ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в целом относится к производству металлов, а в частности к печному агрегату для процесса производства металлов.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Процесс с успокоенной ванной (FBO - Flat bath operation) – это процесс непрерывной подачи или загрузки малыми корзинами металлических материалов, таких, как лом, чугун в чушках, железо прямого восстановления (DRI), чугун, или горячебрикетированное железо (HBI), в печную ванну электродуговой печи (ЭДП) без открывания свода печи. Во время загрузки металла, электрическую дугу непрерывно питают электроэнергией, и металлические материалы непрерывно плавятся в ванне. Этот процесс обеспечивает высокую эффективность потребления энергии и уменьшенный расход электродов.
Одна сложность при осуществлении процесса плавления с успокоенной ванной связано с температурной гомогенизацией печной ванны, особенно – в зоне загрузки металла, которая всегда является холодной зоной. Неполное расплавление металлов в холодной зоне создает потенциальные проблемы, такие, как градиенты концентрации, ненадежные измерения, небезопасное управление процессом, перегретая ванна и избыточная температура выпуска плавки. Чтобы решить эту проблему неоднородной температуры, рекомендуют проводить перемешивание ванны, чтобы улучшить конвекцию в расплаве. С этой целью, в некоторых из таких печей реализовали донное перемешивание газом, подаваемым посредством пористых пробок.
Для перемешивания путем донной продувки газом, в огнеупоре днища устанавливают пористые пробки с прямой или непрямой подачей газа. Обычно требуются 3—5 пористых пробок в зависимости от размера печи. Интенсивностью перемешивания управляют посредством газа, в типичных случаях – азота или аргона, а также его посредством расхода и давления.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Несколько проблем связаны с перемешиванием донной продувкой газом. Например, может возникать неполное перемешивание ванны с мертвыми зонами на удалении от продувочных пробок, что ведет к ограниченной гомогенизации печной ванны. Помимо этого, характер и направление перемешивания фиксированы положениями пробок, при этом скорость горизонтального течения ограничена. Более того, износ огнеупора вокруг пористой пробки сильнее, а донные пробки являются местами, опасными с точки зрения прорыва расплава. И, наконец, срок службы пористой пробки зачастую короче, чем срок службы футеровки днища, а техническое обслуживание пористых пробок без остановки процесса является работой трудной и сложной.
Ввиду вышеизложенного, задача настоящего изобретения состоит в том, чтобы обеспечить печной агрегат для процесса производства металлов, который решает или, по меньшей мере, смягчает проблемы известных технических решений.
Поэтому предложен печной агрегат для процесса производства металлов, содержащий: электродуговую печь, выполненную для осуществления процесса с успокоенной ванной и которая имеет днище; и устройство для электромагнитного перемешивания, конфигурация которого обеспечивает его расположение под днищем электродуговой печи, давая возможность перемешивания расплавленного металла в электродуговой печи.
Эффект, который можно получить таким образом, заключается в возможности обеспечить перемешивание всей ванны расплава без мертвой зоны или, по существу, без мертвой зоны в ванне. Поэтому можно обеспечить более эффективное производство металлов с использованием электродуговой печи, конфигурация которой обеспечивает процесс с успокоенной ванной.
Более того, отсутствует негативное влияние на огнеупорную футеровку и нет риска прорыва расплавленного металла, как в случае с пористыми пробками. В дополнение к этому, при длительном сроке службы техническое обслуживание катушки устройства для электромагнитного перемешивания почти не требуется.
Электромагнитное перемешивание снижает перегрев поверхности расплава, а тепло из зоны дуги быстро передается объему расплаву. Уменьшение температуры перегрева поверхности снижает потери тепла в стенку и свод печи в течение периода работы печи под током, что снижает потребление электроэнергии. Еще одним преимуществом снижения перегрева во время работы печи под током является уменьшенный износ огнеупора в шлаковом поясе электродуговой печи.
Дополнительное влияние, оказываемое устройством для электромагнитного перемешивания на электродуговую печь в технологическом процессе с успокоенной ванной, заключается в том, что значительно повышается надежность процесса. Быстрое плавление, например, лома и феррохрома обеспечивает быструю гомогенизацию ванны расплава и по химическому составу, и по температуре, что гарантирует целевые массу и температуру выпуска плавки стали. Равномерная температура во всей ванне обеспечивает плавный выпуск плавки и сокращает задержки выпуска плавки. Исключение термической стратификации в ванне расплава также снижает температуру выпуска плавки. Высокая частота открывания имеющего большой эксцентриситет отверстия для донного выпуска плавки является весьма важным преимуществом, как для безопасности работы, так и для производительности.
