Изобретение относится к способу очистки использованного формовочного песка, к устройству для очистки использованного формовочного песка и к системе отделения металлических включений цветных металлов.
Формовочный песок используется для создания изложниц, в частности для металлического литья, для чего формовочный песок для получения отпечатка внешних контуров модели отливаемого продукта под давлением заносится вместе с ней в опоку. Для улучшения формования к формовочному песку подмешиваются связующие материалы, например бентонит. Для обеспечения образования полостей в отливаемом продукте в опоку помещаются так называемые формовочные стержни, заполняющие области, которые не должны заполняться заливаемым материалом. После заливки жидкого металла в литьевую форму и после застывания металла формовочный песок и стержни удаляются из отлитого продукта, причем форма выходит из строя. Использованный формовочный песок непосредственно после отделения от отлитого продукта содержит примеси в виде металлических отходов, как, например, брызг металла и чешуек, остатков стержней и комков формовочного песка, так называемых комков песка. Поэтому для повторного использования использованного формовочного песка необходима очистка, включающая отделение металлических отходов и остатков стержней, а также размельчение комков песка. В результате этого разделения с одной стороны - регенерированный металл может использоваться снова, а с другой - явно повышается качество формовочного песка.
В частности, при литье металлов, содержащих цветные металлы, но по крайней мере неферромагнитных металлов, например меди или алюминия, или неферромагнитных сплавов, не содержащих железа, или лишь с небольшим содержанием железа, проблемой является то, что остатки металла, содержащиеся в формовочном песке, удалить, например, с помощью магнитного отделителя, не так просто. В этих случаях отходы из использованного формовочного песка удаляются лишь с трудом, так что при повторном использовании формовочного песка из-за отходов следует опасаться дефектов поверхности изготовленных отливок. Поэтому, в частности, при необходимости добиться особенно высокого качества поверхности литых заготовок до сих пор для получения непосредственной поверхности формы постоянно использовался новый песок, так называемая облицовочная смесь. Использованный формовочный песок применяется лишь для наполнения формы. При этом проблемой является то, что изготовление формы является трудоемким и, таким образом, дорогостоящим.
Из практики известно, что для очистки использованного формовочного песка и для удаления металлических включений цветных металлов применяются отделители, в которых использованный формовочный песок тонким слоем насыпается на транспортерную ленту ленточного транспортера и транспортируется с заданной скоростью с помощью концевого ролика ленточного транспортера, так что использованный формовочный песок сбрасывается с транспортерной ленты на участке концевого ролика. Отдельные частицы формовочного песка покидают транспортерную ленту по траектории в виде баллистической параболы, точная форма которой зависит от рабочих параметров транспортерной ленты, в частности от скорости ленты и от массы частиц. Это прежде всего не зависит от материала частиц. Для разделения металлических, т.е. проводящих компонентов, и неметаллических компонентов формовочного песка на участке концевого ролика предусмотрено магнитное поле, изменяемое во времени и в пространстве, которое при прохождении отдельных частиц использованного формовочного песка индуцирует в металлосодержащих частицах вихревой ток. Вихревой ток, в свою очередь, согласно правилу Ленца сам наводит в металлической частице электромагнитное поле, которое взаимодействует с внешним электромагнитным полем и тем самым оказывает воздействие на частицу. Таким образом, металлосодержащие частицы в отличие от частиц, не содержащих металла, подвержены дополнительному магнитному воздействию и потому движутся по отклоненной баллистической параболе. В результате при установлении перегородки на участке между ожидаемыми путями баллистических парабол для неметаллических и металлических частиц может происходить отделение металлических частиц.
Согласно одному известному из практики способу очистки использованного формовочного песка весь формовочный песок подается на вышеописанное устройство для отделения металлических включений цветных металлов. Однако недостаток известного до сих пор способа заключается в том, что достаточно хорошего разделения примесей и формовочного песка не достигается, в частности, поскольку соответствующая баллистическая парабола частиц наряду с содержанием металла зависит от соответствующей массы частиц. В использованном же формовочном песке регулярно представлены частицы с большим разбросом величин частиц, а тем самым и с большим разбросом массы независимо от содержания металла. Таким образом, после отделения либо в формовочном песке остаются большие количества примесей, либо из кругооборота формовочного песка много песка удаляется без необходимости. Итак, надежное разделение металлосодержащих частиц и частиц, не содержащих металла, на сегодняшний день невозможно.
