ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к формованным компонентам и к способам изготовления и перемещения формованных компонентов.
УРОВЕНЬ ТЕХНИКИ
Формованные компоненты, особенно формованные микрокомпоненты, вызывают проблемы, которые связаны с транспортировкой, хранением, подачей и перемещением таких компонентов через производственные системы. Эти проблемы особенно связаны с трудностью захвата и удержания таких компонентов из-за их малых размеров и сил статического электричества, из-за которых компоненты прилипают к производственному оборудованию, то есть к накопительным поддонам и магазинам или даже друг к другу. В электронной промышленности очень часто используют пластмассовые и металлические носители компонентов. Например, в патенте US 5148596 описан непрерывный процесс сборки формованных компонентов, в котором непрерывную последовательность компонентов подают на барабанах для сборки и вставления. В патенте US 6003676 описан ленточный носитель, снабженный множеством гнезд для получения сформованного на носителе продукта. В патенте US 7134197 описан способ, которым такие пластмассовые части могут быть перемещены на носителе для изготовления конечного продукта, образованного первоначально на пластмассовой части. Однако все еще существует необходимость в компонентах и способах, которые бы преодолевали указанные выше проблемы, связанные с транспортировкой, хранением, подачей и перемещением формованных компонентов.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В одном воплощении изобретение описывает способ изготовления множества формованных компонентов. Способ включает: (а) обеспечение носителя для производственного агрегата, который включает подающее устройство и принимающее устройство, приспособленные для наматывания и разматывания, и фиксатор; (б) формование на носителе множества формованных компонентов, включающих удаляемую часть, имеющую нижнюю поверхность и верхнюю поверхность, прикрепленную к носителю с возможностью перемещения вдоль него, и функциональную часть, выступающую из удаляемой части, соседние удаляемые части разнесены друг от друга на первое расстояние; (в) наматывание носителя в прямом направлении на принимающее устройство и (г) разматывание с принимающего устройства в обратном направлении, так что носитель и формованные компоненты движутся к подающему устройству, один из формованных компонентов упирается в фиксатор, удерживающий формованные компоненты от движения в обратном направлении, так что соседние удаляемые части сдвигаются друг к другу на второе расстояние, меньшее первого расстояния.
В другом воплощении изобретение описывает формованный компонент, включающий удаляемую часть, прикрепленную к носителю с возможностью перемещения вдоль него, и функциональную часть, выступающую из удаляемой части.
В еще одном воплощении изобретение описывает множество формованных компонентов, включающее первый формованный компонент, имеющий удаляемую часть, прикрепленную к носителю с возможностью перемещения вдоль него и имеющую нижнюю поверхность и верхнюю поверхность, и функциональную часть, выступающую из удаляемой части, и второй формованный компонент, имеющий удаляемую часть, прикрепленную к носителю с возможностью перемещения вдоль него и имеющую нижнюю поверхность и верхнюю поверхность, и функциональную часть, выступающую из удаляемой части, где верхняя поверхность первого формованного компонента сцепляется с нижней поверхностью второго формованного компонента.
Определенные воплощения изобретения могут включать один или более следующих элементов. Производственный агрегат является катушечным механизмом. Формованный компонент включает вторую функциональную часть, которая выступает из удаляемой части, при этом функциональные части могут быть одинаковыми или отличаться друг от друга. Носитель может быть выбран из группы, включающей проволоку, полимерное моноволокно, синтетическую нить, нейлон и их комбинации. Могут быть использованы другие подходящие носители. Использование такого типа носителей позволяет носителю закручиваться и раскручиваться, но при этом не влиять на формовочный процесс.
Раскрытое здесь изобретение преодолевает проблемы, описанные выше в уровне техники, снабжением носителя, который подают через форму таким образом, что формованный компонент прикрепляют к носителю при формовке. Носитель с прикрепленным формованным компонентом затем собирается на приемном устройстве или катушке, которые, в свою очередь, наполнены частями, которые должны быть доставлены к следующему производственному процессу. Изобретение снижает стоимость изготовления, потому что обеспечивает носитель, который может быть повторно использован, вместо того, чтобы выбрасывать его после единственного использования. Дополнительно, отсутствует необходимость применения разделительной полоски для защиты одной части от другой части. Изобретение позволяет соседним удаляемым частям соприкасаться друг с другом, но при этом функциональные части, которые будут использованы в продукте, не соприкасаются друг с другом, вследствие чего минимизируется опасность их повреждения, то есть снижается общая стоимость функциональной части. Далее, снижение стоимости является очевидным потому, что нет больше необходимости индексировать носитель, чтобы обеспечивать совмещение с формой. Формование формованного компонента непосредственно на носителе не только исключает индексирование, но также обеспечивает надежность прикрепления и уменьшает вероятность того, что формованный компонент может быть поврежден. Формованный компонент больше не ограничивается плоской, двухмерной формой, потому что формованный компонент может легко двигаться вдоль носителя, и слои на катушках являются устойчивыми. Далее, носитель изобретения позволяет менее строго подходить к допустимым отклонениям и толщинам, что снижает стоимость. Другие особенности и преимущества изобретения будут ясны из описания и чертежей, а также из формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1 показана блок-схема производственного способа изготовления формованных компонентов.
