ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к упаковке с самостоятельным выпуском воздуха, в частности к способу, согласно которому клапан самостоятельного выпуска воздуха, выполняемый с зоной концентрации напряжений, изготавливают на обычной упаковке без особых ограничений относительно положения клапана, после наполнения упаковки.
[0002] В частности, настоящее изобретение относится к способу изготовления пластиковой упаковки с самостоятельным выпуском воздуха, используемой для разогрева пищевого продукта в микроволновой печи.
УРОВЕНЬ ТЕХНИКИ
[0003] Одной из современных тенденций развития пищевой промышленности является растущий спрос на пищевые полуфабрикаты быстрого приготовления, связанный с увеличением числа людей, ведущих домашнее хозяйство в одиночку и по тем или иным причинам не желающих заниматься самостоятельным приготовлением пищи, вследствие чего в настоящее время наблюдается активный рост рынка готовых блюд, которые перед употреблением достаточно только разогреть. Такие готовые блюда часто пакуют в контейнеры с крышкой или пакеты.
[0004] Чаще всего готовые блюда разогревают в микроволновой печи. Чтобы избежать взрыва во время разогревания герметично упакованного продукта, обычный контейнер или пакет необходимо по меньшей мере частично открыть или, например, проколоть, чтобы дать выход пару, в который при нагревании превращается содержащаяся в блюде вода.
[0005] Было разработано несколько конструкций клапанов для упаковки (из многослойного материала, с добавочными или дополнительными швами), позволяющей разогревать, например, овощи или готовые блюда, просто помещая их в микроволновую печь. Такие конструкции обладают некоторыми преимуществами, такими как, например, приготовление паром, меньшие потери жидкости, сообщение о нагреве продукта звуком открывающегося клапана. При этом, однако, установка таких клапанов требует особой конструкции упаковки или особого технологического процесса.
[0006] В патентном документе WO 2004/048225 раскрыта конструкция клапана, встраиваемого в многослойный материал и открываемого без разрушения под давлением пара, образующегося внутри пакета во время разогрева. Очевидно, что упаковка с указанной конструкцией дороже обычной упаковки.
[0007] В патентном документе US 2005/0276885 описан пищевой продукт для приготовления в микроволновой печи, помещенный в упаковку с самостоятельным выпуском воздуха, выполненную с разрушаемым швом в различных местах по линии открываемого отверстия. В данном документе не объясняется, как провести стерилизацию без использования противодавления, которое сложно создать в автоклаве, но которое необходимо для предотвращения разрушения указанного шва в процессе стерилизации.
[0008] В патентном документе ЕР 1 067 058 описан паровой клапан на устойчивом пакете, представляющий собой дополнительный шов с отверстием по центру. Шов размещен на пакете таким образом, что пакет можно наполнять уже после изготовления сварного клапана. В указанном документе предусмотрено изготовление клапана до наполнения пакета, чтобы исключить нарушения качества шва вследствие загрязнения внутренней поверхности содержимым пакета.
[0009] В патентных документах GB 2414226A и JP 2005187079 описан аналогичный клапан, представляющий собой дополнительный шов. Однако в отличие от клапана из ЕР 1 067 058 шов выполнен с меньшей прочностью и открывается путем разделения двух сварных слоев.
[0010] В патентном документе JP 2006095708 показан запаянный с четырех сторон пакет с дополнительным клапаном, выполненным внахлест, также открываемым путем отслаивания.
[0011] Хотя уже хорошо известна упаковка с самостоятельным выпуском воздуха, используемая для охлажденных и замороженных продуктов, на этом рынке имеется лишь небольшое число готовых блюд, обычно стерилизуемых в автоклаве. Чтобы не произошло повреждения упаковки, в целом при прочих равных условиях давление открытия клапана должно быть значительно ниже давления разрыва упаковки.
[0012] Для получения безопасного (промышленно стерилизованного) продукта с длительным сроком хранения процессы в автоклаве обычно выполняются при температуре выше 121°С (Buchner N.: Verpackung von Lebensmitteln, Berlin: Springer, 1999). Чтобы исключить вздутие или даже разрыв гибких пакетов в ходе термообработки, необходимо создать соответствующее противодавление. В зависимости от изменения давления пара внутри автоклава в ходе стерилизационного цикла (нагрев, стерилизация при постоянной температуре, охлаждение) необходимо регулировать противодавление таким образом, чтобы в максимальной мере избежать повреждения пакетов в результате их раздувания и деформации (Campden & Chorleywood Food Research Association Group: Guidelines on good manufacturing practice for heat processed flexible packaging, Guidelines No. 50, Chipping Campden: 2006).
[0013] Помимо регулировки давления, важно обеспечить точность процесса наполнения упаковки, исключающую избыток воздуха и/или продукта, а также корректность расположения пакетов в корзинах автоклава, чтобы таким образом исключить возможность появления нежелательного избыточного давления внутри пакетов.
[0014] Другим термическим процессом, применяемым при производстве продуктов длительного хранения, является пастеризация, представляющая собой термообработку при температурах ниже 100°С без использования противодавления (Buchner N.; Verpackung von Lebensmitteln, Berlin: Springer, 1999). Для обработки некоторых продуктов, например, с рН<4,5 этих условий вполне достаточно для изготовления продукта длительного хранения. В ходе термообработки происходит расширение содержащихся в упаковке продукта и воздуха в соответствии с их коэффициентами теплового расширения. В зависимости от объема воздуха и продукта в пакете указанное расширение может вызвать открытие клапана, изготовленного на упаковке. В первую очередь это относится к жестким и полужестким контейнерам с крышкой, поскольку такая упаковка не предусматривает наличия свободного пространства, компенсирующего увеличение объема содержимого. Обычно при образовании избыточного внутреннего давления происходит вспучивание дна указанных контейнеров, с восстановлением формы при охлаждении контейнера. Клапаны указанных контейнеров не выдержали бы образовавшегося внутри давления.
[0015] В свете вышеизложенного совершенно очевидна необходимость создания способа упаковки пищевых продуктов, приготавливаемых в микроволновой печи с обеспечением самостоятельного выпуска воздуха через разрушаемую зону концентрации напряжений при разогревании в микроволновой печи, предусматривающего изготовление указанной зоны концентрации напряжений на упаковке после этапов наполнения и термообработки.
ОПРЕДЕЛЕНИЯ
[0016] В нижеследующем описании термин "ультразвуковой сварной клапан" означает разрушаемый сварной клапан, содержащий шов, соединяющий внутренние слои и изготовленный с использованием способа ультразвуковой сварки.
