Предлагаемое изобретение относится к способу производства обогащенных кварцевых концентратов.
Существует большое количество различных способов получения кварцевых концентратов.
В частности, из уровня техники известен способ обогащения кварцевого песка (см. RU 2392068, опубл. 20.06.2010 г., кл. В07В 9/00), осуществляющийся на двух технологических линиях, одна из которых может работать по схеме сухого обогащения, а другая по схеме мокрого обогащения. По схеме сухого обогащения из приемного бункера сырье с помощью конвейера подают на сухое грохочение, надрешетный продукт подают на измельчение в валковую дробилку, измельченный продукт объединяют с подрешетным продуктом и совместный продукт посредством 2-х последовательных конвейеров подают в сушилку. При мокрой схеме вначале из премного бункера ленточным конвейером сырье подают на дизентеграцию и грохочение для отделения частиц крупнее 10 мм и получения пульпы, подаваемой на мокрую классификацию на грохот для разделения по классу крупности 3,0 мм, факцию +3,0 мм объединяют с надрешетным продуктом, полученным после бутары, и направляют в отвал.
Известное техническое решение является высокотехнологичным и позволяет получить стекольный концентрат высокого качества. К недостаткам известного решения можно отнести сложность технологических процессов и высокие затраты.
Наиболее близким аналогом предлагаемого технического решения является способ обогащения кварцевых песков, известный из RU 2387491, опубл. 27.04.2010 г, кл. В07В 9/00.
Известное решение включает загрузку кварцевого песка на первую стадию грохочения в приемные бункеры, оснащенные колосниковыми решетками для удаления комковых включений размером более 150 мм, подачу песка на вторую стадию грохочения, направление надрешетного продукта в отвал и подачу подрешетного продукта посредством ленточных конвейеров на сушку в сушильную барабанную установку и выделения фракции - 0,1 мм в готовый продукт - формовочный песок, последующую классификацию песков и подачу подрешетного продукта на две стадии магнитной сепарации для удаления магнитных включений из обрабатываемого песка и получение фракции, являющейся конечным продуктом. Данное техническое решение снижает затраты на производство готовой продукции, упрощает технологический процесс производства, однако, не позволяет получать кварцевый концентрат высокого качества, т.к. у полученных продуктов недостаточно высокая степень однородности, в частности, по гранулометрическому составу и по содержанию оксида железа.
Задачей предлагаемого технического решения является повышение производственной мощности, надежности при эксплуатации, упрощение технологического производства кварцевых концентратов и улучшение качества кварцевого концентрата путем повышения его однородности.
Указанная задача достигается тем, что способ сухого обогащения кварцевых песков для получения кварцевого концентрата включает загрузку кварцевого песка на первую стадию грохочения в приемные бункеры, оснащенные колосниковыми решетками для удаления комковых включений размером более 150 мм, подачу песка на вторую стадию грохочения, направление надрешетного продукта в отвал и подачу подрешетного продукта посредством ленточных конвейеров на сушку в сушильную барабанную установку и выделения фракции - 0,1 мм в готовый продукт - формовочный песок, последующую классификацию песков, подачу подрешетного продукта на две стадии магнитной сепарации для удаления магнитных включений из обрабатываемого песка и получение фракции, являющейся конечным продуктом, при этом песок из приемного бункера первой стадии грохочения с помощью электровибрационных питателей подается на два ленточных конвейера в два промежуточных бункера с распределителями питания, с которых исходное сырье влажностью 10-12 мас.% поступает на ленточный конвейер и подается на вибрационное сито на вторую стадию грохочения по классу 50 мм, где надрешетный продукт с помощью летночного конвейера направляется в накопительный штабель, а подрешетный продукт подается в сушильный барабан, после сушки осуществляют классификацию песка тремя стадиями, на первой стадии полученный песок с влажностью до 0,5 мас.% поступает на вибрационное сито по классу 4,0 мм, надрешетный продукт поступает в накопительный бункер, а подрешетный продукт подается в приемное устройство элеватора, с помощью которого продукт подается на конвейер и далее в расходный бункер, из которого продукт подают на вторую и третью стадии классификации, первый надрешетный продукт фракции (-4,0+0,8 мм), и второй надрешетный продукт фракции (-0,8+0,63 мм) подают в емкости различного объема, а подрешетный продукт фракции (-0,63+1 мм) с каждой сортировки раздельно подается на магнитные сепараторы для удаления сильномагнитных и слабомагнитных включений, при этом дополнительно проводят процесс вакуумной классификации по классу 0,16 мм путем удаления пылевоздушной смеси от основного технологического оборудования в местах подачи и выгрузки обрабатываемого просушенного продукта, вследствие чего происходит полное выделение и последующее улавливание системой двухступенчатой очистки фракции (-0,16+0,1 мм), являющейся готовым продуктом, после процесса вакуумной классификации фракция песка класса (-0,63+0,16 мм), являющаяся конечным продуктом, ленточными конвейерами подается в приемный бункер элеватора, транспортирующего его на конвейер, обеспечивающим поочередную загрузку продукта в емкости.