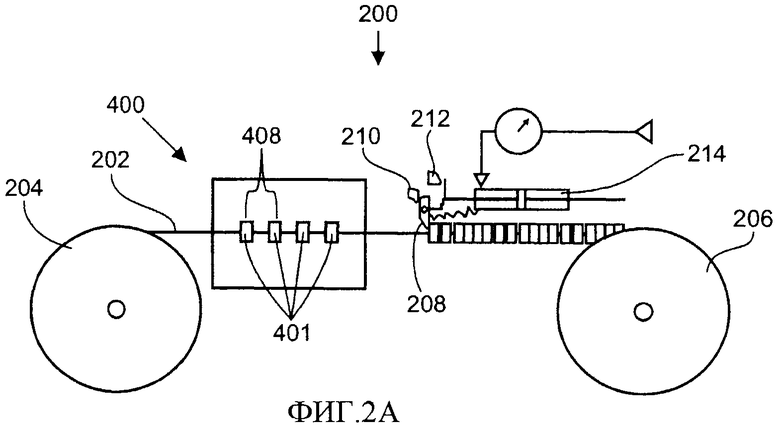
На Фиг.2А приведен схематический вид в плане производственного агрегата для выполнения некоторых операций производственного способа, показанного на Фиг.1.
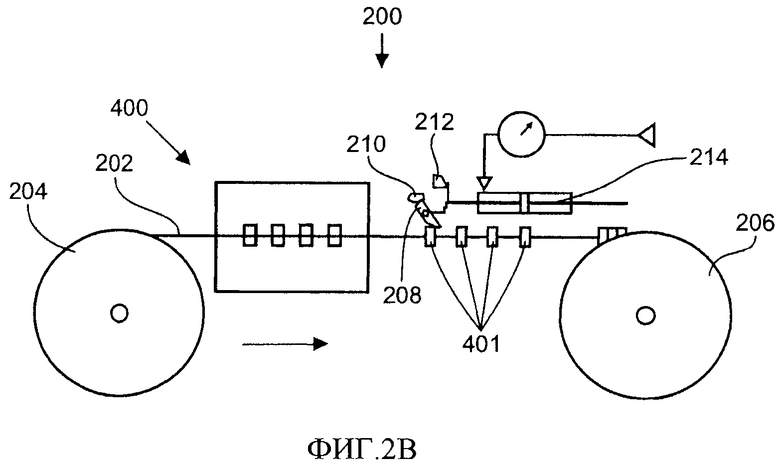
На Фиг.2В показан схематический вид в плане производственного агрегата для выполнения некоторых операций производственного способа, показанного на Фиг.1.
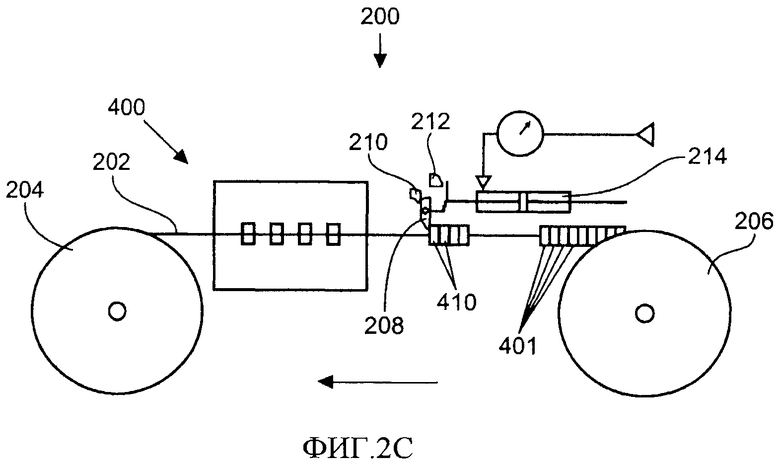
На Фиг.2С приведен схематический вид в плане производственного агрегата для выполнения некоторых операций производственного способа, показанного на Фиг.1.
