Область техники, к которой относится изобретение
Изобретение относится к металлургическому резервуару, а именно к дуговой электропечи, с выполненным с возможностью закрывания выпускным отверстием днища для расплавленного металла.
Уровень техники
В металлургических печах, таких как дуговые электропечи, предусмотрены отдельные выпускные отверстия для шлака, с одной стороны, и для расплавленного металла, с другой стороны.
Дуговые электропечи могут быть опрокидывающимися и неопрокидывающимися, причем интересующее нас в данном случае выпускное отверстие для расплавленного металла - в зависимости от конструктивного исполнения - может располагаться по центру днища резервуара или эксцентрично.
Из DE 19545831 С2 известна дуговая электропечь, в которой выпускные отверстия располагаются в сливном выступе. Для осуществления розлива резервуар слегка наклоняется.
Также эксцентрично, и притом в выступе, выпускное отверстие расположено в соответствии с WO 03/029499 А1, причем в данном случае между собственно резервуаром печи и выступом предусмотрен выполненный по типу сифона соединительный канал.
Из ЕР 1174671А2 известен металлургический резервуар, в частности дуговая электропечь, имеющая выпускное отверстие, причем, однако, в присоединительном элементе к данному отверстию расплавленный металл отводится по двум отдельным каналам.
На практике выявило себя то обстоятельство, что при всех таких расположениях выпускных отверстий не может быть надежно предотвращен захват частиц шлака, так как в зоне выпускного отверстия возникает так называемый «эффект завихрения».
Образование такого рода особых течений или завихрений должно быть предотвращено, например, в соответствии с WO 02/076658 А1 посредством того, что над выпускным отверстием устанавливаются выполненные различным образом колпаки или крышки со сквозными отверстиями.
Вне зависимости от образования данного нежелательного течения, у выпускных отверстий имеется недостаток в том, что срок службы или долговечность образующего выпускное отверстие огнеупорного материала ограничены и его износ опять же может привести к проблемам при желательном или возможно необходимом разрушении выпускного отверстия, так как запоры в этом случае не будут в достаточной степени герметичными.
В то время как длительность обработки расплава в резервуаре уже могла бы быть существенно снижена, и именно за счет уменьшения металлургических работ в резервуаре, за счет увеличения подведенной электроэнергии, максимизации химической энергии или за счет особых операций, таких как вспенивание шлака, вспомогательное время имеет еще большое значение.
Вспомогательное время возникает при упомянутом ранее износе вследствие необходимости обновления кирпичей выпускного отверстия или зачастую вследствие того, что выпускные отверстия за счет попавшего за отверстие песка соединились друг с другом настолько плотно, что должно быть произведено выжигание.
Это выжигание является не только дорогостоящей, но и очень опасной операцией, так как должно быть произведено снизу, то есть на нижней стороне резервуара, причем в любое время следует принимать во внимание возможность вытекания расплавленного металла.
Раскрытие изобретения
В изобретении поставлена задача формирования металлургического резервуара, а именно дуговой электропечи, таким образом, чтобы можно было добиться уменьшения времени выпуска, увеличения продолжительности срока службы и интервала между обслуживаниями и, кроме того, улучшить гидродинамику потока в зоне выпускного отверстия.
Эта задача решается в соответствии с изобретением в дуговой электропечи, с выполненным с возможностью закрытия выпускным отверстием днища посредством того, что вблизи друг друга предусмотрены, по меньшей мере, два выпускных отверстия, выполненные с возможностью закрытия независимо друг от друга.
В предпочтительном варианте выпускные отверстия имеют одинаковые диаметры, и расстояние между центрами выпускных отверстий соответствует примерно четырехкратному значению диаметра выпускного отверстия.
В предпочтительном варианте выпускные отверстия выполнены далее с возможностью закрытия посредством задвижки.
Указанная ранее комбинация признаков выявляет целый ряд существенных преимуществ.
Прежде всего, за счет расположения, по меньшей мере, двух выпускных отверстий уменьшается время выпуска, так как в этом случае может быть пропущено большее количество металла.
В связи с этим следует упомянуть о том, что увеличение количества пропущенного металла может быть достигнуто также и не только за счет увеличения выпускных отверстий.