В патенте ФРГ DE 3226049 C2 описано устройство для очистки использованного формовочного песка, имеющее вертикально вытянутую основу по существу в виде полого цилиндра. Основа со своего нижнего конца закрыта подовой плитой, а с верхнего конца открыта для осуществления засыпки в основу использованного формовочного песка. Внутри основы установлено по существу горизонтально вытянутое первое сито с крупными отверстиями, а под ним второе - с мелкими отверстиями. Формовочный песок, загруженный в устройство, с помощью вибрации основы через первое и второе сита разделяется на три фракции с соответствующей различной крупностью частиц: первая фракция образуется из мелкозернистого формовочного песка, миновавшего как первое, так и второе сито и собранного на подовой плите основы. Через первое боковое отверстие основы первая фракция выдается для внешнего повторного использования. Вторая фракция образуется формовочным песком из частиц средней крупности, хотя и прошедшим первое сито с крупными отверстиями, но не прошедшим второе сито с мелкими отверстиями. Вторая фракция выводится из основы через второе боковое отверстие и по наружной спиралеобразной транспортировочной направляющей через верхнее отверстие в основе снова загружается в нее для повторного прохождения через сита. За счет повторного прохождения через сита и вибрации основы комки формовочного песка разрушаются. Третья фракция образуется скомковавшимся формовочным песком и инородными телами с большой крупностью частиц, собирающимися на первом сите с крупными отверстиями. По внутренней спиралеобразной транспортировочной направляющей частицы третьей фракции через третье боковое отверстие основы подаются на дальнейшее использование или уничтожаются. Разделение формовочного песка, загруженного в основу, на три указанные фракции осуществляется исключительно в соответствии с критерием крупности частиц. Целенаправленного отделения металлических включений с любой крупностью частиц, в частности металлических включений цветных металлов, в устройстве не производится.
Задача изобретения состоит в создании способа очистки использованного формовочного песка, устройства для очистки формовочного песка и системы отделения металлических включений цветных металлов, которые обеспечивают надежное удаление, в частности, неферромагнитных металлосодержащих примесей и более высокую пропускную способность по сравнению с обычными системами.
Эта задача согласно изобретению решается с помощью способа с признаками пункта 1, устройства с признаками 11 и системы с признаками пункта 21 формулы изобретения.
Благодаря разделению формовочного песка на фракции в соответствии с критерием крупности частиц, причем по меньшей мере одна из них образуется как фракция песка с малой крупностью частиц и по меньшей мере одна как надрешетная фракция с большей по сравнению с предыдущей крупностью частиц, перед отделением металлических компонентов уже происходит предварительная сортировка, при которой особенно крупные частицы, являющиеся проблемными в способе литья, отделяются от мелких частиц фракции старого песка. Во фракции старого песка содержатся, соответственно, только примеси с меньшей крупностью частиц, в частности мелкие брызги металла в виде чешуек. Надрешетная фракция, напротив, предпочтительно может подаваться на отделение металлических компонентов в концентрированном виде. Поэтому по сравнению с обычным способом для выделения цветных металлов может применяться отделитель с меньшей общей пропускной способностью и, соответственно, меньшей стоимостью.
Разделение формовочного песка на фракции большей частью, предпочтительно, включает разделение на несколько надрешетных фракций с соответствующими отдельными классами крупности частиц. Так, например, в рамках надрешетных фракций происходит предварительная сортировка по классам крупности частиц. В частности, на отделитель для цветных металлов подаются, соответственно, частицы определенной крупности, что обеспечивает надежное отделение металлических компонентов, поскольку балластная парабола частиц здесь подвержена значительному воздействию за счет содержания металла и лишь незначительному воздействию за счет отклоняющихся масс частиц.
Особенно предпочтительно, чтобы отделение металлических компонентов для каждой из надрешетных фракций происходило по крайней мере преимущественно отдельно. Рабочие параметры процесса отделения могут быть целенаправленно установлены на класс крупности частиц надрешетной фракции таким образом, чтобы отделение металлических компонентов осуществлялось особенно тщательно.
Согласно особенно предпочтительному этапу способа для выделения металлических компонентов им по сравнению с неметаллическими компонентами сообщается относительное движение, причем управляющие параметры, определяющие относительное движение, устанавливаются в зависимости от класса крупности частиц надрешетной фракции. В частности, при сообщении относительного движения с помощью электромагнитного поля, изменяемого во времени и/или в пространстве и при котором в металлических компонентах возникают вихревые токи, металлическим компонентам может быть сообщена траектория движения, настолько значительно отличающаяся от траекторий движения неметаллических компонентов, что с помощью соответственно отрегулированного установления перегородки будет происходить надежное отделение.