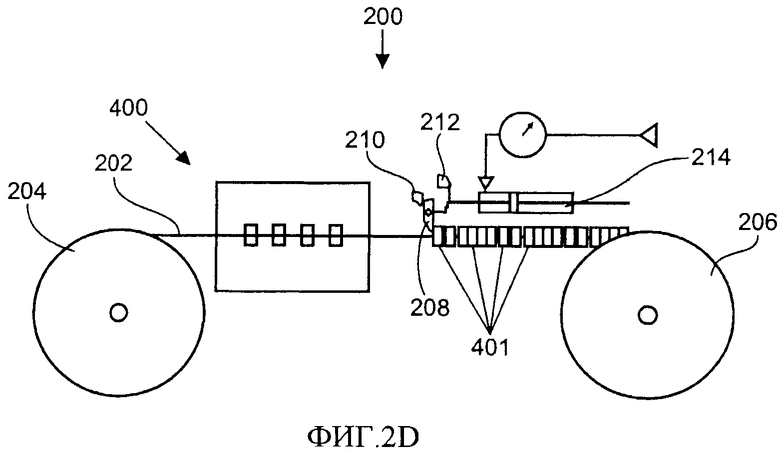
На Фиг.2D показан схематический вид в плане производственного агрегата для выполнения некоторых операций производственного способа, показанного на Фиг.1.
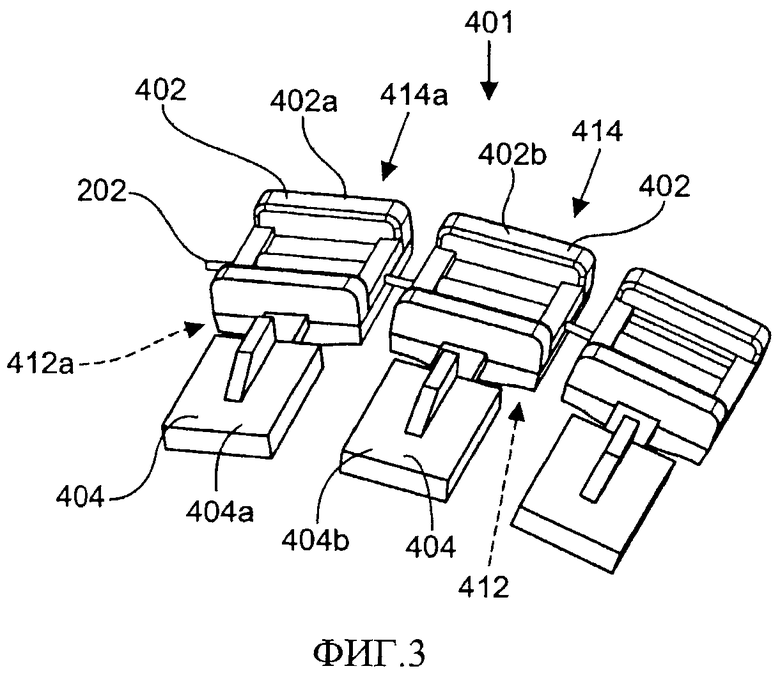
На Фиг.3 приведен вид формованного компонента.
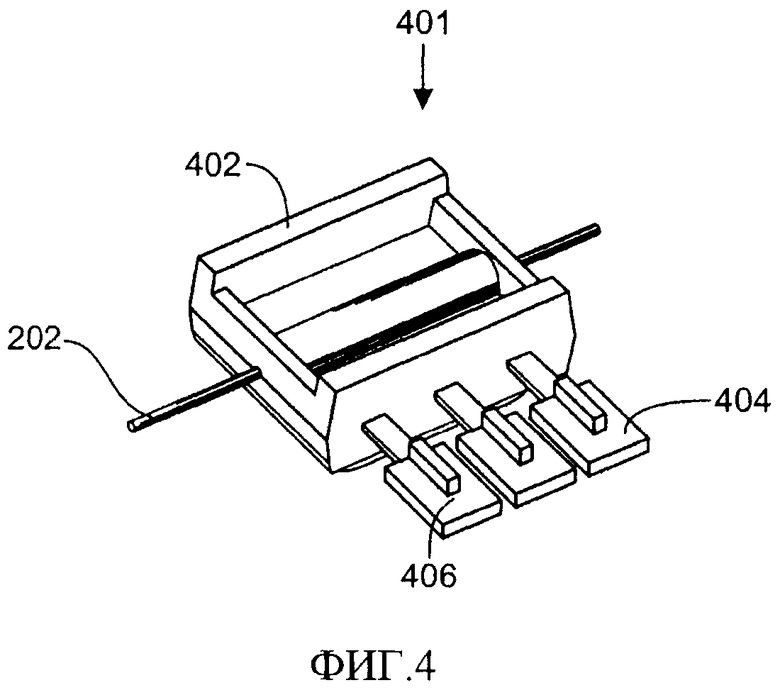
На Фиг.4 показан вид альтернативного воплощения формованного компонента.
