Изобретение относится к обработке поверхности изделий, а именно к способу плазменной обработки поверхности изделий, например, в машиностроении, электротехнике, энергетике, электронике и других областях.
В ряде областей энергетики, ускорительной, военной и аэрокосмической технике используются элементы конструкций, которые должны выдерживать многократное воздействие мощных импульсных потоков ионизирующего излучения. В частности, такие материалы должны противостоять потокам горячей плазмы (температура порядка 1-10 млн. градусов), быстрых ионов и электронов (с энергией частиц 0,1…1,0 МэВ) и рентгеновского излучения (энергия фотонов 0,01…1,0 МэВ). Эти параметры типичны для солнечного ветра и солнечных вспышек, для плазмы и быстрых частиц вблизи первой стенки термоядерных реакторов с инерциальным и магнитным удержанием плазмы, а также для ряда промышленных ускорителей. Среди веществ, применяемых для изготовления вышеуказанных элементов, - различные виды нержавеющей стали, вольфрам, бериллий, разные типы керамики, оптические материалы, композиты и пр.
Известен способ получения эрозионно стойких теплозащитных покрытий [1], включающий плазменное напыление подслоя нихрома и последующее напыление керметной композиции из механической порошковой смеси, содержащей 50-80 вес. % диоксида циркония и 50-20 вес. % нихрома, при этом для напыления керметной композиции используют механическую смесь, содержащую порошки диоксида циркония и нихрома с размером частиц 10-40 и 40-100 мкм соответственно, и подачу порошковой смеси осуществляют под срез сопла плазмотрона в направлении его перемещения относительно напыляемой поверхности, при этом в качестве стабилизирующей добавки в порошке диоксида циркония используют оксид кальция, содержание которого составляет величину 4-6 вес.%.
Недостатком известного способа [1] являются недостаточно высокие механические свойства напиленного покрытия и невысокая прочность сцепления покрытия с основой.
Известен также способ обработки поверхности изделия [2], включающий подачу порошкового компонента в ламинарную плазменную струю, при этом порошковый компонент подают в плазменную струю транспортирующим газом в направлении ее истечения под углом 5-10° к оси плазменной струи, причем транспортирующий газ вводят в количестве 0,5-0,6 расхода плазмообразующего газа. В известном способе обеспечивается напыление порошковой компоненты в различных пространственных положениях образца.
Известные способы [1, 2] не обеспечивают высоких механических свойств напыленного покрытия и необходимой прочности сцепления покрытия с основой.
Наиболее близким по технической сущности к предлагаемому способу является известный способ плазменной обработки поверхности изделия [3], основанный на формировании плазменной струи в камере плазменной установки в среде рабочего газа под действием высокого напряжения, приложенного к аноду и катоду, и воздействии высокотемпературной плазмой на поверхность изделия с внедрением в его поверхностный слой имплантируемого материала, при этом плазменную струю формируют сгустками в импульсном режиме со скоростью истечения плазменной струи (105-106) м/сек, температурой (0,1-3,0) КЭВ, плотностью мощности потока плазменной струи 106-1010 Вт/см2, а концентрацию легирующего компонента в поверхностном слое задают количеством воздействующих импульсов и длительностью воздействия отдельного импульс. При этом воздействующие импульсы формируют с частотой в пределах 0,01-105 Гц и с длительностью воздействующего импульса в пределах от 10-8 до 10-6 сек, а в качестве источника легирующего компонента используют материал анода или материал вставки, которую располагают в аноде на оси плазменной струи.
Недостатком такого способа является недостаточная эффективность воздействия плазменной струи (сгустка) на обрабатываемую поверхность, поскольку импульсы, генерируемые в известном способе, обладают очень короткой длительностью.
Предлагаемый способ направлен на увеличение длительности плазменного воздействия на облучаемый материал путем образования торообразного плазменного индуктивного накопителя энергии, «затягивающего» время воздействия.
