Способ относится к области создания специальных упругопористых материалов, предназначенных для использования в медицинской технике, а именно в ортопедических стоматологических устройствах для имплантирования зубных и иных протезов в костные ткани.
Известны пористые зубные имплантаты на основе биокерамики (Al2O3) фирмы Bereich Medizin-Technik (Германия) или, например, пористые имплантаты на основе никелида титана (TiNi) (см. материалы Конгресса Международной Ассоциации SME "Имплантаты с памятью фирмы", Новосибирск, 15-17 сентября 1993 года).
Недостатками перечисленных выше материалов для зубных имплантатов, а также тех имплантатов, пористая часть которых относится к группе пористых спеченных материалов, изготавливаемых методом порошковой металлургии, являются отсутствие необходимых упругодемпфирующих свойств и предрасположенность этих материалов к разрушению в процессе эксплуатации. Это вызвано тем, что пористая структура, полученная методом порошковой металлургии, являются связанной структурой и в условиях длительного воздействия механических знакопеременных нагрузок допускает микротрещины и выпадение частиц исходного порошка, формирующих этот материал.
Известен способ изготовления спрессованного проволочного материала, заключающийся в изготовлении тканого рукава из металлической проволоки, приготовления из рукава двухслойной полосы сетчатой структуры, сворачивания указанной полосы в рулон, помещения полученной проволочной заготовки в пресс-форму и прессования заготовки в окончательную по форме деталь цилиндрического типа (Патент США №2462316, кл. 267-1, 1949).
Известен внутрикостный зубной имплантат (патент РФ №2123310, МПК A61C 8/00, опубл. 20.12.98, БИ №35), состоящий из пористой опорной части, имеющей форму цилиндра со скругленным концом, содержащей неподвижный наружный и внутренний упругодемпфирующие слои, выполненные из металлорезины по способу, разработанному в Самарском государственном аэрокосмическом университете. Этот способ получения упругопористого материала МР («металлорезина» или «металлический аналог резины»), представляет собой создание однородной пористой среды, получаемой холодным прессованием в оконечные по форме и размерам изделия из уложенной, растянутой и дозированной по массе металлической проволочной основы (Авторское свидетельство СССР №183174, кл. B21F 21/00, заявл. 27.07.60, опубл. 17.06.66, бюл. №13. - прототип).
Общим недостатком указанных способов, как аналогов, так и прототипа, является использование в качестве основы производства готовой металлической проволоки круглого сечения, что в некоторых случаях является нецелесообразным. Как показала практика, при изготовлении вышеуказанной упругопористой основы, круглая проволока не всегда обеспечивает хорошую и прочную связь с костной тканью. Кроме того, проволоку заданного поперечного сечения из специальных титановых сплавов, которая наиболее хорошо приживается в живых тканях, найти довольно трудно.
Техническим результатом, направленным на осуществление предлагаемого способа, является обеспечение высокого уровня сцепления имплантатов с костной тканью, заданной прочности и эластичности, что существенно увеличит долговечность имплантированных протезов и комфортность их эксплуатации. Кроме того, побочным, но немаловажным техническим результатом является упрощение технологии изготовления упругопористых элементов из титановых сплавов путем совмещения операций изготовления проволоки некруглого поперечного сечения и навивки из нее спирали.
Сущность способа, реализующего указанный технический результат, состоит в том, что в известном способе изготовления изделий из проволочных материалов, заключающемся в использовании металлической проволоки, навивке из нее спирали заданного диаметра, растяжении спирали до шага, равного диаметру спирали, изготовлении коврика из перекрещивающихся отрезков спирали, сворачивании коврика в спираль, опрессовке полученной заготовки в пресс-форме, в качестве проволоки используют стружку, получаемую при точении цилиндрической детали из титанового сплава специально заточенным резцом заданной формы профиля, параметры точения подбирают таким образом, чтобы стружка автоматически сворачивалась в спираль заданного диаметра и шага, а форму профиля получаемой проволоки выбирают в соответствии с типом костной ткани, задачами протезирования, расположения зубов в челюстях в виде либо острого угла, либо в виде полуокружности заданного радиуса, либо в виде острого угла со скруглением, либо в форме ромба или параллелограмма, а после изготовления заготовки и прессования ее в пресс-форме полученное изделие в виде втулки устанавливают с натягом между электродами и пропускают через него ток заданной интенсивности для сварки отдельных витков в массиве изделия, при этом энергию электрического разряда выбирают из условия
где E - энергия электрического разряда, пропущенного через упругодемпфирующий элемент;
R - электрическое сопротивление упругодемпфирующего элемента;
Wmax - максимальный импульс напряжения разряда электрического тока.