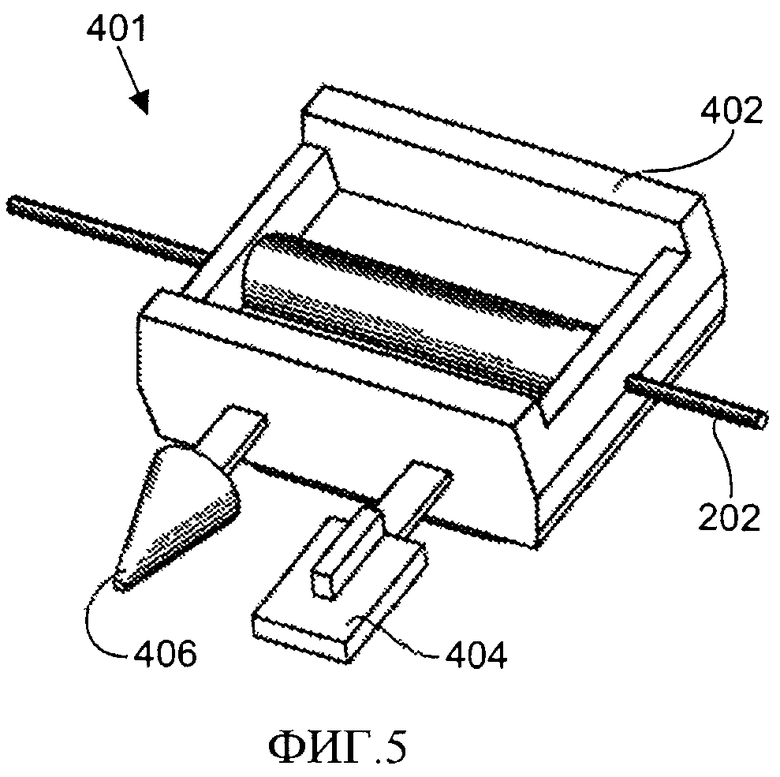
На Фиг.5 приведен вид другого альтернативного воплощения формованного компонента.
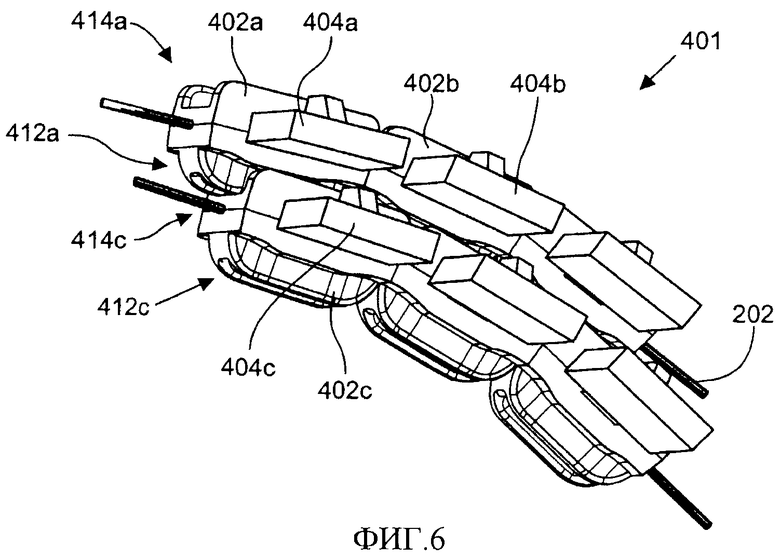
На Фиг.6 показан вид множества формованных компонентов на принимающем устройстве.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На Фиг.1 показан способ изготовления множества формованных компонентов (100). Сначала в производственный агрегат (102) устанавливают носитель. Производственный агрегат включает подающее устройство и принимающее устройство, приспособленные для наматывания и разматывания, и фиксатор. Затем формованные компоненты формуют на носителе (104). Формованные компоненты имеют удаляемую часть, прикрепленную к носителю с возможностью перемещения вдоль него, и функциональную часть, выступающую из удаляемой части, при этом соседние удаляемые части формованных компонентов разнесены друг от друга на первое расстояние. Затем носитель наматывают в прямом направлении на принимающее устройство (106).
Затем носитель разматывают с принимающего устройства в обратном направлении, так что носитель и формованные компоненты движутся по направлению к подающему устройству (108). Один из формованных компонентов упирается в фиксатор, удерживающий формованные компоненты от движения в обратном направлении, но позволяет носителю продолжать движение по направлению к подающему устройству. Соседние удаляемые части сдвигаются друг к другу на второе расстояние, которое меньше первого расстояния. Предшествующие операции могут быть повторены (12) для изготовления дополнительных формованных компонентов.
В варианте воплощения изобретения, по мере того, как принимающее устройство наматывает носитель, формованные компоненты могут упираться в фиксатор (110), так как носитель движется по направлению к принимающему устройству. Альтернативно, первый датчик может быть использован для обнаружения формованных компонентов (114) по мере того, как они движутся вперед. При обнаружении формованных компонентов первым датчиком принимающее устройство останавливает наматывание (116).