В соответствии с одним вариантом осуществления, дуговая электропечь имеет область загрузки металла, причем конфигурация устройства для электромагнитного перемешивания обеспечивает его расположение, чтобы способствовать перемешиванию расплавленного металла в области загрузки металла.
Область загрузки металла является областью внутреннего пространства электродуговой печи, которая принимает загружаемый металлический материал. Она включает в себя часть днища электродуговой печи, где металлические материалы, подаваемые в электродуговую печь, изначально скапливаются перед расплавлением за счет нагрева в электродуговой печи и смешиваются с остатком расплава за счет перемешивания посредством устройства для электромагнитного перемешивания.
В соответствии с одним вариантом осуществления, область загрузки металла находится вне центра – по отношению к центральной точке днища электродуговой печи.
В соответствии с одним вариантом осуществления, устройство для электромагнитного перемешивания содержит катушки, конфигурация которых обеспечивает генерирование бегущей магнитной волны в первом направлении вдоль оси направления перемешивания, причем конфигурация устройства для электромагнитного перемешивания обеспечивает его расположение относительно центральной плоскости, проходящей через центр электродуговой печи и через выпускное отверстие или выпускной желоб электродуговой печи, таким образом, что ось направления перемешивания располагается под углом относительно центральной плоскости.
Первое направление, которое определяет ось направления перемешивания вдоль направления перемешивания расплавленного металла в электродуговой печи, вследствие этого пересекает центральную плоскость. Центральная плоскость является вертикальной плоскостью, когда дуговая печь находится в эксплуатации, т.е., когда она находится в цикле плавки от выпуска до выпуска.
Таким образом, перемешивающая сила будет направлена непосредственно к области загрузки металла, и поэтому можно получить более эффективное перемешивание во всегда холодной области или зоне загрузки металла. Термин «холодная» здесь означает «холодная относительно остальной массы расплава».
В соответствии с одним вариантом осуществления, упомянутый угол находится в диапазоне от 0° до 90°.
В соответствии с одним вариантом осуществления, упомянутый угол составляет 90°.
В соответствии с одним вариантом осуществления, упомянутый угол больше 0° и меньше 90°.
Вследствие этого, перемешивающая сила, создаваемая устройством для электромагнитного перемешивания, будет направлена к площади зоны холодного лома области загрузки металла, а выбираемый угол при этом находится в диапазоне от 0 до 90 градусов. Эта конфигурация устройства для электромагнитного перемешивания будет создавать течение расплава либо к холодной области или зоне загрузки металла в печи, либо в обратном направлении, что значительно улучшает плавление металлов и температурную гомогенизацию в печи.
В соответствии с одним вариантом осуществления, устройство для электромагнитного перемешивания распложено под электродуговой печью по ее центру.
В соответствии с одним вариантом осуществления, устройство для электромагнитного перемешивания расположено под электродуговой печью вне ее центра.
Один вариант осуществления содержит контроллер положения устройства для электромагнитного перемешивания, имеющий конфигурацию, обеспечивающую управление ориентацией устройства для электромагнитного перемешивания относительно электродуговой печи, чтобы таким образом регулировать упомянутый угол.
Имея возможность изменять направление перемешивания, можно обеспечить более универсальное управление. Например, ориентируя устройство для электромагнитного перемешивания с определенным углом относительно центральной плоскости, можно обеспечить удовлетворительное полное перемешивание расплава, т.е. – и в области загрузки металла, при этом перемешивание может снизить вихреобразование над выпускным отверстием – так, как раскрыто в документе EP2751510.
Один вариант осуществления содержит преобразователь частоты, конфигурация которого обеспечивает управление током в устройстве для электромагнитного перемешивания, и систему управления, конфигурация которой обеспечивает управление преобразователем частоты.
В соответствии с одним вариантом осуществления, конфигурация электродуговой печи обеспечивает прием загрузки металлических материалов сбоку электродуговой печи.
В соответствии с одним вариантом осуществления, конфигурация электродуговой печи обеспечивает прием загрузки металлических материалов сверху электродуговой печи.
В соответствии с одним вариантом осуществления, конфигурация электродуговой печи обеспечивает непрерывный прием загрузки металлического материала.
