Изобретение относится к диэлектрической обработке пищевых продуктов в блоках, в частности к рыбной промышленности, и может быть использовано для диэлектрической дефростации рыбы и морепродуктов на береговых рыбообрабатывающих предприятиях, а также на предприятиях для размораживания мяса, плодов, овощей и др. продуктов.
Известно устройство, в котором осуществляется способ управления диэлектрической обработкой продуктов в блоках [Патент РФ №2280988, МКИ А23В 4/07. Способ диэлектрической обработки продуктов в блоках / С.Т.Антипов, С.В.Шахов, А.А.Чирков, Э.В.Ряжских, В.Б.Попов, С.П.Телегин. - Заявл. 31.01.2005, №2005102255/13, опубл. 10.08.2006 в БИ №22], включающий размещение замороженного блока продуктов между пластинчатыми электродами прямоугольной формы или в виде колец, подключенных к источникам питания, и воздействие на блоки токов высокой частоты, при этом пластинчатые электроды представляют собой набор отдельных электродов, в качестве источников питания, автономно использующие отдельные генераторы, мощность которых регулируют таким образом, чтобы мощность излучения каждого электрода увеличивалась от периферии к центру при их воздействии на блоки продукта, которые размещают между электродами в ванне, имеющей прямоугольную или круглую форму по конфигурации электродов и заполненной водой с температурой 17-20°С.
Недостатком данного способа управления диэлектрической обработкой продуктов в блоках является отсутствие возможности управления непрерывной дефростацией токами высокой частоты.
Известен способ управления непрерывной дефростацией токами высокой частоты продуктов в блоках, осуществляемый в устройстве [Патент РФ №2328125, МКИ А23В 4/07. Установка непрерывной ТВЧ-дефростации продуктов в блоках / С.Т.Антипов, С.В.Шахов, А.А.Чирков, А.А.Степыгин, А.Ю.Баранов, Э.В.Ряжских. Заявл. 19.02.2007, №2007106337/13, опубл. 10.07.2008 в БИ №19], в котором мощность каждого электрода, имеющего автономное питание от отдельных генераторов, устанавливают таким образом, чтобы она уменьшалась от центра к периферии при их воздействии на блоки, при этом электрод максимальной мощности находится над центральной частью блока, а последующие пары электродов смещены по ходу конвейера на длину электрода, а по ширине блока на расстояния, превышающие зоны действия краевых эффектов электромагнитного поля токов высокой частоты, образованного электродами.
Недостатком данного способа управления непрерывной дефростации токами высокой частоты продуктов в блоках является отсутствие контроля за температурой блоков в процессе размораживания в непрерывном режиме и в соответствии с этим изменения условий подвода теплоты к блокам.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ управления процессом дефростации блоков мороженых пищевых продуктов [Патент РФ №2016518, А23В 4/07. Заявка: 5020424/13, 03.01.1992. Опубл. 30.07.1994], сущность которого заключается в том, что определяют температуру продукта на входе в дефростер, сравнивают полученное значение с эталонным и определяют необходимое для процесса дефростации количество пара, после чего определяют температуру поверхности лотка на выходе из дефростера и корректируют расход пара.
Недостатками способа управления процессом дефростации блоков мороженых пищевых продуктов являются невысокая точность управления процессом дефростации продукта, низкое качество продукта и высокие энергозатраты, т.к. имеется проблема регулирования температуры продукта в непрерывном режиме и обеспечения равномерности распределения температуры по площади блока продукта за счет дозированного воздействия на него мощности излучения, исключающей локальное проваривание.
Технической задачей изобретения является улучшение качества продукта за счет повышения точности управления процессом дефростации продукта, его качества, а также снижение энергозатрат путем регулирования температуры продукта в непрерывном режиме и равномерности распределения температуры по площади блока продукта за счет дозированного воздействия на него мощности излучения, исключающей локальное проваривание.