После того, как формованные компоненты остановились, носитель продолжает движение по направлению к принимающему устройству. После того как провисание носителя выбрано от стоящих формованных компонентов, противодействие натягиванию носителя увеличивается, что будет в конце концов перемещать фиксатор при достижении или превышении пороговой величины (118). Пороговая величина зависит от общего числа формованных компонентов, которые необходимо привести в движение, и от силы, требуемой для преодоления силы статического трения каждого компонента на носителе. Второй датчик для детектирования может быть использован для обнаружения перемещения фиксатора формованными компонентами. Как только фиксатор переместится, посылается сигнал на подающее устройство для остановки наматывания (120). Например, сигнал может быть подан не только о перемещении фиксатора, но также и об истечении времени или о некоторых других параметрах.
В конце концов, функциональная часть формованного компонента может быть использована в собранном продукте. В воплощении изобретения функциональную часть вначале отделяют от удаляемой части и вставляют в продукт (122). Альтернативно, функциональная часть может быть вставлена в продукт и затем отделена от удаляемой части (124).
Производственный агрегат (200), показанный на Фиг.2А-Фиг.2D и Фиг.3, может быть использован для изготовления множества формованных компонентов (401). Производственный агрегат (200) включает носитель (202), взаимодействующий с подающим устройством (204) и принимающим устройством (206), фиксатор (208) и формующее устройство (400) для формования множества формованных компонентов (401) на носителе (202). Подающее устройство (204) и принимающее устройство (206) приспособлены для наматывания и разматывания. Формованные компоненты (401) имеют удаляемую часть (402) и функциональную часть (404). Удаляемая часть (402) прикреплена к носителю (202) с возможностью перемещения вдоль него, тогда как функциональная часть (404) выступает из удаляемой части (402), при этом соседние удаляемые части разнесены друг от друга на первое расстояние (408).
В воплощении изобретения производственный агрегат (200) является катушечным устройством. Носитель (202) может быть выбран из группы, включающей проволоку, полимерное моноволокно, синтетическую нить, нейлон и их комбинации. Могут быть использованы другие подходящие носители. Носитель (202) может быть единственной прядью, тесьмой или ленточным материалом, или сплетенным/скрученным в прядь, тесьму или ленту.
Когда принимающее устройство (206) осуществляет намотку, как показано на Фиг.2А и Фиг.2В, носитель (202) с прикрепленными формованными компонентами (401) движется по направлению к принимающему устройству (206). В воплощении изобретения формованные компоненты (401) упираются в фиксатор (208), когда носитель (202) движется по направлению к принимающему устройству (206). Производственный агрегат (200) может также включать первый датчик (210), который взаимодействует с принимающим устройством (206). Первый датчик (210) может быть использован для обнаружения формованных компонентов (401) и для подачи сигнала принимающему устройству (206) прекратить наматывание.
Ссылаясь на Фиг.2А-Фиг.2D и Фиг.6, принимающее устройство (206) разматывает носитель (202), в результате чего формованные компоненты (401) двигаются в обратном направлении по направлению к подающему устройству (204). Фиксатор (208) препятствует движению формованных компонентов (401), но носитель (202) продолжает движение по направлению к подающему устройству (204). Препятствие дальнейшему движению позволяет формованным компонентам (401) сближаться друг с другом так, что соседние удаляемые части (402a, 402b) оказываются разнесенными друг от друга на второе расстояние (410), которое меньше первого расстояния (408). Это уменьшение расстояния между формованными компонентами позволяет соседним удаляемым частям (402a, 402b) быть в близком соседстве друг к другу, позволяя более эффективное их хранение в горизонтальном направлении, так же как и их складирование в вертикальном направлении. Механизм (214), регулирующий усилие, может быть соединен с фиксатором (208) и приспособлен для приложения натяжения к фиксатору (208), а также для перемещения фиксатора (208) между нормальным положением и перемещенным положением. Механизм, регулирующий усилие, может быть пружиной, пневмоцилиндром или любым другим подходящим механизмом. Величина натяжения, прикладываемая к фиксатору (208), имеет пороговое значение, соответствующее общему числу формованных компонентов (401), которые требуется двигать, и силе, необходимой для преодоления силы статического трения каждого индивидуального формованного компонента (401) на носителе (202). После того как выбран провис носителя (202) от стоящих формованных компонентов (401), противодействие натягиванию носителя (202) увеличивается и будет в конце концов перемещать фиксатор (208) при достижении или превышении пороговой величины. Как только фиксатор (208) переместится, посылается сигнал подающему устройству (204) прекратить намотку. В воплощении изобретения второй датчик (212) может быть использован для обнаружения перемещения фиксатора (208) формованными компонентами (401).