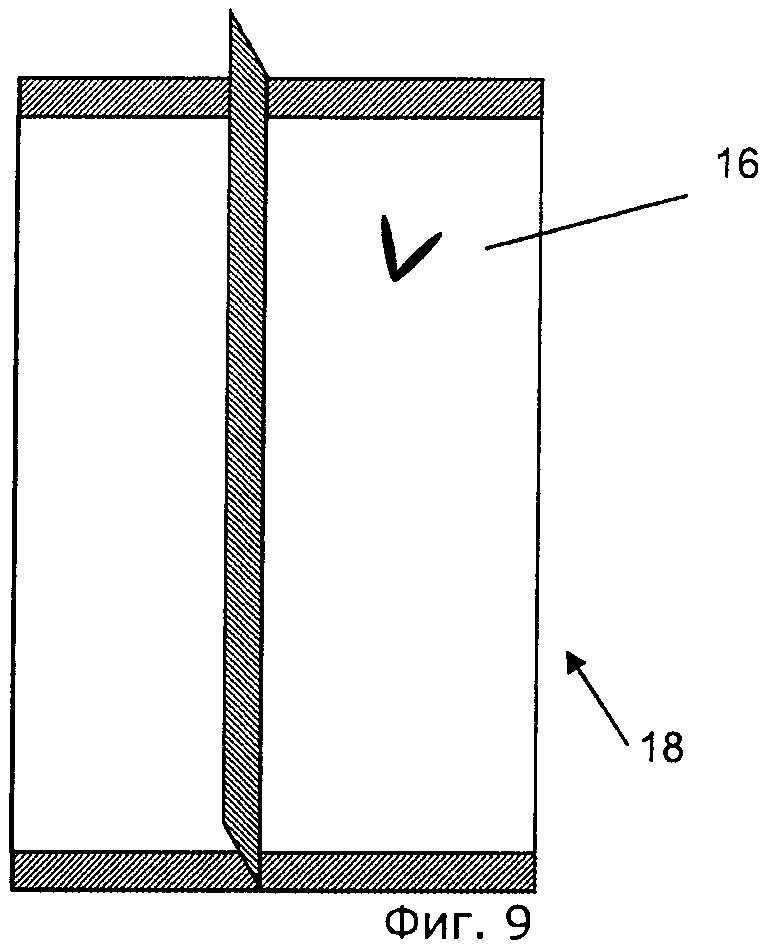
[0017] Под термином "шов, соединяющий внутренние слои" или "внутренний слой с внутренним слоем" понимается сварной шов, соединяющий внутренние слои упаковочной тары, то есть слои, которые реально или потенциально находятся в контакте с пищевым продуктом (см. фиг.9 и 10). Например, в контейнере с приваренной к нему крышкой внутренний слой крышки (потенциально контактирующий с пищевым продуктом) приварен к внутреннему слою контейнера.
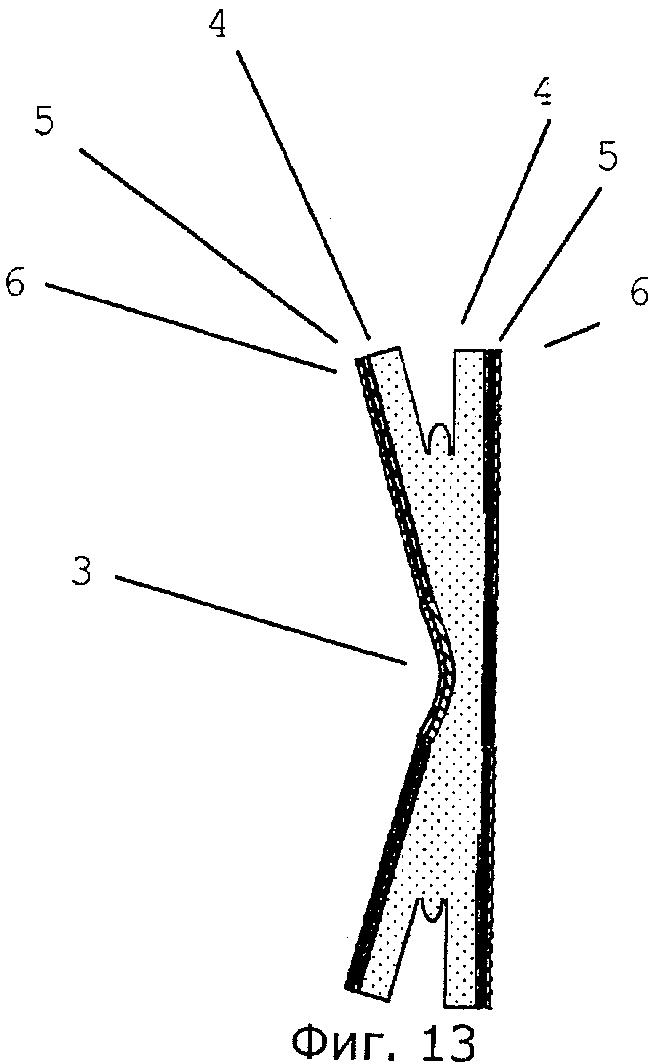
[0018] В рамках настоящего изобретения под швом, соединяющим внутренние слои, следует понимать шов между внутренним слоем первой детали (изготовленный глубокой вытяжкой контейнер) и внутренним слоем второй детали (крышка), соединяющий первую и вторую детали с образованием упаковки с самостоятельным выпуском воздуха, вмещающей пищевой продукт. Внутренней считается сторона детали, потенциально контактирующая с пищевым продуктом. Указанные швы, соединяющие внутренние слои или "противолежащие внутренние слои, выполняются посредством ультразвуковой сварки, что позволяет уменьшить суммарную толщину двух совмещенных слоев (см. фиг.13) и выполнить зону ослабления, которая разрушается и открывает пакет в случае образования избыточного внутреннего давления, обеспечивая тем самым выход пара (см. фиг.14 и фиг.15).
ЗАДАЧИ ИЗОБРЕТЕНИЯ
[0019] Задачей настоящего изобретения является устранение недостатков известного уровня техники и предложение способа, позволяющего изготавливать ультразвуковой сварной клапан на обычной наполненной упаковке без специальной установки и конструкции клапана, причем с минимальными ограничениями относительно положения указанного клапана.
[0020] В частности, в рамках настоящего изобретения предлагается упаковка с самостоятельным выпуском воздуха, предназначенная для использования при разогревании пищевого продукта в микроволновой печи и выполненная с разрушаемым сварным клапаном (3), содержащим соединяющий внутренние слои шов, изготовленный посредством ультразвуковой сварки, и называемым в данном описании ультразвуковым сварным клапаном.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0021] В настоящем изобретении раскрыт способ изготовления упаковки с самостоятельным выпуском воздуха, предназначенной для использования при разогревании в микроволновой печи пищевого продукта и выполненной с разрушаемым сварным клапаном (3), содержащим соединяющий внутренние слои шов, создающий на указанной упаковке зону ослабления с возможностью разрыва под действием избыточного давления внутри упаковки, причем указанный способ содержит следующие последовательные этапы:
берут открытую пластиковую упаковку;
наполняют указанную упаковку пищевым продуктом;
укупоривают пластиковую упаковку посредством изготовления соединительного шва с получением закрытого пакета, содержащего готовый к стерилизации пищевой продукт;
выполняют термообработку указанного пищевого продукта;
выполняют на упаковке разрушаемый сварной клапан (3), используя способ ультразвуковой сварки.
