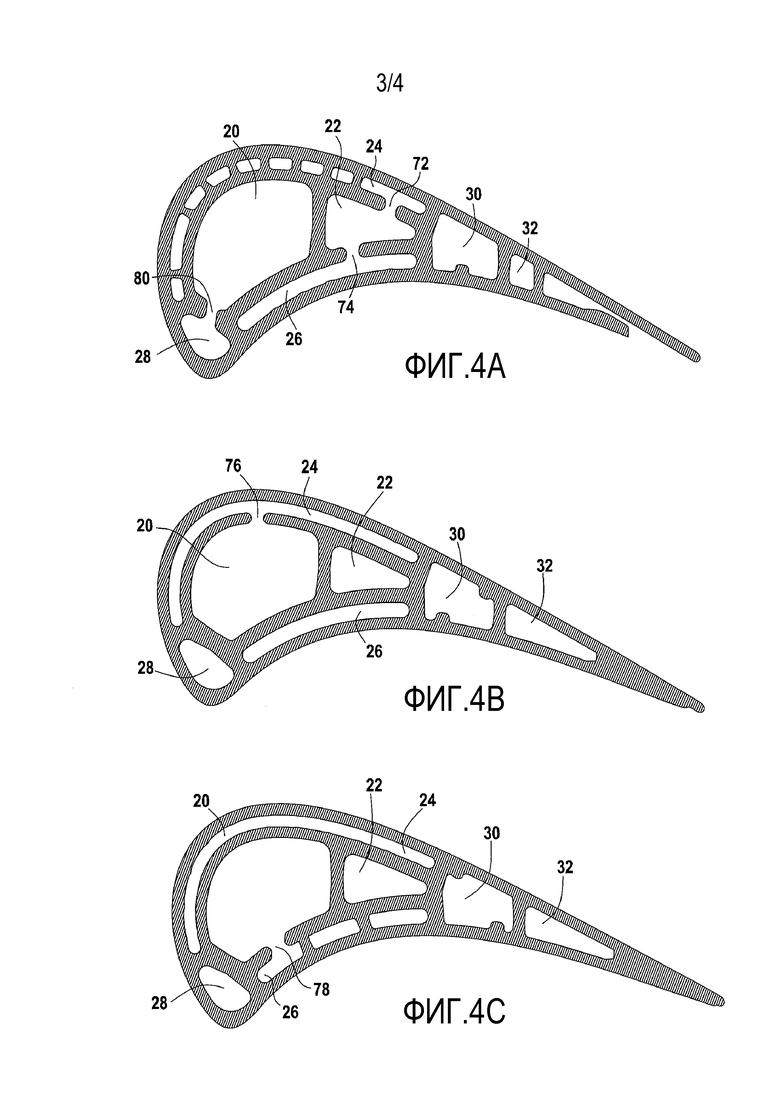
Фиг. 4A, 4B, 4C - сечения на разной высоте лопатки.
Фиг. 5 - вид в перспективе лопатки по предшествующему уровню техники.
Фиг. 7 - сечение лопатки по фиг. 5.
Подробное описание варианта изобретения
На фиг. 1 и 2 показан керамический формовочный сердечник 40 (далее - сердечник) для изготовления лопатки турбины для газотурбинного двигателя, соответственно, со спинки и с корыта лопатки. Этот керамический сердечник в показанном примере содержит сем частей или колонн, образующих единый элемент. первая колонна 42, которая должна находится на стороне, к которой подходит газ сгорания, соответствует полости 28 передней кромки, которая должна быть создана после литья, а вторая колонна 44 соответствует центральной полости 20, которая примыкает к ней. Эта полость принимает поток охлаждающего воздуха через канал (не показан), возникающий после литья, из-за наличия хвостовика 46 первой колонны сердечника 40. Другие три колонны 48, 50 и 52 проходят в прямых и обратных направлениях и соответствуют полостям 22, 30 и 32, в которые подается второй поток охлаждающего воздуха, поступающего по другому каналу, возникающему в результате наличия второго хвостовика 54 колонны, соединенного с первым хвостовиком 46 колонны для образования хвостовика сердечника. Первая и вторая колонны 42 и 44 соединены друг с другом множеством перемычек 56, которые после литья соответствуют подающим отверстиям (см. позицию 80 на фиг. 4A) для охлаждения полости 28 передней кромки. По меньшей мере две верхние перемычки 57 на соединении с колонами и венцом 59 сердечника позволяют получить требуемую толщину перегородки на дне ванночки во время литья и имеют такие размеры, чтобы образовать отверстия для выпуска воздуха. Что касается четвертой колонны 50, вертикально наклоненные небольшие перемычки 58 создают более тонкие области сердечника, позволяющие создать более жесткие области лопатки.