По одному из предпочтительных вариантов исполнения изобретения расходный бункер сушильного барабана может быть выполнен с возможностью постоянства и равномерности загрузки в него сырья.
В частном варианте выполнения изобретения второй надрешетный продукт фракции (-0,8+0,63 мм) подают в емкости различного объема, выполненные цилиндрической формы с коническим днищем.
По одному из частных вариантов изобретения емкости, в которые поступает конечная продукция по классу (-0,63+0,16 мм) могут быть выполнены цилиндрической формы с коническим днищем, а сами емкости могут выполняться с возможностью регулировки сортировки продукции по соответствующим маркам.
Осуществление подачи песка из приемного бункера первой стадии грохочения с помощью электровибрационных питателей на два ленточных конвейера в два промежуточных бункера с распределителями питания, с которых исходное сырье влажностью 10-12 мас.% поступает на ленточный конвейер и подается на вибрационное сито на вторую стадию грохочения обеспечивает повышение надежности производства и повышение качества продукции, кроме того, при наличии естественной влаги в сырье примерно от 10 до 12% пыль практически не выделяется, а следовательно, не затрудняется работа и обслуживание линии по обогащению кварцевого песка.
Операция грохочения по второму классу 50 мм исходного сырья по отделению камней (включений) с размерами более 50 мм осуществляется на нестандартном оборудовании - вибрационном сите с размером ячеек 50×50 мм. Использование на данной стадии производства нестандартного сита размером 50×50 мм является оптимальным для надежной с высокой производительностью работы линии для обогащения песка. Экспериментально установлено, что использование на данной стадии сита меньшего размера приводит к повреждению ленты конвейера ввиду попадания на нее тяжелых крупногабаритных кусков, кроме того, на последующей стадии происходило чрезмерное высушивание продукта, а использование на данной стадии сита большего размера не позволяет на следующей стадии должным образом просушивать продукт.
Сушка песка осуществляется в сушильной установке барабанного типа БН 2,8 - 16НУ-03/01. Учитывая технические характеристики сушильной установки и качественные характеристики исходного сырья, к установке принята одна сушильная установка, обеспечивающая требуемую производительность по исходному питанию 80 т/ч.
Производительность системы очистки пылегазовоздушной смеси от пыли рассчитывалась на основании параметров работы сушильной установки и поэтому полностью соответствует установленной производительности линии обогащения 80 т/ч по исходному сырью.
Класс -0,1+0 мм является готовой продукцией и по мере формирования партии отправляется потребителям.
Операция I-й классификации по удалению крупнозернистых камней (включений) с размерами частиц более 4 мм из песчаного материала после сушки в сушильном барабане осуществляется на нестандартном вибрационном сите с размером ячеек 4×4 мм. II-ая и III-ая стадии классификации песков после сушки предназначены для разделения песка на три класса крупности: пески фракционированные классов (-4,0+0,8 мм) и (-0,8+0,63 мм); рабочую фракцию кварцевого песка класса -0,63+0,1 мм. Операция осуществляется на двухдечной инерционной сортировке С-2-2000, на которой установлены два сита с размерами ячеек 0,85 и 0,65 мм.
Проведенные испытания показали, что использование на данных стадиях сит размером 4,0×4,0 мм, 0,85×0,85 и 0,65×0,65 - является оптимальными для получения готовой определенной продукции высокого качества, соответствующей всем требованиям. При использовании сит с иными размерами и характеристиками полученный фракционированный песок не соответствовал необходимым требованиям ГОСТ по размеру фракций и качеству. Кроме того, при попадании песка иного размера фракции на стадию вакуумной классификации должного эффекта отсоса пылегазовоздушной смеси не происходит.
1-ая стадия магнитной сепарации сухих кварцевых песков рабочей фракции (-0,63+0,1 мм) проводится на промышленных сепараторах марок СМБМ 335×800, предназначенных для извлечения ферромагнитных (сильномагнитных) примесей с определенными свойствами из направленного потока различных сыпучих материалов.