[0022] Частные варианты осуществления настоящего изобретения содержат по меньшей мере один из нижеследующих признаков или совместимую комбинацию указанных признаков:
термообработка представляет собой стерилизацию, выполняемую при температуре выше 100°С;
термообработка представляет собой пастеризацию;
разрушаемый сварной клапан выполнен в виде треугольного, овального или круглого сварного клапана;
разрушаемый сварной клапан выполнен в виде треугольного, овального или круглого сварного клапана с перфорированным отверстием;
разрушаемый сварной клапан выполнен в виде треугольного, овального или круглого сварного клапана с надрезом;
разрушаемый сварной клапан выполнен в виде V-образного сварного клапана;
разрушаемый сварной клапан выполнен в виде прямой линии;
упаковка с самостоятельным выпуском воздуха представляет собой устойчивый пакет;
упаковка с самостоятельным выпуском воздуха представляет собой контейнер;
контейнер выполнен с использованием совместной экструзии полипропилена и сополимера этилена и винилового спирта;
соединяющий внутренние слои шов выполняют на свариваемом слое полиэтилена или полипропилена;
пластиковая упаковка изготовлена с использованием многослойного материала, по меньшей мере один из слоев которого выбран из группы, содержащей полиэстер с изолирующим покрытием и полиамид;
изолирующее покрытие выбрано из группы, содержащей оксид алюминия, оксид кремния и изолирующее органическое покрытие.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
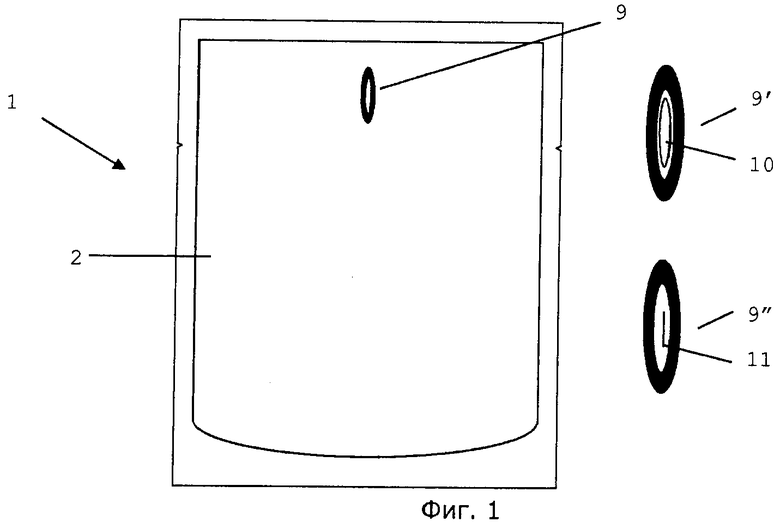
[0023] Фиг.1 показывает устойчивый пакет с овальным ультразвуковым сварным клапаном - замкнутым, с перфорированным отверстием и с простым надрезом.
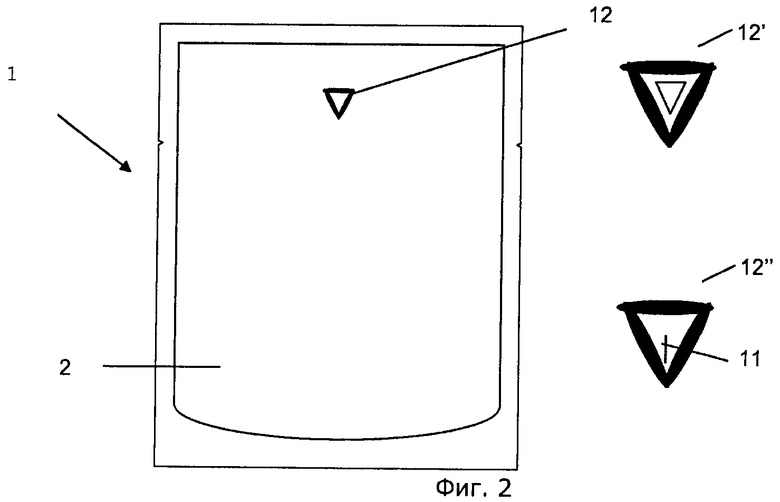
[0024] Фиг.2 показывает устойчивый пакет с треугольным ультразвуковым сварным клапаном - замкнутым, с перфорированным отверстием и с простым надрезом.
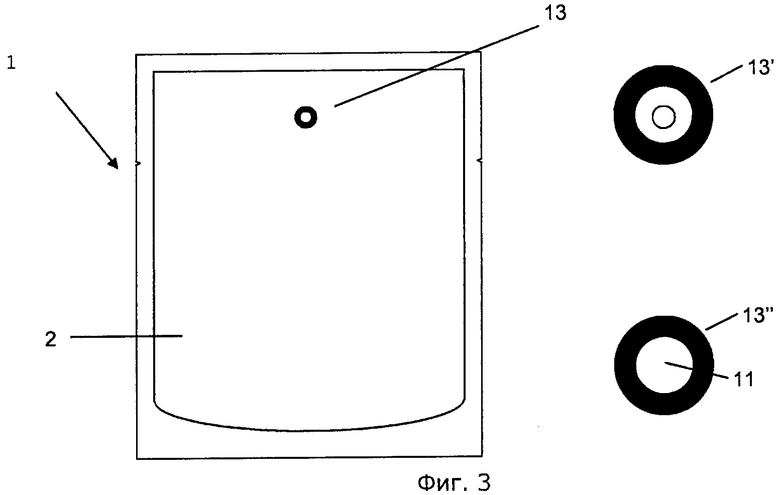
[0025] Фиг.3 показывает устойчивый пакет с круглым ультразвуковым сварным клапаном - замкнутым, с перфорированным отверстием и с простым надрезом.