Размеры различных перемычек определены так, чтобы не допустить их полоски при манипуляциях с сердечником 40, что привело бы к невозможности его использования. В рассматриваемом примере перемычки разнесены по существу равномерно по высоте сердечника 40 и, в частности, в первой колонне 42 сердечника.
Согласно настоящему изобретению, сердечник 40 также имеет шестую и седьмую колонны 60 и 62, расположенные сбоку и отнесенные от второй и третьей колонн 44 и 48 на заранее определенное расстояние так, чтобы оставить место для создания сплошной стенки между полостями при заливке расплавленного металла. Для удержания этих колонн и придания жесткости собранному сердечнику нижний конец шестой колонны 60 соединен с хвостовиком 46 первой колонны, а нижний конец седьмой колонны 62 соединен с хвостовиком 54 второй колонны, и на функциональной части лопатки между двумя боковыми колоннами и центральными второй и третьей колоннами расположено множество керамических перемычек малого сечения (см., например, позиции 64, 66, 68 на фиг. 3), имеющих размеры, тем не менее, достаточные для придания механической прочности внутренним перегородкам, формируемым во время литья расплавленного металла в литейную форму.
Благодаря соединению хвостовиков двух колонн (хотя показана только керамическая перемычка 70 на хвостовике седьмой колонны 62), после литья боковые полости 24, 26 соединяются непосредственно с каналом подачи охлаждающего воздуха центральных полостей 20 и 22, что дополнительно повышает механическую прочность сердечника и в готовом пере лопатки улучшает подачу через хвостовик сердечника так, чтобы улучшить управление внутренним потоком охлаждающего воздуха и общим охлаждением наружных стенок.
На фиг. 4A, 4B, 4C показаны отверстия 72, 74, 76 и 78 оставленные перемычками между двумя центральными полостями 20, 22 и двумя боковыми полостями 24, 26 на разных высотах лопатки (или сердечника). На фиг. 4A показаны два отверстия 72 и 74, обеспечивающие проход воздуха между центральной полостью 22 и соответствующими боковыми полостями 24 и 26, и отверстие 80, на высоте передней кромки 28, возникшее благодаря перемычке 56. На фиг. 4B показано отверстие 76, обеспечивающее проход воздуха между центральной полость 20 и боковой полостью 24, а на фиг. 4C показано отверстие 78, обеспечивающее проход воздуха между центральной полостью 20 и боковой полостью 26.
Когда единый формовочный сердечник изготовлен, применяется известный способ литья по выплавляемой модели, при котором сначала изготавливают литейную форму, в которую устанавливают сердечник и заливают восковую массу. Полученную таким образом модель из восковой массы погружают в набивочный материал, образованной суспензией керамики для получения литейной формы (также известной как оболочковая форма). Наконец, восковую массу удаляют и оболочковую форму спекают, чтобы в нее можно было заливать жидкий металл.