После отделения металлических компонентов целесообразно осуществлять размельчение комков песка и выделение остатков стержней, содержащихся в использованном формовочном песке. Тем самым, формовочный песок продолжает освобождаться от проблемных отходов и подается на регенерацию для использования в очередном процессе литья. При этом размельчение целесообразно производить с таким расчетом, чтобы агломераты из частиц формовочного песка разрушались, в то время как прочнее соединенные между собой остатки стержней не разрушаются. В частности, благодаря применению сита с мелкими отверстиями, размер которых целесообразно подогнан под крупность частиц фракции старого песка, из использованного формовочного песка таким образом могут удаляться и другие примеси. Кроме того, размельчение комков песка после отделения металлических компонентов гарантированно препятствует повреждению или повышенному износу дробилки металлическими компонентами.
Перед разделением формовочного песка на фракции целесообразно осуществлять выделение железосодержащих металлических включений. При этом особенно предпочтительно, что для отделения железосодержащих металлов может использоваться обычное устройство с электромагнитами.
Предпочтительно на регенерацию подается также формовочный песок, содержащийся во фракции старого песка, причем особенно предпочтительно, что из первой части фракции старого песка с помощью второго отделителя удаляются металлические включения цветных металлов и причем вторая часть фракции старого песка подается на регенерацию непосредственно. Таким образом, с помощью второго отделителя цветных металлов могут быть с гарантией удалены металлические компоненты с незначительной крупностью частиц, оставшиеся во фракции старого песка, например чешуйки. В результате разделения фракции старого песка на первую и вторую части полная очистка фракции старого песка происходит в рамках не одного отдельного кругооборота между процессом литья и очисткой, а статистически в ходе нескольких циклов кругооборота. Этого оказалось достаточно, чтобы обеспечить достаточную очистку формовочного песка от мелких металлических включений. Таким образом, дополнительным преимуществом является возможность применять второй отделитель меньшей мощности по сравнению с первым.
Целесообразно применять способ в ходе непрерывного циркуляционного процесса, в котором формовочный песок, использованный в процессе литья, подается на очистку, а после регенерации возвращается в процесс литья. Целесообразно, чтобы обработка фракций в способе очистки происходила параллельно, так чтобы подача формовочного песка, содержащегося во фракции старого песка, на регенерацию и выделение металлических включений, по меньшей мере, из надрешетной фракции хотя бы время от времени происходили одновременно и параллельно.
Устройство для очистки формовочного песка содержит разделительное устройство для разделения формовочного песка по крупности частиц на фракцию старого песка и по меньшей мере на одну надрешетную фракцию и первый отделитель для выделения компонентов, содержащих цветные металлы, по меньшей мере из одной надрешетной фракции. Посредством этого устройства могут осуществляться предварительная сортировка использованного формовочного песка и следующее за ним отделение компонентов, содержащих цветные металлы, причем устройство по сравнению с обычными разделительными устройствами благодаря предварительной сортировке имеет повышенную пропускную способность. Путем выбора рабочих параметров отделителя в зависимости от крупности частиц подаваемой надрешетной фракции обеспечивается надежное отделение по меньшей мере преобладающей части металлических компонентов, содержащих цветные металлы.
Предпочтительно, устройство содержит промежуточный бункер для промежуточного хранения надрешетной фракции соответствующего определенного класса крупности частиц. Таким образом, надрешетные фракции определенной крупности частиц могут храниться в течение определенного периода времени, так что на первый отделитель из соответствующего промежуточного бункера благоприятным образом можно подавать каждый раз большие количества надрешетного материала одинакового класса крупности частиц. Таким образом, необходимости в частом изменении рабочих параметров первого отделителя нет.
Целесообразно по меньшей мере одному промежуточному бункеру выделять измерительное устройство для регистрации соответствующего уровня наполнения. В случае измерительного устройства речь целесообразно идет об устройстве для взвешивания формовочного песка, содержащегося в промежуточном бункере, или в порядке альтернативы об оптической или о механической системе учета. Предпочтительно выделять измерительное устройство каждому промежуточному бункеру.
Целесообразно, чтобы разделительное устройство было выполнено в качестве ситового устройства по меньшей мере с двумя последовательно проходимыми ситами. При этом сита, с одной стороны, могут быть выполнены как обычные сита с отверстиями определенного размера, выполненные неподвижными или, предпочтительно, подвижными, или вибрационными, например в виде вибрационной направляющей или в виде сортировочного устройства с флюидизацией формовочного песка.
Предпочтительно, предусмотрены по меньшей мере два бункера для старого песка для приема фракции старого песка, причем, в частности, соотношение загружаемых количеств старого песка по меньшей мере в два бункера для старого песка регулируется. При этом особенно предпочтительно предусмотреть предназначенный для первого из бункеров для старого песка отделитель для выделения металлических компонентов, содержащих цветные металлы, посредством которого могут очищаться, в частности, загруженные в первый бункер для старого песка части фракции старого песка из мелких металлических компонентов, например металлических чешуек.
