Изобретение относится к полимерным композициям для изготовления пористых высокоэластичных абразивных и алмазных инструментов, предназначенных для зачистки, полирования стальных лент, листов и изделий из цветных металлов.
По авт.св. №1016338 для изготовления пористого абразивного инструмента предложены следующие компоненты, мас.ч.:
Шероховатость поверхности деталей из стали марки 4Х13 после обработки составляет от 0,08 до 0,32 мкм, а для печатных плат, фольгированных электротехнической медью. от 0,12 до 0,63 мкм.
По авт.св. №821471 предлагается полимерная пресс-композиция, содержащая эпоксидно-новолачный блоксополимер, абразивный наполнитель и волокнистый наполнитель при следующем соотношении компонентов, мас.ч.:
Абразивный инструмент на ее основе при рабочей скорости инструмента 80 м/с позволяет получить шероховатость поверхности после обработки от 0,118 до 0,220 мкм.
Наиболее близким к изобретению техническим решением является композиция по авт.св. №1390008. Предлагается полимерная композиция, содержащая эпоксидно-новолачный блоксополимер, бутадиен-нитрильный каучук, абразивный наполнитель и блоксополимер полиорганосилоксана и полиоксиалкилена при следующем соотношении компонентов, мас.ч.:
Шероховатость поверхности для печатных плат, фольгированных электротехнической медью, после обработки составляет от 0,08 до 0,32 мкм.
К недостаткам абразивных инструментов, изготовленных по приведенным выше композициям, следует отнести сравнительно невысокие физико-механические и эксплуатационные показатели абразивного инструмента, трудоемкость и длительность процесса шлифования, а также засаливаемость абразивных кругов.
Цель изобретения - получение равномерной структуры, плотности и эластичности абразивного инструмента, что влечет за собой повышение его эксплуатационных характеристик и качество обработанных изделий.
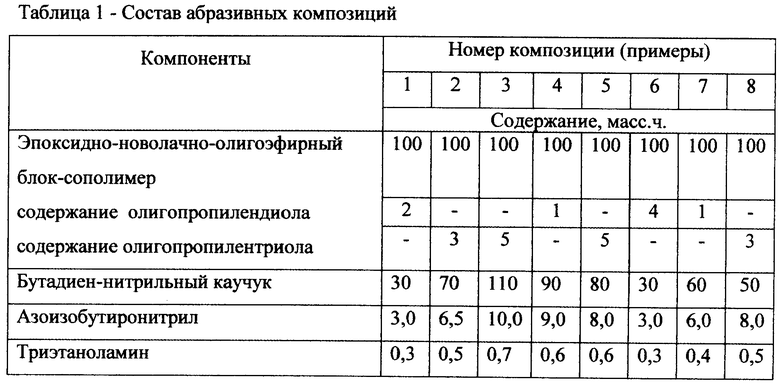
Указанная цель достигается тем, что для изготовления пористого абразивного инструмента используется композиция, включающая эпоксидно-новолачный блок-сополимер, бутадиен-нитрильный каучук, газообразователь, отвердитель, стеарин, криолит, карбид кремния или электрокорунд, отличающаяся тем, что в качестве эпоксидно-новолачного блок-сополимера содержит продукт сополимеризации эпоксидиановой и фенолформальдегидной смол с продуктами алкоголиза вторичного полиэтилентерефталата (ПЭТФ), в качестве газообразователя азоизобутиронитрил, в качестве отвердителя композиции - триэтаноламин, при следующем соотношении компонентов, мас.ч,:
Технология получения продукта сополимеризации эпоксидиановой и фенолформальдегидной новолачной смол с продуктами алкоголиза вторичного полиэтилентерефталата заключается в переэтерификации отходов ПЭТФ в присутствии олигопропиленди(три)ола и катализатора ацетата цинка. Продукт получают при следующем соотношении компонентов, мас.ч.:
Процесс осуществляли в реакторе при 240-260°С в течение 1-2 часов, полученную смесь охлаждали до 120-125°С, затем добавляли эпоксидную смолу ЭД-16 и - перемешивали в течение 1 часа. Расплав выливали на поддоны, охлаждали до комнатной температуры и подвергали размолу в шаровой мельнице до размера 100-1000 мкм.
