Изобретение относится к технологии изготовления зарядов взрывчатых веществ (ВВ), заливаемых в корпус, и может быть использовано при создании новых или совершенствовании существующих технологических процессов изготовления зарядов методом заливки в корпус.
Из уровня техники известен способ заполнения корпуса литьевым составом ВВ с использованием кусковой и послойной заливки (Взрывчатые вещества, том 2, под ред. Л.В.Фомичевой, Саров, 2007 г., стр.407-408). Недостатком описанного способа является ухудшение качества заряда (монолитности) из-за возможности образования усадочных раковин.
Наиболее близким к предлагаемому и поэтому принятым за прототип является способ, по которому заливку очередного слоя ВВ ведут после охлаждения предыдущего (В.В.Даниленко. Взрыв. Физика. Техника. Технология, Москва, Энергоатомиздат, 2010, стр.492).
Недостатком приведенного способа является ухудшение качества заряда ВВ из-за возможности образования усадочных раковин, которое происходит потому, что при послойной заливке расплава температура нижнего слоя может быть выше требуемой, обеспечивающей окончание объемных изменений, обусловленных кристаллизацией расплава, такие некомпенсированные объемные изменения накапливаются в каждом слое, что в конечном итоге и приводит к образованию дефектов, а также за счет уменьшения объема взрывчатого вещества в процессе охлаждения от температуры слива (более 80°С) до температуры эксплуатации.
Задачей настоящего изобретения является разработка способа, обеспечивающего изготовление монолитного заряда без образования усадочных раковин.
Поставленная задача решается предлагаемым способом изготовления зарядов взрывчатого вещества, который включает послойную заливку расплава в корпус, при этом после заливки последнего слоя расплава в верхней части заряда устанавливают обогреваемую крышку, в которую подают теплоноситель с температурой, обеспечивающей поддержание всей поверхности верхнего слоя заряда в жидком состоянии до остывания основной массы заряда, затем снимают крышку и заполняют корпус до верхнего среза расплавом взрывчатого вещества.
Предлагаемый способ изготовления литьевых зарядов взрывчатого вещества отличается от прототипа тем, что после заливки последнего слоя расплава в верхней части заряда устанавливают обогреваемую крышку, в которую подают теплоноситель с температурой, обеспечивающей поддержание всей поверхности верхнего слоя заряда в жидком состоянии до остывания основной массы заряда, затем снимают крышку и заполняют корпус до верхнего среза расплавом взрывчатого вещества.
Без использования предлагаемой крышки с подогревом верхний слой заряда остывает быстрее, чем внутренние слои. В результате такой неравномерности в процессе объемной усадки происходит отрыв основной массы заряда от верхней корки и образование под ней раковин. Использование же обогреваемой крышки, обеспечивающей поддержание всей поверхности верхнего слоя заряда ВВ в жидком состоянии в процессе охлаждения, позволяет исключить образование жесткой корки на поверхности заряда. При послойной заливке каждый последующий слой расплава взрывчатого вещества заливают в корпус после уменьшения среднеобъемной температуры окончания объемных изменений расплава в процессе кристаллизации.
Сущность предлагаемого метода поясняется графическими материалами. На Фиг.1 представлен общий вид установки для измерения объемных изменений образцов взрывчатых составов в процессе кристаллизации. Исследуемый образец 1 размещен в кварцевом стакане 2, который тонкой нитью 3 соединен с площадкой весов (не показаны). Стакан 2 с образцом 1 помещен в сосуд 4 с рабочей жидкостью 5. Исследуемый образец 1 может быть отделен от рабочей жидкости 5 прокладкой 6. Температуру рабочей жидкости 5 поддерживают термостатом 7, а измеряют термометром 8.
В качестве рабочей используют жидкость с известной плотностью (меньше расплава), не взаимодействующую с компонентами взрывчатой смеси, например воду, глицерин.
Процесс измерения проводят следующим образом.
Поскольку изменение температуры образца 1 происходит вследствие изменения температуры рабочей жидкости 5, необходимо учитывать изменение плотности последней. При этом необходимо помнить, что изменение объема происходит только за счет образца 1 (стакан выполнен из кварцевого стекла и изменение его объема можно не учитывать), а изменение выталкивающей силы за счет изменения плотности рабочей жидкости действует на объемы образца 1 и стакана 2.
На Фиг.2 представлен общий вид заряда ВВ в корпусе в процессе остывания основной части заряда. В корпусе 9 размещен заряд ВВ 10, при этом основная часть заряда 10 находится в твердом состоянии, а верхняя, из которой происходит компенсация объемных изменений основной части заряда, - еще в жидком. Для обеспечения жидкого состояния верхнего слоя использована обогреваемая крышка 11. Стрелками показаны вход и выход теплоносителя.