Предпочтительно, предусмотрена дробилка для комков песка, причем дробилку целесообразно последовательно подключать к первому отделителю. Таким образом, могут быть размельчены комки формовочного песка, оставшиеся в надрешетной фракции, не содержащие металлических компонентов из цветных металлов. Предпочтительно выполнять дробилку таким образом, чтобы сохранившиеся остатки стержней не размельчались. Это обеспечивает отделение остатков стержней с помощью сита с мелкими отверстиями, последовательно подключенного к дробилке.
Целесообразно управлять рабочими параметрами первого отделителя с помощью устройства управления, причем рабочие параметры предпочтительно выбирать из группы, включающей скорость транспортерной ленты, предусмотренной в отделителе, положение перегородки, предусмотренной в отделителе, и расположение магнитных полюсов электромагнита отделителя.
Целесообразно предусмотреть общее переходное устройство для передачи очищенного формовочного песка фракции старого песка и надрешетной фракции, так чтобы они могли вместе подаваться на дальнейшую предварительную обработку использованного формовочного песка путем замачивания и нового смешения со связующими средствами.
Система отделения металлических включений цветных металлов содержит множество фракций использованного формовочного песка, разделенных по крупности частиц и первый отделитель для выделения цветных металлов из подаваемой фракции, причем рабочие параметры первого отделителя устанавливаются устройством управления в зависимости от подаваемой фракции.
Целесообразно выбирать рабочие параметры из группы, включающей скорость транспортерной ленты, предусмотренной в отделителе, положение перегородки, предусмотренной в отделителе, и расположение магнитных полюсов электромагнита отделителя.
Целесообразно, чтобы фракции могли быть заложены в соответствующие выделенные промежуточные бункеры, причем фракции подаются в первый отделитель в зависимости от их объема и изменения уровня наполнения промежуточных бункеров.
Другие преимущества и признаки вытекают из последующего описания предпочтительного примера выполнения.
Ниже изобретение более подробно поясняется на первом примере выполнения со ссылкой на приложенную фигуру.
На фиг.1 схематически изображено устройство для очистки формовочного песка согласно изобретению.
Устройство 100, изображенное на фиг.1, служит для очистки формовочного песка, уже использованного в процессе литья, причем в процессе литья разливается, в частности, цветной металл или сплав лишь с незначительным содержанием железа. После отделения от отливок формовочный песок, начиная с места выбивки в литейной 101, подается в устройство 100 с помощью ленточного транспортера 1. В этот момент времени формовочный песок, еще нагретый от предыдущего процесса литья, содержит относительно большую долю примесей, включающих инородные вещества, например остатки металла, металлические чешуйки, остатки литейных стержней и комки формовочного песка. Формовочный песок с помощью описанного ниже устройства очищается описанным ниже способом от этих примесей для обеспечения повторного использования формовочного песка в очередном процессе литья. Таким образом, определяется замкнутый цикл для формовочного песка.
Формовочный песок с помощью первого ленточного транспортера 1 сначала доставляется на участок электромагнитного сепаратора 2, с помощью которого удаляются железосодержащие, или ферромагнитные, металлические включения, как, например, гвозди стержней и т.п., содержащиеся в формовочном песке. После этого формовочный песок, очищенный от железосодержащих примесей, с помощью транспортера 3, выполненного в данном случае в виде ковшового элеватора, подается на разделительное устройство, подробно описанное ниже, для разделения различных фракций формовочного песка по крупности частиц.
С помощью вибротранспортера 4 формовочный песок, поданный транспортером 3, доставляется к разделительному устройству 5, выполненному в виде многоступенчатого сита. Формовочный песок, доставленный в разделительное устройство 5, проходит несколько, в данном случае три, последовательно установленных сита с уменьшающимся диаметром отверстий, так что весь подведенный поток формовочного песка разделяется на четыре фракции различной крупности частиц. В данном случае частицы размером до 4 миллиметров, содержащиеся в формовочном песке, собираются в так называемую фракцию старого песка (обработанная смесь), в то время как частицы размером между 4 и 20 мм собираются в первую надрешетную фракцию, частицы с размером между 20 и 40 мм собираются во вторую надрешетную фракцию, а частицы размером свыше 40 мм - в третью надрешетную фракцию. Частицы первой надрешетной фракции транспортируются в первый промежуточный бункер 14а, частицы второй надрешетной фракции - во второй промежуточный бункер 14b, а частицы третьей надрешетной фракции - в третий промежуточный бункер 14с и поступают там вначале на промежуточное хранение. Разумеется, что указанные границы зерен выбираются переменными в зависимости от соответствующего процесса литья и использованного формовочного песка.