Процесс приготовления абразивной полимерной композиции включает дозирование компонентов, их смешивание на вальцах или в резиносмесителе в течение 40-45 минут и вырубку заготовок. Вспенивание и отверждение абразивного инструмента производится в закрытых формах при температуре 80-180°С в течение 4-8 часов. Затем производится механическое удаление облоя на полученных инструментах. При содержании каучука ниже 30-мас.ч. на 100 мас.ч. блок-сополимера абразивный инструмент имеет низкую ударную прочность, при увеличении его содержания выше 110 мас.ч. получают инструмент с низким коэффициентом шлифования (увеличивается расход абразивного инструмента).
Уменьшение содержания криолита (двойная соль фтористого натрия и фтористого алюминия) ниже 25 мас.ч. на 100 мас.ч. блок-сополимера не дает необходимого эффекта самосмазывания при эксплуатации инструмента, увеличение содержания криолита более 65 мас.ч. приводит к ухудшению прочностных характеристик инструмента и ухудшению технологических свойств полимерной композиции при смешивании.
Газообразователь, эластомер и отвердитель используют в пределах, принятых в технике для подобных материалов. В данном абразивном инструменте высокая пористость и эластичность создана за счет газообразователя и эластомера, что дает возможность получить равномерную пористость по объему при сравнительно простой технологии и регулировать эластичность (величину модуля упругости), варьируя содержание эластомера.
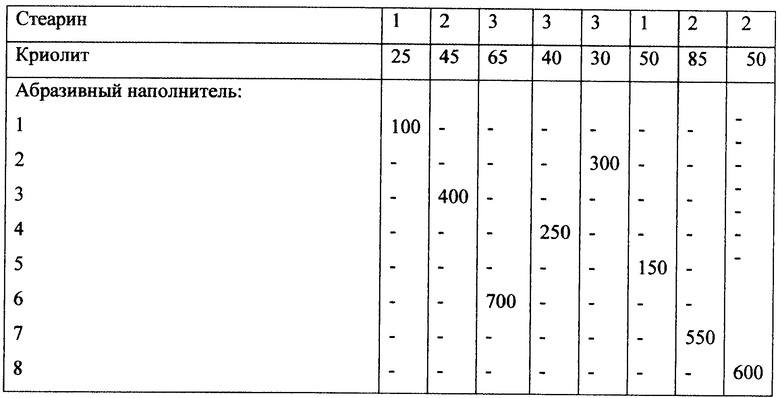
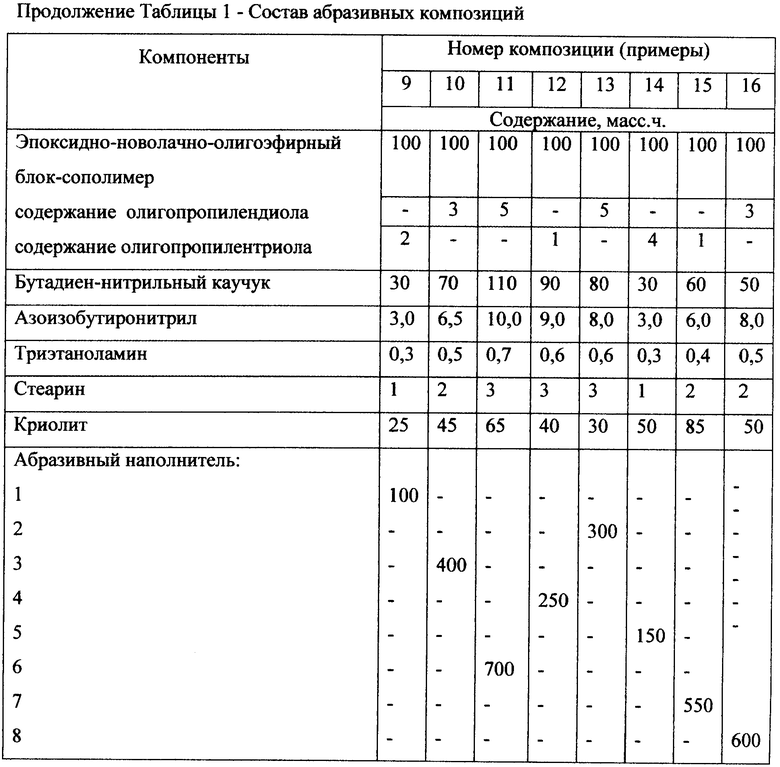
Количество и вид абразивного наполнителя выбираются в зависимости от назначения абразивного инструмента. Могут быть использованы зеленый и черный карбид кремния, нормальный и белый электрокорунд зернистостью 25-М40. При содержании абразивного наполнителя ниже 100 мас.ч. на 100 мас.ч. блок-сополимера ухудшаются эксплуатационные свойства абразивного инструмента, при увеличении его содержания выше 700 мас.ч. ухудшаются технологические свойства полимерной композиции. Кроме того, наличие закрытых пор (до 60-80%) в предлагаемом абразивном инструменте и химическая стойкость полученной композиции дают возможность использовать данный инструмент с применением смазочно-охлаждающей жидкости (СОЖ) любого состава.