II-ая стадия магнитной сепарации является основным технологическим процессом обогащения кварцевого песка рабочей фракции -0,63+0,1 мм и проводится на промышленных сепараторах марок СМВИ 2М, предназначенных для сухого магнитного обогащения кварцевого песка крупностью питания 0,1-3 мм с определенными свойствами. Работа сепаратора основана на принципе извлечения слабомагнитных (парамагнитных) частиц из сухих сыпучих материалов с помощью сильного магнитного поля, создаваемого системой из постоянных магнитов.
Вакуумная классификация проводится с целью улучшения качества кварцевого концентрата - повышения его однородности по гранулометрическому составу и снижения содержания оксида железа и предназначена для разделения песка рабочей фракции -0,63+0,1 мм на два класса крупности: продуктивную фракцию -0,63+0,16 мм, являющуюся обогащенным кварцевым концентратом и фракцию -0,16+0,1 мм (кварцевую пыль). Процесс вакуумной классификации производится параллельно проведению II-ой и III-ей стадий классификации, и затем продолжается при процессе обогащения рабочей фракции песка на стадиях магнитной сепарации.
Приведенные выше признаки, характеризующие предлагаемое изобретение, при которых проводилась реализация способа сухого обогащения кварцевых песков для получения кварцевого концентрата, являются существенными и достаточными для достижения указанного технического результата, заключающегося в повышении производственной мощности, надежности при эксплуатации, упрощении технологического производства кварцевых концентратов и улучшения качества кварцевого концентрата.
На чертеже представлена технологическая схема сухого обогащения кварцевого песка.
Исходным сырьем для линии сухого обогащения являются добытые сухим способом пески Ташлинского месторождения.
Ряд исследований показали, что исходный песок представлен среднезернистым материалом со следующим содержанием основных оксидов; SiO2 95,0-99,0% и Fe2O3 0,03-0,3% и низким содержанием других оксидов, причем содержание п.п.п. весьма незначительное. Основные примеси в пробах песка распределены довольно равномерно. Использование основной операции обогащения - магнитной сепарации, позволило из исходного сырья с содержанием 0,03-0,10 мас.% Fe2O3 получить концентраты с содержанием Fe2O3 0,015-0,05 мас.%.
Проектная производительность линия составляет 633,60 тыс.т в год по исходному сырью (80,0 т в час).
На линии предусматривается получение товарной продукции для производства стекла, соответствующей различным маркам песка.
Предлагаемый способ реализуется следующим образом.
Кварцевые пески, добытые открытым способом, из карьера, автосамосвалами привозятся и выгружаются в два приемных бункера действующего производства.
Приемные бункеры емкостью V=35 м3 каждый оснащены неподвижными колосниковыми решетками (1-ая стадия грохочения) для удаления комковых включений размером более 150 мм.
Из приемных бункеров пески электровибрационными питателями ПВЭ-0.6/1.6 подаются двумя параллельно расположенными ленточными конвейерами в два промежуточных бункера с распределителями питания на линию сухого обогащения кварцевого песка в соответствии с ее установленной производительностью.
С распределителей питания исходное сырье, влажностью 10-12 мас.%, поступает на ленточный конвейер и подается на вибрационное сито на II-ую стадию грохочения по классу 50 мм. Надрешетный продукт (+50 мм) с помощью ленточного конвейера направляется в накопительный штабель и затем вывозится в отвал на рекультивацию карьера. Подрешетный продукт (-50 мм), двумя последовательно установленными ленточными конвейерами, подается на сушку в сушильную барабанную установку БЫ 2.8-16НУ. Расходный бункер сушильного барабана обеспечивает постоянную и равномерную загрузку сушильного агрегата.
Установленная сушилка БН 2.8-16НУ работает в комплекте с групповыми циклонами, рукавным фильтром и дымососом, обеспечивающими необходимые технологические параметры процесса и требования безопасности и охраны окружающей среды.
Для обеспечения бесперебойной работы сушильного барабана служит установка резервного электропитания - дизель-генератор AKSA AJD 275.
Регенерацию рукавного фильтра от улавливаемой кварцевой пыли в автоматическом режиме обеспечивает стационарный винтовой компрессор U-45/8.6-1.
Кварцевая пыль фракции -0.1 мм, уловленная из отходящих газов сушильного агрегата двухступенчатой системой пылеулавливания, выводится из процесса в накопительный бункер и является готовым (товарным) продуктом - формовочным песком марки 2К2O2O1.