Конфигурация электродуговой печи может обеспечивать, например, непрерывный прием загрузки металлического материала посредством конвейерной ленты или желоба. В качестве альтернативы или в дополнение к этому, конфигурация электродуговой печи может обеспечивать непрерывный прием загрузки металлического материала из отверстия в своде электродуговой печи. К тому же, свод, именуемый также сводом печи, можно снабдить сквозным проемом или отверстием, чтобы обеспечить подачу металлических материалов сверху в электродуговую печь.
В соответствии с одним вариантом осуществления, конфигурация электродуговой печи обеспечивает прием корзинной загрузки металлических материалов через шахту.
Вообще говоря, все термины, употребляемые в формуле изобретения, следует толковать в соответствии с их обычным смыслом в данной области техники, если они не охарактеризованы здесь явно по–другому. Все ссылки на элемент, аппарат, компонент, средство и т.д. следует толковать открыто – как относящиеся, по меньшей мере, к одному примеру элемента, аппарата, компонента, средства, если явно не указано иное.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Теперь, в качестве примера и со ссылками на прилагаемые чертежи, будут описаны конкретные варианты осуществления идеи изобретения, при этом:
на фиг.1 схематически показан частично «прозрачный» вид сверху электродуговой печи и устройства для электромагнитного перемешивания, предусмотренного под электродуговой печью; и
на фиг.2a–5b схематически показаны различные примеры печных агрегатов на частично «прозрачном» виде сверху и в сечении.
ПОДРОБНОЕ ОПИСАНИЕ
Теперь идея изобретения будет подробнее описана ниже со ссылками на прилагаемые чертежи, где показаны пояснительные варианты осуществления. Вместе с тем, идея изобретения может быть воплощена во многих других формах, и не следует считать ограничительными приведенные варианты осуществления; скорее, эти варианты осуществления представляются в качестве примера, так что это описание будет тщательным и полным, а также полностью доведет объем притязаний согласно изобретению до специалистов в данной области техники. Одинаковые позиции обозначают одинаковые элементы по всему описанию.
Данное изобретение относится к печному агрегату для процесса производства металлов. Процесс производства металлов может быть, например, процессом производства стали, процессом производства алюминия или процессом производства свинца.
Печной агрегат содержит электродуговую печь и устройство для электромагнитного перемешивания, конфигурация которого обеспечивает его расположение под электродуговой печью, тем самым давая возможность перемешивать расплавленный металл в электродуговой печи. Конфигурация устройства для электромагнитного перемешивания может обеспечивать, например, его установку на качающихся подвесах электродуговой печи, а его конфигурация при этом обеспечивает поворот вместе с системой наклона электродуговой печи, или конфигурация устройства для электромагнитного перемешивания может обеспечивать, например, его установку под электродуговой печью на отдельной несущей конструкции, например, на тележке, конфигурация которой обеспечивает неподвижность или поворот синхронно с днищем электродуговой печи при операции выпуска плавки.
Конфигурация представленной здесь электродуговой печи обеспечивает процесс с успокоенной ванной. К тому же, конфигурация этой электродуговой печи обеспечивает непрерывный прием металла во время цикла плавки от выпуска до выпуска. С этой целью, конфигурация электродуговой печи обеспечивает непрерывную загрузку металла во время цикла плавки от выпуска до выпуска. Загрузочному агрегату и электродуговой печи можно придать, конфигурацию, например соответствующую агрегату и технологии Consteel®, Quantum® или EcoArc®, либо предназначенную для непрерывной подачи железа прямого восстановления через свод электродуговой печи. Конфигурация электродуговой печи может также обеспечивать ее загрузку металлическим материалом сбоку электродуговой печи, и в этом случае электродуговой печи можно придать конфигурацию шахтной печи. Или конфигурация электродуговой печи может обеспечивать ее загрузку металлической шихтой через свод. Металлический материал может быть либо предварительно нагретым, либо горячим, либо холодным.
