Область техники
Настоящее изобретение относится к способу выпуска расплава материала, такого как стекло, содержащегося в тигле, стенки и дно которого, по меньшей мере, частично охлаждаются.
Изобретение также относится к устройству выпуска, в котором используется данный способ.
Настоящее изобретение применимо для выпуска всего расплава материала, содержащегося в тигле, в котором стенки и дно, по меньшей мере, частично охлаждаются. Изобретение применяется, в частности, при остекловывании ядерных отходов с очень высокой активностью.
Известный уровень техники
Хорошо известно, что такие материалы, как стекло, могут плавиться при добавлении в тигель в твердом состоянии с последующим расплавлением в тигле, например, способом индукции.
Также известно, по меньшей мере, частичное охлаждение стенок и днища тигля для увеличения срока службы тигля благодаря поддержанию его при относительно низкой температуре. В частности, такое охлаждение может быть получено с помощью циркуляции воды. Воздействие охлаждения состоит в формировании слоя твердого стекла, находящегося в контакте с охлаждаемыми стенками и днищем тигля, который изолирует днище и стенки от расплавленного материала. При этом становится возможным получать расплавленные материалы, такие как стекло, при высоких температурах (более 1150°С) без необходимости частой замены тигля.
Когда эта известная технология используется для остекловывания ядерных отходов с очень высокой степенью активности, отходы добавляются в расплавленное стекло, содержащееся в тигле. Масса стекла, включающая отходы, затем выливается в контейнер, помещенный под тиглем, через устройство выпуска, установленное для этой цели в днище тигля.
Срок службы тиглей повышается при охлаждении стенок и днища тиглей, и это увеличение является особенно предпочтительньм в данном случае применения. Использованные тигли представляют собой радиоактивные отходы, которые необходимо подвергать обработке и помещать на хранение.
Кроме того, когда тигли с охлаждаемыми стенками и днищами используются для остекловывания ядерных отходов, сами они будут представлять собой отходы с более низкой степенью активности, чем неохлаждаемые тигли. Расплавленное стекло сжимается при контакте с холодными стенками, при этом отвердевшее стекло не прилипает к стенкам. Благодаря этому тигель может быть полностью очищен в конце срока службы, в отличие от тигля без охлаждения, который даже после очистки всегда покрыт налетом из твердых частиц стекла с высокой степенью радиоактивности.
Известны различные технологии опорожнения, применяемые для выпуска расплавленного материала, содержащегося в тигле.
В соответствии с первой технологией, используется разливной выпускной патрубок, который установлен вертикально и проходит через днище тигля и выступает на некоторую длину ниже него. Выпускной патрубок охлаждается для формирования стеклянной пробки внутри патрубка, которая в обычных условиях предотвращает опорожнение тигля. Когда необходимо выпустить расплав, выпускной патрубок нагревают с использованием дополнительной системы нагрева, например индукционной системы.
Такая система выпуска имеет ряд недостатков:
- выпускные патрубки представляют собой расходуемые изнашивающиеся части с коротким сроком службы;
- когда выпускной патрубок нагревают для опорожнения, пробка падает в виде целого куска и вызывают разбрызгивание жидкого стекла, что является не желательным в случае, когда стекло содержит отходы с высокой степенью радиоактивности;
- выпускной патрубок охлаждается очень медленно, так, что становится невозможным оперативно управлять потоком при опорожнении, чтобы достаточно быстро остановить выпуск.
Другая технология опорожнения, в частности, описана в документе FR-A-2704634.
В этом случае устройство выпуска содержит круглое выпускное отверстие, проходящее через охлаждаемое днище тигля, охлаждаемый вентиль с задвижкой, который может при управлении снаружи закрывать и открывать это отверстие, и металлический рукав (также круглый), установленный в выпускном отверстии. Температура металлического рукава в этом устройстве, обычно изготовленного из молибдена, отличается от температуры днища тигля, и он выступает вверх внутри тигля так, что проходит через слой отвердевшего стекла на днище тигля и выходит в расплав стекла.
Когда задвижка вентиля закрыта, в металлическом рукаве формируется пробка из твердого стекла, находящаяся в контакте с охлажденной верхней поверхностью задвижки. Благодаря этому вентиль изолирован от расплавленного стекла так, что его срок службы будет приблизительно таким же, как и срок службы тигля, и его также может будет эффективно очистить.