После сушки полученные пески с влажностью до 0,5 мас.% по направленной течке поступают на вибрационное сито на I-ую стадию классификации по классу 4.0 мм. Надрешетный продукт (+4,0 мм) при помощи ленточного конвейера поступает в накопительный бункер для последующей отгрузки потребителю на строительные цели или рекультивацию карьера. Подрешетный продукт (-4,0 мм) по направленной течке подается в приемное устройство ленточного ковшового элеватора ЭЛГ-400, посредством которого он подается на ленточный конвейер и затем в расходный бункер V=11 м3.
Из расходного бункера материал по двум распределительным устройствам равномерно подается на II-ую и III-ю стадии классификации на две двухдечные сортировки С-2-2000, оснащенные инерционными приводами.
Первый надрешетный продукт фракции -4.0+0.8 мм (промпродукт 1) с помощью направленной течки поступает в силос объемом V=20 м3. Второй надрешетный продукт фракции -0.8+0.63 мм (промпродукт 2) ленточным конвейером направляется в силос объемом V=50 м3. Полученные в результате обработки промпродукты 1 и 2 являются готовой (товарной) продукцией и по мере накопления силосов отгружаются потребителю.
Подрешетный продукт фракции -0.63+0.1 мм, с каждой сортировки раздельно, по направленным течкам подается на магнитные сепараторы СМБМ 335×800 (I-ую стадию магнитной сепарации) для удаления сильномагнитных включений. Магнитная фракция (отход) поступает на ленточный конвейер и выводится в бункер для магнитных материалов.
После I-й стадии магнитной сепарации песок поступает в два независимых распределителя питания, из которых обеспечивается равномерная подача обрабатываемого продукта на магнитные сепараторы типа СМВИ 2М (II-ую стадию магнитной сепарации), являющуюся основным процессом обогащения для удаления слабомагнитных включений. Магнитная фракция (отход) с помощью ленточных конвейеров направляется в бункеры для магнитных материалов, получаемых в результате обогащения кварцевого песка. По мере накопления бункеров материал вывозится в отвал на рекультивацию карьера.
В технологической схеме используется процесс вакуумной классификации IV по классу -0,16 мм, осуществляемой двумя установками ВРП 115-45-5.1. За счет удаления пылевоздушной смеси в количестве от основного технологического оборудования в местах подачи и выгрузки обрабатываемого просушенного продукта происходит практически полное выделение и последующее улавливание системой двухступенчатой очистки фракции -0.16+0.1 мм. Кварцевая пыль фракции -0.16+0.1 мм является готовым продуктом и по мере формирования партии отгружается потребителю как формовочный песок марки 2К2O2O16 или песок II-го класса «тонкий и очень тонкий» для производства строительных смесей.
После процесса вакуумной классификации IV, фракция песка класса -0.63+0.16 мм, являющаяся конечным продуктом - обогащенным фракционированным кварцевым концентратом. Он двумя последовательными ленточными конвейерами подается в приемный бункер ковшового элеватора, который транспортирует его на ленточный конвейер с плужковым распределителем, обеспечивающим поочередную загрузку 4-х силосов емкостью V=800 м3 каждый, с возможностью регулирования продукции по соответствующим маркам.
Из силосных складов обогащенный фракционированный кварцевый концентрат отгружается потребителям в вагонах закрытого типа. Регулирование загрузки производится при помощи расходомеров «Лотос».
Для обеспечения широкого спектра потребителей готовой продукцией в различных объемах и упаковке силосные банки дополнительно оборудованы направленными течками с затворами, по которым кварцевый концентрат подается последовательно тремя ленточными конвейерами в два бункера, емкостью V=5 м3 каждый. Один из бункеров оборудован установкой для затаривания продукции в мягкие контейнеры типа биг-бэг, второй - для загрузки автомобильного транспорта закрытого типа.
Для взвешивания отгружаемой продукции установлены автомобильные весы ВА-80-24-4. Для контроля отправки готовой продукции ж/д транспортом используются железнодорожные весы Q=150 тн.
Для оперативного ведения процесса предусмотрена громкоговорящая связь, звуковая сигнализация и частичная автоматизация технологических процессов. Контроль и управление основным технологическим оборудованием, осуществляется из помещения операторной производственной линии обогащения.
Результаты проведенных испытаний по определению химического и гранулометрического состава готовой продукции представлены ниже.
Результаты проведенных испытаний по определению химического состава готовой продукции приведены в таблице [1].
Количество зерен песка крупнее 0,8 мм - выявлено не более 0,3%.
Количество зерен песка мельче 0,1 мм - выявлено не более 3%.