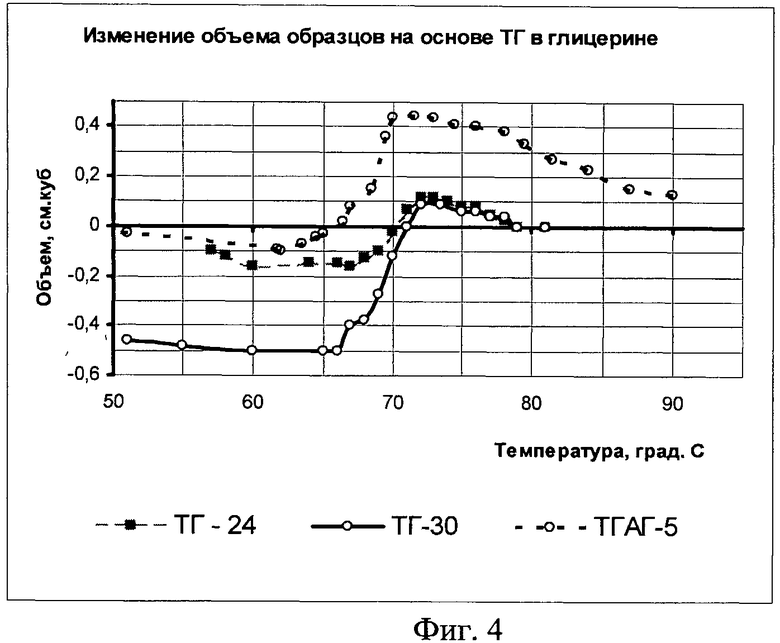
Фиг.3 показывает результаты измерений объемных изменений образцов составов на основе тротила и гексогена в процессе кристаллизации. В качестве рабочей жидкости использована дистиллированная вода.
На Фиг.4 представлены результаты измерений объемных изменений образцов этих составов в глицерине.
Примеры конкретного выполнения.
Пример 1.
Корпус изделия диаметром 300 мм и высотой 600 мм заполняют, например, составом тротил-гексоген (ТГ-24). Предварительно для этого состава предлагаемым способом проведено исследование объемных изменений в процессе кристаллизации расплава. В качестве рабочей жидкости использовалась дистиллированная вода. Навеска образца составляла 50 г, изменение выталкивающей силы фиксировали весами ВЛК-500 с ценой деления 0,01 г. Результаты экспериментов приведены на фиг.3, 4, из них следует, что изменение объема образца массой 50 г (объемом 30 см2) хорошо регистрируется предлагаемым методом, в частности, для состава ТГ-24 было установлено, что основное изменение плотности происходит при температуре 69-71°С, т.е. на 10 градусов ниже температуры плавления тротила (80,2°С). Заполнение корпуса взрывчатой смесью производили слоями высотой по 100 мм. Для этого слоя сначала теоретически рассчитали время, необходимое для остывания от температуры 82°С до 68°С.
Расчет проводили по формуле:
где,
Θцен - относительная температура оси цилиндра;
а=1,08 10-7 м2/с - коэффициент температуропроводности материала;
R=0,15 м - радиус корпуса;
t - время, с.
Необходимые для расчета значения величин N0, µ, являющиеся функциями числа Био, взяты по таблицам (П-19 и П-20, Кацевич Л.С. Теория теплопередачи и тепловые расчеты электрических печей. - М.: «Энергия», 1977). Рассчитанное теоретически время остывания осевого слоя составило 24 минуты. Экспериментальное определение длительности охлаждения проводили с помощью термопребразователя ХК и регулятора температуры Термодат -173 КЗ. Погрешность измерения такой системы составляет 0,8°С (класс точности 1). В процессе измерений сплав термопары опускали по оси заряда в расплав на глубину 50 мм. Фактически замеренное время охлаждения расплава с 82 до 68°С составило 26 минут, таким образом, перед заливкой очередного слоя расплава ТГ-24 в корпус необходимо сделать выдержку не менее 25 минут. После заливки последнего слоя расплава ТГ-24 на корпус устанавливают обогреваемую крышку (Фиг.2). В крышку в течение 5 часов подают воду с температурой 88-90°С, затем подачу воды прекращают, крышку снимают, а свободный объем заполняют расплавом тротила.