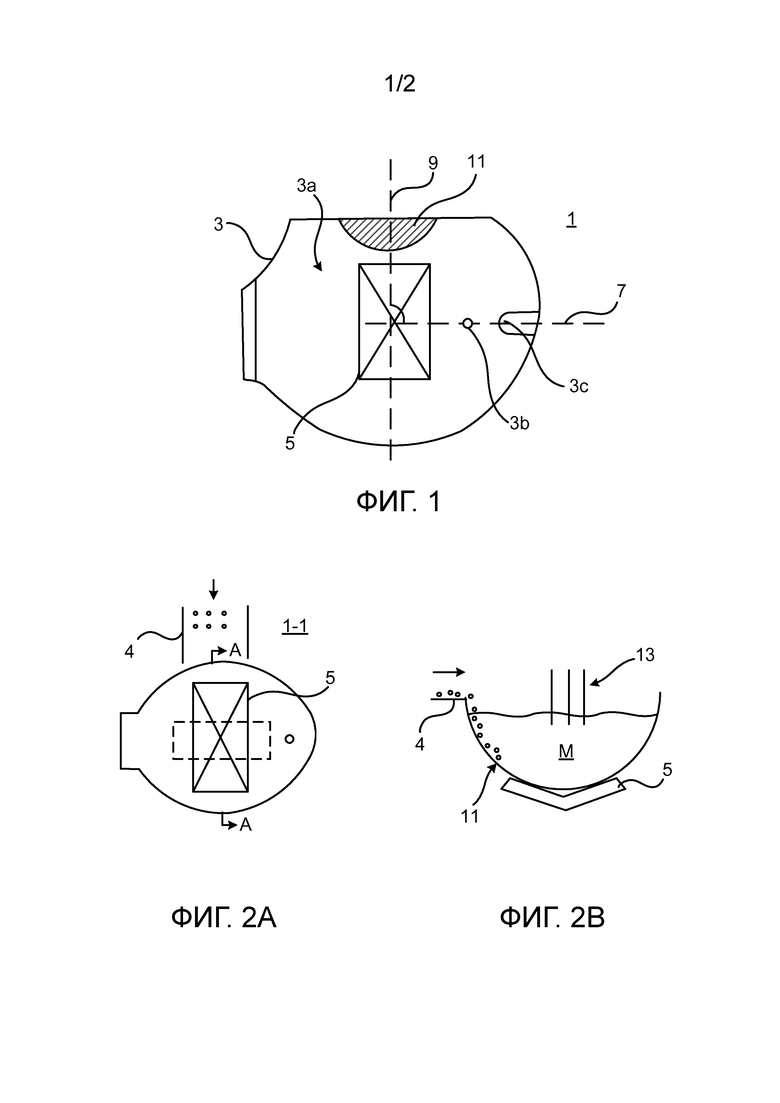
На фиг.1 схематически показан частично «прозрачный» вид сверху возможного печного агрегата 1 для производства металлов. Печной агрегат 1 содержит электродуговую печь 3, имеющую корпус или кожух печи, конфигурация которого обеспечивает прием и удерживание металлических материалов во время цикла плавки от выпуска до выпуска.
Помимо этого, конфигурация корпуса или кожуха печи которого обеспечивает прием множества электродов, размещенных с возможностью опускания в корпус или кожух печи для плавления какого–либо содержащегося в ней металлического материала.
Дуговая электропечь 3 содержит днище 3a, имеющее отверстие 3b для выпуска плавки или – в качестве альтернативы или в дополнение к нему – желоб 3c, чтобы создать возможность выпуска плавки из корпуса или кожуха печи. В случае варианта, который предусматривает отверстие 3b для выпуска плавки, это отверстие 3b для выпуска плавки расположено со смещением – или вне центра – относительно центральной точки днища 3a кожуха печи.
Помимо этого, печной агрегат 1 содержит устройство 5 для электромагнитного перемешивания. Днище 3a электродуговой печи 3 содержит немагнитное окно, под которым обеспечивается монтаж устройства 5 для электромагнитного перемешивания. Немагнитное окно может содержать, например, аустенитную нержавеющую сталь или немагнитный металлический материал любого другого вида.
Устройство 5 для электромагнитного перемешивания содержит магнитной сердечник и катушки, расположенные вокруг магнитного сердечника, которые не показаны. Конфигурация катушек может обеспечивать их подключение к соответственной электрической фазе источника переменного тока, так что устройство 5 для электромагнитного перемешивания можно питать многофазным переменным током низкой частоты. Поэтому конфигурация катушек такова, что, когда их питают соответственным переменным током, вдоль оси 9 направления перемешивания генерируется бегущее магнитное поле.
При эксплуатации, переменный ток низкой частоты, проходящий по катушкам, генерирует бегущее магнитное поле, которое пронизывает днище электродуговой печи и тем самым генерирует силы в расплавленном металле или расплаве. Поскольку магнитное поле проникает в расплав на всю его глубину, этот расплав будет течь в одном и том же направлении – вдоль оси 9 направления перемешивания – поперек всего диаметра/всей ширины электродуговой печи и вниз на всю глубину ванны. После достижения стенки электродуговой печи, расплав потечет назад по бокам электродуговой печи.