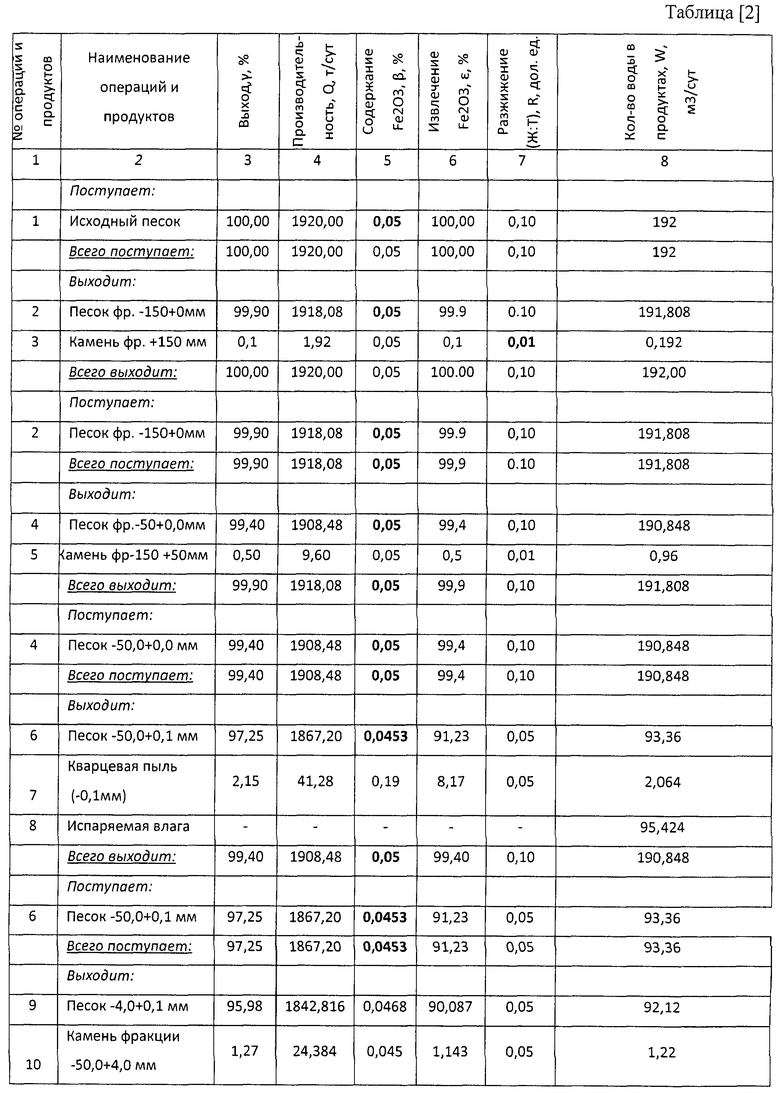
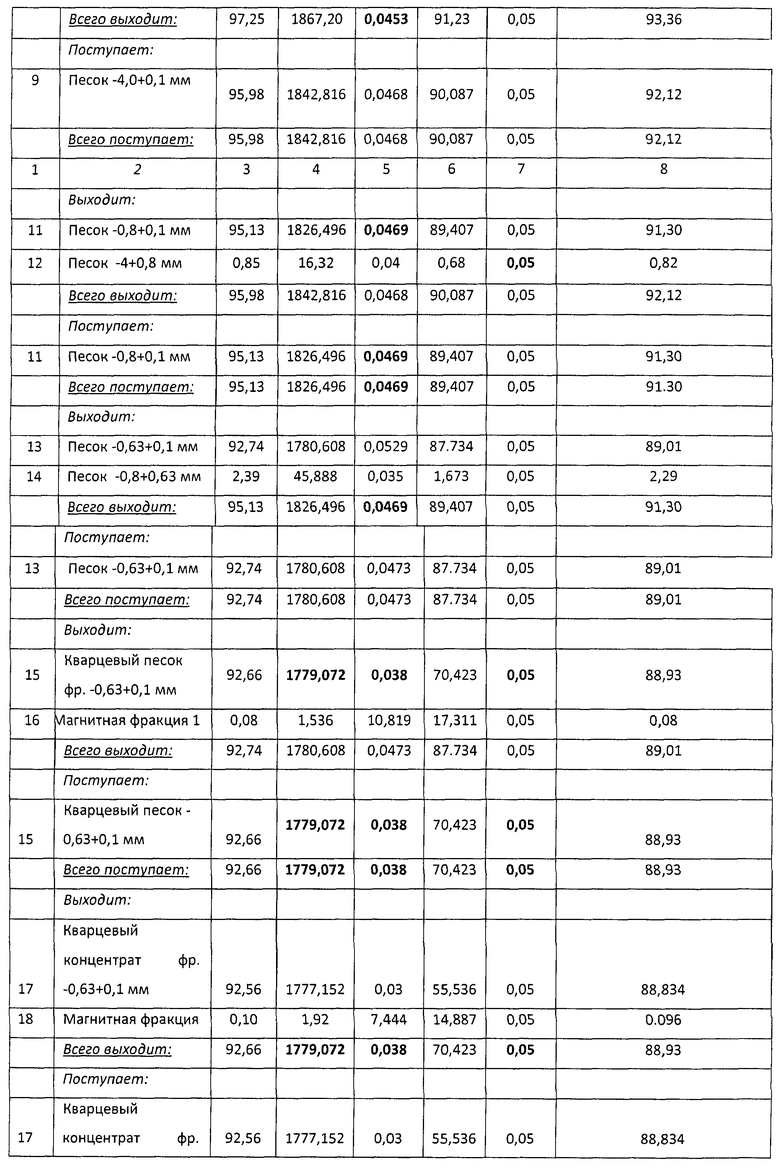
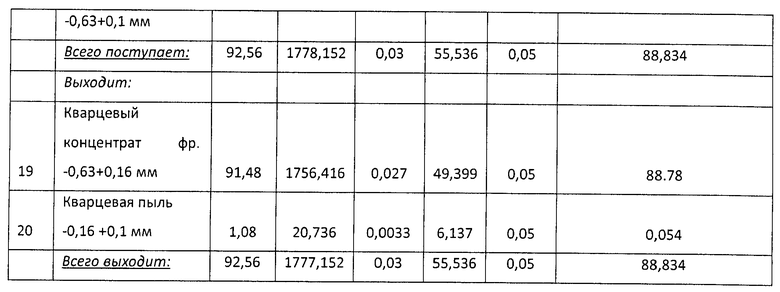
Расчет качественно-количественной схемы представлен в таблице [2].
Полученные продукты соответствуют требованиям ГОСТ и могут найти широкое применение в промышленности, в частности могут быть использованы в производстве оконного стекла, бесцветной тары и других стеклоизделий, требующих высокой чистоты сырьевых материалов для получения светопрозрачной стекломассы.
Кроме того, обогащенный песок соответствует требованиям производства строительных смесей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ СТЕКОЛЬНЫХ ПЕСКОВ ДЛЯ ПОЛУЧЕНИЯ КВАРЦЕВОГО КОНЦЕНТРАТА | 2010 |
|
RU2456101C1 |
| СПОСОБ ОБОГАЩЕНИЯ КВАРЦЕВЫХ ПЕСКОВ ДЛЯ ПОЛУЧЕНИЯ СТЕКОЛЬНОГО КОНЦЕНТРАТА | 2009 |
|
RU2392068C1 |
| СУХОЙ СПОСОБ ПОЛУЧЕНИЯ СТЕКОЛЬНОГО КВАРЦЕВОГО КОНЦЕНТРАТА | 2013 |
|
RU2555720C2 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ КВАРЦЕВЫХ ПЕСКОВ ДЛЯ ПОЛУЧЕНИЯ СТЕКОЛЬНОГО КОНЦЕНТРАТА | 2009 |
|
RU2387491C1 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ КВАРЦЕВЫХ ПЕСКОВ | 2013 |
|
RU2535547C2 |
| УСТРОЙСТВО ДЛЯ ОБОГАЩЕНИЯ КВАРЦЕВОГО ПЕСКА | 2016 |
|
RU2628971C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377324C2 |
| СПОСОБ ДОВОДКИ КОНЦЕНТРАТОВ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2020 |
|
RU2750896C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ СУХОГО ОБОГАЩЕНИЯ ДОЛОМИТА | 2016 |
|
RU2625138C1 |
| Способ обогащения полевошпатовых руд | 2023 |
|
RU2812970C1 |
Изобретение относится к способу производства обогащенных кварцевых концентратов. Способ сухого обогащения кварцевых песков для получения кварцевого концентрата включает загрузку кварцевого песка на первую стадию грохочения в приемные бункеры с колосниковыми решетками для удаления комковых включений размером более 150 мм. Песок из приемных бункеров с помощью электровибрационных питателей подают на два ленточных конвейера в два промежуточных бункера с распределителями питания, с которых исходное сырье влажностью 10-12 мас.