Уплотняющее устройство (не показано) может быть также включено в производственный агрегат (200) для скольжения формованных компонентов (401) вдоль носителя (202), таким образом, отделяя и уменьшая пространство между удаляемыми частями (402a, 402b, 402c). В воплощении изобретения сближение друг к другу формованных компонентов (401) помогает укладывать множество формованных компонентов (401). В любом случае смежные функциональные части (404a, 404b, 404c) не находятся в контакте, позволяя их хранить без повреждения функциональных частей (404a, 404b, 404c), которые могут быть позднее использованы в собранном продукте. Функциональная часть (404) может быть вначале отделена от удаляемой части (402) и вставлена в продукт (122), или функциональная часть (404) может быть вставлена в продукт (124) и затем отделена от удаляемой части (402).
Обращаясь к Фиг.3, формованные компоненты (401) имеют удаляемую часть (402), прикрепленную к носителю (202), и функциональную часть (404), выступающую из удаляемой части (402). Удаляемая часть (402) прикреплена к носителю (202) с возможностью перемещения вдоль него и имеет нижнюю поверхность (412) и верхнюю поверхность (414). Обращаясь к Фиг.4 и Фиг.5, формованные компоненты (401), прикрепленные к носителю (202), включают удаляемую часть (402), функциональную часть (404) и вторую функциональную часть (406), выступающую из удаляемой части. Функциональная часть (404) и вторая функциональная часть (406) могут быть одинаковыми, как показано на Фиг.4, или могут отличаться друг от друга, как показано на Фиг.5.
Обращаясь к Фиг.6, множество формованных компонентов (401) имеют удаляемые части (402a, 402c), прикрепленные к носителю (202) с возможностью перемещения вдоль носителя (202), нижние поверхности (412a, 412c) и верхние поверхности (414a, 414c), и функциональные части (404a, 404c), которые выступают из удаляемых частей (402a, 402c). Верхняя поверхность (414a) первого формованного компонента (401) сцепляется с нижней поверхностью (412a) второго формованного компонента (401), так что первая функциональная часть (404a) и вторая функциональная часть (404c) разнесены друг от друга. В воплощении изобретения удаляемая часть (402) может быть клиновидной, что приближает удаляемую часть (402) к носителю (202) и обеспечивает более эффективную упаковку и хранение формованных компонентов (401). Удаляемые части (402a, 402c) являются фасонными, так что они не только сцепляются, когда они наматываются на принимающее устройство (206), но также легко отделяются друг от друга, когда они разматываются.
Размеры и значения величин, раскрытые здесь, не должны пониматься как строго ограниченные приведенными точными численными значениями. Наоборот, если не указано иное, каждый такой размер предназначен обозначать как приведенное значение, так и функционально эквивалентный интервал, окружающий данное значение. Например, размер, раскрытый как "40 мм", должен обозначать "примерно 40 мм".
Каждый документ, упомянутый здесь, включая любой перекрестно цитированный или связанный патент или описание, настоящим включен здесь путем ссылки полностью, если явно не исключен или иначе не ограничен. Упоминание любого документа не является признанием того, что он является предшествующим уровнем относительно любого изобретения, раскрытого или заявленного здесь, или что он один, или в любой комбинации с любой другой ссылкой или ссылками учит, подсказывает или раскрывает любое такое изобретение. Далее, если любое значение или определение термина в этом документе противоречит любому значению или определению того же самого термина в документе, включенном путем ссылки, значение или определение, данное этому термину в этом документе, должно быть определяющим.