Благодаря керамическим перемычкам, соединяющим центральные колонны и боковые колонны формовочного сердечника, их взаимное расположение контролируется по всей высоте лопатки. Эти перемычки также расположены так, чтобы в готовой лопатке создавать дополнительную подачу холодного воздуха из центральных полостей к зонам боковых полостей, которые испытывают наибольшие термомеханические напряжения что повышает локальный тепловой КПД и увеличивает срок службы лопатки. В частности, такие перемычки имеет такие размеры и расположение, чтобы обеспечивать:
- механическую прочность во время литья;
- относительное позиционирование центральной и боковых полостей, т.е. толщину внутренних перегородок в лопатке; и
- подачу достаточного количества дополнительного охлаждающего воздуха в критические зоны, в частности, расположенные в области передней кромки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ ОБЕСПЫЛИВАЮЩИХ ОТВЕРСТИЙ ДЛЯ ТУРБИННОЙ ЛОПАТКИ И СВЯЗАННЫЙ КЕРАМИЧЕСКИЙ СЕРДЕЧНИК | 2017 |
|
RU2745073C2 |
| ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОСНАЩЕННАЯ СИСТЕМОЙ ОХЛАЖДЕНИЯ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ЛОПАТКИ ПУТЕМ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2800619C2 |
| СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2726171C2 |
| ЛОПАТКА ТУРБИНЫ, СОДЕРЖАЩАЯ СИСТЕМУ ОХЛАЖДЕНИЯ | 2017 |
|
RU2741357C2 |
| ЛОПАТКА С УСОВЕРШЕНСТВОВАННЫМ КОНТУРОМ ОХЛАЖДЕНИЯ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ ТАКУЮ ЛОПАТКУ | 2018 |
|
RU2772364C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ СЕРДЕЧНИКОВ ДЛЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2432224C2 |
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБИНЫ | 2017 |
|
RU2726235C2 |
| ОГНЕУПОРНЫЙ СЕРДЕЧНИК, СОДЕРЖАЩИЙ ОСНОВНОЙ КОРПУС И КОЖУХ | 2017 |
|
RU2721260C2 |
| ЛОПАТКА ТУРБИНЫ С ОПТИМИЗИРОВАННЫМ ОХЛАЖДЕНИЕМ | 2015 |
|
RU2697211C2 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2006 |
|
RU2404012C2 |

Керамический сердечник для изготовления методом литья по выплавляемой модели полой лопатки турбины газотурбинного двигателя, имеющей центральную, первую и вторую боковые полости, содержит части сердечника, предназначенные для формирования первой и второй боковых полостей лопатки, соединенные с частью сердечника, предназначенной для формирования ее центральной полости. Сердечник имеет форму единого элемента для образования полостей, причем части сердечника соединены посредством керамических перемычек малого сечения, расположенных на разных высотах сердечника. Для подачи внутрь полостей совместно охлаждающего воздуха и увеличения механической прочности сердечника части сердечника, образующие первую и вторую боковые полости, и часть сердечника, образующая центральную полость, соединены в общем хвостовике сердечника керамическими перемычками. Множество керамических перемычек малого сечения обеспечивают возможность подачи в лопатке дополнительного охлаждающего воздуха к заранее заданным критическим зонам первой и второй боковых полостей. Другое изобретение группы относится к применению указанного выше керамического сердечника для изготовления полой лопатки турбины для газотурбинного двигателя методом литья по выплавляемой модели. При изготовлении полой лопатки турбины для газотурбинного двигателя методом литья по выплавляемой модели изготавливают указанный выше керамический сердечник, после чего сформированный керамический сердечник устанавливают на место в литейной форме и в литейную форму заливают расплавленный металл. Еще одно изобретение группы относится к газотурбинному двигателю, содержащему полые лопатки турбины, изготовленные указанным выше способом. Группа изобретений позволяет повысить прочность керамического сердечника и увеличить срок службы лопатки. 4 н. и 4 з.п. ф-лы, 8 ил.