% поступает на ленточный конвейер и подается на вибрационное сито на вторую стадию грохочения по классу 50 мм. Надрешетный продукт с помощью ленточного конвейера направляется в накопительный штабель, а подрешетный продукт подается в сушильный барабан. После сушки осуществляют классификацию песка тремя стадиями, на первой стадии полученный песок с влажностью до 0,5 мас.% поступает на вибрационное сито по классу 4,0 мм. Надрешетный продукт поступает в накопительный бункер, а подрешетный продукт подается в приемное устройство элеватора, с помощью которого продукт подается на конвейер и далее в расходный бункер, из которого продукт подают на вторую и третью стадии классификации. Первый надрешетный продукт фракции (-4,0+0,8 мм), и второй надрешетный продукт фракции (-0,8+0,63 мм) подают в емкости различного объема, а подрешетный продукт фракции (-0,63+1 мм) с каждой сортировки раздельно подается на магнитные сепараторы для удаления сильномагнитных и слабомагнитных включений. Дополнительно проводят процесс вакуумной классификации по классу 0,16 мм путем удаления пылевоздушной смеси от основного технологического оборудования в местах подачи и выгрузки обрабатываемого просушенного продукта, вследствие чего происходит полное выделение и последующее улавливание системой двухступенчатой очистки фракции (-0,16+0,1 мм), являющейся готовым продуктом. После процесса вакуумной классификации фракция песка класса (-0,63+0,16 мм), являющаяся конечным продуктом, ленточными конвейерами подается в приемный бункер элеватора, транспортирующего его на конвейер, обеспечивающий поочередную загрузку продукта в емкости. Технический результат - улучшение качества кварцевого концентрата путем повышения его однородности и упрощение технологического производства кварцевых концентратов, а также повышение производственной мощности. 4 з.п. ф-лы, 1 ил., 2 табл.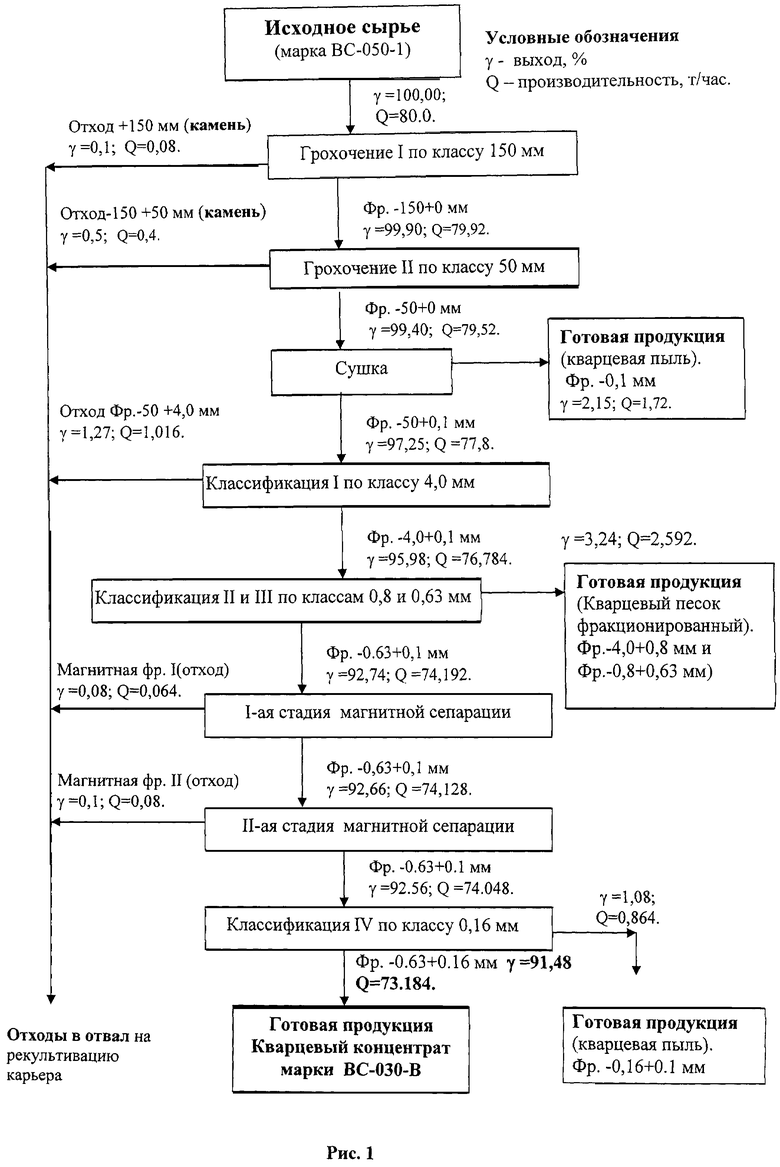