Частицы фракции старого песка (обработанной смеси) с помощью системы 6 подачи и качающегося желобкового транспортера 7 доставляются в первый бункер 10 и во второй бункер 11 для старого песка. Соотношение старого песка, доставляемого в первый и во второй бункеры 10 и 11 для старого песка, устанавливается с помощью направляющей перегородки 6а, устанавливаемой в системе 6 подачи. Система 6 подачи выполнена трубчатой и содержит входной патрубок, обращенный к разделительному устройству 5, через который старый песок из разделительного устройства может поступать в систему 6 подачи. Кроме того, система 6 подачи содержит два ответвляющихся друг от друга отрезка трубы, ведущие к первому бункеру 10 для старого песка и к качающемуся желобковому транспортеру 7, причем посредством направляющей перегородки 6а старый песок полностью или частично может направляться в соответствующие отрезки трубы.
Исходя из разделительного устройства 5, весь поток использованного формовочного песка делится на три различных частичных потока, как будет подробно показано ниже. При этом первый частичный поток образуется за счет части фракции старого песка, доставленной в первый бункер 10 для старого песка. Эта часть фракции старого песка содержит частицы малой крупности, причем, как правило, примеси содержатся также в виде частиц малой крупности, например металлические чешуйки. Однако поскольку пригодность для повторного использования главным образом зависит от получения при распределении как можно более мелких частиц, то часть фракции старого песка, доставленная в первый бункер 10 для старого песка, может быть подана на регенерацию 102 непосредственно. Это делается с помощью общего ленточного конвейера 12, изображенного на фиг.1 лишь схематически.
Второй частичный поток использованного формовочного песка образуется за счет части фракции старого песка, доставленной во второй бункер 11 для старого песка. Эта часть фракции старого песка подвергается очистке, для чего старый песок, проходящий через второй бункер 11 для старого песка, с помощью ленточного конвейера 13 подается на второй отделитель 21 для металлических включений цветных металлов. Второй отделитель 21 содержит транспортерную ленту 21а, на которой тонким слоем раскладывается вторая часть фракции старого песка. При движении транспортерной ленты 21а частицам фракции старого песка сообщается движение, благодаря которому они на участке концевого ролика 21b транспортерной ленты 21а сбрасываются с транспортерной ленты 21а и движутся по баллистической параболе. Электромагнит (не показан) создает на участке концевого ролика 21b электромагнитное поле, изменяющееся во времени и в пространстве, которое индуцирует в проходящих мимо металлосодержащих и тем самым проводящих компонентах вихревые токи. Эти вихревые токи, в свою очередь, по правилу Ленца создают электромагнитное поле, взаимодействующее с электромагнитным полем электромагнита, так что на металлосодержащие компоненты действуют дополнительные силы. Это приводит к изменению, а именно к большему отклонению траектории движения по сравнению с компонентами, не содержащими металлов, так что в изображении на фиг.1 металлосодержащие компоненты движутся на участке слева от перегородки 21с, а компоненты, не содержащие металлов, на участке справа от перегородки 21с. Перегородка 21с направляет металлосодержащие компоненты к месту 21d сбора для цветного металла с тем, чтобы позднее снова включить его в процесс литья. Компоненты, не содержащие металлов, перехватываются другим ленточным транспортером 22 и направляются на общий ленточный конвейер 12.
В результате взаимодействия первого частичного потока, движущегося через первый бункер 10 для старого песка, и второго частичного потока, движущегося через второй бункер 11 для старого песка, при каждом прохождении формовочного песка происходит частичная очистка старого песка от мелких металлических частиц цветных металлов. При этом доля старого песка, очищаемого при каждом прохождении в циркуляционном процессе, определяется соотношением его количеств, доставленных из первого и второго бункеров 10 и 11 для старого песка, и регулируется путем установки положения направляющей перегородки 6а системы 6 подачи.