Помимо этого, на фиг.1 показана центральная плоскость 7, проходящая через центральную точку днища 3a и через центр отверстия 3b для выпуска плавки, или – при наличии желоба 3c через центр желоба 3c. Эта плоскость в типичных случаях является вертикальной плоскостью, когда печной агрегат 1 смонтирован на металлургическом заводе или в компактном минизаводе, например – производящем стальной прокат или алюминиевый прокат.
Конфигурация устройства 5 для электромагнитного перемешивания такова, что между центральной плоскостью 7 и осью 9 направления перемешивания, которая пересекает центральную плоскость 7, есть некоторый угол α. В примере, показанном на фиг.1, угол α составляет 90°.
В соответствии с одним вариантом, угол α между центральной плоскостью 7 и осью 9 направления перемешивания может находиться в диапазоне от 0° до 90°. Например, угол α может составлять 0° или угол α может быть больше 0°, но меньше 90°. В этом последнем случае, устройство 5 для электромагнитного перемешивания будет наклонено или расположено под острым углом по отношению к центральной плоскости 7. Устройство 5 для электромагнитного перемешивания может быть расположено по центру под электродуговой печью, по отношению к центру электродуговой печи, или оно может быть расположено со смещением из центра.
Ориентацию устройства для электромагнитного перемешивания относительно центральной плоскости 7 можно регулировать – либо вручную, либо автоматически. Например, печной агрегат может содержать контроллер положения устройства для электромагнитного перемешивания, имеющий конфигурацию, обеспечивающую управление ориентацией устройства 5 для электромагнитного перемешивания относительно электродуговой печи 3, а в частности – относительно центральной плоскости 7, чтобы тем самым регулировать угол α. Регулировать угол α или управлять им можно, например, на основании необходимого мгновенного значения продолжительности полного перемешивания расплава и на основании потребности в уменьшении завихрения над отверстием 3b для выпуска плавки в случае, если дуговая электропечь 3 имеет отверстие для выпуска плавки. Таким образом, ориентация устройства 5 для электромагнитного перемешивания может отображать компромисс между оптимальным полным перемешиванием и уменьшением завихрения.
Дуговая электропечь 3 также имеет область 11 загрузки металла, которая является областью днища 3a корпуса или кожуха печи, где металлические материалы, непрерывно подаваемые в кожух печи, изначально скапливаются в электродуговой печи 3. Область 11 загрузки металла может быть расположена вне центра – по отношению к центру днища 3а, как показано в примере, иллюстрируемом на фиг.1. В альтернативном варианте, область 11 загрузки металла может быть расположена в центре или, по существу, в центре днища 3a.
В случае электродуговой печи, конфигурация которой обеспечивает загрузку металлическим материалом через сквозной проем или сквозное отверстие в своде печи, область 11 загрузки металла в типичных случаях будет находится не у днища корпуса или кожуха печи, а на поверхности или мениске расплава. В этом случае, область загрузки металла может быть расположена в центре или вне центра в горизонтальном сечении электродуговой печи.
Устройство 5 для электромагнитного перемешивания расположено так, что перемешивающая сила, создаваемая устройством 5 для электромагнитного перемешивания, направлена к холодной зоне, образуемой областью 11 загрузки металла, или под углом вплоть до 90° – в зависимости от ориентацией устройства 5 для электромагнитного перемешивания, относительно центральной плоскости 7. Поэтому оказывается возможным создание течения расплава к области 11 загрузки металла в электродуговой печи 3 или в обратном направлении, что значительно улучшает плавление металла и температурную гомогенизацию по сравнению с применением или без применения пористых пробок в сочетании с газом. Как отмечалось ранее, устройство 5 для электромагнитного перемешивания может быть расположено под электродуговой печью по ее центру, или оно может быть расположено вне центра. В последнем случае, устройство для электромагнитного перемешивания будет наклонено или расположено под острым углом по отношению к центральной плоскости 7. Устройство 5 для электромагнитного перемешивания может быть расположено под зоной 11 загрузки металла электродуговой печи по отношению к центру электродуговой печи, а угол α при этом находится где–то между 0° и 90° относительно центральной плоскости 7.
