Изобретение относится к литейному производству и может быть использовано для изготовления мелкогабаритных и среднегабаритных литых изделий на основе многокомпонентных свинцовосодержащих бронз, работающих в условиях интенсивного износа трением под значительной нагрузкой (сальников, прокладок, подшипников скольжения).
Известен способ получения сферических включений свинца в структуре свинцовистых бронз за счет использования центробежного литья (Новиков А.В. и др. Основы центробежного литья. - М.: Наука и техника, - 1947, с.91-95). Расплав заливается в металлическую литейную форму, которой задается вращательное движение. Перед заливкой расплава форму подогревают до температуры 50°C. Способ позволяет получать отливки из свинцовистой бронзы с формой свинцовых включений, имеющих гладкую межфазную поверхность.
К недостаткам способа относится то, что получаемая морфология включений свинца значительно отличается от сферической. Это, в свою очередь, не позволит получить высокие прочностные свойства отливки.
Известен способ получения отливок из свинцовистых бронз (Мартюшев Н.В., Мельников А.Г., Егоров Ю.П. Способ получения отливок из свинцовистых бронз. Патент №2378405. Опубл. 10.01.2010. Бюл. №11). Сущность изобретения заключается в следующем: нанесенный на поверхность литейной формы защитно-разделительный слой препятствует непосредственному контакту расплавленного металла с металлической формой. Нагретая до температуры 280-320°C литейная форм обеспечивает значительно менее интенсивный теплоотвод, поэтому залитый металл будет дольше находиться в расплавленном состоянии в литейной форме. В результате в структуре отливки формируются сферические включения свинца, отливка получает повышенные прочностные свойства.
К недостаткам способа относится незначительное повышение механических свойств, не более 30%. Кроме того, требуется введение еще одной операции по нагреву литейной формы и нанесению покрытия, что также приводит к увеличению затрат на изготовление отливок.
Известен способ получения структуры литых свинцовосодержащих медных сплавов (Мысик Р.К. Структура литых заготовок из свинцовых латуней и механические свойства прутков из этих сплавов // Изв. вузов. Цветная металлургия. - 1995. - №2. - с.35-38.) Для повышения прочностных свойств отливок в отливку вводят специальные холодильники с помощью специальной вихреобразующей надставки.
К недостаткам данного способа относятся узкая область применения. Автором способ предлагается к применению к свинцовосодержащим латуням. Недостатком является и усложнение технологии за счет использования специальной вихреобразующей надставки.
Известен способ получения равномерной структуры и повышения механических свойств бронз марок БрОС 10-10 и БрОЦС 5-5-5 путем повышения температуры нагрева формы до 600-800°C. Способ применяется при литье в керамические и металлические литейные формы. Перед заливкой расплавленного металла литейную форму нагревают до температуры 600-800°C. Извлекают из печи и заливают в форму расплавленный металл. Затем форма с залитым расплавом охлаждается на воздухе (Бараданьянц В.Г. Свойства отливок из медных сплавов, изготовленных по выплавляемым моделям // Литейное производство. - 1957. - №5. - с.10-12.).
К недостаткам данного способа относится незначительное повышение механических свойств (предел прочности возрастает на 5-10%, твердость падает на 7-11%, относительное удлинение возрастает в 2-2,3 раза). Кроме того, способ применяется при литье в керамические и металлические литейные формы. Литье в металлические литейные формы, нагретые выше 500°C, приводит к высокому проценту бракованных отливок из-за их приваривания к металлу формы. Изготовление литейных форм из керамики является трудоемкой операцией и значительно повышает стоимость получаемых отливок.
Наиболее близким к заявляемому способу является способ повышения механических свойств свинцовистых бронз формированием сферических включений свинца в отливке из свинцовистой бронзы. Сферические включения свинца формируют путем предварительного нагрева литейной формы в муфельной печи до 850-950°С. После заливки расплава в литейную форму ее помещают в печь и охлаждают вместе с печью (Патент РФ №2378405).
К недостаткам данного способа относится длительное время остывания отливки вместе с печью и, как следствие, низкая производительность.
Задачей предлагаемого технического решения является повышение механических свойств свинцовосодержащих бронз формированием сферических включений свинца в отливке.
Для достижения указанного технического результата литейную форму нагревают в муфельной печи до 550-650°C. Затем ее извлекают, наносят на нагретую поверхность формы обмазку состава, % (весовых):
70-80 индустриальное масло,
10-15 графитовый порошок,
10-15 ультрадисперсный порошок оксидов металлов,
затем в форму заливают свинцовосодержащюю бронзу и охлаждают до комнатной температуры на воздухе.
Преимущества метода в том, что нанесенный на поверхность литейной формы защитно-разделительный слой препятствует непосредственному контакту расплавленного металла с металлической формой. Нагретая до температуры 550-650°C литейная форма обеспечивает значительно менее интенсивный теплоотвод. Включения свинца успеют коагулировать и принять сферическую форму. Увеличению времени нахождения в расплавленном состоянии заливаемого металла в литейной форме способствует и выгорание индустриального масла из защитно-разделительного покрытия, а также наличие крупнодисперсных частиц графита и мелкодисперсных частиц порошка оксидов металлов. Нахождение в форме в расплавленном виде до начала кристаллизации сплава позволяет эффективнее удалить газы из расплавленного металла и формирует микроструктуру с высокими прочностными свойствами. В начальный момент времени до кристаллизации отливка охлаждается с равной скоростью в сравнении с прототипом. Но в целом она затвердевает быстрее, что дает более высокую производительность, при высоком качестве поверхности.