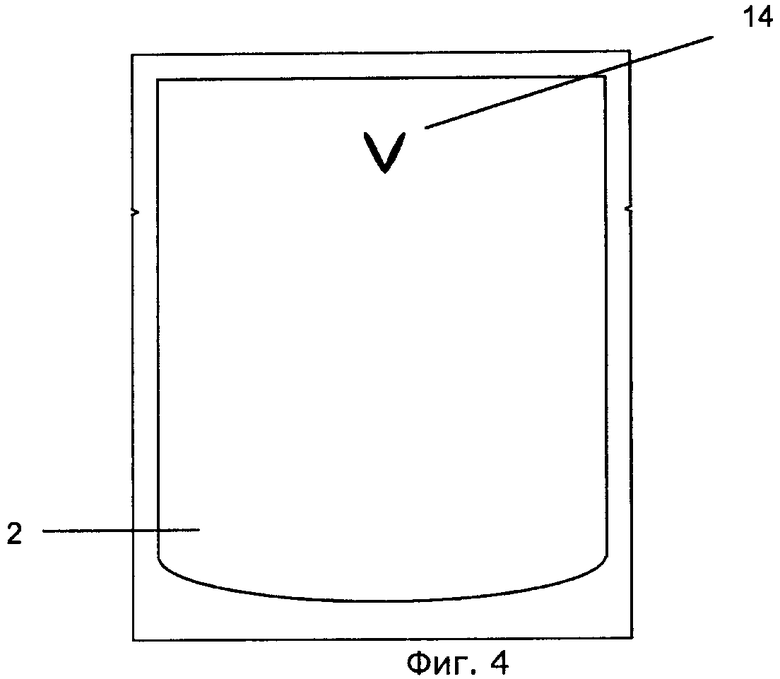
[0026] Фиг.4 показывает устойчивый пакет с V-образным ультразвуковым сварным клапаном.
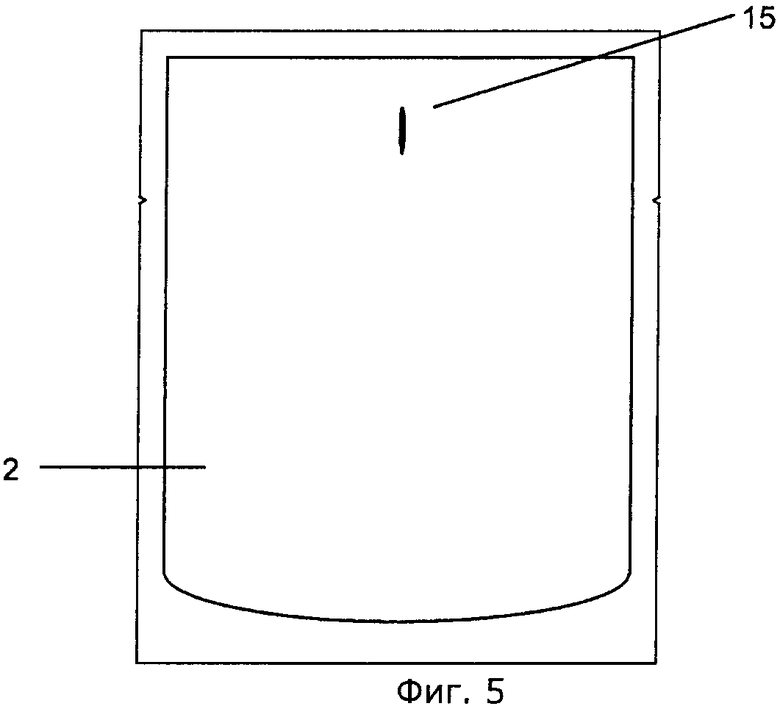
[0027] Фиг.5 показывает устойчивый пакет с ультразвуковым сварным клапаном в виде прямой линии.
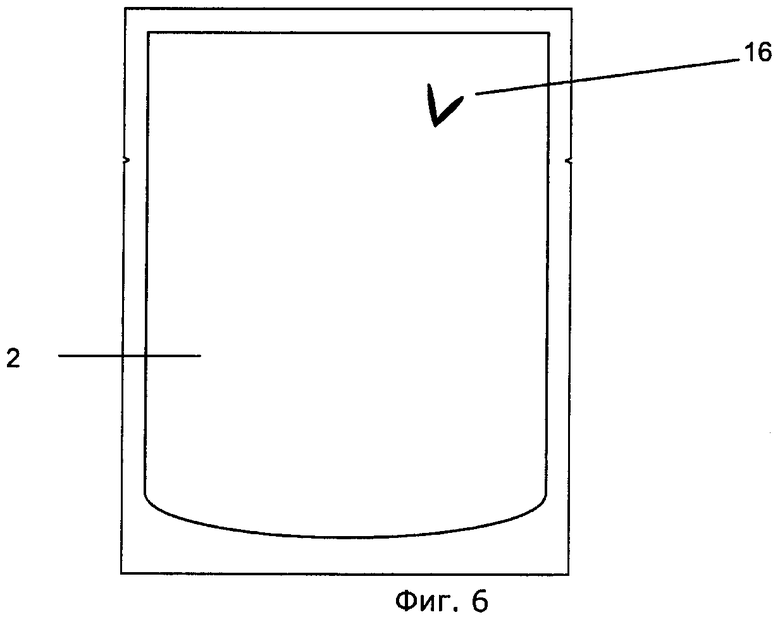
[0028] Фиг.6 показывает устойчивый пакет с развернутым V-образным ультразвуковым сварным клапаном, выполненным на одной из сторон пакета.
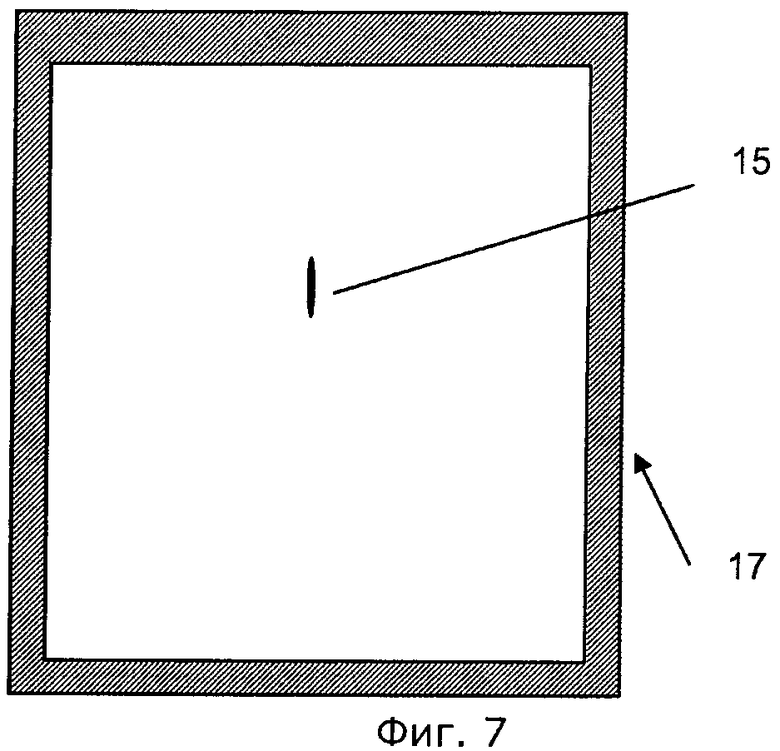
[0029] Фиг.7 показывает запаянный с четырех сторон пакет с ультразвуковым сварным клапаном в виде прямой линии.