1. Способ сухого обогащения кварцевых песков для получения кварцевого концентрата, включающий загрузку кварцевого песка на первую стадию грохочения в приемные бункера, оснащенные колосниковыми решетками для удаления комковых включений размером более 150 мм, подачу песка на вторую стадию грохочения, направление надрешетного продукта в отвал и подачу подрешетного продукта посредством ленточных конвейеров на сушку в сушильную барабанную установку и выделение фракции -0,1 мм в готовый продукт - формовочный песок, последующую классификацию песков, подачу подрешетного продукта на две стадии магнитной сепарации для удаления магнитных включений из обрабатываемого песка и получение фракции, являющейся конечным продуктом, отличающийся тем, что песок из приемных бункеров первой стадии грохочения с помощью электровибрационных питателей подается на два ленточных конвейера в два промежуточных бункера с распределителями питания, с которых исходное сырье влажностью 10-12 мас.% поступает на ленточный конвейер и подается на вибрационное сито на вторую стадию грохочения по классу 50 мм, где надрешетный продукт с помощью летночного конвейера направляется в накопительный штабель, а подрешетный продукт подается в сушильный барабан, после сушки осуществляют классификацию песка тремя стадиями, на первой стадии полученный песок с влажностью до 0,5 мас.% поступает на вибрационное сито по классу 4,0 мм, надрешетный продукт поступает в накопительный бункер, а подрешетный продукт подается в приемное устройство элеватора, с помощью которого продукт подается на конвейер и далее в расходный бункер, из которого продукт подают на вторую и третью стадии классификации, первый надрешетный продукт фракции (-4,0+0,8 мм) и второй надрешетный продукт фракции (-0,8+0,63 мм) подают в емкости различного объема, а подрешетный продукт фракции (-0,63+1 мм) с каждой сортировки раздельно подается на магнитные сепараторы для удаления сильномагнитных и слабомагнитных включений, при этом дополнительно проводят процесс вакуумной классификации по классу 0,16 мм путем удаления пылевоздушной смеси от основного технологического