Несмотря на то, что конкретные варианты выполнения настоящего изобретения были здесь описаны, для лиц, имеющих квалификацию в данной области, будет очевидно, что различные другие изменения и модификации могут быть сделаны без отступления от сущности и объема изобретения. Поэтому прилагаемая формула предназначена для того, чтобы охватить все такие изменения и модификации, которые находятся в пределах объема данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СКЛЕИВАЮЩАЯ ЛЕНТА РУЛОННЫХ МАТЕРИАЛОВ, НЕСУЩИХ КОМПОНЕНТЫ | 2011 |
|
RU2549967C2 |
| РУЧКА БРИТВЫ С МЕХАНИЗМОМ ФИКСАЦИИ И ОТСОЕДИНЕНИЯ ДЛЯ ПРИСОЕДИНЕНИЯ И ОТСОЕДИНЕНИЯ КАССЕТЫ БРИТВЫ | 2014 |
|
RU2681234C2 |
| Кресло и опорные структуры | 2013 |
|
RU2649381C2 |
| СИСТЕМА И СПОСОБ ВНУТРИФОРМЕННОГО НАНЕСЕНИЯ ЭТИКЕТОК | 2020 |
|
RU2808043C2 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ РЕМНЯ ДРОБИЛКИ | 2014 |
|
RU2663741C2 |
| ПЕРФОРИРОВАННЫЙ ПОКРЫВАЮЩИЙ ЛИСТ ДЛЯ ПОГЛОЩАЮЩЕГО ИЗДЕЛИЯ И СПОСОБ ПРОИЗВОДСТВА ПОКРЫВАЮЩЕГО ЛИСТА | 1997 |
|
RU2197934C2 |
| СИСТЕМА И СПОСОБ ОПРЕДЕЛЕНИЯ ИНФОРМАЦИИ ОБ ОТНОСИТЕЛЬНОМ ПОЛОЖЕНИИ И НЕКРАТКОВРЕМЕННЫЙ КОМПЬЮТЕРОЧИТАЕМЫЙ НОСИТЕЛЬ ИНФОРМАЦИИ | 2017 |
|
RU2747325C2 |
| ОБЪЕДИНЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОЙ ИЛИ НЕСКОЛЬКИХ МЕДИЦИНСКИХ ЕМКОСТЕЙ | 2019 |
|
RU2806016C2 |
| УСТРОЙСТВО ДЛЯ ЭКСТРАГИРОВАНИЯ НАПИТКА | 2011 |
|
RU2566475C2 |
| УПЛОТНИТЕЛЬНАЯ СИСТЕМА ДЛЯ ГЕРМЕТИЗАЦИИ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ | 2016 |
|
RU2660096C2 |
Изобретение относится к способу изготовления множества формованных компонентов. Технический результат - устранение проблем, связанных с транспортировкой, хранением, подачей и перемещением формованных компонентов путем формования компонента непосредственно на носителе, что обеспечивает надежность прикрепления и уменьшает вероятность того, что формованный компонент может быть поврежден. Достигается тем, что в способ включает (а) обеспечение носителя для производственного агрегата, (б) формование формованных компонентов на носителе, имеющих удаляемую часть, прикрепленную к носителю с возможностью перемещения вдоль него, и функциональную часть, выступающую из отделяемой части, при этом удаляемые части разнесены друг от друга на первое расстояние, (в) наматывание носителя в прямом направлении на принимающее устройство и (г) разматывание принимающего устройства в обратном направлении, так что носитель и формованные компоненты движутся к подающему устройству, при этом один из формованных компонентов упирается в фиксатор, удерживающий формованные компоненты от движения в обратном направлении, так что соседние удаляемые части сдвигаются друг к другу на второе расстояние, меньшее первого расстояния. 2 н. и 17 з.п. ф-лы, 9 ил.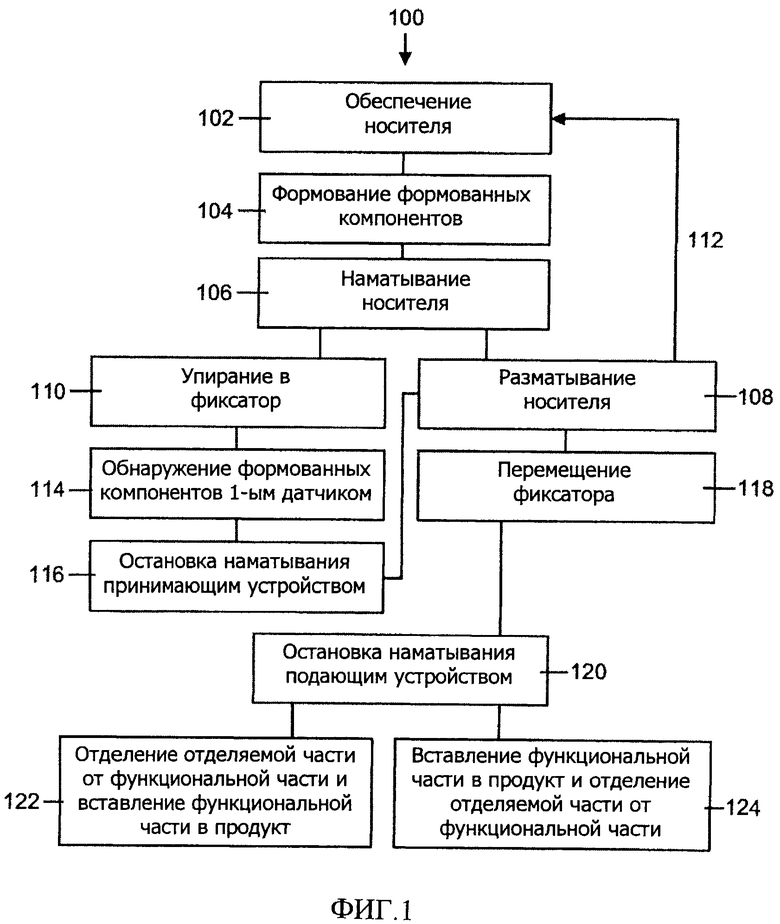
1. Способ изготовления множества формованных компонентов, включающий этапы, на которых:
- обеспечивают носитель для производственного агрегата, включающего подающее устройство и принимающее устройство, приспособленные для наматывания и разматывания, и фиксатор,
- формуют на носителе множество формованных компонентов, включающих удаляемую часть, прикрепленную к носителю с возможностью перемещения вдоль него и имеющую нижнюю поверхность и верхнюю поверхность, и функциональную часть, выступающую из удаляемой части, при этом соседние удаляемые части формованных компонентов разнесены друг от друга на первое расстояние,
- наматывают носитель в прямом направлении на принимающее устройство и
- разматывают носитель с принимающего устройства в обратном направлении, так что носитель и формованные компоненты движутся к подающему устройству, при этом один из формованных компонентов упирается в фиксатор, удерживающий формованные компоненты от движения в обратном направлении, так что соседние удаляемые части сдвигаются друг к другу на второе расстояние, меньшее первого расстояния.