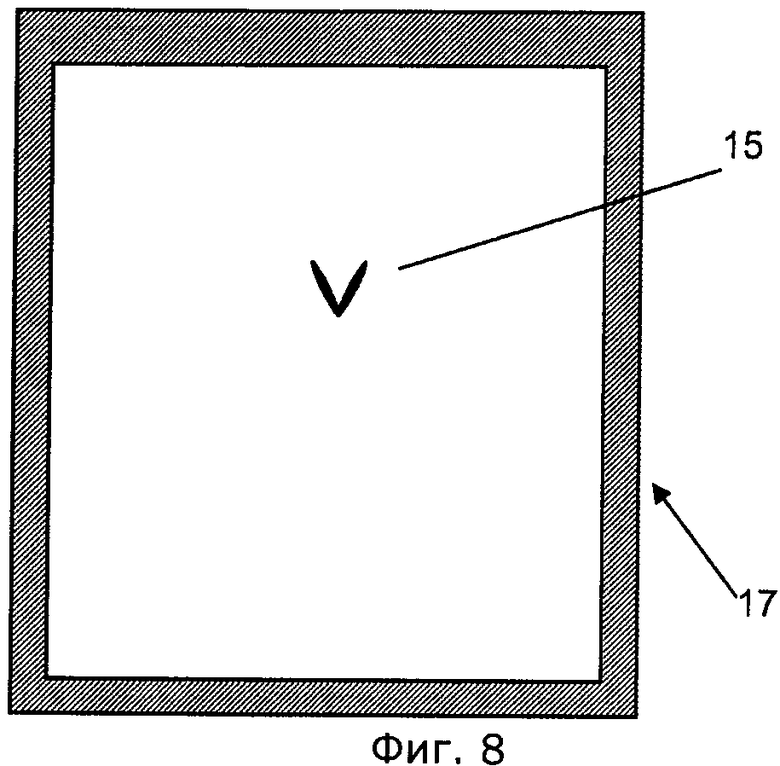
[0030] Фиг.8 показывает запаянный с четырех сторон пакет с V-образным ультразвуковым сварным клапаном.
[0031] Фиг.9 показывает пакет, запечатанный формовочно-фасовочным аппаратом, со сварным швом, соединяющим внутренние края материала (внутренний край с внутренним краем), и V-образным ультразвуковым сварным клапаном.
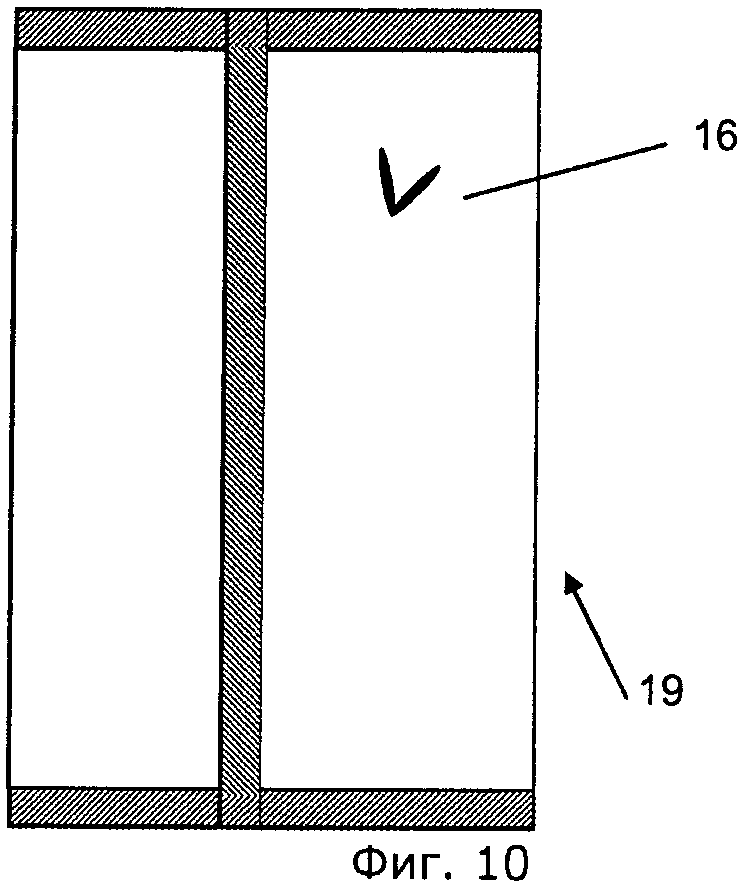
[0032] Фиг.10 показывает пакет, запечатанный формовочно-фасовочным аппаратом, с нахлесточным сварным швом (внутренний край с внешним краем) и V-образным ультразвуковым сварным клапаном.
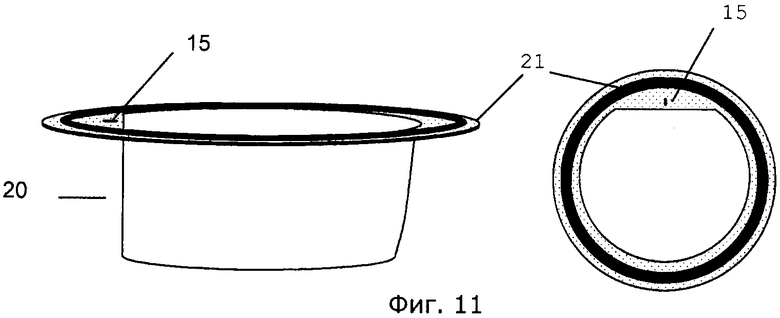
[0033] Фиг.11 показывает вид сбоку и сверху контейнера с обычной приваренной к нему крышкой, дополнительно снабженной ультразвуковым сварным клапаном.
