Изобретение в машиностроении относится к литейному производству. Сложные литые заготовки или готовые детали от десятков грамм до нескольких килограмм изготовляют в одноразовых формах, по выплавляемым моделям, на песчаных стержнях в формах кокиль и др. из цветных и черных металлов.
Например, небольшие и мелкие точные отливки, несколько штук в блоке, изготовляют литьем по выплавляемым моделям в оболочковой форме. Модельный блок обмазывают погружением в емкость со смесью, обсыпают песком 4-6 слоев, просушивают, выплавляют модель, так процесс занимает 75-80 н/часов и более. Готовую форму помещают в опоку, засыпают песком, прокалывают. Расплавленный металл в форму заливают из носка ковша вручную.
Огнеупорная обмазка модели состоит из ~25% жидкой фазы и 75% твердой, в нее входят связующие вещества (этилсиликон, жидкое стекло, борная кислота), растворители (этиловый спирт, ацетон, кислота серная и соляная, вода) и огнеупорная основа (кварцевый песок, пылевидный кварц, молотый шамот, электрокорунд).
Высокая точность отливок достигается тем, что форма не имеет разъема, отсутствуют стержни, а тепловое расширение формы минимальное.
Недостатком является экологическая вредность от приготовления кислотных смесей, длительный технологический процесс вручную, трудоемкость, не исключены литейные дефекты, пористость, газовые и усадочные раковины, коробление и т.д.
В массовом производстве мелких и небольших отливок основными компонентами модельных составов является парафин, стеарин, канифоль, воск и другие материалы с температурой плавления 50-80°С. Модельный состав разогревается в закрытых емкостях и содержится в них в пастообразном состоянии.
См. Б.А.Кузьмин и др. Технология металлов и конструкционные материалы. М., Машиностроение, 1981 г., стр.169-170.
Например, известно, что исходный материал для изготовления модели литьем под давлением сжатого воздуха или поршня, лучший церозин синтетический марки 90-100-110, т.е. t л. 90-100-110°С и др.
См. Полимерные композиционные материалы: структура, свойства, технология. Под редакцией академика Бермана Л.А. Санкт Петербург, 2008 г.
Прототип, изобретение «Способ получения отливок и устройство для его осуществления.
Патент №2051005 зарегистрирован в Гос. Реестре изобретений 27 декабря 1995 г.
Способ получения мелких и небольших отливок из цветных металлов, включающий изготовление формы литьем из более легкоплавкого материала, чем сплав отливки, путем вакуумного всасывания в полость корпуса, образованную разовой моделью, удаление модели, заливку металла с вакуумированием под низким давлением, извлечение отливки путем расплавления формы.
Недостаток литья в выплавляемую форму, например, в описании патента №2051005 говорится, что после выплавки модели на поверхность формы наносится термозащитная краска, ненужная операция. Модели и формы изготовляют с ячеистой структурой, а также вспенивают, в чем нет необходимости.
Существенным недостатком является то, что в группе изобретений отсутствуют реальные материалы отливки модели и формы, их технологические свойства, литейные, жидкотекучесть, температура плавления, плотность и др., что имеет место в заявке №2007118032(019629) и в запросе от 10.10.2008 г.
Установка для получения отливок, содержащая корпус двойного литья, плавильную печь металла отливки, нагреваемую емкость для материала модели, поворотно-подъемный механизм корпуса двойного литья для установки под выплавку модели и на плавильную печь литья отливки.
