Изобретение относится к технологии машиностроения, в частности к обработке поверхностей цилиндрических отверстий стальных заготовок поверхностным пластическим деформированием.
Известные инструменты для накатывания внутренних поверхностей вращения жесткими деформиругацими элементами позволяют получать при окончательной обработке внутренних поверхностей вращения толстостенных заготовок из стали параметр шероховатости Ra=0,8…0,1 мкм [I] (C.402). Изготовить поверхность с Ra<0,1 мкм данными инструментами невозможно.
Известен также инструмент, реализующий центробежную пневмовибродинамическую обработку внутренних поверхностей вращения заготовок из нетермообработанных сталей, согласно способу обработки по [2], поверхность деформирующих элементов у которого имеет параметр шероховатости Ra≤0,08 мкм.
Указанный инструмент позволяет получать на обрабатываемой поверхности параметр шероховатости Ra=0,06…0,08 мкм, но перед использованием требует обязательного предварительного накатывания поверхности жесткими деформирующими элементами, что в условиях массового производства малоприемлемо из-за снижения производительности обработки, например, гильз гидроцилиндров. Инструмент, совмещающий в себе предварительное накатывание жесткими деформирующими элементами и центробежную пневмовибродинамическую обработку малоэффективен для массового производства по той же причине снижения производительности обработки, так как пневмовибродинамическая обработка в данном случае существенно менее производительна, чем накатывание жесткими деформирующими элементами.
Наиболее близким по технической сущности и достигаемому результату к изобретению является инструмент для накатывания внутренних поверхностей вращения, содержащий корпус с установленными на нем опорным конусом и сепаратором, в сепараторе размещены деформирующие элементы, рабочая поверхность которых находится в постоянном контакте с рабочей поверхностью опорного конуса [3].
Рассматриваемый инструмент, как и все прочие инструменты для накатывания внутренних поверхностей вращения жесткими деформирующими элементами, не способен обеспечить получение на обрабатываемой поверхности параметра шероховатости Ra<0,1 мкм вследствие того, что при изготовлении деформирующих элементов и опорного конуса их рабочие поверхности обрабатывают с параметром шероховатости Ra≥0,1 мкм или, обычно, Ra=0,2…0,4 мкм [I] (c.392). В процессе накатывания обрабатываемой поверхности, твердость которой несравненно меньше твердости рабочей поверхности деформирующих элементов, обрабатываемая поверхность приобретает шероховатость, близкую к шероховатости рабочей поверхности деформирующих элементов. Имеет место так называемая технологическая наследственность.
Задачей настоящего изобретения является обеспечение получения на обрабатываемой поверхности параметра шероховатости Ra менее 0,1 мкм с продолжительностью, достаточной для использования инструмента в массовом производстве.
Поставленная задача решается тем, что в известном инструменте для накатывания внутренних поверхностей вращения, содержащем корпус с установленными на нем опорным конусом и сепаратором, в сепараторе размещены деформирующие элементы, рабочая поверхность которых находится в постоянном контакте с рабочей поверхностью опорного конуса, согласно изобретению, параметр шероховатости Ra рабочих поверхностей деформирующих элементов и опорного конуса не превышает 0,08 мкм.
Заявляемый инструмент позволяет длительно обеспечивать на обрабатываемой поверхности параметр шероховатости Ra<0,1 мкм, в отличие от инструмента, у которого лишь рабочая поверхность деформирующих элементов имеет параметр шероховатости Ra≤0,08 мкм, а рабочая поверхность опорного конуса имеет параметр шероховатости Ra=0,2…0,4 мкм. Обусловлено это относительно быстрой прирабатываемостью рабочих поверхностей деформирующих элементов и опорного конуса инструмента, твердость материалов которых, как правило, идентична, и приобретением ими значений параметра шероховатости 0,1<Ra<0,2 мкм, что неприемлемо для получения на обрабатываемой поверхности параметра шероховатости Ra<0,1 мкм в массовом производстве по причине крайней нежелательности частой замены в инструменте деформирующих элементов.
На фигуре изображен инструмент в сечении вдоль оси.
Основными деталями предлагаемого инструмента являются корпус I с установленными на нем опорным конусом 2, имеющим параметр шероховатости рабочей поверхности Ra≤0,08 мкм, и сепаратором 3, в сепараторе размещены деформирующие элементы 4 с параметром шероховатости их рабочей поверхности Ra≤0,08 мкм. Сепаратор установлен с возможностью вращения вокруг собственной оси. Инструментом обрабатывают поверхность отверстия в заготовке 5.
Инструмент работает следующим образом.
Инструмент крепят посредством переходной втулки в борштанге станка, предназначенного для глубокого сверления, и подводят к обрабатываемой поверхности отверстия заготовки 5, установленной на станке в патроне, и сообщают заготовке вращение, а инструменту поступательное перемещение вдоль оси отверстия заготовки. Под действием силы трения, возникающей при соприкосновении деформирующих элементов 4 и обрабатываемой поверхности, которые взаимно установлены с натягом, сепаратор 3 с деформирующими элементами 4 начинают вращаться вокруг собственных осей. В процессе накатывания в зону обработки подают смазывающе-охлаждающую жидкость.