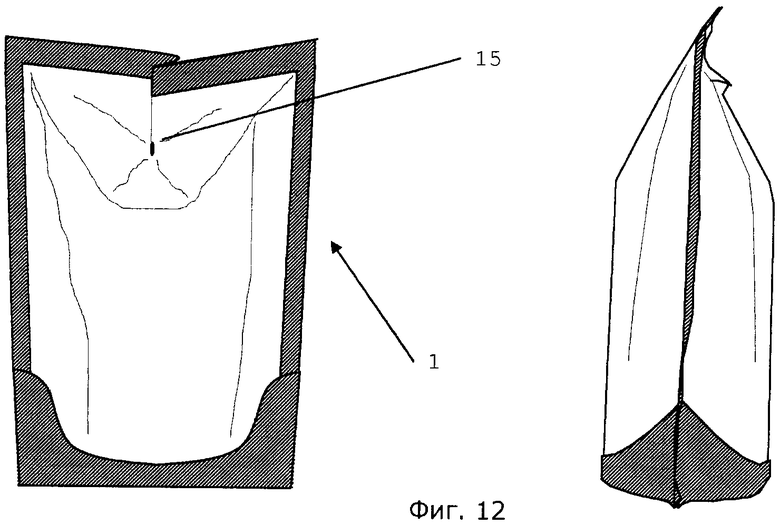
[0034] Фиг.12 показывает вид спереди и сбоку вздувшегося пакета с разрушенным ультразвуковым сварным клапаном.
[0035] Фиг.13 показывает детальный поперечный надрез соединяющего внутренние слои шва в наполненном пакете со сварным клапаном.
[0036] Фиг.14 показывает поперечный разрез вздувшейся передней части пакета и вид сбоку с разрушенным ультразвуковым сварным клапаном.
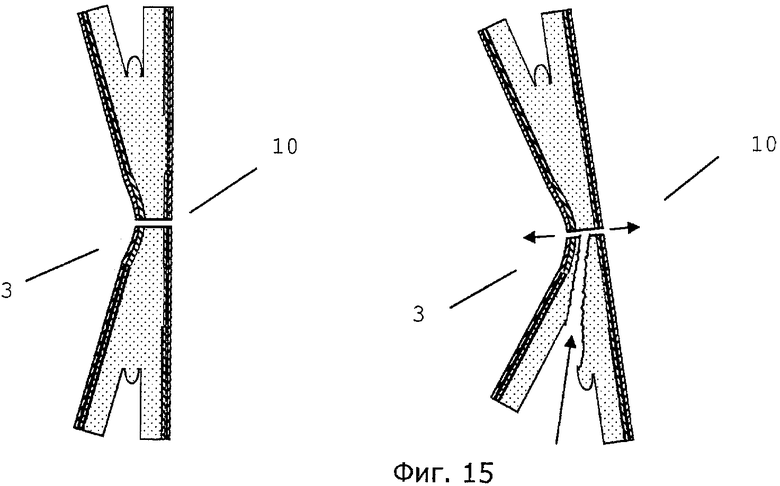
[0037] Фиг.15 показывает еще один вариант открывающей конструкции ультразвукового сварного клапана с отверстием.
[0038] Номера позиций:
1 - устойчивый пакет с самостоятельным выпуском воздуха
2 - отсек хранения содержимого
3 - ультразвуковой сварной клапан
4 - свариваемый слой полипропилена
5 - слой ОПА (ОРА)
6 - слой ПЭТФ (РЕТР) - оксид алюминия
Позиции 9-16 относятся к частным вариантам осуществления ультразвукового сварного клапана 3.
9 - овальный ультразвуковой сварной клапан
9' - овальный ультразвуковой сварной клапан с перфорированным овальным отверстием
9'' - овальный ультразвуковой сварной клапан с надрезом
10 - перфорированное овальное отверстие
11 - надрез
12 - треугольный ультразвуковой сварной клапан
12' - треугольный ультразвуковой сварной клапан с перфорированным отверстием
12" - треугольный ультразвуковой сварной клапан с надрезом
13 - круглый ультразвуковой сварной клапан
13' - круглый ультразвуковой сварной клапан с круглым перфорированным отверстием
13'' - круглый ультразвуковой сварной клапан с надрезом
14 - V-образный ультразвуковой сварной клапан
15 - ультразвуковой сварной клапан в виде прямой линии
16 - V-образный ультразвуковой сварной клапан, выполненный с поворотом на одной из сторон
17 - запаянный с четырех сторон пакет с ультразвуковым сварным клапаном
18 - запаянный формовочно-фасовочным аппаратом пакет с соединяющим внутренние края швом
19 - запаянный формовочно-фасовочным аппаратом пакет с нахлесточным швом
20 - контейнер
21 - обычная крышка
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0039] Самым надежным способом, позволяющим предотвратить повреждение или открытие клапана самостоятельного выпуска воздуха при повышении давления во время термообработки, является изготовление указанного клапана уже по завершении термообработки. Как было указано выше, большинство клапанов изготавливаются в виде дополнительных сварных швов.
[0040] При этом по завершении обработки и наполнения упаковки внутренний свариваемый слой значительно загрязнен содержимым упаковки. Кроме того, при проведении стерилизации, в результате воздействия высоких температур и контакта с содержимым упаковки, может произойти изменение свариваемости. Ингредиенты содержащегося в упаковке пищевого продукта могут проникнуть в свариваемый слой. По этой причине обычные способы сварки не пригодны для изготовления надежных сварных клапанов после наполнения упаковки.
[0041] Совершенно особым способом сварки является ультразвуковая сварка. Преимущество этой технологии состоит в том, что она позволяет изготавливать на упаковке швы, соединяющие внутренние слои, даже в случае загрязнения свариваемых слоев.
[0042] Ряд испытаний показал, что вопреки первоначальным ожиданиям ультразвуковая сварка позволяет изготавливать сварные клапаны со стабильными характеристиками даже после проведения стерилизации.
[0043] Поскольку сварной клапан изготавливают после стерилизации, это никоим образом не влияет на процесс стерилизации. Дополнительное преимущество состоит в отсутствии ограничений при выборе расположения клапана, которые возникли бы в случае необходимости наполнения упаковки с уже изготовленным клапаном.
[0044] На фиг.1-5 показано несколько вариантов размещения ультразвуковых сварных клапанов; при этом на фиг.6 показан один из отличающихся вариантов расположения. Помимо устойчивых пакетов, дополнительно на фиг.7-10 показаны запаянные с четырех сторон пакеты, а также варианты упаковки, запаянной формовочно-фасовочным аппаратом.
[0045] На фиг.11 показан контейнер с крышкой, содержащей ультразвуковой сварной клапан.
ПРИМЕРЫ
Пример 1
[0046] Согласно фиг.3, при помощи аппарата ультразвуковой сварки PS Dialog 1000 фирмы Herrmann Ultraschalltechnik посередине верхней части обработанного и наполненного рисом устойчивого пакета (ширина 140 мм, высота 190 мм, круглое складное дно типа "гассет" 40 мм) был изготовлен сварной клапан (кольцевой шов 13'' с вырезом 11 в середине).