Техническая задача изобретения достигается тем, что в способе автоматического управления непрерывной дефростации токами высокой частоты продуктов в блоках, включающем измерение температуры продукта на входе в дефростер, сравнение полученного значения с заданным и определение необходимого для процесса дефростации количества энергии, определение температурных режимов на выходе из дефростера и корректировку подвода энергии, новым является то, что подвод энергии осуществляют дозированно от пары электродов, воздействующих на центральную часть блока, и от пар электродов, смещенных по ходу конвейера на длину электрода, а по ширине блока - на расстояния, превышающие зоны действия краевых эффектов электромагнитного поля токов высокой частоты, образованного электродами, при этом в ходе проведения процесса размораживания осуществляют измерение мощности излучения пар электродов от генераторов, скорости движения конвейера, положения пар электродов, а также температуры блока в различных зонах размораживания, информация передается в микропроцессор, в который предварительно вводят ограничение на температуру продукта и теплофизические параметры блока - плотность, теплоемкость, теплопроводность, геометрические характеристики блока - длину и ширину, определяются расчетные значения темпа нагрева, температуропроводности блока, критерия Пекле, времени пребывания блока в зоне обработки, характерного числа Фурье, параметра, отвечающего за перенос теплоты теплопроводностью, параметра, полученного отношением последнего к критерию Пекле, безразмерной характеристики генератора пары электродов, воздействующих на центральную часть блока, и в зависимости от этого генератора определяются безразмерные характеристики генераторов других пар электродов, обеспечивающих равномерный прогрев блока и температуры прогрева блока на выходе из соответствующей зоны обработки, полученные расчетные значения температур сравнивают с определяемыми дистанционными бесконтактными способами измерения температуры с помощью пирометров значениями температуры в соответствующих зонах обработки блока продукта и при отклонении последних от расчетных, корректируют сначала скорость движения конвейера путем передачи сигнала с микропроцессора через цифроаналоговый преобразователь исполнительному механизму, а затем мощности соответствующих генераторов пар электродов путем передачи сигнала с микропроцессора через цифроаналоговые преобразователи исполнительным механизмам, а окончание процесса размораживания при этом осуществляют по информации, полученной от тепловизора о равномерном распределении температуры блока.
Технический результат изобретения заключается в улучшении качества продукта за счет повышения точности управления процессом дефростации продукта, его качества, а также в снижении энергозатрат путем регулирования температуры продукта в непрерывном режиме и равномерности распределения температуры по площади блока продукта за счет дозированного воздействия на него мощности излучения, исключающей локальное проваривание.
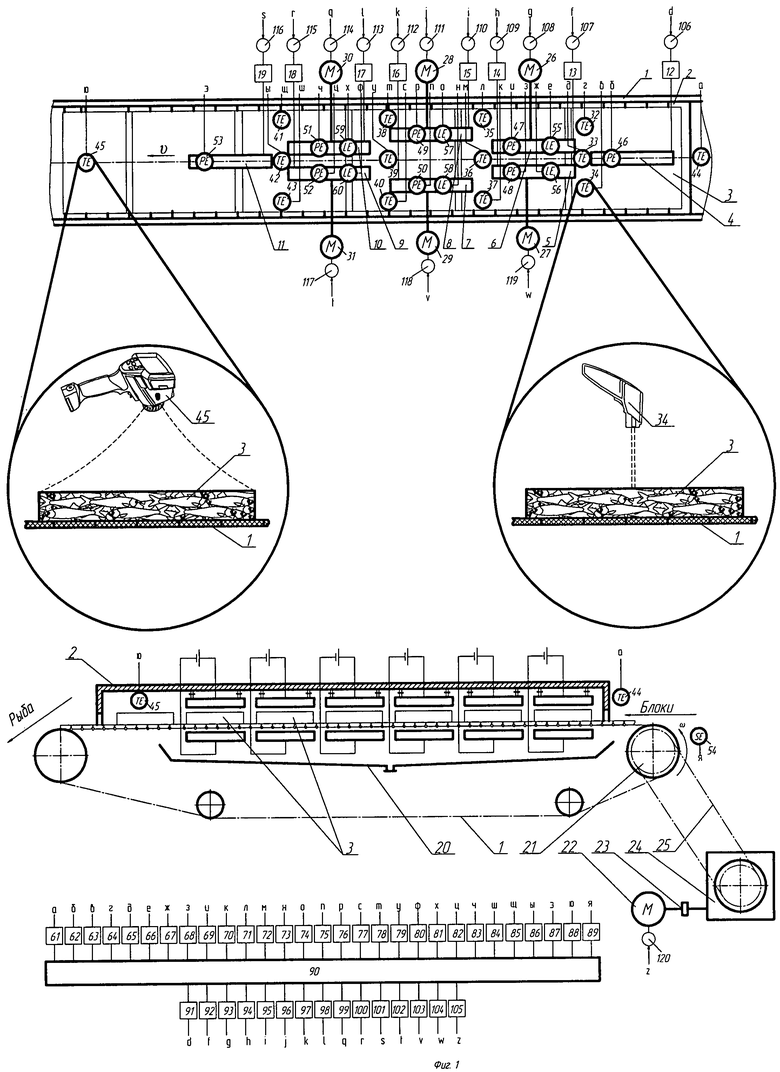
На фиг.1 изображена схема автоматического управления непрерывной дефростации токами высокой частоты продуктов в блоках