Сущность способа поясняется чертежами, где:
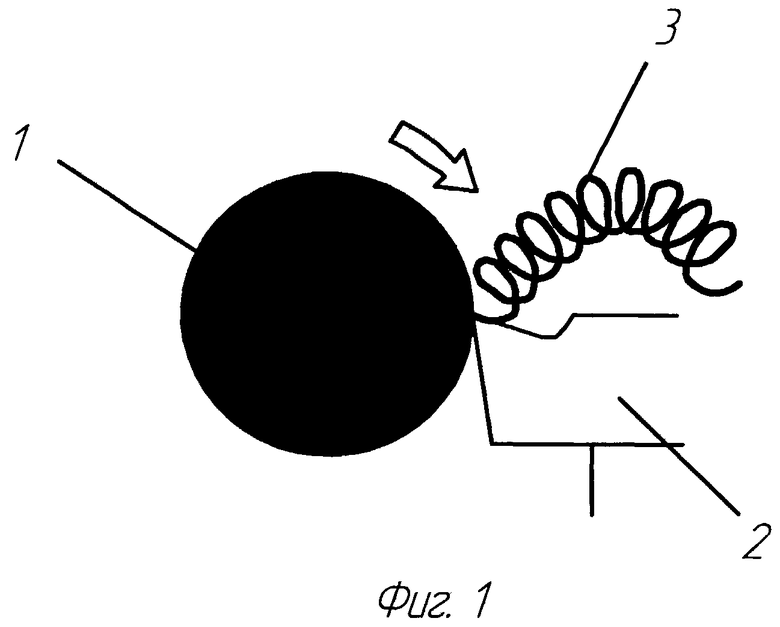
на фиг.1 схематично показан процесс получения спиралевидной проволоки с помощью точения цилиндрической детали из титанового сплава;
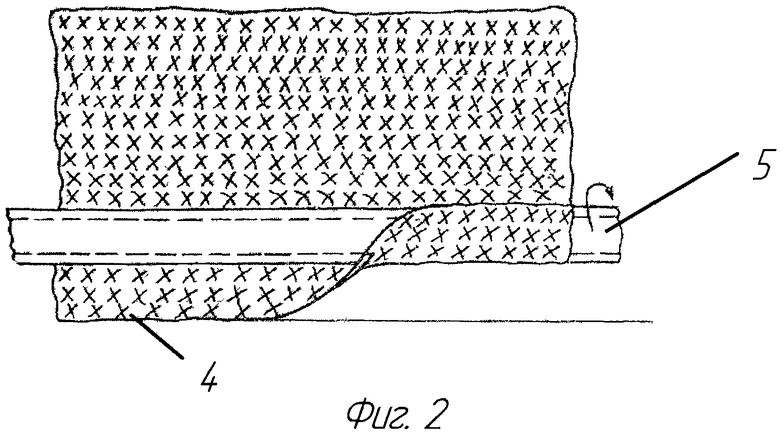
на фиг.2 показан коврик-заготовка, получаемый путем наложения перекрещивающихся отрезков спирали друг на друга с последующим сворачиванием его в рулон (начало операции сворачивания);