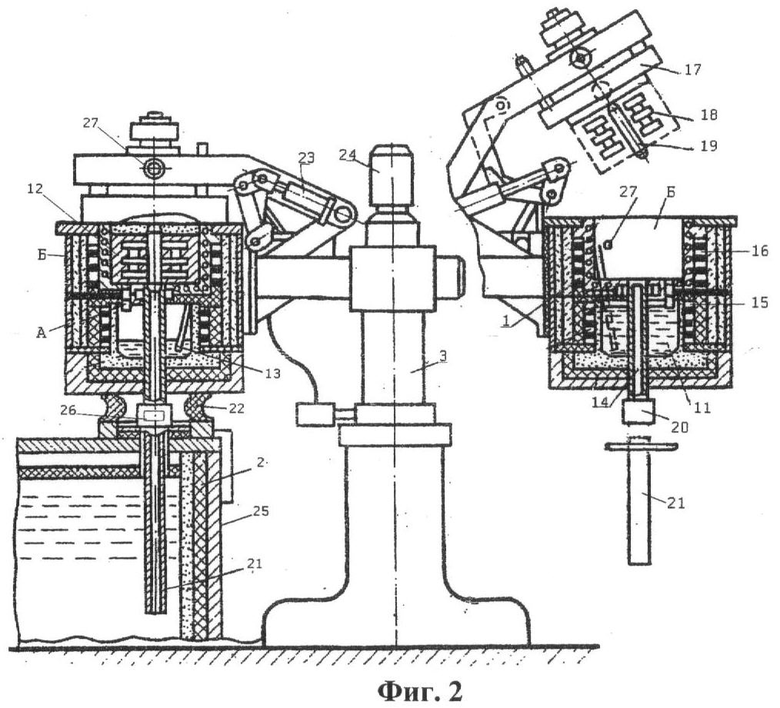
На фиг.2 позиция 26 - пробка закрывает попадание расплава модели в печь и открывает вход металла отливки в форму (ошибочно), оно применяется, когда литейный корпус установлен на печи литья под давлением (см. заявка 2007116674 (018122), тогда литейный корпус ставится на емкость модельного материала для выплавки модели, а затем под заливку формы, взамен пробки 26 ставится уплотняющая направляющая втулка 26 стыковки труб 14 и 21 для осуществления выплавки модели и литья отливки.
Также отпадает необходимость именно в водоохлаждаемом нагревателе 15 (индуктор), в емкости хранения материала формы, здесь достаточно нагревателя электрического сопротивления промышленной частоты 50 Гц.
В способе получения мелких и небольших отливок в выплавляемой форме из цветных сплавов используют материал формы, имеющий температуру плавления ниже температуры плавления металла отливки и выше температуры плавления модели, форма выплавляется теплом залитого металла отливки, модель удаляется путем расплавления теплом формы, а нагревателем поддерживают температуру формы выше, чем температура плавления модели, при этом полученный расплав удаляют вакуумным разрежением обогреваемой емкости.
Материал формы, при необходимости используемый из легкоплавких цветных сплавов, должен быть очищен от различных добавок, придающих такие свойства, как износостойкость, антикоррозийность, магнитность, и немагнитность, жаростойкость и др. Хорошо очищен от водорода, окислов и различного рода включений, образующих угар.
Изготовленный материал формы должен обладать высокой жидкотекучестью, теплопроводностью, температурой плавления, плотностью, годными для многоразового использования.
В технике получают отливки из цветных сплавов: преимущественно алюминиевые, у которых t пл. от 447 до 449°С, марки АЛ23, АЛ21-1, АЛ13, АЛ22, АЛ23-1 и др., например сплав АЛ8 содержит 9,5-10,5% Mg, t пл. от 449°С, плотность 2,7 г/см3. Алюминиевые сплавы с t пл., близкой к t пл. 660°С, например сплав (Al4CE)АЛ27, t пл. 638°С, содержащий 10-13% германий (не металл), t пл. 937°С, плотность 5,3 г/см3 и др.
Цинковые сплавы: ЦАМ10-5, ЦАМ-9-1,5, ЦАМ-4-3, ЦАМ-4-1 и др., t пл. от 386 до 410°С, плотность 6,2-6,7 г/см3.
Магниевые сплавы: МЛ4, МЛ4п4, МЛ6, t пл. 400°С, МЛ5, t пл. 430°С, плотность 1,78 г/см3 и др.
Температура литья сплавов с t плавления 380-450°С, t заливки 450-500°С, например, t пл. АЛ8-449°С, t заливки ~500°С.
Температура литья сплава АЛСЕ с t плавления 638°С, t заливки 690-700°С.
Для них подбирают литейный материал формы, приготовляют или используют готовый имеющийся в производстве. Так, для отливок из сплава АЛ8 берут сплав металлов или полимерный состав Полиамид 66(ПА66), t плавления 260°С и др., исходный материал модели - лучший церозин синтетический марки 90-100-110, т.e t пл. 90-100-110°C.