[0047] Для изготовления указанного пакета использовался многослойный материал структуры ПЭТФ (РЕТР) - оксид алюминия 12 мкм / ОПА (ОРА) 15 мкм / ПП (РР) 70 мкм, полученный ламинированием покрытого оксидом алюминия слоя полиэфира (Camclear 800) толщиной 12 мкм при помощи адгезива (Adcote 811 с катализатором F) со слоем двуосно-ориентированного полиамида (Biaxis 15) толщиной 15 мкм, также приламинированного при помощи адгезива (Adcote 811 / катализатор F) к полипропиленовой пленке (Groflex 0969.000) толщиной 70 мкм (см. компоновку слоев на фиг.13).
[0048] Пакет разогрели в микроволновой печи при мощности 700 Вт. По истечении примерно полутора минут пакет начал раздуваться и клапан открылся путем образования трещины в многослойном материале.
Пример 2
[0049] Согласно фиг.5, посередине верхней части обработанного и наполненного рисом устойчивого пакета из Примера 1 был изготовлен сварной клапан (прямой шов 15 длиной 5 мм).
[0050] Пакет разогрели в микроволновой печи при мощности 700 Вт. По истечении примерно полутора минут пакет начал раздуваться и клапан открылся путем образования трещины в многослойном материале.
Пример 3
[0051] Согласно фиг.6, 9 и 10, в верхней части обработанного и наполненного рисом устойчивого пакета из Примера 1 был изготовлен сварной клапан (V-образный клапан 16).
[0052] Пакет разогрели в микроволновой печи при мощности 700 Вт. По истечении примерно полутора минут пакет начал раздуваться и клапан открылся путем образования трещины в многослойном материале.
Пример 4
[0053] Согласно фиг.7, посередине верхней части обработанного и запаянного с четырех сторон пакета (140×140 мм), наполненного томатным соусом, был изготовлен клапан (прямой шов 15 длиной 5 мм)
[0054] Пакет, находящийся в горизонтальном положении, разогрели в микроволновой печи при мощности 700 Вт. По истечении примерно 1 минуты и 15 секунд пакет начал раздуваться и клапан открылся путем образования трещины в многослойном материале.
Пример 5
[0055] Согласно фиг.11, на термообработанном контейнере со съемной крышкой из многослойного материала, полученного адгезивным ламинированием слоя полиэфира толщиной 12 мкм со слоем полиамида толщиной 15 мкм, приламинированного к съемному слою ПП (РР) толщиной 50 мкм, был изготовлен сварной клапан. В упаковке содержались макаронные изделия с соусом.
[0056] Пакет разогрели в микроволновой печи при мощности 700 Вт. По истечении примерно одной минуты контейнер начал раздуваться и клапан открылся путем разрыва сварного клапана.
[0057] В настоящем изобретении раскрыт способ, обеспечивающий возможность производства упаковки с изготовлением парового клапана после наполнения и, если необходимо, после термообработки, причем с незначительными ограничениями относительно расположения указанного клапана. Описанное изобретение применимо также при производстве полужестких и жестких контейнеров, а также стаканов с крышками из гибкой пленки с использованием простого оборудования ультразвуковой сварки, что позволяет обходиться без сложных линий по изготовлению дополнительных клапанов или конструктивно сложной упаковки.
Дополнительные примеры подходящих многослойных материалов:
изолирующий полиэфир (ПЭТ, PET) (покрытие из оксида алюминия, покрытие из оксида кремния, изолирующее органическое покрытие) / полиамид (ПА, PA) // полипропилен (ПП, РР), полиэтилен (ПЭ, РЕ);
полиэфир (ПЭТ, PET) / изолирующий полиэфир (ПЭТ, PET) (покрытие из оксида алюминия, покрытие из оксида кремния, изолирующее органическое покрытие) / полипропилен (ПП, РР), полиэтилен (ПЭ, РЕ);
полиэфир / изолирующий полиамид (покрытие из оксида алюминия, покрытие из оксида кремния, изолирующее органическое покрытие) / полипропилен (ПП, РР), полиэтилен (ПЭ, РЕ);
изолирующий полиэфир (ПЭТ, PET) (покрытие из оксида алюминия, покрытие из оксида кремния, изолирующее органическое покрытие) / полипропилен (ПП, РР), полиэтилен (ПЭ, РЕ);
изолирующий полиамид (ПА, РА) (покрытие из оксида алюминия, покрытие из оксида кремния, изолирующее органическое покрытие) / полипропилен (ПП, РР), полиэтилен (ПЭ, РЕ).
Примеры многослойных материалов для контейнера и крышки.
Контейнер:
полипропилен (ПП, РР);
полиэфир (ПЭТ, PET);
совместная экструзия полипропилена с сополимером этилена и винилового спирта (EVON) в качестве изоляционного слоя.
Крышка:
полиэфир с плавким покрытием;
полипропилен (ПП, РР);
многослойные материалы:
изолирующий полиэфир (ПЭТ, PET) (покрытие из оксида алюминия, покрытие из оксида кремния, изолирующее органическое покрытие) / полиамид (ПА, PA) // полипропилен, полиэтилен;
полиэфир (ПЭТ, PET) / изолирующий полиэфир (ПЭТ, PET) (покрытие из оксида алюминия, покрытие из оксида кремния, изолирующее органическое покрытие) / полипропилен, полиэтилен;
полиэфир / изолирующий полиамид (покрытие из оксида алюминия, покрытие из оксида кремния, изолирующее органическое покрытие) / полипропилен, полиэтилен;
изолирующий полиэфир (ПЭТ, PET) (покрытие из оксида алюминия, покрытие из оксида кремния, изолирующее органическое покрытие) / полипропилен, полиэтилен;
изолирующий полиамид (ПА, РА) (покрытие из оксида алюминия, покрытие из оксида кремния, изолирующее органическое покрытие) / полипропилен, полиэтилен.