Задвижку вентиля открывают, когда требуется произвести выпуск. Так как металлический рукав и пробка из затвердевшего стекла, сформированная в рукаве, больше не находятся в контакте с охлаждаемой задвижкой, вязкость горячего стекла, находящегося в контакте с рукавом, уменьшается, при этом твердое стекло размягчается и выпадает наружу под действием силы тяжести. Путем регулировки величины закрытия выпускного отверстия можно регулировать поток жидкого стекла, при этом положение задвижки вентиля представляет собой средство такого регулирования.
Такое выпускное устройство также имеет некоторые недостатки.
Первый недостаток связан с окислением выпускного рукава. Было обнаружено, что наружные поверхности рукава, находящиеся в контакте с воздухом, в конце выпуска окисляются. Это уменьшает срок службы рукава, что не соответствует использованию охлаждаемого тигля для увеличения срока службы тигля.
Другим недостатком выпускного устройства, описанного в документе FR-A-2704634, является постоянный остаток стекла в конце процесса опорожнения. Так как рукав выступает вверх на определенное расстояние от днища тигля, невозможно получить полное его опорожнение. Это может вызвать проблемы, в частности если расплав, содержащийся в тигле, представляет собой стекло с высоким содержанием платиноидов. Если эти элементы не будут переведены обратно в суспензию, они будут осаждаться на днище тигля. В конце концов, это может вызвать неисправность в работе электрического оборудования, связанную с возникновением электрической дуги, которая может вызвать локальное расплавление верхней стенки конструкции в виде двойной стенки, формирующей днище тигля. Такое расплавление может привести к пробою указанной верхней стенки, что приведет к утечке охлаждающей воды внутрь тигля.
В этом случае единственным решением является демонтаж рукава, расположенного внутри выпускного отверстия. Однако при этом возникает риск того, что будет невозможно осуществить выпуск. То есть, когда расплавленный материал в определенной степени плохо проводит тепло и имеет особенно высокую температуру плавления, как, в частности, имеет место в случае стекла с высоким содержанием платиноидов, выпуск стекла при открытии вентиля производится с большими трудностями. При этом пробка из стекла деформируется под действием нагрева и веса стекла, содержащегося в тигле, и после достижения положения равновесия она не позволяет закрыть вентиль с задвижкой.
Раскрытие изобретения
Целью настоящего изобретения является описание способа и устройства для выпуска расплавленного материала, такого как стекло, содержащегося в тигле, которые разработаны таким образом, что в них отсутствуют недостатки известных технологий выпуска, и, в частности, моменты начала и остановки выпуска, и скорость потока могут точно регулироваться с использованием деталей, срок службы которых сравним со сроком службы охлаждаемого тигля, при обеспечении хорошей воспроизводимости процесса выпуска, предотвращении разбрызгивания стекла и обеспечении хорошего управления и хорошей стабильности струи расплавленного стекла, независимо от природы струи, без какого-либо риска образования остатка расплава стекла в конце опорожнения.
В соответствии с настоящим изобретением, такой результат был достигнут при использовании способа выпуска расплава материала, содержащегося в тигле с частично охлаждаемым днищем, для формирования отвердевшего слоя материала, находящегося в контакте с указанным днищем, способа, в соответствии с которым выпуск производят путем открывания вентиля, который также охлаждают, и который в исходном состоянии закрывает выпускное отверстие, сформированное в днище тигля, отличающегося тем, что форма выпускного отверстия в виде сверху является продолговатой, и выпуск начинают с первого конца указанного отверстия, с формированием теплового моста между частью днища, ограничивающей первый конец и расплавленным материалом, содержащимся в тигле, находящимся над отвердевшим слоем.
При этом благодаря замене обычно круглой формы выпускного отверстия на продолговатую форму и с помощью формирования теплового мостика между одним из концов этого отверстия и расплавленным материалом, становится возможным начинать выпуск материала независимо от его природы, без какого-либо риска задержки материала в конце выпуска.
Кроме того, благодаря тому, что тепловой мост образован полностью внутри тигля, он никогда не будет в контакте с воздухом и риск его окисления снижается. Поэтому срок его службы будет таким же, как и срок службы всего тигля.