Печной агрегат может содержать преобразователь мощности, в типичных случаях – преобразователь частоты (не показан), конфигурация которого обеспечивает управление током в катушках устройства для электромагнитного перемешивания, чтобы тем самым управлять перемешиванием расплавленного металла или расплава, содержащегося в кожухе печи. В этом случае, печной агрегат может также содержать систему управления, конфигурация которой обеспечивает управление преобразователем частоты, чтобы тем самым управлять током в устройстве для электромагнитного перемешивания.
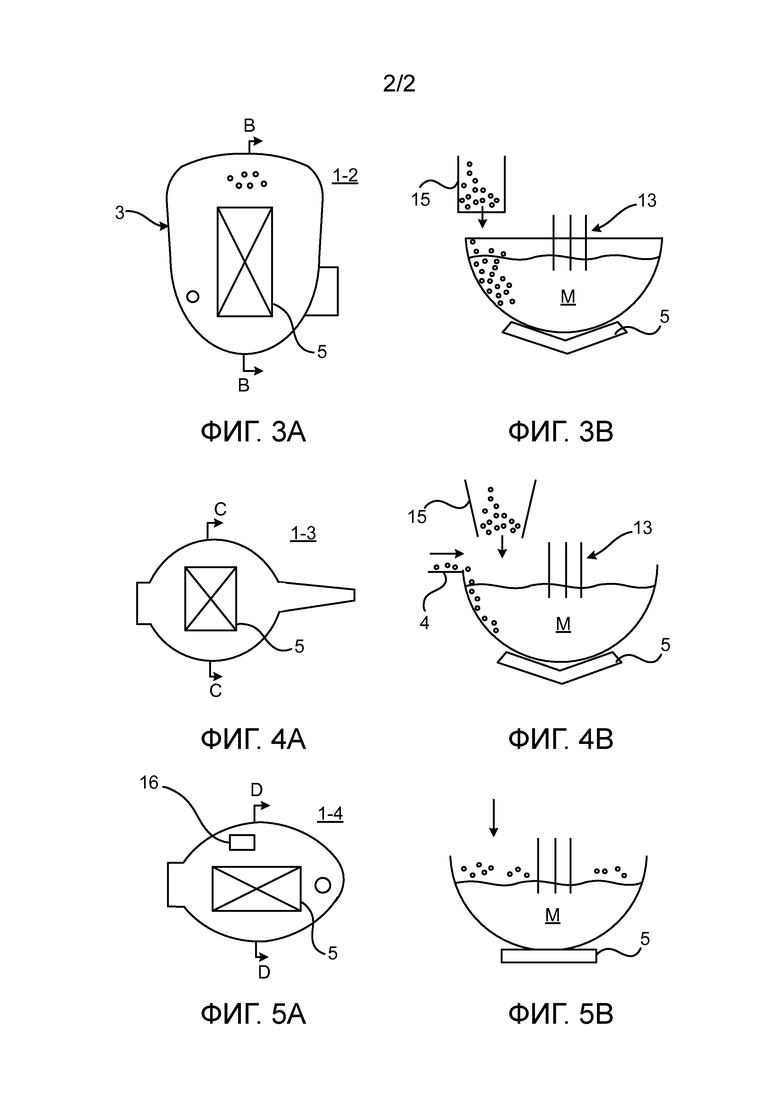
Теперь, со ссылками на фиг. 2a–5b, будут показаны различные примеры печного агрегата.
На фиг.2a показан частично «прозрачный» вид снизу возможного печного агрегата 1, реализующего процесс с успокоенной ванной. В возможный печной агрегат 1–1 непрерывно подают металлический материал сбоку кожуха печи посредством конвейерной ленты 4. Устройство 5 для электромагнитного перемешивания распложено ниже днища электродуговой печи 3. Устройство 5 для электромагнитного перемешивания, показанное сплошными линиями, изображено с углом α, который составляет 90° относительно центральной плоскости 7, показанной на фиг.1. Устройство 5 для электромагнитного перемешивания также показано – пунктирными линиями – с еще одной ориентацией, где угол α составляет 0° относительно центральной плоскости 7. Конфигурация устройства 5 для электромагнитного перемешивания может обеспечивать ориентацию под любым углом α между 0° и 90° или, по существу, под любым углом α между 0° и 90°. Например, если устройство для электромагнитного перемешивания имеет привод от электродвигателя, возможно достижение не всех углов, а фактическая ориентация может зависеть от разрешения, обеспечиваемого контроллером положения устройства для электромагнитного перемешивания.