Пример 2
Корпус заполняют, например, составом тротил-гексоген-алюминий, содержащим 5% алюминия (ТГАГ-5). Взрывчатый состав, как и в первом примере, сливают в корпус слоями высотой по 100 мм. Результаты исследований объемных изменений в глицерине приведены на фиг.4. Как видно из приведенных графиков, характер изменения объема состава ТГАГ-5 в процессе кристаллизации расплава такой же, как и у ТГ-24, усадка материала происходит в диапазоне температур 69-71°С. Время остывания предыдущего слоя расплава до окончания объемных изменений для состава ТГАГ-5 составило 20 минут. Длительность подачи теплоносителя в крышку для поддержания верхнего слоя заряда в жидком состоянии составила 4 часа.
Предлагаемый способ изготовления литьевых зарядов ВВ может быть реализован на имеющемся оборудовании, технически реализация не представляет труда. Способ позволяет повысить качество зарядов в части обеспечения его монолитности. Необходимость в применении данного способа изготовления зарядов в целом и метода исследования объемных изменений в частности вполне очевидна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЬЕВЫХ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ И ПОДВИЖНАЯ УПРАВЛЯЕМАЯ ЛИТЬЕВАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2602541C9 |
| Вакуум-кусковой способ формования разрывных зарядов в корпусах крупнокалиберных боеприпасов | 1966 |
|
SU1841130A1 |
| Способ формирования комбинированного заряда фугасного действия | 2023 |
|
RU2834987C1 |
| Заряд взрывчатого вещества | 2018 |
|
RU2703589C1 |
| Устройство для вакуумирования и заливки взрывчатым веществом герметичных корпусов боеприпасов | 1966 |
|
SU1841131A1 |
| Способ снаряжения крупнокалиберных авиабомб | 2024 |
|
RU2836801C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКООБРАЗНЫХ ПОЛИКОМПОНЕНТНЫХ СОСТАВОВ ТИПА ТГАФ-5, ТГАГ-5 | 1966 |
|
SU1841117A1 |
| ШАШКА-ДЕТОНАТОР ДЛЯ ПРОМЫШЛЕННОГО ВЗРЫВАНИЯ | 2012 |
|
RU2522534C1 |
| ФУГАСНЫЙ ВЗРЫВЧАТЫЙ СОСТАВ | 2006 |
|
RU2315026C1 |
| СПОСОБ РАССНАРЯЖЕНИЯ БОЕПРИПАСОВ | 1992 |
|
RU2031896C1 |
Изобретение относится к технологии изготовления зарядов взрывчатых веществ (ВВ), заливаемых в корпус, и может быть использовано при создании новых или совершенствовании существующих технологических процессов изготовления зарядов методом заливки в корпус. Способ изготовления литьевых зарядов взрывчатого вещества, включающий послойную заливку расплава в корпус, при этом каждый последующий слой расплава взрывчатого вещества заливают в корпус после уменьшения среднеобъемной температуры предыдущего слоя до температуры окончания объемных изменений взрывчатого вещества в процессе кристаллизации, для определения которой образец взрывчатого вещества помещают в рабочую жидкость, варьируют параметры последней, а об изменении объема судят по изменению архимедовой силы, действующей на образец в жидкости, при этом после заполнения корпуса взрывчатым составом температуру верхнего слоя состава до застывания основной массы заряда поддерживают выше температуры плавления взрывчатого состава, а затем заполняют корпус до требуемого уровня известным способом. Способ позволяет обеспечить изготовление монолитного заряда без образования усадочных раковин. 4 ил., 2 пр.
Способ изготовления литьевых зарядов взрывчатого вещества, включающий послойную заливку расплава в корпус, отличающийся тем, что после заливки последнего слоя расплава в верхней части заряда устанавливают обогреваемую крышку, в которую подают теплоноситель, с температурой, обеспечивающей поддержание всей поверхности верхнего слоя заряда в жидком состоянии до остывания основной массы заряда, затем снимают крышку и заполняют корпус до верхнего среза расплавом взрывчатого вещества.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2218316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2000 |
|
RU2179543C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2219150C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОСОДЕРЖАЩЕГО ВЗРЫВЧАТОГО ВЕЩЕСТВА | 1999 |
|
RU2172729C1 |
| ЛИТЬЕВОЙ ВЗРЫВЧАТЫЙ СОСТАВ | 2003 |
|
RU2248958C2 |
| ПИРОТЕХНИЧЕСКИЙ ЛИТЬЕВОЙ СОСТАВ | 2007 |
|
RU2353605C1 |
| US 4776993 A, 11.10.1988 | |||
| US 4388254 A, 14.06.1983. | |||