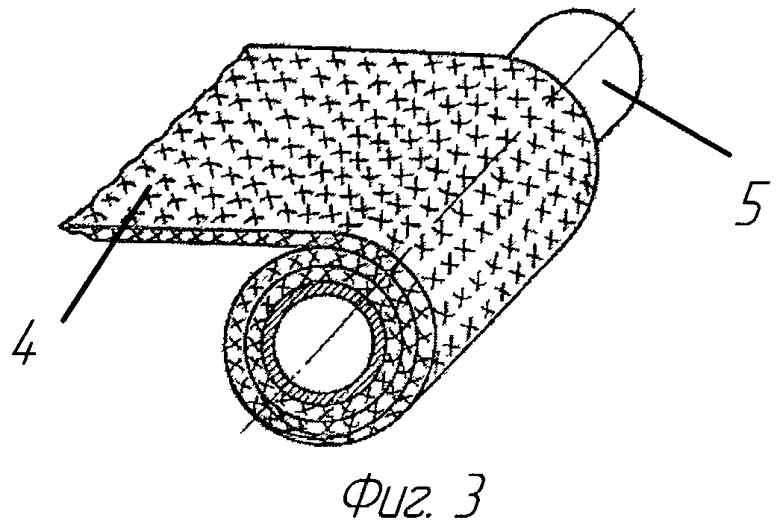
на фиг.3 показана операция окончания сворачивания коврика в цилиндрический рулон и получения, тем самым, заготовки для прессования упругопористого имплантата;
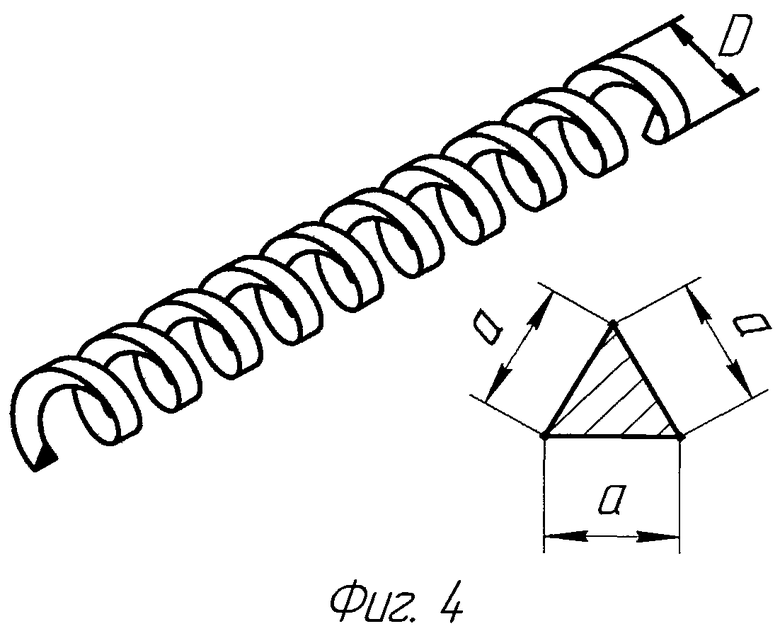
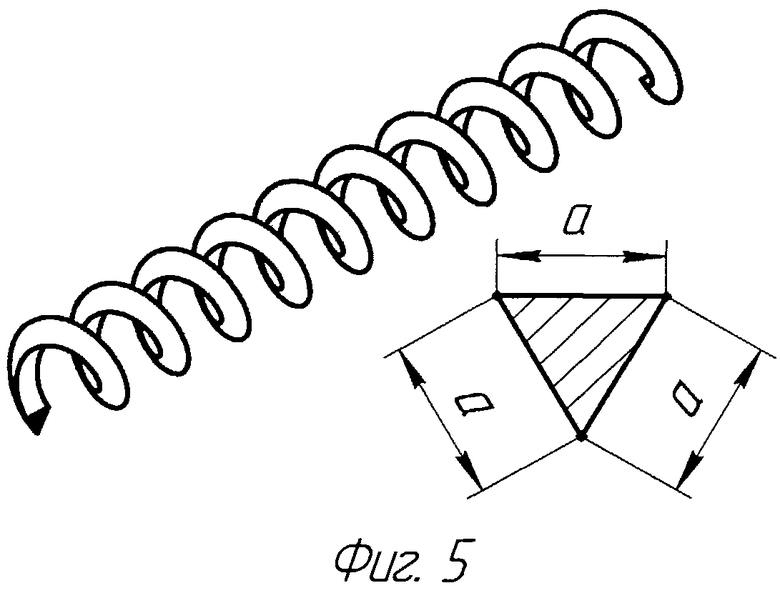
на фиг.4 и 5 показаны отрезки спиральной стружки с поперечным сечением в виде равносторонних треугольников, ориентированных острым углов, соответственно, внутрь и наружу спирали;