Кроме того, установка теплового моста на одном из концов продолговатого выпускного отверстия обеспечивает достаточную степень управления и воспроизводимость разлива. В частности, пробка, формируемая из материала, расплавляется постепенно, начиная от этого конца, благодаря чему отсутствует риск выброса с падением отвердевшей пробки, в отличие от ситуации, возникающей во всех существующих технологиях.
Предпочтительно, тепловой мост формируют путем установки в тигле бруска, изготовленного из теплопроводного материала, в контакте с донной частью тигля, вблизи первого конца выпускного отверстия. При этом, однако, температура выпускаемого стекла будет ограничена температурой плавления металла, из которого изготовлен тепловой мост.
В одном из предпочтительных вариантов воплощения настоящего изобретения используют вентиль, содержащий охлаждаемую заслонку, которая перемещается под выпускным отверстием вдоль продольной оси этого отверстия.
Предпочтительно, положение выпуска устанавливают на продольной оси выпускного отверстия, причем первый конец выпускного отверстия имеет выпуклую форму, и конец вблизи охлаждаемой заслонки выполнен вогнутым с центром, расположенным на продольной оси выпускного отверстия. При этом первый конец выпускного отверстия, предпочтительно, приблизительно имеет V-образную форму.
Кроме того, в предпочтительном варианте настоящего изобретения используют тигель с относительно тонким днищем вокруг выпускного отверстия. Это свойство позволяет обеспечить расплавление пробки, сформированной в выпускном отверстии после того, как вентиль будет открыт.
По этой же причине днище тигля, предпочтительно, не имеет какого-либо охлаждающего средства, находящегося в непосредственной близости к выпускному отверстию.
Другой целью настоящего изобретения является создание устройства для выпуска расплавленного материала, содержащегося в тигле, имеющем днище и средство, по меньшей мере, частичного охлаждения этого тигля для формирования отвердевшего слоя материала, находящегося в контакте с днищем, причем это устройство содержит вентиль, средство охлаждения этого вентиля, и выпускное отверстие, сформированное в днище тигля и обычно закрытое вентилем, отличающееся тем, что форма выпускного отверстия в виде сверху является продолговатой, и средство, формирующее тепловой мост, вводят между частью днища, ограничивающей первый конец выпускного отверстия, и расплавленным материалом, содержащимся в тигле, над указанным слоем.