Для отливок из сплава АЛ4СЕ, t пл. 638°С t, заливки 690-700°С, используют материал формы сплав или состав Поликарбонат, t плавления 290-330°С, материал модели Карбамид CO(NH2)2 полный амид угольной кислоты - кристаллический, он плавится при t 129-134°С и обладает в расплавленном состоянии высокой жидкотекучестью, т.е. хорошо заполняет пресс-форму. После затвердения образует прочную и точную модель.
Температура плавления модели и формы, интервал теплот кристаллизации формы и отливки могут быть уменьшены или увеличены, окончательно определена в процессе отработки параметров технология двойного литья.
Проблемы литья бронзовых и латунных сплавов в выплавляемую форму зависят от ее оптимальных размеров массы и объема мелких отливок литейных свойств плавящихся материалов, параметров температур плавления модели, формы и кристаллизации отливки, осуществимы на лабораторной установке опытно-конструкторской разработки, в НИИЛИТМАШ г.Москва и др.
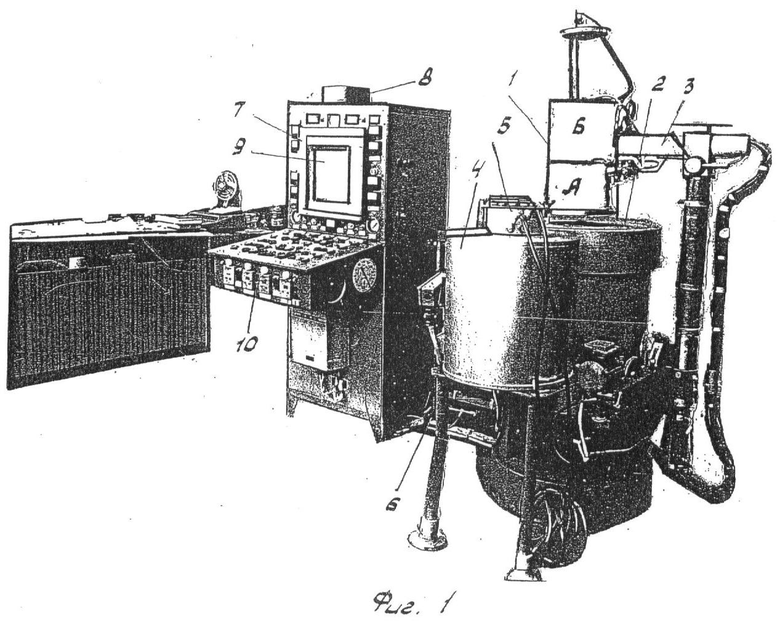
На фиг.1 показана лабораторная установка литья в выплавляемую форму, 1 - корпус двойного литья. А - емкость нахождения жидкого материала формы, Б - зона литья формы и отливки. Емкость А подогревается электрическим сопротивлением промышленной частоты 50 Гц, нагреватель 15, зона Б снабжена нагревателем-холодильником, то есть индуктором 16, фиг.2. На фиг.1 позиция 2 - плавильная печь литья металла отливки под низким давлением сжатого воздуха, 3 - подъемный механизм перестановки корпуса 1 с емкости 4 после выплавки модельного расплава на печь 2 под заливку формы металлом отливки, емкость 4 состоит из нижней обогреваемой и верхней вакуумной зон, разделены между собой поворотной заслонкой. Емкость 4 модельного материала и 5 - пресс-форма, охлаждаемая водой устройства для изготовления моделей литьем под давлением сжатого воздуха. 6 - блок устройств и приводов, содержащий компрессор, вакуумный насос, электропривод, краны сжатого воздуха, вакуума, давления, нагрева и охлаждения пневмопривода. 7 - шкаф, содержащий при необходимости преобразователь переменной частоты электрического тока, 8 - лагометр контроля за температурой расплава модельного материала в емкости, 9 - потенциометр контроля за кристаллизацией отливки температур плавления выплавки модели и формы. 10 - блок управления процессами литья формы и отливки как оператором, так и автоматической программой двойного литья.