Третий частичный поток образован за счет надрешетной фракции, доставленной в промежуточные бункеры 14а, 14b, 14c. Части надрешетной фракции, рассортированные по крупности частиц, посредством транспортерной ленты 15 и общей транспортерной ленты 16 могут быть доставлены к первому отделителю 17 металлических компонентов, содержащих цветные металлы. Промежуточные бункеры 14а, 14b, 14c имеют соответствующие закрывающиеся выпускные отверстия, так что частицы части надрешетной фракции и тем самым определенного класса крупности могут быть целенаправленно доставлены к первому отделителю 17. Каждому промежуточному бункеру 14а, 14b, 14c для определения уровня наполнения выделено измерительное устройство, причем устройство управления (не показано) в зависимости от уровня наполнения и скорости изменения уровня наполнения определяет, из какого из промежуточных бункеров 14а, 14b, 14c материал будет изъят и подан на первый отделитель 17. Первый отделитель 17 выполнен по аналогии со вторым отделителем 21, однако он имеет значительно большую пропускную способность, в данном случае 40 тонн в час, по сравнению с пропускной способностью второго отделителя 21 в объеме 12 тонн в час. В зависимости от класса крупности частиц подаваемого материала скорость транспортерной ленты 17а первого отделителя 17 и положение перегородки 17с являются регулируемыми, так что для каждого класса крупности частиц производится оптимальное разделение компонентов, не содержащих металлов, и металлосодержащих компонентов. При этом металлосодержащие компоненты доставляются к месту 17d сбора для цветного металла, а позднее снова включаются в процесс литья. Часть надрешетной фракции, очищенная от металлосодержащих компонентов, подается в дробилку 18, выполненную в виде центрифуги. В результате центрифугирования в дробилке 18 разрушаются комки песка, содержащиеся в надрешетной фракции, причем, однако, содержащиеся остатки стержней по существу не разламываются и, таким образом, сохраняются. Затем с помощью транспортерной ленты 19 размельченный формовочный песок и не размельченные остатки стержней передаются на участок сита 20 с мелкими отверстиями. Сито 20 с мелкими отверстиями имеет размеры отверстия в соответствии с классом крупности частиц старого песка и отделяет содержащиеся в формовочном песке остатки стержней от отдельных частиц формовочного песка. После этого полностью очищенный формовочный песок с помощью другой транспортерной ленты 23 доставляется к общему ленточному конвейеру 12, с помощью которого теперь весь формовочный песок включается в дальнейший циркуляционный процесс.
В данном случае были показаны способ и устройство для очистки использованного формовочного песка согласно изобретению, причем в описанном циркуляционном процессе предпринято разделение использованного формовочного песка на три частичных потока. При этом примерно 20-30% использованного формовочного песка приходятся на надрешетную фракцию и, соответственно, 80-70% - на фракцию старого песка (отработанную смесь). Из фракции старого песка примерно 15% доставляются во второй бункер 11 для старого песка и таким образом подвергаются очистке от мелкозернистых металлических компонентов. Разумеется, что это разделение может изменяться в соответствии с требованиями процесса литья. Кроме того, разумеется, что, по меньшей мере, в некоторые промежутки времени прохождение формовочного песка с использованием способа очистки может синхронно осуществляться также с помощью любой комбинации всего лишь двух из трех частичных потоков или даже одного из трех частичных потоков, т.е. по меньшей мере на какой-то промежуток времени отдельные частичные потоки могут быть заблокированы для прохождения формовочного песка. В частности, при простое какой-либо подключенной литейной установки прохождение может осуществляться только со стороны второго частичного потока, так что формовочный песок полностью очищается от мелких металлических включений, как, например, металлических чешуек.