Краткое описание чертежей
Далее будет описан предпочтительный неограничивающий вариант воплощения настоящего изобретения со ссылкой на прилагаемые чертежи, на которых:
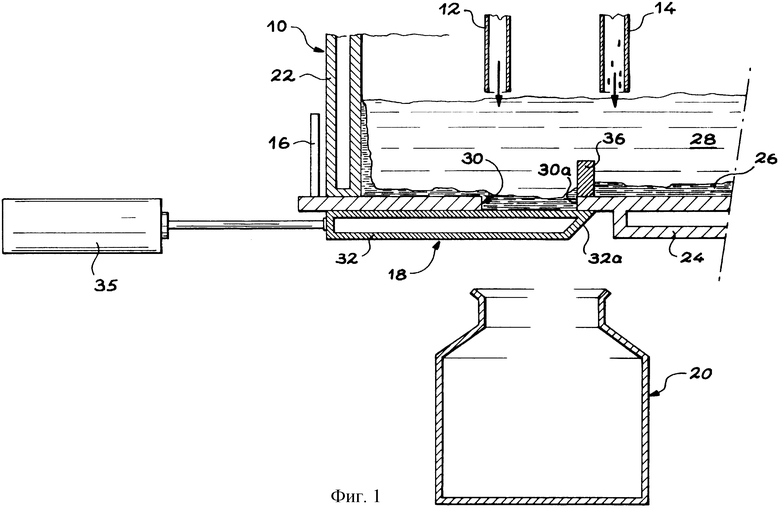
- фиг.1 изображает схематично в поперечном разрезе часть плавильной установки с холодным тиглем, оснащенным устройством выпуска в соответствии с настоящим изобретением;
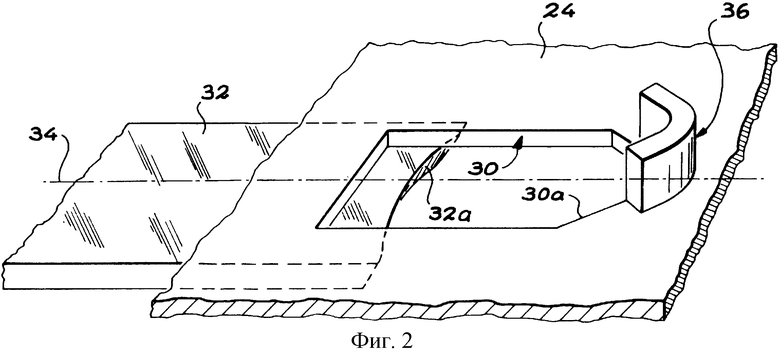
- фиг.2 - в перспективе, устройство выпуска установки, изображенной на фиг. 1 с более подробным представлением деталей;
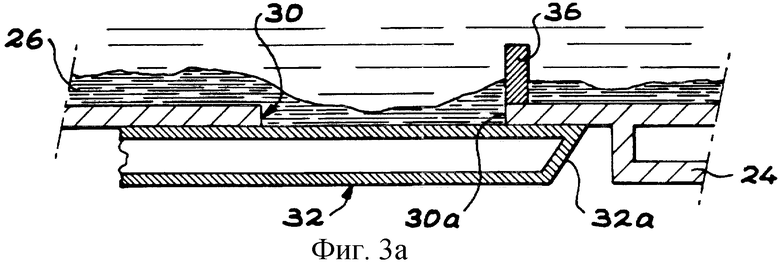
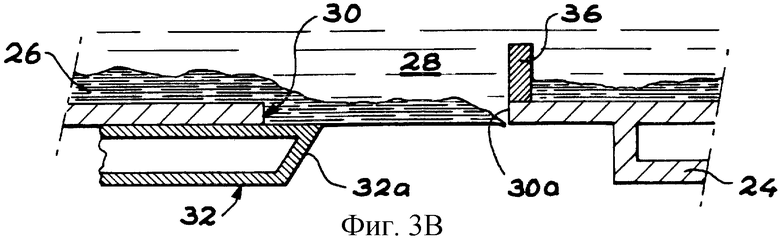
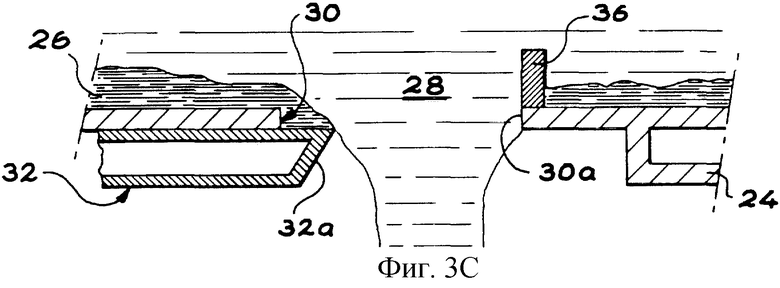
- фиг.3А-3D - схематично поперечное сечение устройства выпуска на четырех последовательных этапах способа выпуска в соответствии с настоящим изобретением.
Подробное описание предпочтительного варианта воплощения настоящего изобретения
Как схематично изображено на фиг. 1, плавильная установка с охлаждаемым тиглем, используемая для остекловывания ядерных отходов с очень высокой степенью активности, содержит постоянно охлаждаемый тигель 10, трубопроводы 12 и 14, используемые для добавления стекла и отходов соответственно в тигель 10, средство нагрева в виде индукционной катушки 16, окружающей тигель 10, устройство 18 выпуска и контейнер 20, установленный под тиглем 10 для разлива в него расплавленного стекла во время работы выпускного устройства. Тигель 10 содержит внешнюю стенку 22, например, цилиндрической формы и плоское днище 24, которое также называется "основание". Стенка 22 и днище 24 тигля 10, по меньшей мере, частично снабжены независимым средством охлаждения. В изображенном варианте воплощения это средство охлаждения выполнено с использованием воды, циркулирующей с регулируемой температурой, например температурой приблизительно 20°С, в пустотелых стенке 10 и днище 24. Стенка и днище конструктивно выполнены в виде двойных стенок, как показано на фиг. 1.