Схема автоматического управления непрерывной дефростацией токами высокой частоты продуктов в блоках (фиг.1) включает в себя цепной конвейер 1 с рабочей камерой 2. Настил цепного конвейера 1 состоит из пластин, изготовленных из диэлектрического материала, на поверхности которых располагаются блоки продукта 3. В рабочей камере 2 под пластинами настила конвейера 1 и над блоками продукта, расположенными на настиле конвейера 1, соответственно, установлены нижние и верхние электроды в виде отдельных пластин, образующие пары электродов 4-11. Каждая пара электродов 4-11 подключена к отдельным источникам питания - генераторам 12-19, имеющим возможность регулирования мощности, подаваемой на пары электродов 4-11.
Под пластинами настила конвейера 1 установлен лоток 20 для сбора воды, образовавшейся при таянии льда блоков.
Привод конвейера 1 осуществляется от приводной звездочки 21, установленной с возможностью вращения при помощи электродвигателя 22, соединенного муфтой 23 с редуктором 24, и цепной передачи 25.
Пары электродов 4-11 в зоне их воздействия на блоки 3 продукта, расположенного на конвейере 1, устанавливают таким образом, чтобы пара электродов 4 находилась в начале дефростера в зоне воздействия на центральную часть блока 3 и обеспечивала максимальную мощность воздействия на продукт, а последующие пары электродов 5-11 смещены по ходу конвейера 1 на длину электрода, а по ширине блока 3 на расстояния, превышающие зоны действия краевых эффектов электромагнитного поля токов высокой частоты, образованного электродами, и установлены с возможностью возвратно-поступательного перемещения с помощью автономных приводов 26-31.
Схема содержит датчики температуры поверхности блоков дистанционными бесконтактными способами измерения температуры в виде пирометров 32-43 и в виде тепловизоров 44 и 45, датчики 46-53 мощности излучения пар электродов 4-11 от генераторов 12-19, датчик 54 угловой скорости вращении приводной звездочки 21 конвейера 1, датчики 55-60 положения пар электродов 5-10, вторичные приборы 61-89, микропроцессор 90, цифроаналоговые преобразователи 91-105, исполнительные механизмы 106-120.
Способ автоматического управления непрерывной дефростации токами высокой частоты продуктов в блоках осуществляется следующим образом.
Замороженные блоки 3 укладывают на настил движущегося цепного конвейера 1. Через приемное окно рабочей камеры 2 установки блоки 3 попадают в зону обработки, где, проходя между парами электродов 4-11, прогреваются и размораживаются.
Равномерный прогрев блоков 3 происходит благодаря расположению электродов 4-11 и возможности регулирования мощности их излучения от источников питания - генераторов 12-19.
Подвод энергии от генераторов 12-19 в необходимом количестве энергии излучения от электродов 4-11 на размораживание, измеряемой с помощью датчиков 46-53, осуществляют дозированно сначала от пары электродов 4, воздействующих на центральную часть блока 3 с предельно допустимой максимальной мощностью, а затем от пар электродов 5-11 с меньшей мощностью и размещенных со смещением по ходу конвейера 1 на длину электрода, а по ширине блока 3 на расстояния, превышающие зоны действия краевых эффектов электромагнитного поля токов высокой частоты, образованного электродами. При этом устанавливается предельно допустимая скорость движения конвейера 1 с помощью исполнительного механизма 120, которая измеряется с помощью датчика 54.
При прохождении блока 3 между первой парой электродов 4 происходит прогрев центральной его части. При этом на электроды 4 подается максимальная мощность от источника питания-генератора 12 с помощью исполнительного механизма 106. Центральная часть блока 3 под воздействием электромагнитного поля прогревается от температуры t1 до t2, при этом возникает температурный градиент, направленный в сторону убывания температуры, т.е. от центра блока 3 к его периферии.