Пример выполнения устройства согласно изобретению, показанный выше, включает промежуточные бункеры 14а, 14b, 14c, причем с помощью разделительного устройства 5 отделяются в общей сложности четыре фракции формовочного песка. Разумеется, что сообразно этому может быть создано большее или меньшее количество фракций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ КВАРЦЕВЫХ ПЕСКОВ | 2011 |
|
RU2486969C2 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ОБОГАЩЕНИЯ ФОРМОВОЧНЫХ ПЕСКОВ МЕТОДОМ ГИДРООТТИРКИ С ПОСЛЕДУЮЩЕЙ КЛАССИФИКАЦИЕЙ И СУХИМ ГРОХОЧЕНИЕМ | 2008 |
|
RU2403979C2 |
| СПОСОБ ПЕРЕРАБОТКИ БЫТОВЫХ ОТХОДОВ | 2002 |
|
RU2212284C1 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ СТЕКОЛЬНЫХ ПЕСКОВ ДЛЯ ПОЛУЧЕНИЯ КВАРЦЕВОГО КОНЦЕНТРАТА | 2010 |
|
RU2456101C1 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ КВАРЦЕВЫХ ПЕСКОВ ДЛЯ ПОЛУЧЕНИЯ СТЕКОЛЬНОГО КОНЦЕНТРАТА | 2009 |
|
RU2387491C1 |
| СПОСОБ ПЕРЕРАБОТКИ БЫТОВЫХ ОТХОДОВ | 2001 |
|
RU2209693C1 |
| УСТРОЙСТВО ДЛЯ ОБОГАЩЕНИЯ КВАРЦЕВОГО ПЕСКА | 2016 |
|
RU2628971C1 |
| Способ электродинамической и магнитной сепарации и устройство для его осуществления | 2020 |
|
RU2739980C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377324C2 |
| ПОТОЧНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПЕРЕРАБОТКЕ МЕТАЛЛОСОДЕРЖАЩЕЙ СМЕСИ РОССЫПНЫХ ПОРОД | 1994 |
|
RU2078616C1 |
Изобретение относится к литейному производству. Способ включает разделение формовочного песка на фракцию старого песка и надрешетную фракцию, выделение цветных металлов из надрешетной фракции, управление выделением цветных металлов и подачу формовочного песка надрешетной фракции на регенерацию. Рабочими параметрами для управления процессом выделения цветных металлов являются скорость транспортерной ленты, положение перегородки и расположение магнитных полюсов электромагнита отделителя. Обеспечивается надежное удаление неферромагнитных металлосодержащих примесей и повышенная пропускная способность. 3 н. и 15 з.п. ф-лы, 1 ил., 1 пр.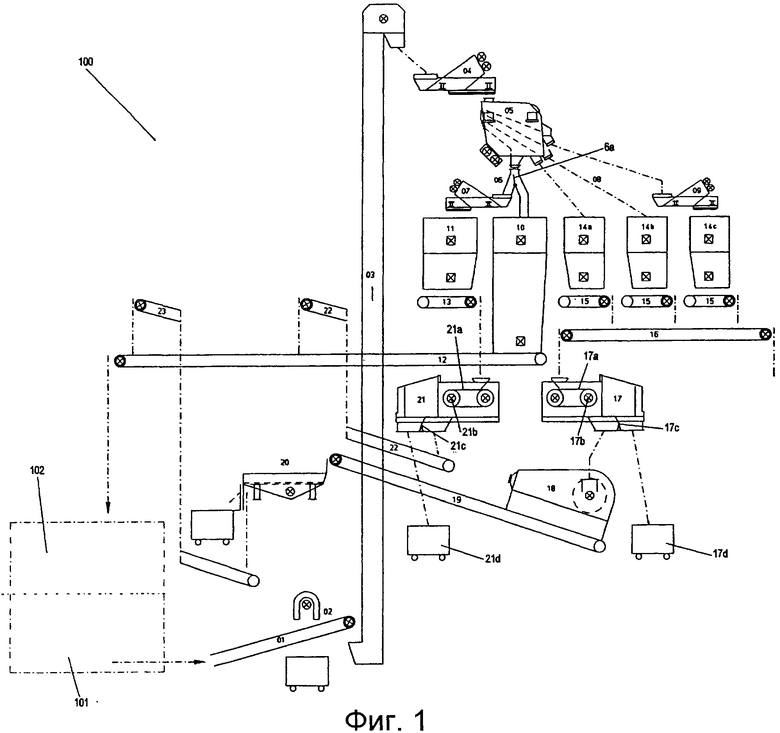
1. Способ очистки формовочного песка, использованного при литье цветных металлов, включающий разделение формовочного песка на фракции в соответствии с критерием крупности частиц, причем образуются, по меньшей мере, одна фракция старого песка с малой крупностью частиц и, по меньшей мере, одна надрешетная фракция с большей по сравнению с предыдущей крупностью частиц, выделение металлических компонентов из упомянутой, по меньшей мере, одной надрешетной фракции, причем выделение металлических компонентов из упомянутой, по меньшей мере, одной надрешетной фракции включает в себя выделение цветных металлов, управление выделением содержащих цветные металлы металлических компонентов из упомянутой, по меньшей мере, одной надрешетной фракции в зависимости от крупности частиц надрешетной фракции, причем рабочие параметры для управления процессом выделения цветных металлов выбирают из группы, включающей скорость транспортерной ленты, предусмотренной в отделителе, положение перегородки, предусмотренной в отделителе, и расположение магнитных полюсов электромагнита отделителя, и подачу формовочного песка, содержащегося, по меньшей мере, в одной надрешетной фракции, на регенерацию.
2. Способ по п.1, отличающийся тем, что разделение формовочного песка на фракции включает разделение на несколько надрешетных фракций с соответствующими отдельными диапазонами крупности частиц.
3. Способ по п.2, отличающийся тем, что выделение металлических компонентов для каждой из надрешетных фракций происходит по крайней мере преимущественно отдельно.