Когда стекло в твердом виде добавляют в тигель 10 через трубопровод 12, оно плавится под воздействием средства нагрева, в данном случае индукционной катушки 16. При этом, благодаря непрерывной работе средства охлаждения стенок 22 и днища 24 тигля, создается слой 26 затвердевшего стекла, находящегося в контакте со стенками и днищем. Поэтому расплав стекла 28, находящийся в тигле 10, отделен от стенок 22 и днища 24 слоем 26 отвердевшего стекла.
Ядерные отходы с очень высоким уровнем радиоактивности, которые должны быть кондиционированы, добавляются на этом этапе в расплав стекла 28 через трубопровод 14.
Устройство 18 выпуска включается, когда необходимо вылить расплав стекла 28, содержащий отходы, в контейнер 20, размещенный под тиглем 10.
В соответствии с настоящим изобретением устройство 18 выпуска содержит выпускное отверстие 30 в днище 24 тигля 10, вентиль 32 с задвижкой, который обычно закрывает это отверстие, и средство формирования теплового моста. Изготовление, размещение и функционирование этого теплового моста будет описано более подробно ниже.
Выпускное отверстие 30 имеет удлиненную форму и является относительно большим в плоскости, сформированной днищем 24 тигля 10, то есть в виде сверху. В варианте воплощения, более подробно изображенном на фиг. 2, выпускное отверстие 30 имеет приблизительно форму прямоугольника, первый конец 30а которого является выпуклым и приблизительно V-образным, и имеет закругленную вершину. В частности, этот первый конец 30а выпускного отверстия 30 расположен по центру продольной оси 34 отверстия, другими словами, является симметричным относительно этой оси. Все другие стороны отверстия 30 являются прямыми. Например, размеры такого выпускного отверстия 30 выбираются равными 100 мм × 60 мм.
На практике выпускное отверстие 30 предпочтительно формируют в месте, расположенном относительно близко к стенке 22 тигля 10 для упрощения установки средств управления и регулирования задвижки 32 вентиля с внешней стороны этой стенки 22. Это защищает средство управления и регулирования от тепла, рассеиваемого расплавленным стеклом. При этом снижается риск возникновения неисправности, связанной с блокированием задвижки 32, например, из-за расширения направляющих или из-за плохой работы средств управления.
Продольная ось 34 выпускного отверстия 30 предпочтительно расположена в радиальном направлении по отношению к стенке 22 тигля 10. Первый конец 30а выпускного отверстия 30 при этом расположен ближе к центру тигля, а противоположный конец отверстия 30 расположен ближе к стенке 22.
Кроме того, средство охлаждения днища 24 тигля 10, в этом случае, сформировано в виде конструкции из двойных стенок, которая не доходит до кромок выходного отверстия 30. При этом центральная часть этого отверстия остается относительно удаленной от средства охлаждения. Это означает, что различные элементы устройства выпуска могут иметь достаточно низкую температуру для предотвращения какого-либо отказа при одновременном предотвращении избыточного охлаждения пробки из отвердевшего стекла, которая формируется в выходном отверстии 30, когда вентиль закрыт. При этом, когда вентиль открыт, большая часть выходного теплового потока от расплава стекла 28 передается на пробку, а не на охлаждающую воду, которая циркулирует в днище 24 тигля. Это позволяет произвести нагрев пробки, необходимый для начала выпуска. При этом, однако, температура выпускаемого стекла ограничивается температурой плавления металла, из которого сформирован тепловой мост.
Кроме того, как показано, в частности, на фиг. 1, выпускное отверстие 30 сформировано в относительно тонкой части днища 24 тигля 10. В изображенном варианте воплощения, в котором днище 24 охлаждается благодаря изготовлению днища в виде конструкции с двойными стенками, в которой может циркулировать вода, выпускное отверстие 30 формируется в части днища 24 с одиночной стенкой, которая совмещена с верхней стенкой конструкции из двойных стенок. Толщина этой одиночной стенки составляет, например, приблизительно 5 мм.