На фиг.2 показаны 11 - расплав материала формы, 12 - форма в твердом виде, 13 - труба литья формы, 14 - труба выплавки модели и заливки металла в форму, 15 - нагреватель сопротивления, 16 - нагреватель-холодильник, охлаждаемый водой (индуктор), 17 - крышка корпуса 1, 18 - выплавляемая модель отливки, 19 - стояк блока моделей, 20 - муфта соединения труб 14 в емкости расплава 11 и труб 21 в емкости расплава модельного материала (не показано) и расплава в печи 2 литья металла отливки, 22 - уплотнительный манжет, 23 - пневмоцилиндр открытия крышки корпуса 1, 3 и 24 - пневмопривод подъема и поворота корпуса 1, 25 - теплоизоляция, 26 - направляющая втулка уплотнения стыковки труб 14 и 21, 27 - штуцер подсоединения вакуум насоса литья отливки, клапан литья формы не показан.
В емкости Б корпуса 1 на величину зазора электроизоляции от нагревателя, стенки полости литья формы делают из теплопроводного материала, покрывают кокильной краской ~0,2 мм, содержащий оксид цинка, асбест прокаленный (пудра), воду.
Осуществление изобретения выполняется следующим образом: на фиг.1-2 показано изготовление выплавляемой формы в корпусе 1, например, для литья алюминиевых отливок из сплава АЛ8, температура плавления 449°С. плотность 2,7 г/см3.
Подобраны материал формы сплав ПОС30, Sn 29-30, Sb 1,2-2,0 и Pb - остальное, t пл. 256°С, плотность 9,69 г/см3, материал модели сплав №8 Sn 18,75 Pb 31,25 Bi 50%, t пл. 96°С, плотность 9,96 г/см3.
Взамен сплавов используют полимерные композиционные составы для литья формы, применяют Полиамид 66 (ПА66), t пл. 260°С. Исходный материал модельного состава церозин синтетический марки 90, т.е. t пл. 90°С или карбамид КбП, t пл. 92°С и др.
На фиг.1-2 корпус 1 формовки и литья изначально устанавливают на обогреваемую емкость 4 модельного материала, перед литьем формы в емкости А поддерживают в расплавленном состоянии 11 материал формы, стояк 19 блока моделей 18 с помощью цанги подвешивают к крышке 17, закрывают. Под давлением сжатого воздуха заливают в полость, образованную моделью в корпусе 1, материал формы при температуре заливки 280-300°С. Теплом формы расплавляют модель, а нагревателем поддерживают температуру выплавки модели 130-150°С, достаточную для изготовления моделей литьем под давлением сжатого воздуха в емкости 4 фиг.1.
Форму охлаждают кристаллизатором, индуктор 16 при включенном электрическом токе является нагревателем, при отключенном служит холодильником, нагрев в основном используют при отработке параметров температур двойного литья.
Подготовленную форму корпуса 1 ставят на печь 2, заливку металла в форму осуществляют вакуумным разрежением с регулируемым давлением на заливаемый расплав. Вакуумирование формы обеспечивает полное и повсеместное заполнение формы металлом отливки, сложной конфигурации с большим количеством мелких отверстий пазов каналов под нутреней пустот в деталях, не поддающихся механической обработке, одновременно литьем под давлением достигаются плотность отливки, устраняются дефекты газового и усадочного характера, при образовании корки отливки в интервале до кристаллизации 450°С давлением достигается устранение усадки.
Форму расплавляют теплом залитого металла отливки содержат при температуре 280-300°С (температура литья материала формы), при недостаточности тепла отливки t заливки 500°С, ее повышают до требуемой температуры нагрева формы, выплавленный материал в расплавленном состоянии используют для следующего литья. Перед сливом расплава формы давление сжатого воздуха в емкости А снимается, и расплав с ускорением самотеком сливается, освобождая отливку. Открывают крышку 17, емкость формовки и литья не охлаждают, отливку 18 охлаждают вентиляцией, заменяют блоком моделей 18 (моделью), крышку закрывают, процесс двойного литья продолжают.
Процесс изготовления формы литьем: 1 - заливка материала формы, 2 - расплавление модели теплом формы, 3 - удаление расплава вакуумным разрежением, 4 - охлаждение формы. После перестановки корпуса на печь - заливка формы металла отливки, расплавление - нагрева формы теплом залитого металла отливки, выплавка формы. Действия осуществляются как оператором, так и с применением автоматики, т.е. числового программного управления ЧПУ.