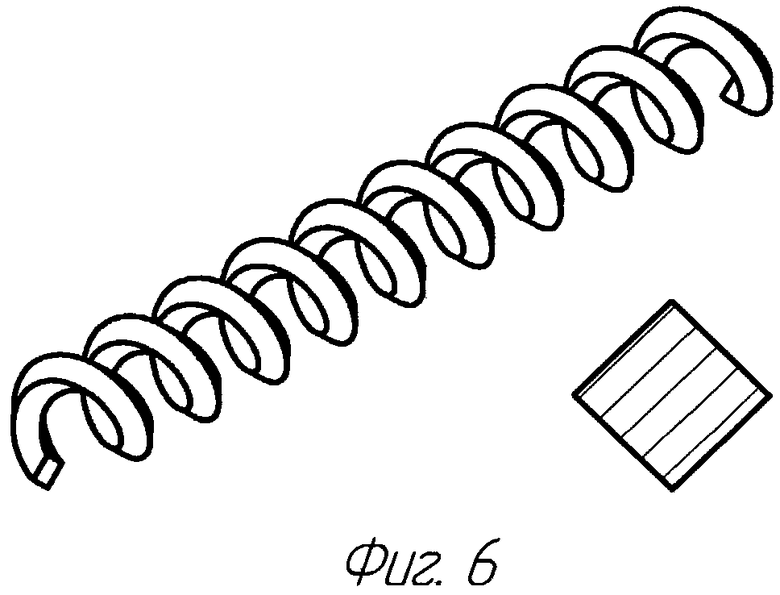
на фиг.6 показан отрезок спиральной стружки с поперечным сечением в виде ромба;
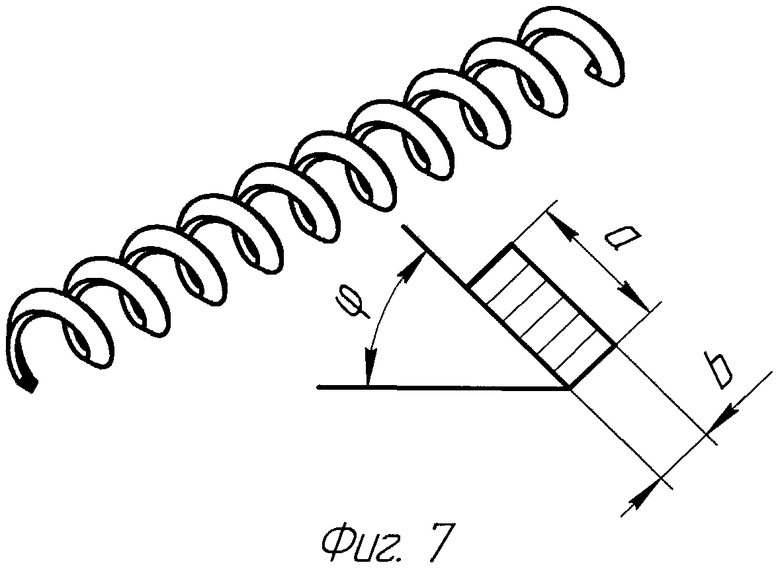
на фиг.7 показан отрезок спиральной стружки с поперечным сечением в виде параллелограмма, ориентированного под углом φ к оси спирали;
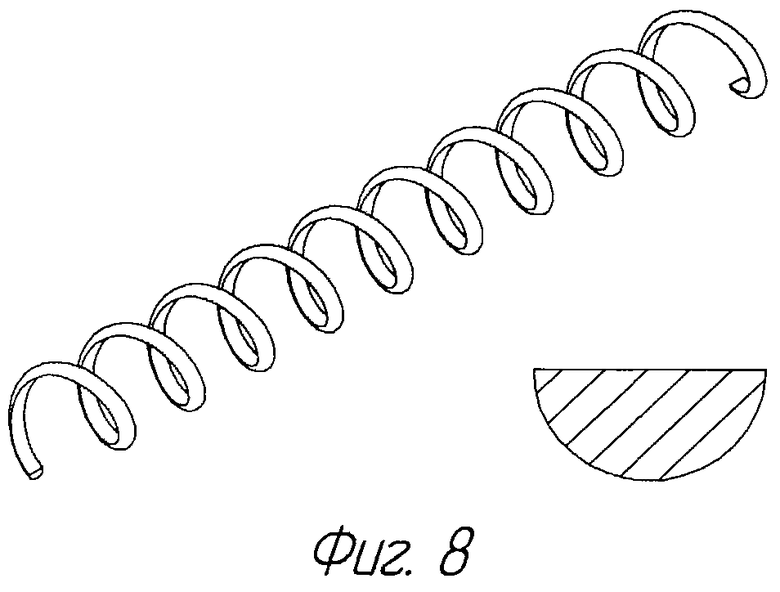
на фиг.8 показан отрезок спиральной стружки с поперечным сечением в виде половины окружности.