Технический результат, заключающийся в повышении эффективности воздействия плазменного сгустка на обрабатываемую поверхность с целью повышения прочности покрытия, достигается в предлагаемом способе плазменной обработки поверхности изделия, основанном на формировании в камере плазменной установки в среде рабочего газа под действием высокого напряжения, приложенного к аноду и катоду, плазменного сгустка, воздействующего на обрабатываемую поверхность, с внедрением в поверхностный слой компонента имплантируемого материала тем, что плазменный сгусток формируют при повышенном градиенте электрического поля между катодом и анодом на его выходном участке без возникновения пробоя в среде рабочего газа в начальной стадии разряда с образованием в зоне воздействия торообразного плазменного индуктивного накопителя энергии в интервале времени от 30 до 200 мкс.
При этом повышение градиента электрического поля между анодом и катодом обеспечивают посредством уменьшения расстояния между катодом и анодом на его выходном участке.
Указанный технический результат достигается также тем, что плазменный сгусток формируют при расширяющемся в сторону обрабатываемой поверхности аноде.
Сущность изобретения поясняется чертежами, где:
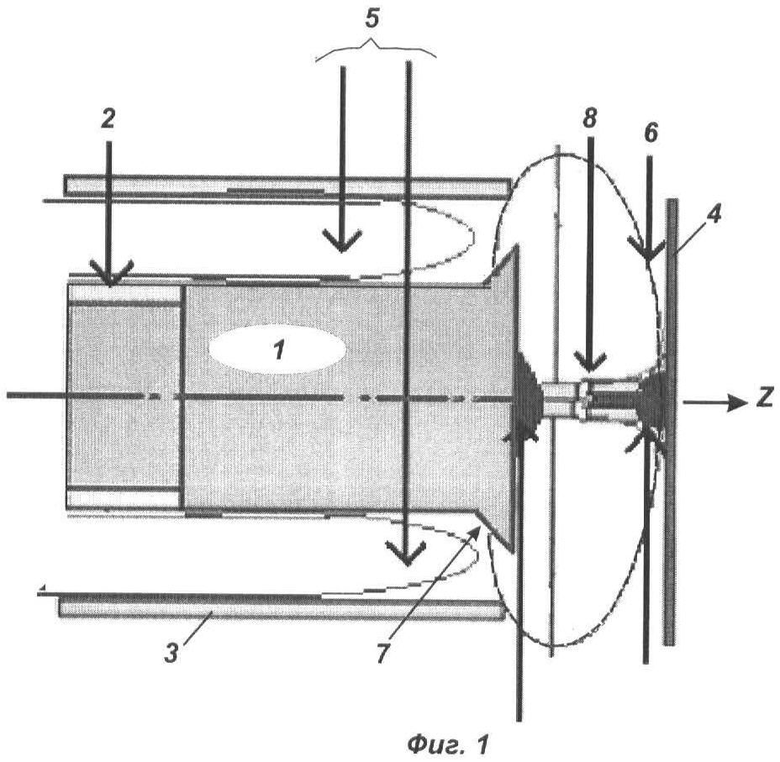
- на фиг.1 показана схема, поясняющая аппаратурную реализацию предложенного способа и формирование плазменного сгустка;
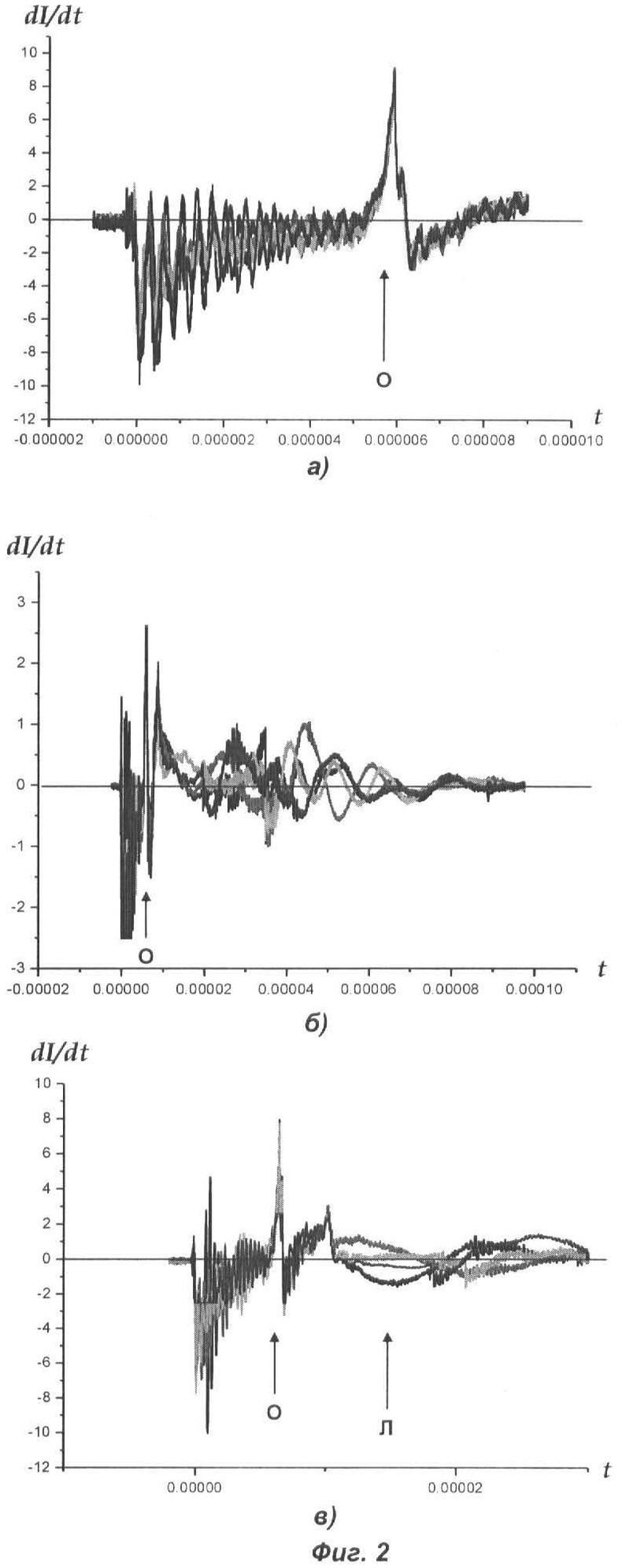
- на фиг.2 представлены осциллограммы, иллюстрирующие линчевание плазмы в зоне воздействия на обрабатываемую поверхность;
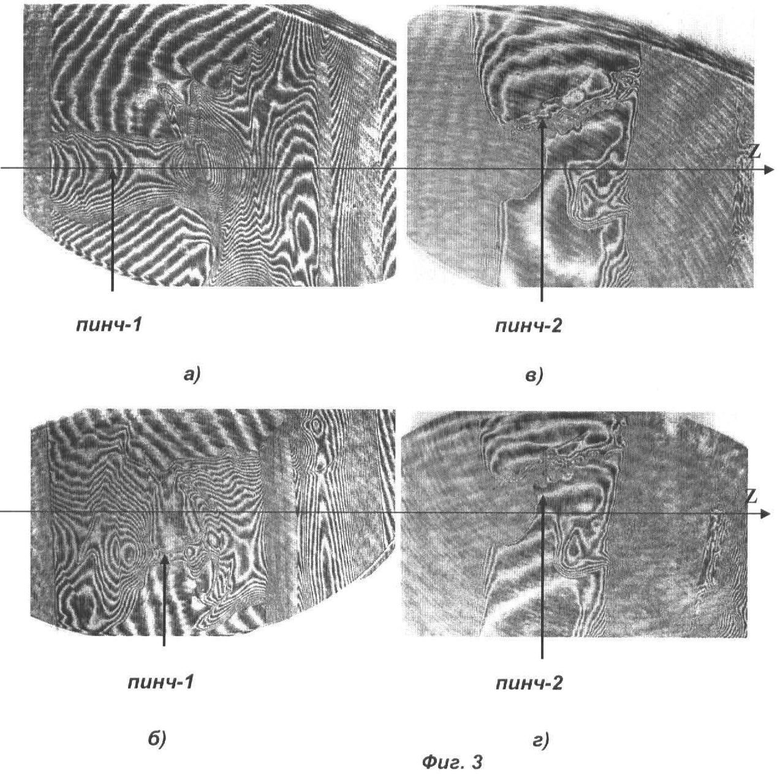
- на фиг.3 показаны интерферограммы, полученные в промежутке «анод - обрабатываемая поверхность».