При этом выявились бы, с одной стороны, существенные проблемы в плане продолжительности срока службы устройства, а также проблемы плотного закрытия отверстия. С другой стороны, количество увлеченного следом шлака увеличилось бы, что, естественно, было бы нежелательно.
Так как в соответствии с изобретением выпускные отверстия выполнены с возможностью раздельного закрытия, то есть они могут открываться и закрываться независимо друг от друга, то для случая, когда одно из выпускных отверстий находится в нерабочем состоянии, может использоваться оставшееся выпускное отверстие. Естественно, можно также работать с использованием одного или другого выпускного отверстия, вследствие чего можно добиться увеличения продолжительности срока службы устройства или интервалов технического обслуживания.
И наконец, выявляется еще одно крайне существенное преимущество.
Как уже упомянуто выше, в зоне выпускного отверстия обычно возникает эффект завихрения, который приводит к загрязнению расплавленного металла остатками шлака.
Неожиданно выявило себя то обстоятельство, что за счет расположения двух выпускных отверстий на определенном расстоянии друг от друга эти эффекты могут взаимно усиливаться, так что может быть достигнуто увеличение степени частоты, без необходимости использования дополнительных пристраиваемых или встраиваемых элементов, которые естественно также подвергаются существенному износу и тем самым опять могли бы привести к нежелательному увеличению вспомогательного времени для их замены.
Краткое описание чертежей
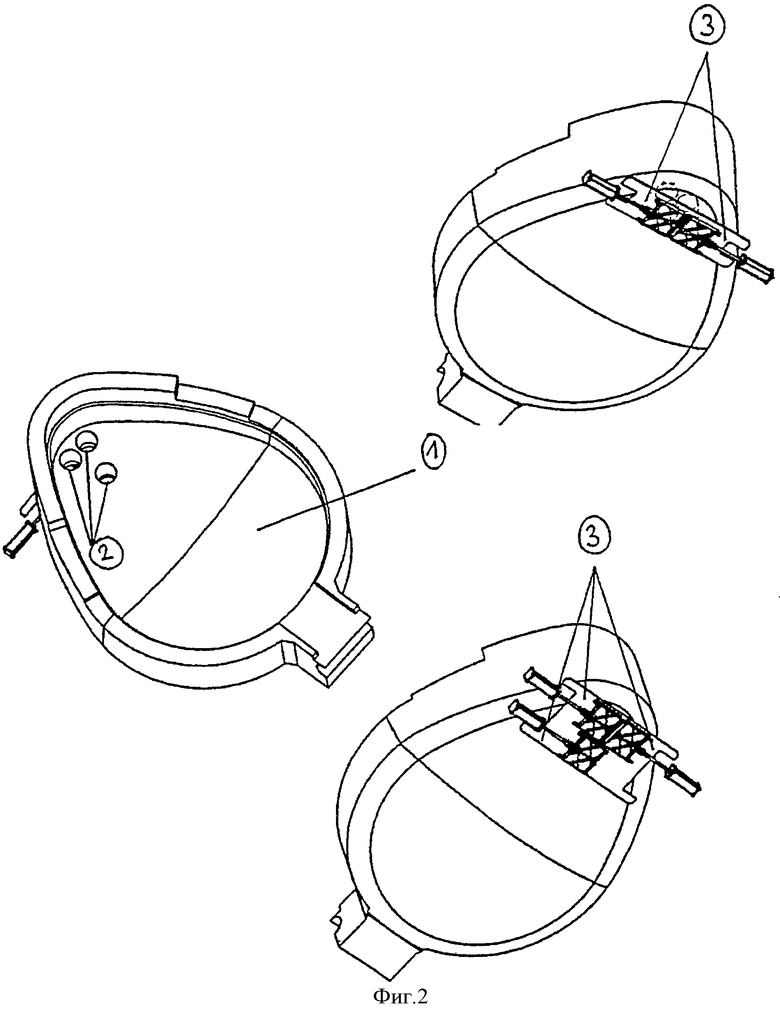
Изобретение должно быть пояснено далее со ссылкой на чертежи. При этом фиг.1 схематично демонстрирует днище металлургического резервуара, в частности дуговой электропечи, с двумя выпускными отверстиями, на виде сверху и на виде снизу, а фиг.2 демонстрирует соответствующий вид с выполненным с возможностью закрывания выпускным отверстием днища для расплавленного металла, однако, с тремя выпускными отверстиями.