4. Способ по п.3, отличающийся тем, что для выделения металлических компонентов их приводят в движение относительно неметаллических компонентов и управляющие параметры, определяющие это относительное движение, устанавливают в зависимости от класса крупности частиц надрешетной фракции.
5. Способ по одному из пп.1-4, отличающийся тем, что подача формовочного песка, содержащегося в надрешетной фракции, на регенерацию включает размельчение комков песка и выделение остатков стержней.
6. Способ по п.1, отличающийся тем, что перед разделением формовочного песка на фракции происходит выделение железосодержащих металлических включений.
7. Способ по п.1, отличающийся тем, что формовочный песок, содержащийся во фракции старого песка, подается на регенерацию, причем из первой части фракции старого песка с помощью второго отделителя удаляются металлические компоненты, содержащие цветные металлы, причем вторая часть фракции старого песка подается на регенерацию непосредственно.
8. Способ по п.7, отличающийся тем, что подача формовочного песка, содержащегося во фракции старого песка, на регенерацию и выделение металлических компонентов, по меньшей мере, из одной надрешетной фракции происходят одновременно и параллельно, по меньшей мере, в связных промежутках времени.
9. Устройство для очистки, в частности, способом по одному из пп.1-8 формовочного песка, использованного при литье цветных металлов, содержащее разделительное устройство (5) для разделения формовочного песка по крупности частиц на фракцию старого песка и, по меньшей мере, на одну надрешетную фракцию и первый отделитель (17) для выделения металлических включений цветных металлов, по меньшей мере, из одной надрешетной фракции, при этом для управления рабочими параметрами первого отделителя (17) предусмотрено устройство управления, и рабочие параметры выбраны из группы, включающей скорость транспортерной ленты (17а), предусмотренной в отделителе (17), положение перегородки (17с), предусмотренной в отделителе (17), и расположение магнитных полюсов электромагнита отделителя (17) и промежуточные бункеры (14а, 14b, 14с) для промежуточного хранения надрешетных фракций соответствующих определенных классов крупности частиц.
10. Устройство по п.9, отличающееся тем, что, по меньшей мере, один промежуточный бункер (14а, 14b, 14с) снабжен измерительным устройством для регистрации соответствующего уровня наполнения.
11. Устройство по п.9, отличающееся тем, что разделительное устройство (5) выполнено в виде ситового устройства, по меньшей мере, с двумя последовательно проходимыми ситами.
12. Устройство по п.9, отличающееся тем, что предусмотрены, по меньшей мере, два бункера (10, 11) для размещения фракции старого песка, причем, в частности, соотношение загружаемых количеств старого песка, по меньшей мере, в два бункера (10, 11) для старого песка регулируется.
13. Устройство по п.12, отличающееся тем, что оно дополнительно содержит предназначенный для первого (11) из бункеров для старого песка второй отделитель (21) для выделения металлических компонентов, содержащих цветные металлы.
14. Устройство по п.9, отличающееся тем, что оно дополнительно содержит дробилку (18) для комкового формовочного песка, причем дробилка (18) последовательно подключена к первому отделителю (17).
15. Устройство по п.14, отличающееся тем, что оно дополнительно содержит устройство (20) для отделения остатков стержней, последовательно подключенное к дробилке (18).
16. Устройство по п.9, отличающееся тем, что предусмотрено общее переходное устройство для передачи очищенного формовочного песка фракции старого песка и надрешетной фракции.
17. Система отделения металлических включений цветных металлов, в частности, в устройстве по одному из пп.9-16, содержащая первый отделитель (17) для выделения цветных металлов из подаваемой фракции, при этом рабочие параметры первого отделителя (17) устанавливаются устройством управления в зависимости от подаваемой фракции, а рабочие параметры выбраны из группы, включающей скорость транспортерной ленты (17а), предусмотренной в отделителе (17), положение перегородки (17с), предусмотренной в отделителе (17), и расположение магнитных полюсов электромагнита отделителя (17).
18. Система по п.17, отличающаяся тем, что фракции могут быть заложены в соответствующие промежуточные бункеры (14а, 14b, 14с) и подача фракции в первый отделитель осуществляется в зависимости от их объема и изменения уровня наполнения промежуточных бункеров (14а, 14b, 14с).
| ШПЕКТОР А.А., СКОРНЯКОВ В.Н | |||
| Оборудование и технологии для регенерации песков из отработанных смесей литейных цехов крупносерийного и массового производства отливок / Обзор | |||
| - М.: НИИмаш, 1982 | |||
| Устройство для извлечения металла из твердых шлаков | 1981 |
|
SU1010229A2 |
| RU 2064359 C1, 27.07.1996 | |||
| DE 4100438 C1, 25.07.1991. | |||