Способ осуществляют следующим образом.
В зажим шпинделя токарного станка закрепляют цилиндрическую деталь 1 (фиг.1), устанавливают резец 2 с заданной формой рабочей части, необходимые параметры резания (частоту вращения, продольную подачу, глубину резания), при которых сливная стружка 3 будет сворачиваться в рулон заданного диаметра, шага и иметь заданное поперечное сечение. Затем отрезки спиралевидной стружки укладывают в коврик 4 прямоугольного очертания с перекрещиванием этих отрезков и равномерным заполнением прямоугольного пространства (фиг.2), после чего коврик наворачивают на цилиндрическую деталь 5 (фиг.2, 3), получая при этом спирально-цилиндрическую заготовку, которую затем спрессовывают в пресс-форме. После опрессовки заготовки, для придания массиву большей жесткости равномерно через весь объем упругодемпфирующего элемента пропускают разряд электрического тока, при этом энергию электрического разряда выбирают из условия
где E - энергия электрического разряда, пропущенного через упругодемпфирующий элемент;
R - электрическое сопротивление упругодемпфирующего элемента;
Wmax - максимальный импульс напряжения разряда электрического тока.
Новые признаки, перечисленные в сущности предлагаемого изобретения, а именно выбор применения формы профиля получаемой проволоки в соответствии с типом костной ткани, задачами протезирования, расположения зубов в челюстях, можно объяснить следующим образом.
Поскольку зубы человека в процессе пережевывания пищи испытывают разные нагрузки, упругопористые имплантаты должны иметь различные несущие способности, которые можно реализовать с помощью изменения плотности (пористости), прочности сцепления с костной тканью, натяга при установке имплантата в специально приготовленное отверстие в челюсти человека. В связи с этим, согласно предлагаемому изобретению, возможны различные формы получения и дальнейшего применения сечений спиральных отрезков стружки, обладающих разными параметрами сцепления с костной основой на этапе установки имплантатов, а также разными качественными параметрами пор, которые могут быть благоприятными для роста костной ткани и успешного формирования и интеграции этой ткани в пористую структуру имплантата.
Так, с помощью резца с рабочей частью в форме острого угла и при соответствующем выборе параметров резания получают спиралевидную стружку треугольного поперечного сечения с заданной ориентацией граней (фиг.4, 5). При этом, если выполнить свивку из стружки с расположением плоской грани сечения на наружном диаметре спирали (фиг.4), то коэффициент трения импланта по поверхности контакта с костной тканью челюсти будет минимальным, что обеспечит легкое вхождение импланта в подготовленное отверстие и минимальное травмирование костной ткани за счет механических задиров при установке его в указанное отверстие с натягом. Такая форма проволоки и ориентация ее сечения в спирали целесообразны для имплантов передних зубов человека, где челюсть имеет малую толщину, а нагрузки на зубы минимальны.