Возможность выплавки расплавленного модельного материала вакуумным разрежением достигается тем, что рабочая площадь емкости и трубопровода соединена с полостью формы, должна иметь достаточные размеры для создания физической силы, т.е. вакуумного разрежения пространства в емкости всасывания жидкого материала модели.
Фиг.1-2, емкость 4 представляет собой устройство, предназначенное для выплавки модельного материала 11 из выплавляемой формы 12 и изготовления моделей в охлаждаемых формах литьем под низким давлением сжатого воздуха, при этом используя уже готовый расплавленный модельный материал.
Устройство состоит из верхней вакуумной и нижней подогреваемой емкостей, которые между собой разделены поворотной заслонкой, к верхней емкости подведен трубопровод (гибкий) вакуумного насоса, к нижней подключен электрический ток с автоматическим управлением, температурой литья, например, выше t пл. модели ~90°С на 20-30°С, и воздухопровод компрессора при закрытой заслонке разрежения всасывает в емкость из формы модельный состав, и вновь при закрытой заслонке под регулируемым давлением, при необходимости со слабым вакуумированием (вентиляцией формы) расплав по трубопроводу заполняет охлаждаемую форму, где и кристаллизуется. После кристаллизации состава пресс-форму раскрывают и модель извлекают. Отдельные модели собирают в блоки с общей литниковой системой при помощи пайки. В одном блоке может быть несколько штук и десятков моделей.
Модели перед формовкой покрывают слоем разделительной термозащитной краски толщиной ~0,2 мм. Благодаря меньшей теплопроводности λ кр. от формы к модели и от отливки к форме возникает термозащитное сопротивление переноса теплоты от залитого материала формы к поверхности модели и от отливки к поверхности формы, при этом краска должна обеспечить достаточную теплопроводность для выплавки модели и формы. В зависимости от материала отливки используют, например, компоненты в % алюминиевые сплавы: оксид цинка 15, асбест прокаленный (пудра) 5, жидкое стекло 3, вода 77, коэффициент теплопроводности λ Вт (СМ.К) 0,41 и др. составляющие. Для магниевых и цинковых отливок: 2. тальк 1, гидроксид бора 2,5, жидкое стекло 2,5, вода 77, λ Вт (СМ.К) 0,39. 3. бронза и латунь; пылевидный кварц 14-15, жидкое стекло 3-5, вода 87-89, λ Вт (СМ.К) 0,58.
К составу 1, 2 добавляют 13-15% компонент Васе2 - хлорид бария - растворим в воде, t пл. 958°С и другие, чем достигается плотная прилегаемость неплавящейся краски к поверхностям формы при выплавке модели и при выплавке формы к отливке. При необходимости легирования поверхностного слоя отливки на поверхность модели наносят слой, содержащий легирующие элементы (теллур, хром и др.)
Изготовление моделей и форм из плавящихся материалов создает широкую возможность получать сложные отливки, традиционно производимые литьем на песчаных стержнях в земляных формах. При литье выплавляемую форму модели не покрывают обмазкой с обсыпкой песком в несколько слоев и т.д., а также отпадает потребность в исходных и связующих материалах для приготовления формовочных и стержневых смесей.
Плавящиеся кристаллические материалы формы обеспечивают надежную физическую и термическую прочность формы при интервале кристаллизации залитого металла отливки вакуумным разрежением с регулируемым низким давлением на расплав в печи. По совокупности вакуум, давление в печи и расширение формы, расплавляемой залитым металлом, исключают возможность диспергированных пор, что имеет место в отливке, полученной литьем высокого давления поршнем в процессе литья.
Отливки в выплавляемой форме можно получать во всех отраслях техники из цветных сплавов металлов, простой и сложной конфигурации, высокого качества кратчайшим путем, повышая производительность и экологическую культуру литейного производства.
Установки и машины литья в выплавляемой форме могут изготовлять как сами машиностроительные предприятия, так и предприятия, выпускающие литейные машины и оборудования.
Данный способ литья выплавляемой формы на автоматизированной установке с числовым программным управлением может найти широкое применение в транспортном, сельскохозяйственном машиностроении, в автомобильной, авиационной и других отраслях промышленности.