2. Способ по п.1, отличающийся тем, что формованный компонент удерживают фиксатором в то время, как наматывают носитель в прямом направлении на принимающее устройство.
3. Способ по п.1, отличающийся тем, что формованный компонент включает вторую функциональную часть, выступающую из удаляемой части.
4. Способ по п.3, отличающийся тем, что функциональная часть и вторая функциональная часть отличаются друг от друга.
5. Способ по п.1, отличающийся тем, что повторяют формование на носителе множества формованных компонентов, включающих удаляемую часть, прикрепленную к носителю с возможностью перемещения вдоль него и имеющую нижнюю поверхность и верхнюю поверхность, и функциональную часть, выступающую из удаляемой части, при этом соседние удаляемые части формованных компонентов разнесены друг от друга на первое расстояние, наматывание носителя в прямом направлении на принимающее устройство и разматывание с принимающего устройства в обратном направлении, так что носитель и формованные компоненты движутся к подающему устройству, при этом один из формованных компонентов упирается в фиксатор, удерживающий формованные компоненты от движения в обратном направлении, так что соседние удаляемые части сдвигаются друг к другу на второе расстояние, меньшее первого расстояния.
6. Способ по п.1, отличающийся тем, что производственный агрегат включает первый датчик, взаимодействующий с принимающим устройством, и первым датчиком обнаруживают формованный компонент.
7. Способ по п.6, отличающийся тем, что останавливают наматывание принимающим устройством при обнаружении формованного компонента.
8. Способ по п.1, отличающийся тем, что производственный агрегат включает механизм, регулирующий усилие, для приложения натяжения к фиксатору.
9. Способ по п.8, отличающийся тем, что приложенное к фиксатору натяжение имеет пороговое значение, соответствующее общему числу формованных компонентов, которых требуется двигать, и силе, необходимой для преодоления силы статического трения каждого формованного компонента на носителе.
10. Способ по п.9, отличающийся тем, что перемещают фиксатор при достижении или превышении порогового значения.
11. Способ по п.10, отличающийся тем, что производственный агрегат включает второй датчик, взаимодействующий с подающим устройством, по сигналу которого останавливают наматывание подающим устройством при перемещении фиксатора.
12. Способ по п.1, отличающийся тем, что первая часть формованного компонента является клиновидной.
13. Способ по п.1, отличающийся тем, что носитель выбирают из группы, содержащей проволоку, полимерное моноволокно, синтетическую нить, нейлон и их комбинации.
14. Способ по п.1, отличающийся тем, что производственный агрегат включает катушечный механизм.
15. Способ по п.1, отличающийся тем, что отделяют удаляемую часть от функциональной части и вставляют функциональную часть в продукт.
16. Способ по п.1, отличающийся тем, что вставляют функциональную часть в продукт и отделяют удаляемую часть от функциональной части.
17. Способ по п.1, отличающийся тем, что верхняя поверхность первого формованного компонента сцеплена с нижней поверхностью второго формованного компонента.
18. Множество формованных компонентов, включающее первый формованный компонент, имеющий удаляемую часть и функциональную часть, выступающую из удаляемой части, которая прикреплена к носителю с возможностью перемещения вдоль него и имеет нижнюю поверхность и верхнюю поверхность, и второй формованный компонент, имеющий удаляемую часть и функциональную часть, выступающую из удаляемой части, которая прикреплена к носителю с возможностью перемещения вдоль него и имеет нижнюю поверхность и верхнюю поверхность, при этом верхняя поверхность первого формованного компонента сцеплена с нижней поверхностью второго формованного компонента.
19. Множество формованных компонентов по п.18, в котором функциональная часть первого формованного компонента и функциональная часть второго формованного компонента разнесены друг от друга.
| US 5938996 А, 17.08.1999 | |||
| УСТРОЙСТВО ДЛЯ УПАКОВКИ МЕЖДУ ЛЕНТАМИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ С ОДНОНАПРАВЛЕННЫМИ ВЫВОДАМИ, РАСПОЛОЖЕННЫМИ В ОДНОЙ ПЛОСКОСТИ | 1991 |
|
RU2028030C1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Устройство для подачи радиодеталей в упаковочной ленте,преимущественно в установках для подготовки радиодеталей к монтажу | 1983 |
|
SU1176463A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |