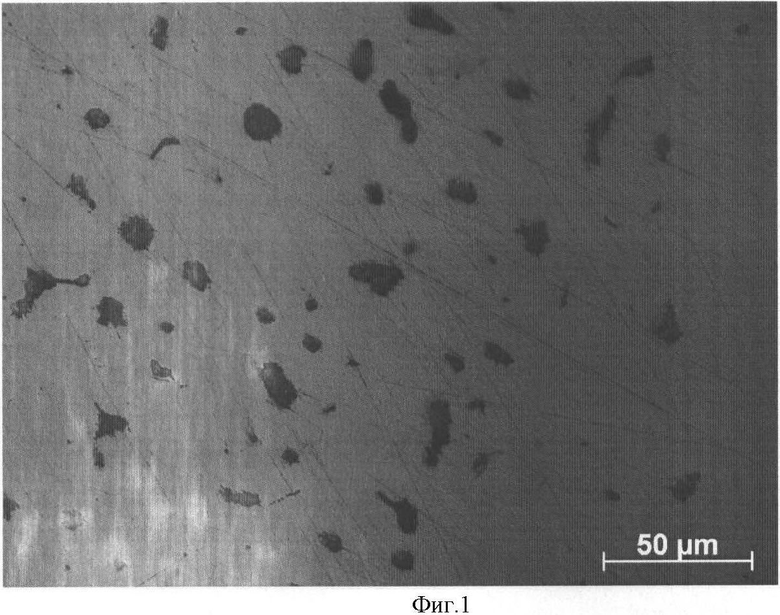
На фиг.1 показана микроструктура отливки из свинцово-оловяной бронзы марки БрОС10-10, полученной литьем в форму, нагретую до 570°C, с нанесенной на ее поверхность обмазкой.
Округлая форма свинцовых включений служит меньшим концентратором напряжения в структуре сплава, обеспечивая более высокие механические свойства: предел прочности, ударную вязкость.
Предварительный подогрев литейной формы до температур ниже 550°C не позволит получить включения свинца сферической формы с гладкой межфазной поверхностью, в результате чего механические свойства отливки получаются ниже. В случае охлаждения отливки в литейной форме на воздухе без нанесения обмазки может произойти приваривание отливки к металлу формы.
Пример 1
Чугунную литейную форму нагревают в муфельной печи до температуры 580°C. Затем форму извлекают из печи, наносят на ее поверхность обмазку следующего состава, % (весовых):
75 индустриального масла,
10 порошка графита со средним размером частиц 0,03-0,09 мм,
15 ультрадисперсного порошка диоксида циркония со средним размером частиц 0,1-0,25 мкм и удельной поверхностью не менее 30 м2/г.
Затем заливают свинцово-оловянную бронзу марки БрОС10-10.
Полученная структура отливки обладает ударной вязкостью на 46% и пределом прочности на 44% выше по сравнению с отливкой, полученной литьем в форму без применения предварительного нагрева и применения обмазки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ СВИНЦОВИСТЫХ БРОНЗ | 2008 |
|
RU2378405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ СВИНЦОВИСТЫХ БРОНЗ | 2011 |
|
RU2472599C1 |
| ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ МЕДНЫХ СПЛАВОВ | 2008 |
|
RU2367538C1 |
| СПОСОБ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ЗАЛИТОГО В ФОРМУ МЕТАЛЛА | 2012 |
|
RU2520282C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2004 |
|
RU2277998C1 |
| ЗАЩИТНО-РАЗДЕЛИТЕЛЬНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2005 |
|
RU2297300C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| ЛИТЕЙНЫЙ АНТИФРИКЦИОННЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ МОНОМЕТАЛЛИЧЕСКИХ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2571665C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМБИНИРОВАННОГО МЕТАЛЛОФТОРОПЛАСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2277997C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
Изобретение относится к литейному производству. Литейную форму нагревают до температуры 550-650°С. Затем форму извлекают из печи и на ее поверхность наносят обмазку, содержащую, вес.%: индустриальное масло 70-80, графитовый порошок 10-15, ультрадисперсный порошок оксидов металлов 10-15. После в литейную форму заливают многокомпонентную свинцовосодержащую бронзу и охлаждают до комнатной температуры на воздухе. Обеспечивается эффективное удаление газов из расплавленного металла, выравнивание структуры по сечению отливки и сфероидизация свинцовых включений. 1 ил., 1 пр.
Способ получения отливок из многокомпонентных свинцовосодержащих бронз, отличающийся тем, что литейную форму нагревают в муфельной печи до 550-650°С, извлекают, наносят на нагретую поверхность литейной формы обмазку, содержащую, вес.%:
затем в форму заливают многокомпонентную свинцовосодержащую бронзу и охлаждают до комнатной температуры на воздухе.
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ СВИНЦОВИСТЫХ БРОНЗ | 2008 |
|
RU2378405C1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1991 |
|
RU2048952C1 |
| ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ МЕДНЫХ СПЛАВОВ | 2008 |
|
RU2367538C1 |
| ЗАЩИТНО-РАЗДЕЛИТЕЛЬНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2005 |
|
RU2297300C1 |
| US 2005173300 A1, 11.08.2005. | |||