Для пояснения существа изобретения были изготовлены инструменты из полимерных композиций, полученных в соответствии с рецептурой в таблице 1. Свойства абразивных инструментов (кругов типоразмера ПП 50×20×32, ПП 250××25×76) приведены в таблице 2.
Как видно из таблицы 2, по физико-механическим и эксплуатационным свойствам полимерная композиция имеет более высокие показатели, чем известные. Кроме того, предлагаемая полимерная композиция, обладая более простой технологией получения, чем известные, позволит уменьшить время приготовления полимерной композиции, и соответственно увеличить производительность технологического процесса изготовления высокопористого эластичного абразивного инструментав 5-7 раз.
ПРИМЕР
Процесс приготовления абразивной полимерной композиции включает дозирование компонентов, их смешивание на вальцах или в резиносмесителе в течение 40-45 минут и вырубку заготовок. Вспенивание и отверждение абразивного инструмента производится в закрытых формах при температуре 80-180°С в течение 4-8 часов. Затем производится механическое удаление облоя на изготовленных инструментах.
Состав и свойства композиций по примерам 1-16 приведены в Таблицах 1 и 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полимерная пресс-композиция | 1978 |
|
SU821471A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2064941C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2100385C1 |
| Способ изготовления высокопористого абразивного инструмента | 1982 |
|
SU1390008A1 |
| ПОЛИМЕРНАЯ ОГНЕЗАЩИТНАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОГО ПЕНОПЛАСТА | 2019 |
|
RU2746450C2 |
| Композиция для изготовления пористого абразивного инструмента | 1980 |
|
SU1016338A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ КОМПОЗИЦИЙ С ИСПОЛЬЗОВАНИЕМ СТАДИИ ПЕРЕРАБОТКИ ОТХОДОВ ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 2011 |
|
RU2496805C2 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОРИСТОГО ПОЛИРОВАЛЬНО-ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 1993 |
|
RU2063326C1 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 2005 |
|
RU2293747C1 |
| КОМПОЗИЦИЯ ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2104857C1 |
Изобретение относится к полимерным композициям для изготовления пористых высокоэластичных абразивных и алмазных инструментов, предназначенных для зачистки, полирования стальных лент, листов и изделий из цветных металлов. Композиция содержащит эпоксидно-новолачный блок-сополимер, бутадиен-нитрильный каучук, газообразователь, отвердитель, стеарин, криолит, карбид кремния или электрокорунд. В качестве эпоксидно-новолачного блок-сополимера содержит продукт сополимеризации эпоксидиановой и фенолформальдегидной новолачной смол с продуктами алкоголиза вторичного полиэтилентерефталата, в качестве газообразователя - азоизобутиронитрил, а в качестве отвердителя - триэтаноламин при следующем соотношении компонентов, мас.ч.: продукт сополимеризации эпоксидиановой и фенолформальдегидной новолачной смол с продуктами алкоголиза вторичного полиэтилентерефталата 100, бутадиен-нитрильный каучук 30-100, азоизобутиронитрил 3-10, триэтаноламин 0,3-0,7, стеарин 1-3, криолит 25-65, карбид кремния или электрокорунд 300-700. Технический результат: получение равномерной структуры, плотности и эластичности абразивного инструмента, повышение эксплуатационных характеристик. 2 табл., 1 пр.
Высокопористая полимерная абразивная композиция, содержащая эпоксидно-новолачный блок-сополимер, бутадиен-нитрильный каучук, газообразователь, отвердитель, стеарин, криолит, карбид кремния или электрокорунд, отличающаяся тем, что она в качестве эпоксидно-новолачного блок-сополимера содержит продукт сополимеризации эпоксидиановой и фенолформальдегидной новолачной смол с продуктами алкоголиза вторичного полиэтилентерефталата, в качестве газообразователя - азоизобутиронитрил, а в качестве отвердителя - триэтаноламин при следующем соотношении компонентов, мас.ч.:
| Способ изготовления высокопористого абразивного инструмента | 1982 |
|
SU1390008A1 |
| Композиция для изготовления пористого абразивного инструмента | 1980 |
|
SU1016338A1 |
| Полимерная пресс-композиция | 1978 |
|
SU821471A1 |
| US 20060026904 A1, 09.01.2006. | |||