оборудования в местах подачи и выгрузки обрабатываемого просушенного продукта, вследствие чего происходит полное выделение и последующее улавливание системой двухступенчатой очистки фракции (-0,16+0,1 мм), являющейся готовым продуктом, после процесса вакуумной классификации фракция песка класса (-0,63+0,16 мм), являющаяся конечным продуктом, ленточными конвейерами подается в приемный бункер элеватора, транспортирующего его на конвейер, обеспечивающий поочередную загрузку продукта в емкости.
2. Способ сухого обогащения по п.1, отличающийся тем, что расходный бункер сушильного барабана выполнен с возможностью постоянства и равномерности загрузки в него сырья.
3. Способ сухого обогащения по п.1, отличающийся тем, что второй надрешетный продукт фракции (-0,8+0,63 мм) подают в емкости различного объема, выполненные цилиндрической формы с коническим днищем.
4. Способ сухого обогащения по п.1, отличающийся тем, что емкости, в которые поступает конечная продукция по классу (-0,63+0,16 мм) выполнены цилиндрической формы с коническим днищем.
5. Способ сухого обогащения по п.4, отличающийся тем, что емкости выполнены с возможностью регулировки сортировки продукции по соответствующим маркам.
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ КВАРЦЕВЫХ ПЕСКОВ ДЛЯ ПОЛУЧЕНИЯ СТЕКОЛЬНОГО КОНЦЕНТРАТА | 2009 |
|
RU2387491C1 |
| Технологический комплекс для воздушно-сухого обогащения сыпучих материалов | 1985 |
|
SU1752451A1 |
| СПОСОБ ОЧИСТКИ И ВОЗДУШНО-СУХОГО ОБОГАЩЕНИЯ КВАРЦЕВОГО ПЕСКА И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ОЧИСТКИ И ДИНАМИЧЕСКОГО ВОЗДУШНО-СУХОГО ОБОГАЩЕНИЯ ЗЕРНИСТОГО СЫПУЧЕГО МАТЕРИАЛА | 2006 |
|
RU2331486C2 |
| СПОСОБ ОБОГАЩЕНИЯ КВАРЦЕВЫХ ПЕСКОВ ДЛЯ ПОЛУЧЕНИЯ СТЕКОЛЬНОГО КОНЦЕНТРАТА | 2009 |
|
RU2392068C1 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ РУДНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2381079C1 |
| Конвейерная лента | 1974 |
|
SU514754A1 |
| РЕВНИВЦЕВ В.И | |||
| Обогащение полевых шпатов и кварца | |||
| - М.: Недра, 1970, с.106-117. | |||