1. Керамический сердечник для изготовления полой лопатки турбины для газотурбинного двигателя методом литья по выплавляемой модели, при этом лопатка содержит по меньшей мере одну центральную полость, первую боковую полость, расположенную между по меньшей мере одной центральной полостью и стенкой спинки лопатки, и вторую боковую полость, расположенную между по меньшей мере одной центральной полостью и стенкой корыта лопатки, причем сердечник имеет форму единого элемента для образования полостей и содержит части сердечника, предназначенные для формирования первой и второй боковых полостей и соединенные с частью сердечника, предназначенной для формирования по меньшей мере одной центральной полости, посредством множества керамических перемычек малого сечения, расположенных на разных высотах сердечника, расположение которых определяет толщину внутренних перегородок в лопатке, отличающийся тем, что для подачи внутрь полостей совместно охлаждающего воздуха и увеличения механической прочности сердечника части сердечника, образующие первую и вторую боковые полости, и часть сердечника, образующая по меньшей мере одну центральную полость, соединены в общем хвостовике сердечника по меньшей мере двумя керамическими перемычками, причем множество керамических перемычек малого сечения обеспечивают возможность подачи дополнительного охлаждающего воздуха к заранее заданным критическим зонам первой и второй боковых полостей.
2. Сердечник по п. 1, отличающийся тем, что дополнительно содержит часть сердечника для формирования ванночки, соединенную с частью сердечника, предназначенной для формирования по меньшей мере одной центральной полости керамическими перемычками, расположение которых определяет толщину ванночки, с обеспечением возможности выпуска охлаждающего воздуха через венец лопатки.
3. Сердечник по п. 1, отличающийся тем, что заранее определенные критические зоны выбраны из зон первой и второй боковых полостей, которые подвергаются наибольшим термомеханическим напряжениям.
4. Сердечник по п. 1, отличающийся тем, что керамические перемычки имеют сечение, рассчитанное так, чтобы обеспечивать механическую прочность внутренних перегородок при заливке расплавленного металла.
5. Применение керамического сердечника по п. 1 для изготовления полой лопатки турбины для газотурбинного двигателя методом литья по выплавляемой модели.
6. Способ изготовления полой лопатки турбины для газотурбинного двигателя методом литья по выплавляемой модели, при этом лопатка содержит по меньшей мере одну центральную полость, первую боковую полость, расположенную между по меньшей мере одной центральной полостью и стенкой спинки лопатки, и вторую боковую полость, расположенную между по меньшей мере одной центральной полостью и стенкой корыта лопатки, при этом способ содержит этап, на котором изготавливают одноэлементный керамический сердечник, соответствующий по меньшей мере одной центральной полости и первой и второй боковым полостям, при этом части сердечника, которые должны сформировать первую и вторую боковые полости, соединены с частью сердечника, которая должна сформировать по меньшей мере одну центральную полость, посредством множества керамических перемычек малого сечения, расположенных на разных высотах сердечника, положение которых определяет толщину внутренних перегородок лопатки, отличающийся тем, что для подачи внутрь полостей совместно охлаждающего воздуха и увеличения механической прочности сердечника, изготавливают общий хвостовик сердечника посредством по меньшей мере двух керамических перемычек, соединяющих части сердечника, образующие первую и вторую боковые полости, и часть сердечника, образующую по меньшей мере одну центральную полость, при этом множество керамических перемычек малого сечения обеспечивают возможность подачи дополнительного охлаждающего воздуха в заранее заданные критические зоны первой и второй боковых полостей, при этом сформированный таким образом керамический сердечник устанавливают на место в литейной форме и в литейную форму заливают расплавленный металл.
7. Способ по п. 6, отличающийся тем, что одноэлементный керамический сердечник дополнительно содержит часть для формирования ванночки, соединенную с той частью сердечника, которая предназначена для формирования по меньшей мере одной центральной полости, керамическими перемычками, расположенными так, чтобы определять толщину ванночки, с обеспечением возможности выпуска охлаждающего воздуха через венец лопатки.
8. Газотурбинный двигатель, содержащий полые лопатки турбины, изготовленные способом по п. 6 или 7.
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОЙ ПЕРЕДАЧИ | 2014 |
|
RU2569225C1 |
| US 6637500 B2, 28.10.2009 | |||
| US 7377746 B2, 27.05.2008 | |||
| EP 1306147 A1, 02.05.2003 | |||
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЛИТЕЙНЫХ СТЕРЖНЕЙ ДЛЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2461439C2 |