Для коренных зубов, расположенных в более массивной части челюстей, целесообразно выполнение имплантов из стружки с ориентацией плоской грани сечения на внутреннем диаметре спирали, как это показано на фиг.5. При таком выполнении импланта коэффициент трения импланта по поверхности контакта с костной тканью челюсти будет максимальным, что обеспечит наибольшую надежность сцепления упругой вставки на этапе ее вживления в организм. Это предотвратит разбалтывание импланта в отверстии челюсти и обеспечит быстрое прорастание костной ткани в его межвитковое пространство. В зависимости от особенностей зубов и челюстей конкретного человека возможно выполнение спирали из треугольной проволоки в виде равностороннего треугольника с заданной ориентацией относительно оси винтовой линии спирали (на фигурах не показано). В этом случае можно обеспечить легкое вхождение импланта в специально подготовленное отверстие в челюсти, но его затрудненный выход из отверстия после установки, во время адаптационного периода и дальнейшей рабочей эксплуатации.
В зависимости от структуры костной ткани и ее плотности иногда целесообразным является изготовление спирали из стружки с поперечным сечением в форме ромба (фиг.6), параллелограмма (фиг.7) или полуокружности заданного радиуса (фиг.8) и с заданной ориентацией указанных сечений относительно осей винтовых линий спирали. Возможно изготовление спирали из стружки с поперечным сечением в форме равнобедренного треугольника со скруглением в вершинах углов и с заданной ориентацией указанных сечений относительно осей винтовых линий спирали (на фигурах не показано). Процесс спекания части витков в объеме имплантата для всех типов стружки производят одинаково, однако величина импульса разряда может в пределах указанного диапазона для того или иного типа сечения стружки варьироваться.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявляемого изобретения, позволили установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными (идентичными) всем существенным признакам заявляемого изобретения.
Определение из перечня выявленных аналогов прототипа позволило выявить совокупность существенных по отношению к усматриваемому техническому результату отличительных признаков в заявляемом «Способе», изложенных в формуле изобретения.
Результаты поиска показали, что заявляемое изобретение не вытекает для специалиста явным образом из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявляемого изобретения преобразований на достижение технического результата.
Предлагаемое изобретение может быть использовано в медицинской технике, а именно в ортопедических стоматологических устройствах для имплантирования зубных и иных протезов, и осуществлено с помощью известных средств. Теоретическое и экспериментальное исследования, проведенные авторами, показали, что имплантаты, изготовленные по предлагаемому способу из нового упругопористого материала, способны обеспечить высокий уровень сцепления с костной тканью, заданную прочность и эластичность, что существенно увеличивает долговечность имплантированных протезов и комфортность их эксплуатации.
Этим доказывается достижение усматриваемого заявителем технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дентальный имплантат и способ его изготовления | 2015 |
|
RU2624169C2 |
| ДЕНТАЛЬНЫЙ ИМПЛАНТАТ ДЮБЕЛЬНОЙ СИСТЕМЫ | 2023 |
|
RU2815463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО ПРОВОЛОЧНОГО МАТЕРИАЛА "МЕРЕТРАНС" | 2003 |
|
RU2255830C1 |
| ВНУТРИКОСТНЫЙ ЗУБНОЙ ИМПЛАНТАТ | 1996 |
|
RU2103943C1 |
| ВНУТРИКОСТНЫЙ ЗУБНОЙ ИМПЛАНТАТ | 1997 |
|
RU2123310C1 |
| Блок имплантата для реконструкции дефектной части кости и способ реконструкции дефектной части кости | 2014 |
|
RU2620494C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАННОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2532715C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО ПРОВОЛОЧНОГО МАТЕРИАЛА "МЕРЕТРАНС" И ИЗДЕЛИЙ ИЗ НЕГО | 2005 |
|
RU2290275C2 |
| ВНУТРИКОСТНЫЙ ЗУБНОЙ ИМПЛАНТАТ | 1997 |
|
RU2136245C1 |
| ЗУБНОЙ ИМПЛАНТАТ | 2007 |
|
RU2407479C1 |
Изобретение относится к порошковой металлургии, в частности к получению упругопористых нетканых проволочных материалов. Может использоваться в медицинской технике, а именно в ортопедических стоматологических устройствах для имплантирования зубных и иных протезов в костные ткани. Стружку получают при точении цилиндрической детали из титанового сплава резцом, заточенным таким образом, чтобы обеспечить получение формы профиля проволоки, выбираемого в зависимости от структуры и плотности костной ткани, а также прочности сцепления упругопористого материала с костной тканью, обеспечивающих необходимую несущую способность, определяемую расположением зубов в челюстях. Параметры точения подбирают таким образом, чтобы стружка автоматически сворачивалась в спираль заданного диаметра и шага. Из полученной стружки изготавливают коврик, сворачивают его в спиральный рулон и проводят опрессовку полученной заготовки в пресс-форме. Полученное изделие в виде втулки устанавливают с натягом между электродами и пропускают через него ток заданной интенсивности для сварки отдельных витков. Энергию электрического разряда выбирают из условия Е=(0,25-0,4)·Wmax/R, где R - электрическое сопротивление упругодемпфирующего элемента; Wmax - максимальный импульс напряжения разряда электрического тока. Полученный материал обеспечивает высокий уровень сцепления с костной тканью, прочность и эластичность, что увеличивает долговечность имплантов. 5 з.п. ф-лы, 8 ил.