Предложенный способ реализуется следующим образом и поясняется схемой (фиг.1), на которой схематически показана установка, содержащая анод 1 с изолятором 2, катод 3, выполненный, например, в виде катодных стержней, симметрично расположенных вокруг анода 1, и изделие с обрабатываемой поверхностью 4, заключенные в герметичную камеру (на чертеже не показана), заполненную рабочим газом. В качестве рабочего газа может использоваться водород, гелий, азот, дейтерий, аргон и др. Анод 1 выполнен из материала, используемого для легирования поверхности 4.
Под действием высокого напряжения, приложенного к аноду 1 и катоду 3, в камере плазменной установки в среде рабочего газа создается плазменная структура 5. При этом формируют плазменный сгусток при повышенном градиенте электрического поля между катодом 3 и анодом 1 на его выходном участке без возникновения пробоя в среде рабочего газа в начальной стадии разряда с образованием торообразного плазменного индуктивного накопителя энергии 6 в интервале времени от 30 до 200 мкс, воздействующего на обрабатываемую поверхность 4 с внедрением в поверхностный слой компонента имплантируемого материала.
Повышение градиента электрического поля между анодом 1 и катодом 3 обеспечивают посредством уменьшения расстояния между катодом 3 и анодом 1 на его выходном участке. Плазменный сгусток 6 формируют при расширяющемся в сторону обрабатываемой поверхности аноде (на участке 7).
При запитывании катода 3 и анода 1 от конденсаторной батареи (на чертеже не показана) происходит электрический разряд в наполняющем камеру рабочем газе, который носит затухающий осциллирующий характер (обычно наблюдается 4-6 колебаний).
Промежуток «анод-катод» пробивается по поверхности изолятора 2 и при этом формируется токовоплазменная оболочка (ТПО).
Эта оболочка за счет обратного пинч-эффекта отжимается пондеромоторной силой от изолятора 2 и ускоряется в коаксиальном промежутке между анодом 1 и катодом 3 вдоль оси камеры Z, захватывая весь газ, равномерно заполнявший до этого всю камеру.
Повышение градиента электрического поля анодом 1 и катодом 3 приведет к возникновению перенапряжения ~1 MB на пинче 8 в момент «обрыва тока» [4] и, как следствие, к взрывной эмиссии материала анода и катода. Этот разлетающийся материал должен привести, в свою очередь, к отсоединению основной токовой петли от батареи (не показана) и замыканию контура тока на выходном участке 7 анода 1 в форме тора 6, как это показано на фиг.1.
После аксиальной стадии ускорения плазмы наступает радиальная стадия, когда захваченная оболочкой плазма сжимается к оси Z камеры, формирует т.н. воронкообразный «пинч», который порождает мощную кумулятивную струю горячей плазмы вдоль оси Z камеры от анода 1. Впоследствии пинч «взрывается» различными неустойчивостями (т.н. «обрыв тока») и генерирует мощные потоки быстрых электронов (направленных к аноду) и ионов (от анода). Электроны при торможении у анода 1 производят вспышку рентгеновского излучения, а ионы в состоянии максимального сжатия пинча - нейтронного. Длительности импульсов горячей плазмы и потоков электронов, ионов, рентгеновского и нейтронного излучений в зависимости от размера установки оказываются порядка 10…200 наносекунд (нс). Перенапряжение на пинче в этот период времени достигает величины порядка 1 MB.
Торообразная структура, которая образуется в момент времени, близкий к моменту достижения разрядным током максимального значения, образует своего рода «плазменный индуктивный накопитель» 6, который будет разряжаться по апериодическому закону за время τ~L/R, где L - индуктивность торообразной токовой петли (т.е., фактически, пинча), a R - активное сопротивление плазмы пинча.
При этом образовавшаяся на выходном участке 7 анода 1 токово-плазменная "перемычка" служит замыкателем и для токового контура, обеспечивающего диссипацию оставшейся энергии плазменной структуры 5 (фиг.1).