На фиг.2b показано сечение печного агрегата 1–1, проведенное по линиям A—A согласно фиг.2a. Здесь также показаны электроды 13, которые погружены в расплав M, а также область 11 загрузки металла. В соответствии с этим примером, металлический материал можно загружать в кожух печи или корпус непрерывно посредством конвейерной ленты 4, движущейся сбоку к электродуговой печи 3.
На фиг.3a показан частично «прозрачный» вид еще одного возможного печного агрегата 1, реализующего процесс с успокоенной ванной. В возможный печной агрегат 1–2 непрерывно подают металлический материал сверху, например – в некоторое находящееся в электродуговой печи 3 место вне центра, через шахту 15, расположенную над электродуговой печью 3. Ориентацию устройства 5 для электромагнитного перемешивания опять можно осуществлять под углом в пределах между 0° и 90° относительно центральной плоскости 7, показанной на фиг.1. На фиг.3b печной агрегат 1–2 показан в сечении, проведенном по линиям B—B.
На фиг.4a показан частично «прозрачный» вид сверху еще одного возможного печного агрегата 1, реализующего процесс с успокоенной ванной. В возможный печной агрегат 1–3 непрерывно подают металлический материал сбоку посредством конвейерной ленты 4, а также загружают сверху через шахту 15, расположенную над электродуговой печью 3. Можно предусмотреть попеременную или одновременную подачу посредством конвейерной ленты и через шахту. В этом примере дуговая электропечь имеет желоб для выпуска расплава, но – в качестве альтернативы – можно было бы предусмотреть отверстие для выпуска плавки.
Конфигурация устройства 5 для электромагнитного перемешивания в этом случае также может обеспечивать ориентацию между 0° и 90° относительно центральной плоскости 7, показанной на фиг.1. На фиг.4b печной агрегат 1–3 показан в сечении, проведенном по линиям C–C.
На фиг.5a показан частично «прозрачный» вид сверху еще одного возможного печного агрегата 1, реализующего процесс с успокоенной ванной. В возможный печной агрегат 1–4 непрерывно подают металлический материал сверху посредством конвейерной ленты или желоба. Свод электродуговой печи 3 снабжен сквозным проемом 16, т.е. загрузочным отверстием, например – «5–ым отверстием», для загрузки металлических материалов в электродуговую печь 3 посредством конвейерной ленты или желоба. Металлические материалы могут содержать или представлять собой, например, железо прямого восстановления.
Подобно вышеупомянутому и описанному выше, можно предусмотреть возможность ориентировать устройство 5 для электромагнитного перемешивания в пределах между 0° и 90° относительно центральной плоскости 7, показанной на фиг.1. На фиг.5b печной агрегат 1–3 показан в сечении, проведенном по линиям D—D.
Металлическим материалом, используемым для непрерывной загрузки, может быть, например, лом, ферросплавы, железо прямого восстановления, горячебрикетированное железо, чугун в чушках, жидкий чугун, или смесь металлических материалов и оксидов.
Изобретательский замысел пояснен выше главным образом со ссылками на несколько примеров. Вместе с тем, как легко поймет специалист в данной области техники, в рамках объема изобретательского замысла, охарактеризованного в прилагаемой формуле изобретения, с тем же успехом возможны и варианты осуществления, отличающиеся от описанных выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| ПРОМЕЖУТОЧНОЕ УСТРОЙСТВО ДЛЯ ОТСЕЧЕНИЯ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ИХ В ВИДЕ РАСПЛАВА ИЗ ПЛАВИЛЬНОГО АГРЕГАТА | 2006 |
|
RU2339887C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1993 |
|
RU2034040C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ИЛИ ПЛАЗМЕННОЙ ЗОННОЙ ПЛАВКИ В КВАДРАТНЫЙ КРИСТАЛЛИЗАТОР | 2007 |
|
RU2454471C2 |
| Электродуговая печь для переработки материалов, установка для электродуговой переработки материалов и способ работы установки | 2016 |
|
RU2664076C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ (ВАРИАНТЫ) | 2013 |
|
RU2516248C1 |
| ПЕЧНОЙ АГРЕГАТ | 2009 |
|
RU2497058C2 |
| Способ внепечной обработки стали | 1990 |
|
SU1812221A1 |
| СПОСОБ И СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВЛЕНИЯ И РАФИНИРОВАНИЯ МЕТАЛЛА | 2014 |
|
RU2571971C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЕРЕРАБОТКИ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344179C2 |
Изобретение относится к области металлургии и может быть использовано для процесса производства металлов в печном агрегате. Печной агрегат содержит электродуговую печь, конфигурация которой обеспечивает процесс с успокоенной ванной и которая имеет днище, и устройство для электромагнитного перемешивания, конфигурация которого обеспечивает его расположение ниже днища электродуговой печи с возможностью перемешивания расплавленного металла в электродуговой печи. Изобретение обеспечивает перемешивание всей ванны расплава без мертвой зоны, а также предотвращает негативное влияние на огнеупорною футеровку без риска прорыва расплавленного металла и позволяет осуществлять выплавку металла длительный срок без технического обслуживания. 10 з.п. ф-лы, 5 ил.