Следует отметить, что на практике часть днища 24, содержащая выпускное отверстие 30, может быть сформирована в корпусе вентиля, используемого для закрывания этого отверстия. Корпус вентиля при этом представляет собой единый элемент с днищем тигля и содержит средство охлаждения, аналогичное описанному выше.
Подобно стенкам 22 и днищу 24 тигля 10 задвижка 32 вентиля имеет независимое средство охлаждения. Когда вентиль закрыт, это средство охлаждения охлаждает часть днища 24 тигля, в которой сформировано выпускное отверстие 30. В частности, это помогает сформировать в отверстии пробку из отвердевшего стекла. В представленном варианте воплощения средство охлаждения задвижки 32 представляет собой средство охлаждения с циркуляцией воды внутри задвижки, которая для этого выполнена в виде конструкции с двойными стенками.
Задвижка 32 расположена под днищем 24 тигля, в частности под частью этого днища, в которой сформировано выпускное отверстие 30 для того, чтобы путем ее смещения можно было закрывать и в большей или меньшей степени открывать это отверстие. Задвижка 32 выполнена несколько большей, чем отверстие 30, так, что оно может быть полностью закрыто при закрывании вентиля.
Задвижка 32 может передвигаться, сдвигаясь под днищем 24 тигля под действием электрического привода 35, который скомбинирован с направляющим средством (не показано). Расположение выпускного отверстия 30 вблизи стенки 22 позволяет установить привод 35 и направляющее средство за пределами тигля 10, как было указано ранее. Ось смещения задвижки 32 вентиля совпадает с осью 34 выпускного отверстия 30.
Задвижка 32 имеет передний или ведущий конец 32а, который движется по направлению к первому концу 30а выпускного отверстия 30, когда вентиль приводится в действие в направлении закрывания. Когда вентиль закрыт, ведущий конец 32а расположен несколько за пределами первого конца 30а выпускного отверстия, так, что оно будет полностью закрыто.
Как представлено на фиг. 1 и 2, ведущий конец 32а задвижки 32 вентиля выполнен со скошенной вниз кромкой, так, что всегда формируется острый угол в части, стыкующейся с днищем 24 тигля 10. Кроме того, как видно в виде сверху, форма ведущего конца 32а задвижки 32 выполнена вогнутой и приблизительно в форме дуги окружности, в направлении ширины выпускного отверстия 30. Эта вогнутая часть расположена по центру продольной оси 34 выпускного отверстия 30, то есть симметрично по отношению к этой оси.
Выпуклая и вогнутая формы концов 30а и 32а, обращенных друг к другу, формируют диафрагму, расположенную по центру продольной оси 34, которая постепенно открывается при перемещении задвижки 32 в направлении открывания. Как будет более понятно из нижеследующего описания, такая компоновка представляет собой средство управления положением начала расплавления пробки, которая в исходном состоянии закрывает выпускное отверстие 30 на стороне его отверстия 30а. Это также позволяет продолжать плавление вдоль его продольной оси 34 по направлению к противоположному концу выпускного отверстия. В результате обеспечивается управляемое и воспроизводимое плавление пробки без какого-либо риска того, что нерасплавленная пробка упадет в контейнер 20.
Как показано на фиг. 1 и 2, устройство 18 выпуска также содержит средство, формирующее тепловой мост, выполненный в представленном варианте воплощения в виде бруска 36. Этот брусок 36, изготовленный, например, из нержавеющей стали, установлен в контакте с днищем 24 тигля 10 в части, расположенной в непосредственной близости первого конца 30а выпускного отверстия 30. Более конкретно, брусок 36 может быть, например, приварен к верхней поверхности днища 24 в его тонкой части, формируемой одиночной стенкой, вдоль кромки отверстия 30, формирующей вершину конца 30а этого отверстия. В виде сверху этот брусок 36, таким образом, имеет скругленную V-образную форму и расположен симметрично относительно продольной оси 34 выпускного отверстия 30. Кроме того, брусок 36 проходит вверх внутрь тигля 10 на достаточную высоту так, что его верхняя часть находится в контакте с расплавом стекла 28. Например, эта высота составляет приблизительно 30 мм. Брусок 36, таким образом, формирует тепловой мост между расплавом стекла 28 и днищем 24 тигля 10, проходящий через слой 26 затвердевшего стекла, который покрывает днище. Толщина бруска 36, начиная от кромки отверстия 30, может, например, составлять приблизительно 3 мм.