При использовании инструмента с деформирующими элементами, рабочая поверхность которых имеет параметр шероховатости Ra=0,03…0,04 мкм, и опорным конусом, рабочая поверхность которого имеет параметр шероховатости Ra=0,05…0,06 мкм, на обрабатываемой поверхности достигается параметр шероховатости Ra=0,04…0,05 мкм за один ход инструмента достаточное по продолжительности время, пригодное для использования инструмента в массовом производстве гильз гидроцилиндров из нетермообработанных сталей.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Косилова А.Г. Справочник технолога-машиностроителя: Справ. / Ю.А.Абрамов, В.Н.Андреев, Б.И.Горбунов и др.; Под ред. А.Г.Косиловой и Р.К.Мещерякова. В 2-х т. Т.2. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. - 496 с.: ил.
2. Пат. 2244619 РФ, МПК 7 В24В 39/02. Способ обработки внутренних поверхностей вращения заготовок из сталей без термообработки / А.П.Минаков, O.В.Ящук, И.Д.Камчицкая и др. (РБ). - №2004102354/02; Заявлено 27.01.04; Опубл. 20.01.05, Бюл. №2. - 3 с.
3. Рыковский Б.П., Смирнов В.А., Щетинин Г.М. Местное упрочнение деталей поверхностным наклепом.- М.: Машиностроение, 1985. - 152 с., ил., с.87.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ НЕЖЕСТКИХ ЗАГОТОВОК ИЗ СТАЛЕЙ БЕЗ ТЕРМОУЛУЧШЕНИЯ | 2000 |
|
RU2207241C2 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ЗАГОТОВОК ИЗ СТАЛЕЙ БЕЗ ТЕРМООБРАБОТКИ | 2004 |
|
RU2244619C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГИЛЬЗЫ ЦИЛИНДРА | 2001 |
|
RU2226146C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2364491C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2364490C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ АЛМАЗОАБРАЗИВНОЙ И ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2333093C1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ АЛМАЗОАБРАЗИВНОЙ И ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2333092C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2005 |
|
RU2298468C1 |
Изобретение относится к технологии машиностроения, в частности к обработке отверстий деталей. Инструмент содержит корпус с установленными на нем опорным конусом и сепаратором с размещенными в нем деформирующими элементами. Деформирующие элементы контактируют с опорным конусом. Рабочие поверхности деформирующих элементов и опорного конуса имеют параметр шероховатости Ra, не превышающий 0,08 мкм. В результате обеспечивается получение на поверхности детали шероховатости Ra<0,1 мкм за один проход инструмента. 1 ил.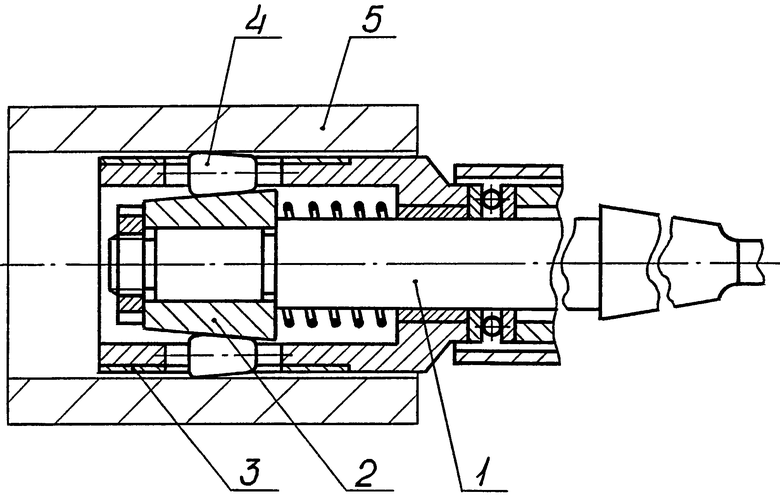
Инструмент для накатывания внутренних поверхностей вращения, содержащий корпус с установленными на нем опорным конусом и сепаратором с размещенными в нем деформирующими элементами, рабочая поверхность которых имеет постоянный контакт с рабочей поверхностью опорного конуса, отличающийся тем, что рабочие поверхности деформирующих элементов и опорного конуса имеют параметр шероховатости Ra, не превышающий 0,08 мкм.
| ИНСТРУМЕНТ ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2047472C1 |
| Устройство для обработки деталей поверхностным пластическим деформированием | 1981 |
|
SU984836A2 |
| Устройство для отделочно-упрочняющей обработки | 1990 |
|
SU1764970A1 |
| Переключатель линии молокопровода | 1987 |
|
SU1445669A1 |