1. Печной агрегат (1; 1-1; 1-2; 1-3; 1-4) для процесса производства металлов, содержащий:
электродуговую печь (3), сконфигурированную для реализации процесса с успокоенной ванной и которая имеет днище (3а); и
устройство (5) для электромагнитного перемешивания, сконфигурированное для расположения его под днищем (3а) электродуговой печи (3) с возможностью перемешивания расплавленного металла (М) в электродуговой печи (3),
причем предусмотрена область (11) загрузки металла, которая находится вне центра по отношению к центральной точке днища (3а) электродуговой печи (3),
при этом устройство (5) для электромагнитного перемешивания содержит катушки, конфигурация которых обеспечивает генерирование бегущей магнитной волны в первом направлении вдоль оси направления перемешивания, причем конфигурация устройства (5) для электромагнитного перемешивания обеспечивает его расположение относительно центральной плоскости (7), проходящей через центр электродуговой печи (3) и через выпускное отверстие (3b) или выпускной желоб (3b) электродуговой печи (3), таким образом, что ось направления перемешивания располагается под углом (α) относительно центральной плоскости (7), причем ось направления перемешивания пересекает упомянутую центральную плоскость.
2. Печной агрегат по п. 1, в котором угол (α) составляет 90°.
3. Печной агрегат по п. 1, в котором угол (α) больше 0° и меньше 90°.
4. Печной агрегат по любому из пп.1-3, в котором устройство (5) для электромагнитного перемешивания расположено под электродуговой печью (3) по ее центру.
5. Печной агрегат по любому из пп.1-4, в котором устройство (5) для электромагнитного перемешивания расположено под электродуговой печью вне ее центра.
6. Печной агрегат по любому из пп.1-5, содержащий контроллер положения устройства для электромагнитного перемешивания, имеющий конфигурацию, обеспечивающую управление ориентацией устройства (5) для электромагнитного перемешивания относительно электродуговой печи (3), чтобы таким образом регулировать угол (α).
7. Печной агрегат по любому из пп.1-6, содержащий преобразователь частоты, конфигурация которого обеспечивает управление током в устройстве (5) для электромагнитного перемешивания, и систему управления, конфигурация которой обеспечивает управление преобразователем частоты.
8. Печной агрегат по любому из пп.1-7, в котором конфигурация электродуговой печи обеспечивает прием загрузки металлических материалов сбоку электродуговой печи.
9. Печной агрегат по любому из пп.1-8, в котором конфигурация электродуговой печи обеспечивает прием загрузки металлических материалов сверху электродуговой печи.
10. Печной агрегат по п. 8 или 9, в котором конфигурация электродуговой печи обеспечивает непрерывный прием загрузки металлических материалов.
11. Печной агрегат по п. 8 или 9, в котором конфигурация электродуговой печи обеспечивает прием корзинной загрузки металлических материалов через шахту.
| ФАРМАЦЕВТИЧЕСКАЯ УПАКОВКА ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ СОСТАВОВ | 2016 |
|
RU2751510C2 |
| ИНДУКЦИОННО НАГРЕВАЕМОЕ ИЗДЕЛИЕ ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ, СОДЕРЖАЩЕЕ ОБРАЗУЮЩИЙ АЭРОЗОЛЬ СУБСТРАТ И СУСЦЕПТОРНЫЙ УЗЕЛ | 2019 |
|
RU2792755C2 |
| Способ получения вулканизованных эластомеров, содержащих альфа-олефиновые полимеры или сополимеры | 1959 |
|
SU126810A1 |
| Конструкционная свариваемая сталь | 1958 |
|
SU124956A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УМЕНЬШЕНИЯ ВИХРЕОБРАЗОВАНИЯ В ПРОЦЕССЕ ПРОИЗВОДСТВА МЕТАЛЛА | 2011 |
|
RU2572908C2 |