Пример. Алюминиевая отливка - 6-цилиндровый блок-картер (ДВС), получаемая литьем из носка ковша на песчаных стержнях в земляной форме, имеет вес 350 кг (до 50% годного), а литьем по металлопроводу в выплавляемой форме с вакуумированием под низким давлением на расплав в печи, отливка получается без прибылей и литниковой системы с комплектующими деталями сборки 110 кг.
Литье с вакуумным всасыванием, внутри формы вакуум-насосом создают разрежение, и расплавленный металл втягивается внутрь формы, где и кристаллизуется, при этом хорошо удаляются газы. Поэтому в отливке отсутствуют раковины и пористость.
Усадка сплавов в процессе их кристаллизации вызывает сокращение объемов и линейных размеров отливок, появление пороков в виде раковин и пор, склонность к возникновению напряжений и образованию трещин.
Литьем под низким давлением в печи создается усиливающий подъем металла в металлопроводе и форме к всасыванию расплава разрежением, а также создается прибыль на усадку только в интервале кристаллизации отливки, этим самым недостаточно достигается устранение дефектов усадочного характера. Кроме этого, выплавляемая металлическая форма в результате теплообмена нагревается теплом залитого металла, расширяясь, окончательно оказывает давление на отливку, делает ее плотной. В ряде случаев оказывают низкое давление воздухом на расплав сплава (состава) формы. Получение формы литьем, так же как при литье детали-отливки, отличается тем, что материал формы находится в одном и том же корпусе формовки и литья, а не в плавильной печи для формовки.
В зависимости от требований к качеству отливок и характера производства (единичное, серийное, массовое) те или иные свойства литейных сплавов отливок и модельных составов становятся наиболее важным и определяющим. Поэтому в соответствии с конкретными условиями производства наибольшее применение имеют алюминиевые и магниевые сплавы и различные модельные составы: сплавы и полимерные композиционные материалы.
Например, в крупносерийном и массовом производствах мелких и небольших отливок основными компонентами модельных составов являются парафин, воск и др., t пл. 75-80°С, для повышения прочности используют полимер П-6 и др., у которых формовочные свойства отвечают требованиям, при t пл. 90-110°С делают модели из кашеобразной массы прессованием, текучие составы - литьевым прессованием или литьем, на полуавтоматах на отдельных участках модельного производства.