Тепловой мост, сформированный бруском 36 совместно с удлиненной формой выпускного отверстия 30, содействует началу выпуска на конце 30а выпускного отверстия 30, когда открывают задвижку 32.
Далее будет описан способ использования выпускного устройства 18 в соответствии с настоящим изобретением, со ссылкой на фигуры 3А-3D, изображающие его последовательные стадии.
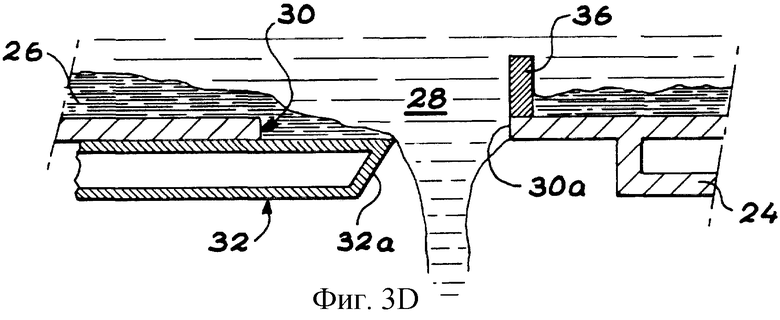
Сначала (фиг. 3А) задвижка 32 находится в самом дальнем ее положении. Поэтому она полностью закрывает выпускное отверстие 30. Слой 26 отвердевшего стекла покрывает днище тигля, благодаря охлаждению днища 24 тигля и задвижки 32 вентиля, формируя пробку, которая заполняет выпускное отверстие 30.
При поступлении управляющей команды на открывание вентиля задвижка 32 перемещается назад под действием привода 35 (фиг. 1). Ее ведущий конец 32а располагается при этом на расстоянии 70 мм от первого конца 30а выпускного отверстия 30.
Выпуск начинается через три или четыре минуты после этого. В частности, поскольку пробка из затвердевшего стекла, которая закрывает выпускное отверстие 30, больше не охлаждается задвижкой 32 вентиля, то под действием теплового моста, сформированного бруском 36, эта пробка начинает плавиться на первом конце 30а отверстия 30 вдоль его продольной оси 34. Это переходное состояние изображено на фиг. 3В. Как только он начнется, плавление стеклянной пробки распространяется очень быстро и почти мгновенно вдоль продольной оси 34 выпускного отверстия 30, до ведущего конца 32а задвижки 32 вентиля, как изображено на фиг. 3С. В результате достигается максимальная скорость выпуска расплавленного стекла и так, что при этом отвердевшее стекло не падает куском в контейнер 20, расположенный под отверстием 30.
Началом выпуска стекла непосредственно управляют путем частичного закрытия задвижки 32 вентиля (фиг. 3D) для компенсации изменения уровня стекла в тигле 10.
Выпуск прекращают путем закрывания задвижки 32 вентиля. Стеклянная пробка мгновенно формируется в контакте с охлаждаемой задвижкой 32. Установка затем возвращается в исходное состояние, изображенное на фиг. 3А.
Устройство выпуска в соответствии с настоящим изобретением позволяет точно управлять моментом начала выпуска и скоростью потока.
Кроме того, поскольку брусок 36, формирующий тепловой мост, находится полностью внутри тигля 10 и выполнен из нержавеющей стали, он не подвержен какому-либо окислению. Поэтому его срок службы такой же, как и срок службы тигля.
Кроме того, использование локального теплового моста предотвращает какое-либо удержание стекла в тигле 10, когда тигель полностью опорожняется.
Кроме того, комбинация теплового моста, сформированного бруском 36, с удлиненной формой выпускного отверстия 30 образует средство расплава стеклянной пробки, которая полностью блокирует отверстие от одного конца к другому концу, когда вентиль открыт. Таким образом, отвердевшее стекло не падает в контейнер и не вызывает разбрызгивание.
Наконец, специальная форма, применяемая для концов 30а, 32а обращенных друг к другу поверхностей выпускного отверстия 30 и задвижки 32 вентиля, центрует и стабилизирует струю расплавленного стекла при выпуске, что является большим преимуществом.