При этом осуществляется легирование поверхности 4.
После описанных стадий плазма пинча 8 разваливается, и газ снова заполняет камеру. При последующих затухающих колебаниях тока разряда этот процесс пробоя вдоль изолятора 2 и сгребания газа к оси Z повторяется в каждом полупериоде.
Пример реализации способа.
Для реализации способа использовалась установка плазменного фокуса (ПФ), в которой для повышения градиента электрического поля на выходном участке анода 1 он был выполнен в соответствии с фиг.1.
С помощью магнитных зондов (на фиг.1 не показаны) записывались магнитные сигналы в этой области, а следовательно, и структура токов в зоне (см. совмещенные осциллограммы производной тока dl/dt на фиг.2а, б, в). На этих осциллограммах буквой «О» отмечен момент особенности производной тока, когда происходит сжатие (линчевание) плазмы у оси Z, обрыв тока и генерация пучков быстрых электронов и ионов. Из этих осциллограмм видно, что во время первого полупериода разряда тока вплоть до «особенности» (момента «О» подскока напряжения) все зонды показывают синхронно меняющиеся по фазе значения dl/dt (фиг.2а). Однако после момента «О» и, в особенности, во втором полупериоде разряда и далее все зонды показывают различные друг по отношению к другу колебательные процессы вплоть до противофазных (фиг.2б, в). На фиг.2 в показаны первый и второй полупериоды разряда. Здесь также видны несинхронные и противофазные колебания от разных зондов после момента «О».
С помощью кадровой наносекундной лазерной интерферометрии наблюдалась динамика плазмы в промежутке между центром анода 1 и расположенной напротив него облучаемой поверхности 4 в разные моменты времени (фиг.3). Лазерные интерферограммы были получены для моментов времени, соответствующих особенности тока («О») (фиг.3а) и для значительно более поздних моментов, например для запаздывания по отношению к особенности на 10 микросекунд («Л») (фиг.3б), во время второго (отрицательного) полупериода разряда.
Приведенные на фиг.3 примеры показывают, как меняется конфигурация плазмы вблизи момента, отмеченного буквой «О» (фиг.3а и б), а также после момента «О» вблизи момента времени «Л» (фиг.3в и г).
Из этих рисунков видно, что пинч вблизи момента «О» быстро меняет свою форму за 60 нс и должен в течение последующих 50-100 нс разрушиться (что и наблюдалось в других разрядах), тогда как на 10-й мкс имеется практически стационарная плазменная колонна.
Таким образом, приведенный пример показывает «отшнуровывание» токового контура и образование замкнутой торообразной токовой конфигурации 6 с перемычкой на выходном срезе анода 1. При этом такой пинч поддерживается протекающим по нему током, и выделяющаяся при этом в пинче энергия производит воздействие горячей плазмой на поверхность 4 в течение более длительного времени, чем в прототипе [3].
Экспериментально полученные данные показывает, что плотность и температура вторичной плазмы у поверхности мишени спадают монотонно.
Результаты экспериментов подтверждают реализуемость такого режима «затягивания» импульса плазменного теплового воздействия на поверхности 4, которое может достигать величину от 30 до 200 мкс в зависимости от типа установки и используемых в ней электродов (анода и катода).
Используя предлагаемый способ для обработки материалов комбинированными потоками ионов, электронов и высокотемпературной импульсной плазмы, можно осуществлять поверхностное легирование облученных изделий, осаждая на их поверхность различные материалы, входящие в состав либо анода, или катода. Способ «ионно-плазменного легирования» поверхностей можно применять для улучшения поверхностных свойств обрабатываемых изделий.
Обработка исследуемого материала в ПФ приводит к модифицированию поверхностных слоев изделий на основе структурно-фазового превращения и формирования ультрадисперсной микроструктуры.
Предлагаемый способ обеспечивает получение легированных многокомпонентных поверхностных слоев с широкой гаммой физических свойств и может быть востребовано в различных областях науки и техники.
Промышленная применимость предложенного способа обработки поверхностных слоев изделий подтверждается результатами проведенных опытов.