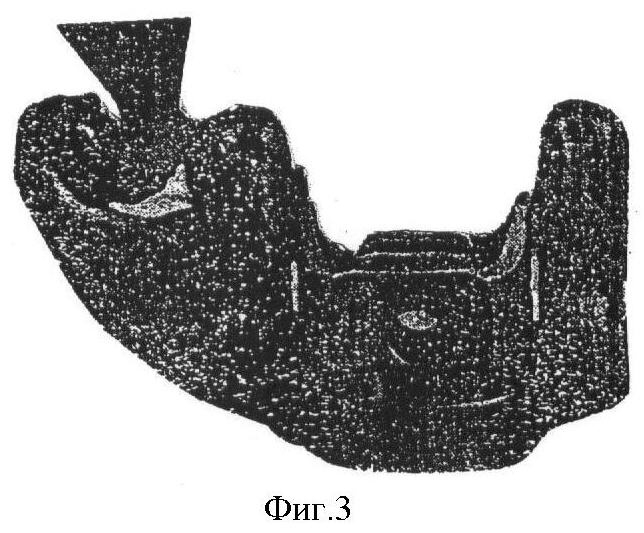
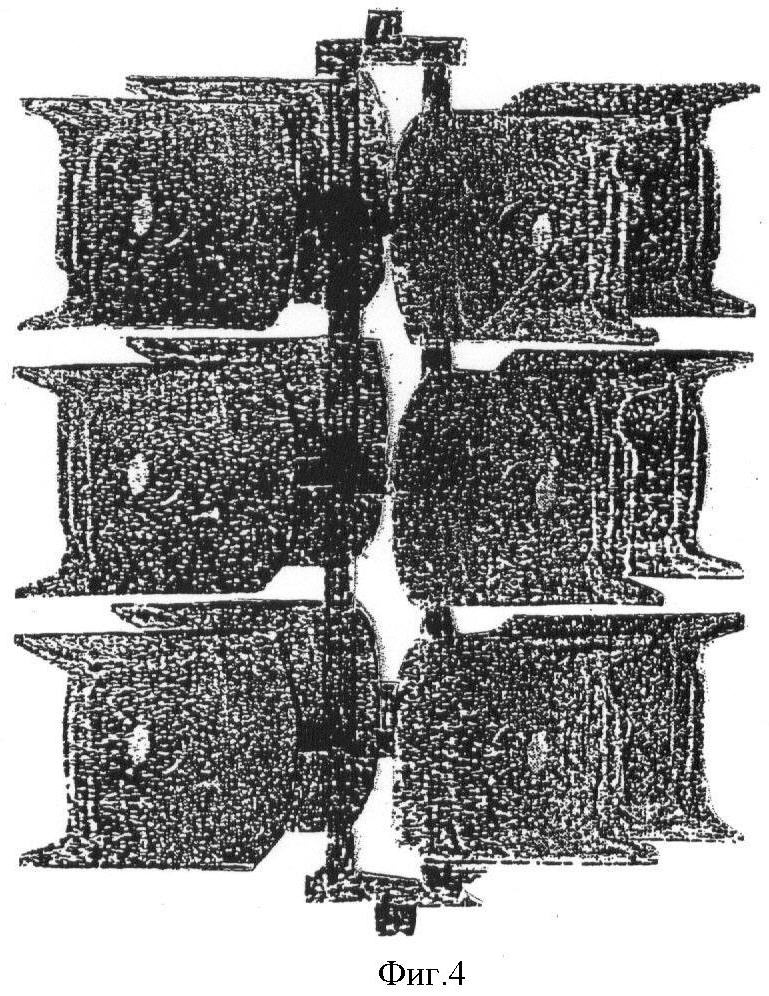
На фиг.3, 4 показаны отливка и блок поршней, полученная в вакууме выплавляемой формы литьем под низким давлением в печи. Поршни Ф 90 мм, больше или меньше, автомобильных двигателей выгодней получать по выплавляемым моделям (блоками) в сравнении с отливкой, полученной в кокиле
или на стержне в песчано-глинистой форме. Выплавляемая (испаряемая) модель поршня, состоящая из двух частей, каждая получается в одной и той же матрице пуансоном (пресс-форма) на механическом прессе. Модели собирают в блок при помощи пайки, на них наносят термозащитную краску толщиной 0,2 мм, чем обеспечивается повышенная чистота поверхностей отливки в сравнении с отливкой, полученной в газопроницаемой оболочковой форме.
При литье в оболочковые и песчано-глинистые разовые формы используют разнообразные формовочные и стержневые смеси с добавками связующих. Основные компоненты смесей: песок, глины с определенными свойствами.
По сравнению с литьем по выплавляемым моделям в оболочковые формы и с литьем на стержневых в песчано-глинистые (земляные) формы, литьем в выплавляемые формы достоинством является то, что изготовление формы и получение в ней отливки осуществляется в одном и том же корпусе, и только при этом становится возможным автоматизировать единый технологический процесс литья формы и получения в ней литьем отливки.
Отливка, например 6-цилиндровый блок-картер (ДВС) повышенной мощности и др., получается по выплавляемой модели в выплавляемой форме, процесс создается самым прогрессивным способом производства литья в количественном и качественном отношении.
По сравнительным расчетам достигаются затраты материалов и время на получение сложной отливки из цветных металлов в 15-20 раз меньше при 100%-ном качестве механических свойств, точности и чистоты поверхностей отливок. Модели не покрывают обмазкой с обсыпкой песком в несколько слоев с просушкой, отпадает необходимость в исходных и связующих материалах формовочных смесей, в связи с чем формы не прокаливают в печи, отливки не подвергаются старению и снятию напряжения термической обработкой. Не расходуется металл на прибыль и литниковую систему, экономится лишний металл, учитываемый на прочность и затрачиваемый на механическую обработку крупных и больших отливок в основном из цветных дорогостоящих сплавов.