Осуществление изобретения
Днище резервуара 1 имеет два, на фиг.1 расположенных рядом друг с другом, выпускных отверстия 2, причем из соображений техники вычерчивания они расположены в данном случае очень близко друг к другу. На самом деле расстояние между центрами отверстий должно соответствовать четырехкратному значению диаметра.
На виде снизу видно, что там предусмотрены две независимые задвижки 3 для открывания или закрывания выпускных отверстий 2.
На фиг.2 также в качестве примера представлен вариант осуществления с тремя выпускными отверстиями.
Изобретение относится к металлургии, в частности к конструкции дуговых электропечей. В днище печи выполнены два выпускных отверстия для расплавленного металла, расстояние между центрами которых соответствует, по меньшей мере, двукратному, преимущественно четырехкратному значению диаметра выпускного отверстия. Выпускные отверстия имеют одинаковые диаметры и выполнены с возможностью закрытия независимо друг от друга посредством задвижек. Достигается уменьшение времени выпуска металла из печи, увеличение срока службы выпускных отверстий, предотвращение захвата частиц шлака при выпуске металла за счет улучшения гидродинамики потока металла в зоне выпускных отверстий. 2 з.п. ф-лы, 2 ил.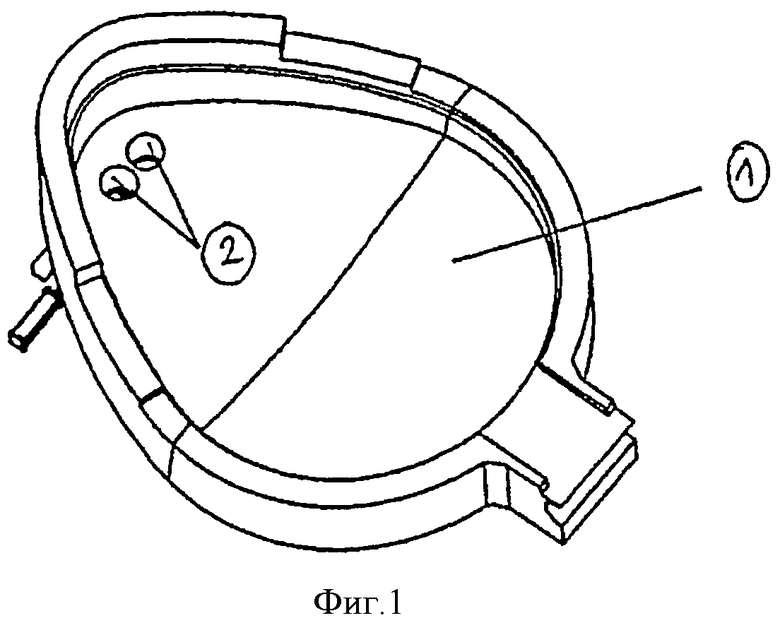
1. Дуговая электропечь, выполненная с выпускным отверстием для расплавленного металла в днище и возможностью его закрытия, отличающаяся тем, что в днище вблизи друг друга предусмотрены, по меньшей мере, два выпускных отверстия, выполненные с возможностью закрытия независимо друг от друга, причем расстояние между центрами выпускных отверстий соответствует примерно четырехкратному, по меньшей мере, двукратному значению диаметра выпускного отверстия.
2. Дуговая электропечь по п.1, отличающаяся тем, что выпускные отверстия имеют одинаковые или аналогичные диаметры.
3. Дуговая электропечь по пп.1 и 2, отличающаяся тем, что выпускные отверстия выполнены с возможностью закрытия посредством задвижки.
| Барботажная горелка | 1983 |
|
SU1174671A1 |
| WO 03029499 A1, 10.04.2003 | |||
| DE 19545831 A1, 16.06.1997 | |||
| JP 2001221424 А, 17.08.2001 | |||
| JP 2002286371 А, 03.10.2002 | |||
| JP 2008221240 А, 25.09.2008 | |||
| УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ МЕТАЛЛА В ИЗЛОЖНИЦЫ И ФОРМЫ | 1991 |
|
RU2020032C1 |