После прогрева центральной части непрерывно движущийся блок 3 проходит между двумя последующими парами электродов 5, 6, где происходит прогрев удаленной на некоторое расстояние от центра части блока 3 до температуры t2, однако затраты энергии при этом будут меньше и мощность источников - генераторов 13, 14 - необходимо снижать. Размер прогретой зоны увеличивается. Несмотря на то, что вторые электроды располагаются в один ряд, перегрев продукта вследствие возникновения краевого эффекта не происходит из-за большего расстояния между соседними электродами.
Аналогично происходит прогрев остальной части блока 3 до требуемой температуры.
При этом в ходе проведения процесса размораживания осуществляется измерение мощности излучения пар электродов от генераторов, скорость движения конвейера, положение пар электродов, а также температура блока в различных его зонах размораживания, информация о которых с помощью датчиков 32-60 и вторичных приборов 61-89 передается в микропроцессор 90, в который предварительно вводят ограничение на температуру продукта и теплофизические параметры блоков: плотность ρ [кг/м3], теплоемкость cр [Дж/(кг·K)], теплопроводность λ [Вт/(м·K)], геометрические характеристики блока длину l [м] и ширину h [м].
Регулирование мощности источников питания - генераторов 12-19 осуществляется на основании информации о температуре продукта, полученной с помощью дистанционных бесконтактных способов измерения температуры в начале и в конце дефростера с помощью тепловизоров 44 и 45, а в различных зонах размораживания блока продукта с помощью пирометров 32-43.
Выбор тепловизоров 44 и 45 и пирометров 32-43 в качестве дистанционных бесконтактных способов измерения температуры обоснован тем, что в процессе обработки блоков токами высокой частоты происходит объемный подвод энергии равномерно по всей высоте блока, а при этом принимается, что температура в месте воздействия пары электродов по высоте является постоянной, поэтому достаточно получать информацию о температуре блока в различных его зонах с его поверхности, что эффективно и достоверно осуществляется с помощью тепловизоров и пирометров.
С целью регулирования мощности источников питания - генераторов сначала в микропроцессоре 90 определяются расчетные значения:
темпа нагрева:
q=Q/(cpρ),
где Q - объемная мощность электрода, находящегося над центральной частью блока, Вт/м3; ρ - плотность, кг/м3; cр - теплоемкость, Дж/(кг·K); λ - теплопроводность, Вт/(м·K),
температуропроводности блока:
a=λ/(cpρ)
значения критерия Пекле:
Ре=h2ν/(4al)
где l, h - длина и ширина блока, м, ν - скорость движения блока, м/с,
времени пребывания блока в зоне обработки:
τ*=l/ν
характерного числа Фурье:
Fo=аτ*/(h/10)2
параметра K, отвечающего за перенос теплоты теплопроводностью:
 .
.
параметра
К/Ре
безразмерной характеристики генератора пары электродов, воздействующих на центральную часть блока
W3=qν/(t0l)
где t0 - начальная температура блока.
И в зависимости от этого генератора определяются безразмерные характеристики других генераторов пар электродов, обеспечивающих равномерный прогрев блока
 ;
; 
где
A11=A22=A, A12=A21=B
A11=2[(α11-α21)2+(α11-α31)2+(α21-α31)2];
A12=2[(α12-α22)(α11-α21)+(α12-α32)(α11-α31)+(α22-α32)(α21-α31)];
A13=2[(α13-α23)(α11-α21)+(α13-α33)(α11-α31)+(α23-α33)(α21-α31)];
A21=2[(α11-α21)(α12-α22)+(α11-α31)(α12-α32)+(α21-α31)(α22-α32)];
A22=2[(α12-α22)2+(α12-α32)2+(α22-α32)2];
A23=2[(α13-α23)(α12-α22)+(α13-α33)(α12-α32)+(α23-α33)(α22-α32)]
где
 ;
;
 ;
;
 ;
;  ;
;
 ;
;  ;
;
 ;
;
 ;
;
 .
.
и температуры прогрева блока на выходе из соответствующей зоны обработки
 ,
,  ,
,
 .
.