Вышеприведенное описание было выполнено в отношении выпуска стекла, содержащего ядерные отходы с очень высокой степенью активности. Однако способ выпуска и устройство, в соответствии с настоящим изобретением, применимы для опорожнения любого типа расплавленного материала, содержащегося в охлаждаемом тигле.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНЫЕ ФОРМЫ ДЛЯ СТЕКЛЯННОЙ ПОСУДЫ И СПОСОБ ОХЛАЖДЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2000 |
|
RU2243942C2 |
| Индукционная плавильная печь | 1987 |
|
SU1432018A1 |
| УСТАНОВКА ЯДЕРНОГО РЕАКТОРА С УСТРОЙСТВОМ УДЕРЖАНИЯ ЯДРА И СПОСОБ ВНЕШНЕГО ОХЛАЖДЕНИЯ ПОСЛЕДНЕГО ПУТЕМ ЕСТЕСТВЕННОЙ ЦИРКУЛЯЦИИ | 1993 |
|
RU2099801C1 |
| Устройство для испарения материалов в вакууме | 1982 |
|
SU1114707A1 |
| ПЕЧЬ С ХОЛОДНЫМ ТИГЛЕМ С НАГРЕВОМ ДВУМЯ ЭЛЕКТРОМАГНИТНЫМИ ИНДУКТОРАМИ, СНАБЖЕННАЯ УСТРОЙСТВОМ, ОБРАЗУЮЩИМ КОНЦЕНТРАТОР МАГНИТНОГО ПОТОКА, ПРИМЕНЕНИЕ ПЕЧИ ДЛЯ ПЛАВКИ ХАРАКТЕРНОЙ ДЛЯ КОРИУМА СМЕСИ МЕТАЛЛА(ОВ) И ОКСИДА(ОВ) | 2016 |
|
RU2717123C2 |
| ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ПЛАВЛЕНИЯ КВАРЦА И Т. П. ВЫСОКООГНЕУПОРНЫХ МАТЕРИАЛОВ | 1921 |
|
SU2889A1 |
| ВЕНТИЛЯТОРНЫЙ ВОЗДУХОНАГРЕВАТЕЛЬ | 2007 |
|
RU2338966C1 |
| УСТРОЙСТВО ДЛЯ НОРМАЛИЗАЦИИ РАБОТЫ ДВИГАТЕЛЯ | 1996 |
|
RU2117167C1 |
| Способ изготовления листового стекла | 1974 |
|
SU923362A3 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2016 |
|
RU2636059C2 |
Использование: к способу выпуска расплава стекла, содержащегося в тигле. Позволяет точно регулировать моменты начала и остановки выпуска и скорость потока с использованием деталей, срок службы которых сравним со сроком службы охлаждаемого тигля. Способ выпуска расплава материала, содержащегося в тигле, с по меньшей мере, частично охлаждаемым днищем для формирования слоя отвердевшего материала, находящегося в контакте с днищем, включает выпуск путем открывания вентиля, охлаждаемого в исходном состоянии, закрывающего выпускное отверстие, сформированное в днище тигля. Форма выпускного отверстия в виде сверху является удлиненной, при этом выпуск начинают с первого конца выпускного отверстия и формируют тепловой мост между частью днища, окружающей первый конец, и расплавом материала, содержащимся в тигле над указанным слоем отвердевшего материала. Устройство содержит днище и средство, по меньшей мере, частичного охлаждения тигля для формирования слоя отвердевшего материала, находящегося в контакте с днищем. Устройство содержит вентиль, средство охлаждения этого вентиля и выпускное отверстие, сформированное в днище тигля и перекрываемое вентилем. 2 н. и 12 з.п. ф-лы, 6 ил.
| Способ периодического измерения непрерывного расхода сыпучих материалов и устройство для его осуществления | 2018 |
|
RU2704634C1 |
| Индукционная плавильная печь | 1987 |
|
SU1454782A1 |
| ВАННАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА | 1993 |
|
RU2069196C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТА ИЗ СТЕКЛООБРАЗУЮЩЕГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2082684C1 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157795C1 |
| ГАЗОВЫЙ РЕАКТОР | 2009 |
|
RU2408418C2 |