1. Способ изготовления упругопористого нетканого проволочного материала для ортопедических стоматологических устройств, включающий получение из металлической проволоки спирали заданного диаметра и шага, изготовление коврика из перекрещивающихся отрезков спирали, сворачивание коврика в спиральный рулон, опрессовку полученной заготовки в пресс-форме, отличающийся тем, что в качестве проволоки используют стружку, получаемую при точении цилиндрической детали из титанового сплава резцом, заточенным таким образом, чтобы обеспечить получение формы профиля проволоки, выбираемого в зависимости от структуры и плотности костной ткани, а также прочности сцепления упругопористого материала с костной тканью, обеспечивающих необходимую несущую способность в зависимости от расположения зубов в челюстях, при этом параметры точения подбирают таким образом, чтобы стружка автоматически сворачивалась в спираль заданного диаметра и шага, а после изготовления заготовки и прессования ее в пресс-форме полученное изделие в виде втулки устанавливают с натягом между электродами и пропускают через него ток заданной интенсивности для сварки отдельных витков в массиве изделия, при этом энергию электрического разряда выбирают из условия
 ,
,
где E - энергия электрического разряда, пропущенного через упругодемпфирующий элемент;
R - электрическое сопротивление упругодемпфирующего элемента;
Wmax - максимальный импульс напряжения разряда электрического тока.
2. Способ по п.1, отличающийся тем, что форму профиля проволоки выбирают в виде равностороннего треугольника с заданной ориентацией относительно оси винтовой линии спирали.
3. Способ по п.1, отличающийся тем, что форму профиля проволоки выбирают в форме ромба с заданной ориентацией относительно оси винтовой линии спирали.
4. Способ по п.1, отличающийся тем, что форму профиля проволоки выбирают в форме параллелограмма с заданной ориентацией относительно оси винтовой линии спирали.
5. Способ по п.1, отличающийся тем, что форму профиля проволоки выбирают в виде полуокружности заданного радиуса и с заданной ориентацией относительно оси винтовой линии спирали.
6. Способ по п.1, отличающийся тем, что форму профиля проволоки выбирают в виде равнобедренного треугольника со скруглением в вершинах углов и с заданной ориентацией относительно оси винтовой линии спирали.
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА "МР" ИЗ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2000 |
|
RU2186651C2 |
| Способ изготовления деталей из нетканого материала на проволочной основе | 1977 |
|
SU632447A1 |
| ЯЧЕИСТО-КАРКАСНЫЙ МЕТАЛЛИЧЕСКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2230820C2 |
| СПОСОБ МАГНИТНОЙ СЕПАРАЦИИ МЕЛКОДИСПЕРСНЫХ СЛАБОМАГНИТНЫХ СЫПУЧИХ ПРОДУКТОВ И СЕПАРАТОР МАГНИТНЫЙ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2462316C2 |
| EP 0566427 B1, 15.03.2000. | |||