[0058] Настоящее изобретение основано на приоритетной европейской патентной заявке №08447040.0, включенной в настоящее описание по ссылке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЧНО ЗАКРЫТАЯ УПАКОВКА ДЛЯ НАГРЕВАНИЯ В МИКРОВОЛНОВОЙ ПЕЧИ | 2012 |
|
RU2589607C2 |
| ГИБКИЙ КОНТЕЙНЕР ДЛЯ ПАРЕНТЕРАЛЬНЫХ ЖИДКОСТЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2183446C2 |
| УПАКОВОЧНЫЙ ЛИСТОВОЙ МАТЕРИАЛ И ИЗГОТОВЛЕННАЯ ИЗ НЕГО УПАКОВКА | 2002 |
|
RU2283808C2 |
| УЗЕЛ УПАКОВКИ ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ И НАПИТКОВ | 2006 |
|
RU2389664C1 |
| СИСТЕМА ВЫДАЧИ ТЕКУЧЕЙ СРЕДЫ И СПОСОБ СБОРКИ СИСТЕМЫ ВЫДАЧИ ДЛЯ ТЕКУЧЕЙ СРЕДЫ | 2017 |
|
RU2733009C1 |
| ГОТОВАЯ ДЛЯ ВТОРИЧНОЙ ПЕРЕРАБОТКИ ПОКРЫВНАЯ ПЛЕНКА | 2020 |
|
RU2825276C1 |
| ГИБКИЙ УПАКОВОЧНЫЙ КОНТЕЙНЕР И ПЕРЕХОДНИК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2457992C1 |
| ПАКЕТЫ, ОТКРЫВАЮЩИЕСЯ СНИЗУ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2008 |
|
RU2453485C2 |
| УПАКОВКА | 2015 |
|
RU2676980C2 |
| ГИБКИЙ ПАКЕТ С УВЕЛИЧЕННЫМ ОТВЕРСТИЕМ | 2013 |
|
RU2653676C2 |
Настоящее изобретение относится к способу изготовления упаковки с самостоятельным выпуском воздуха, предназначенной для использования при разогревании пищевого продукта в микроволновой печи. Упаковка выполнена с разрушаемым сварным клапаном (3), содержащим соединяющий внутренние слои шов, создающий на указанной упаковке зону ослабления с возможностью разрыва под действием избыточного давления внутри упаковки. Указанный способ содержит следующие последовательные этапы: берут открытую пластиковую упаковку; наполняют указанную упаковку пищевым продуктом; укупоривают пластиковую упаковку посредством изготовления соединительного шва с получением закрытого пакета, содержащего готовый к стерилизации пищевой продукт; выполняют термообработку указанного пищевого продукта. Используя способ ультразвуковой сварки, выполняют на упаковке разрушаемый сварной клапан (3). Обеспечивается исключение возможности появления нежелательного избыточного давления внутри упаковки. 14 з.п. ф-лы, 15 ил., 5 пр.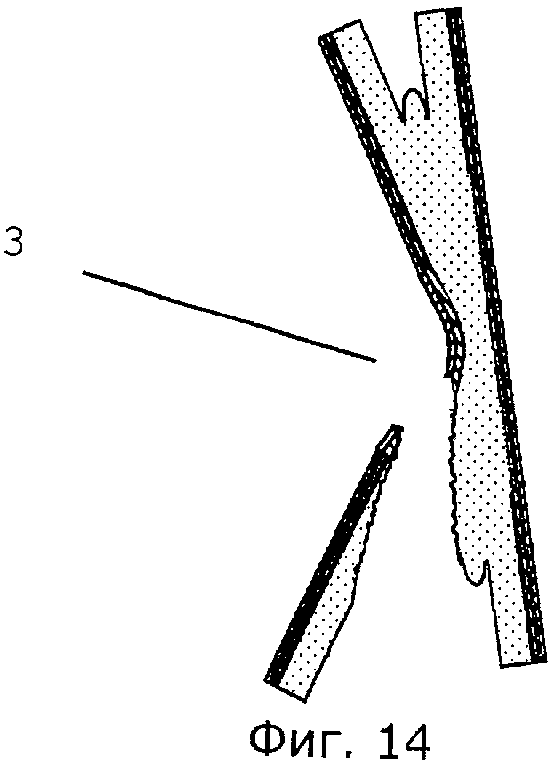
1. Способ изготовления упаковки с самостоятельным выпуском воздуха, предназначенной для использования при разогревании в микроволновой печи пищевого продукта и выполненной с разрушаемым сварным клапаном (3), содержащим соединяющий внутренние слои шов, создающий на указанной упаковке зону ослабления с возможностью разрыва под действием избыточного давления внутри упаковки, при этом указанный способ содержит следующие последовательные этапы:
берут открытую пластиковую упаковку;
наполняют указанную упаковку пищевым продуктом;
укупоривают пластиковую упаковку посредством изготовления соединительного шва с получением закрытого пакета, содержащего указанный пищевой продукт;
выполняют термообработку указанного пищевого продукта;
выполняют на упаковке разрушаемый сварной клапан (3), используя способ ультразвуковой сварки.
2. Способ по п.1, отличающийся тем, что указанная термообработка представляет собой пастеризацию.
3. Способ по п.1, отличающийся тем, что указанная термообработка представляет собой стерилизацию при температуре более 100°С.
4. Способ по любому из пп.1-3, отличающийся тем, что разрушаемый сварной клапан (3) находится на расстоянии от соединительного шва упаковки.
5. Способ по любому из пп.1-3, отличающийся тем, что указанный разрушаемый сварной клапан (3) выполнен в виде треугольного, овального или круглого сварного клапана.
6. Способ по любому из пп.1-2, отличающийся тем, что указанный разрушаемый сварной клапан (3) выполнен в виде треугольного, овального или круглого сварного клапана с перфорированным отверстием (9', 12', 13').
7. Способ по любому из пп.1-2, отличающийся тем, что указанный разрушаемый сварной клапан (3) выполнен в виде треугольного, овального или круглого сварного клапана с надрезом (9", 12", 13").
8. Способ по любому из пп.1-2, отличающийся тем, что указанный разрушаемый сварной клапан (3) выполнен в виде V-образного сварного клапана (14, 16).
9. Способ по любому из пп.1-2, отличающийся тем, что указанный разрушаемый сварной клапан (3) выполнен в виде прямой линии (15).
10. Способ по любому из пп.1-3, отличающийся тем, что упаковка с самостоятельным выпуском воздуха представляет собой устойчивый пакет.
11. Способ по любому из пп.1-3, отличающийся тем, что соединяющий внутренние слои шов выполняют на свариваемом слое полиэтилена или полипропилена.
12. Способ по любому из пп.1-3, отличающийся тем, что указанная пластиковая упаковка выполнена с использованием многослойного материала, по меньшей мере один из слоев которого выбран из группы, содержащей полиэстер с изолирующим покрытием и полиамид.
13. Способ по любому из пп.1-3, отличающийся тем, что изолирующее покрытие выбрано из группы, содержащей оксид алюминия, оксид кремния и изолирующее органическое покрытие.
14. Способ по любому из пп.1-3, отличающийся тем, что упаковка с самостоятельным выпуском воздуха представляет собой контейнер.
15. Способ по п.14, отличающийся тем, что указанный контейнер выполнен с использованием совместной экструзии полипропилена с сополимером этилена и винилового спирта.
| Способ получения битума | 1975 |
|
SU537109A1 |
| Водный раствор для электрохимической обработки тугоплавких металлов | 1975 |
|
SU537108A1 |
| ЕР 1277672 A1, 22.01.2003 | |||
| УПАКОВОЧНЫЙ ЛИСТОВОЙ МАТЕРИАЛ И ИЗГОТОВЛЕННАЯ ИЗ НЕГО УПАКОВКА | 2002 |
|
RU2283808C2 |
| ОДНОХОДОВОЙ КЛАПАН | 2002 |
|
RU2301767C2 |