Поверхностное легирование материалов с помощью предлагаемого способа является перспективным для модифицирования поверхностных слоев с целью повышения их коррозионной и радиационной стойкости, а также улучшения механических свойств.
Источники информации
1. Патент РФ №2283363, МПК C23C 4/00, 2003 г.
2. Патент РФ №1625045, МПК C23C 4/00, 1988 г.
3. Патент РФ №2340703, МПК C23C 13/14, 2007 г.
4. V.A.Gribkov, A.Banaszak, B.Bienkowska, A.V.Dubrovsky, I.Ivanova-Stanik, L.Jakubowski, L.Karpinski, R.A.Miklaszewski, M.Paduch, M.J.Sadowski, M.Scholz, A.Szydlowski, K.Tomaszewski (2007) Plasma dynamics in PF-1000 device under the full-scale energy storage: II. Fast electrons and ions characteristics versus neutron emission parameters, and the gun optimization properties, J. Phys. D: Appl. Phys. 40 3592-3607.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2007 |
|
RU2340703C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2541325C1 |
| ЦЕНТРОБЕЖНЫЙ Z-ПИНЧ | 2015 |
|
RU2586993C1 |
| ПЛАЗМЕННЫЙ ИСТОЧНИК ПРОНИКАЮЩЕГО ИЗЛУЧЕНИЯ | 2013 |
|
RU2548005C2 |
| СПОСОБ НАНЕСЕНИЯ НАНОПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2371379C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ГЕНЕРАЦИИ ПОТОКА НЕЙТРОНОВ | 2023 |
|
RU2807512C1 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ПРОТЯЖЕННЫХ ОТВЕРСТИЙ | 2022 |
|
RU2781774C1 |
| СПОСОБ И УСТРОЙСТВО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2504040C2 |
| Способ электроэрозионной обработки поверхности молибдена | 2019 |
|
RU2709548C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2009 |
|
RU2418074C1 |
Изобретение относится к плазменной обработке поверхности изделий и может быть использовано в машиностроении, электротехнике, энергетике, электронике и других областях. Способ включает формировании в камере плазменной установки в среде рабочего газа под действием высокого напряжения, приложенного к аноду и катоду, плазменного сгустка, воздействующего на обрабатываемую поверхность, с внедрением в поверхностный слой имплантируемого материала, при этом плазменный сгусток формируют при повышенном градиенте электрического поля между катодом и анодом на его выходном участке за счет уменьшения расстояния между ними без возникновения пробоя в среде рабочего газа в начальной стадии разряда и образования между анодом, имеющим расширение со стороны обрабатываемой поверхности, и обрабатываемой поверхностью горообразного плазменного индуктивного накопителя энергии, и воздействие им на обрабатываемую поверхность в интервале времени от 30 до 200 мкс.
Способ позволяет повысить прочность покрытия за счет увеличения эффективности воздействия плазменного сгустка на обрабатываемую поверхность. 3 ил., 1 пр.
Способ ионно-плазменного легирования поверхности изделия, включающий формирование в камере плазменной установки в среде рабочего газа под действием напряжения, приложенного к аноду и катоду, плазменного сгустка и воздействие им на обрабатываемую поверхность с внедрением в поверхностный слой имплантируемого материала, отличающийся тем, что плазменный сгусток формируют при повышенном градиенте электрического поля между катодом и анодом на его выходном участке за счет уменьшения расстояния между ними без возникновения пробоя в среде рабочего газа в начальной стадии разряда и образования между анодом, имеющим расширение со стороны обрабатываемой поверхности, и обрабатываемой поверхностью торообразного плазменного индуктивного накопителя энергии, и воздействие им на обрабатываемую поверхность в интервале времени от 30 до 200 мкс.
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2007 |
|
RU2340703C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДНИКОВОГО ПОКРЫТИЯ | 2006 |
|
RU2304827C1 |
| US 20050205211 A1, 22.09.2005 | |||
| Производные диэтиленгликоля в качестве ингибиторов термической полимеризации диэтиленгликольбисаллилкарбоната | 1982 |
|
SU1055745A1 |
| EP 1865544 A1, 12.12.2007. | |||