А затем полученные расчетные значения температур сравнивают с определяемыми дистанционными бесконтактными способами измерения температуры с помощью пирометров 32-43 значениями температуры в соответствующих зонах обработки блока продукта 13 и при отклонении последних от расчетных корректируют сначала скорость движения конвейера 1 путем передачи сигнала с микропроцессора 90 через цифроаналоговый преобразователь 105 исполнительному механизму 120, а затем мощности соответствующих генераторов 12-19 пар электродов 4-11 путем передачи сигнала с микропроцессора 90 через цифроаналоговые преобразователи 91, 92, 94, 95, 97, 98, 100, 101 исполнительным механизмам 106, 107, 109, 110, 112, 113, 115, 116, а окончание процесса размораживания при этом осуществляют по информации, полученной от тепловизора 45, о равномерном распределении температуры блока, например (-3)-(-2)°С.
Несмотря на то, что разнесенная схема размещения электродов 5-11 позволяет избежать наложения электромагнитных полей от двух соседних источников при чрезмерно близком расположении электродов друг к другу и избежать зон подваривания продукта, но при отклонении равномерности температуры по блоку по информации, полученной от тепловизора 45 осуществляют коррекцию положения пар электродов 5-10 путем передачи корректирующего сигнала с микропроцессора 90 через цифроаналоговые преобразователи 93, 96, 99, 102, 103, 104 исполнительным механизмам 108, 111,114, 117, 118, 119 автономных приводов 26-31.
Размороженный продукт выгружается через разгрузочное окно рабочей камеры 2. Образовавшаяся при размораживании вода собирается в установленный под настилом конвейера 1 лоток 20, из которого она потом удаляется.
Способ автоматического управления непрерывной дефростации токами высокой частоты продуктов в блоках имеет следующие преимущества:
- осуществление дозированного подвода энергии от пары электродов, воздействующих на центральную часть блока, и от пар электродов, смещенных по ходу конвейера на длину электрода, а по ширине блока на расстояния, превышающие зоны действия краевых эффектов электромагнитного поля токов высокой частоты, образованного электродами, позволяет осуществлять равномерный нагрев при непрерывной дефростации токами высокой частоты продукта путем регулирования распределения мощности излучения по площади продукта, что устраняет локальные зоны его перегрева;
- применение последовательного алгоритма размораживания блоков продукта, заключающийся в том, что сначала устанавливаются предельно допустимая максимальная мощность генератора пары электродов, воздействующих на центральную часть блока и скорость движения конвейера, их измерение, а также начальной температуры блока, а затем осуществляется передача информации в микропроцессор, в котором определяются расчетные значения темпа нагрева, температуропроводности блока, значения критерия Пекле Ре, времени пребывания блока в зоне обработки, характерного числа Фурье, параметра K, отвечающего за перенос теплоты теплопроводностью, параметра K/Pe, безразмерной характеристики генератора пары электродов, воздействующих на центральную часть блока, и в зависимости от этого генератора определяются безразмерные характеристики других генераторов пар электродов, обеспечивающих равномерный прогрев блока, и температуры прогрева блока на выходе из соответствующей зоны обработки, которые сравнивают с определяемыми дистанционными бесконтактными способами измерения температуры значениями температуры в соответствующих зонах обработки, и при отклонении их от расчетных, корректируют сначала скорость движения конвейера, а затем мощности соответствующих генераторов пар электродов, позволяет оптимизировать подвод энергии и минимизировать энергозатраты;
- использование для бесконтактного измерения температуры пирометров и тепловизоров позволяет повысить точность управления путем оперативного измерения температурных параметров процесса, что обеспечивает осуществление адресного подвода энергии, исключающего локальное проваривание продукта, а также гарантированное окончание процесса размораживания при достижении равномерного распределения температуры блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горизонтирования системы координат угломерного прибора по двум опорным точкам | 2024 |
|
RU2832842C1 |
| СПОСОБ МОДЕЛИРОВАНИЯ ПРОЦЕССА ГАЗИФИКАЦИИ ОСТАТКОВ ЖИДКОГО РАКЕТНОГО ТОПЛИВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2561427C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ ТВЧ-ДЕФРОСТАЦИИ ПРОДУКТОВ В БЛОКАХ | 2007 |