Разработанная технология создает производство высокой культуры, сокращается заболеваемость (профвредность), повышается производительность и качество изделий. Литье в выплавляемые формы по выплавляемым моделям может найти у нас и за рубежом самое широкое использование при всех масштабах литейного производства машиностроения и в других отраслях промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| Способ получения отливок в индукционной печи | 2016 |
|
RU2626114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАСТВОРЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2499651C1 |
Изобретение относится к области литейного производства. Установка содержит литейный корпус, печь для плавления материала отливки, обогреваемую емкость с материалом модели, устройство для изготовления моделей и поворотно-подъемный механизм. По разовой модели изготавливают выплавляемую форму литьем под низким давлением материала, имеющего температуру плавления ниже температуры плавления металла отливки и выше температуры плавления материала модели. Форму устанавливают на печь, вакуумируют и заполняют под низким давлением расплавленным металлом. Модель расплавляют теплом формы, температуру которой поддерживают нагревателями. Удаляют модель из формы под действием вакуума. Форма расплавляется за счет тепла отливки. Обеспечивается получение сложных отливок высокого качества, повышение производительности. 2 н.з. и 6 з.п. ф-лы, 4 ил.
1. Способ получения отливок, включающий изготовление выплавляемой формы по разовой модели путем заливки под низким давлением расплава материала формы, удаление модели, заливку под низким давлением металла отливки в вакуумируемую форму, извлечение отливки путем выплавления материала формы, отличающийся тем, что в качестве материала формы используют материал, имеющий температуру плавления ниже температуры плавления металла отливки и выше температуры плавления материала модели, модель удаляют посредством расплавления ее теплом формы, а форму выплавляют теплом залитого металла отливки, причем при расплавлении модели нагревателем поддерживают температуру формы выше, чем температура плавления модели, и под действием вакуума удаляют из формы расплав модельного материала в емкость с модельным материалом.
2. Способ по п.1, отличающийся тем, что при получении алюминиевых или цинковых, магниевых и мелких бронзовых латунных отливок модели и формы изготовляют из легкоплавких сплавов металлов или из полимерных композиционных литейных материалов.
3. Способ по п.1, отличающийся тем, что форму охлаждают до образования корки металла отливки, затем ее выплавляют, при этом на расплав металла отливки в печи воздействуют регулируемым давлением.
4. Способ по п.1, отличающийся тем, что для проведения в выплавляемой форме тепломассообменного процесса двойного литья осуществляют подбор соотношений толщин отливки и формы, а также температуры и теплоты кристаллизации плавящихся материалов.
5. Способ по п.1, отличающийся тем, что на модель наносят термозащитную разделительную краску, которая после удаления модели остается на поверхности формы, а после выплавки формы - на поверхности отливки.
6. Установка для получения отливок, содержащая корпус для двойного литья, печь для плавления материала отливки, подогреваемую емкость с материалом модели и поворотно-подъемный механизм для установки корпуса для двойного литья на подогреваемую емкость с материалом модели или на печь для плавления материала отливки, отличающаяся тем, что она снабжена устройством для изготовления моделей, состоящим из верхней вакуумной и нижней подогреваемой емкости для материала модели, разделенных поворотной заслонкой, корпус для двойного литья снабжен крышкой с пневмоприводом и состоит из нижней емкости для материала формы и верхней емкости для литья формы и отливки, снабженной трубой-литником для заливки материала формы и трубой для удаления материала модели и заливки в форму металла отливки, имеющей направляющую втулку для стыковки с трубой емкости с модельным материалом и трубой-литником печи для плавления материала отливки, причем нижняя емкость выполнена подогреваемой, а верхняя емкость имеет нагреватель-холодильник, при этом установка снабжена компрессором, вакуумным насосом, электроприводом, шкафом с электросхемой управления приводами давления и температур.
7. Установка по п.6, отличающаяся тем, что подогреваемая нижняя емкость для материала модели трубопроводом соединена с компрессором.
8. Установка по п.6, отличающаяся тем, что форма и емкость для материала модели воздухопроводами соединены с вакуум-насосом.
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| СПОСОБ АНТИГРАВИТАЦИОННОЙ РАЗЛИВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2039629C1 |
| ГАЛДИН Н.М | |||
| Цветное литье | |||
| - Справочник | |||
| - М.: Машиностроение, 1989, с.400-407. | |||