|
RU2328125C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ БРИКЕТА ЗАМОРОЖЕННОЙ РЫБЫ НА ТУШКИ БЕЗ ОТТАИВАНИЯ | 2011 |
|
RU2495578C2 |
| СПОСОБ ДИЭЛЕКТРИЧЕСКОЙ ОБРАБОТКИ ПРОДУКТОВ В БЛОКАХ | 2005 |
|
RU2280988C1 |
| УСТРОЙСТВО ОТОБРАЖЕНИЯ, УСТРОЙСТВО ОБРАБОТКИ ВИДЕО И СПОСОБ ОТОБРАЖЕНИЯ ВИДЕО | 2011 |
|
RU2523701C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДЕФРОСТАЦИИ БЛОКОВ МОРОЖЕНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 1992 |
|
RU2016518C1 |
| УСТРОЙСТВО ДЛЯ ДЕФРОСТАЦИИ БЛОКОВ ЗАМОРОЖЕННЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2004 |
|
RU2294106C2 |
| ТРАНСПОРТНОЕ СРЕДСТВО | 2018 |
|
RU2698643C1 |
| Устройство для дефростации блоков замороженных пищевых продуктов | 1980 |
|
SU882508A2 |
Способ предусматривает измерение мощности излучения пар электродов от генераторов, скорости движения конвейера, положения пар электродов, а также температуры блока продуктов в различных зонах размораживания. Информация передается в микропроцессор, определяющий расчетные значения параметров нагрева. Полученные расчетные значения температур сравнивают с измеренными в соответствующих зонах обработки и, при отклонении последних от расчетных, корректируют скорость движения конвейера и мощность соответствующих генераторов пар электродов. Окончание процесса размораживания определяют по информации, полученной от тепловизора о равномерном распределении температуры блока. Изобретение обеспечивает размораживание при равномерном распределении температуры, что исключает локальное проваривание продукта. 1 ил.
Способ автоматического управления непрерывной дефростации токами высокой частоты продуктов в блоках, включающий измерение температуры продукта на входе в дефростер, сравнение полученного значения с заданным и определение необходимого для процесса дефростации количества энергии, определение температурных режимов на выходе из дефростера и корректировку подвода энергии, отличающийся тем, что подвод энергии осуществляют дозированно от пары электродов, воздействующих на центральную часть блока, и от пар электродов, смещенных по ходу конвейера на длину электрода, а по ширине блока - на расстояния, превышающие зоны действия краевых эффектов электромагнитного поля токов высокой частоты, образованного электродами, при этом в ходе проведения процесса размораживания осуществляют измерение мощности излучения пар электродов от генераторов, скорости движения конвейера, положения пар электродов, а также температуры блока в различных зонах размораживания, информация передается в микропроцессор, в который предварительно вводят ограничение на температуру продукта и теплофизические параметры блока - плотность, теплоемкость, теплопроводность, геометрические характеристики блока - длину и ширину, определяются расчетные значения темпа нагрева, температуропроводности блока, критерия Пекле, времени пребывания блока в зоне обработки, характерного числа Фурье, параметра, отвечающего за перенос теплоты теплопроводностью, параметра, полученного отношением последнего к критерию Пекле, безразмерной характеристики генератора пары электродов, воздействующих на центральную часть блока, и в зависимости от этого генератора определяются безразмерные характеристики генераторов других пар электродов, обеспечивающих равномерный прогрев блока и температуры прогрева блока на выходе из соответствующей зоны обработки, полученные расчетные значения температур сравнивают с определяемыми дистанционными бесконтактными способами измерения температуры с помощью пирометров значениями температуры в соответствующих зонах обработки блока продукта и при отклонении последних от расчетных корректируют сначала скорость движения конвейера путем передачи сигнала с микропроцессора через цифроаналоговый преобразователь исполнительному механизму, а затем мощности соответствующих генераторов пар электродов путем передачи сигнала с микропроцессора через цифроаналоговые преобразователи исполнительным механизмам, а окончание процесса размораживания при этом осуществляют по информации, полученной от тепловизора, о равномерном распределении температуры блока.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДЕФРОСТАЦИИ БЛОКОВ МОРОЖЕНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 1992 |
|
RU2016518C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ ТВЧ-ДЕФРОСТАЦИИ ПРОДУКТОВ В БЛОКАХ | 2007 |
|
RU2328125C1 |
| СПОСОБ ДИЭЛЕКТРИЧЕСКОЙ ОБРАБОТКИ ПРОДУКТОВ В БЛОКАХ | 2005 |
|
RU2280988C1 |

