Вращение формы
НстраВлвнив навивки В рулон
(Я
оо
(Г)
00
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПОРИСТАЯ ПОЛИМЕРНАЯ АБРАЗИВНАЯ КОМПОЗИЦИЯ | 2011 |
|
RU2482955C1 |
| Абразивная масса для изготовления шлифовально-полировального инструмента | 1982 |
|
SU1007956A1 |
| МАССА ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО АБРАЗИВНОГО ИНСТРУМЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2064856C1 |
| КОМПОЗИЦИЯ ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2104857C1 |
| Состав для изготовления абразивного инструмента | 1986 |
|
SU1509239A1 |
| СПОСОБ ТЕПЛОГИДРОИЗОЛЯЦИИ ТРУБ | 2014 |
|
RU2584386C2 |
| Композиция для изготовления пористого абразивного инструмента | 1980 |
|
SU1016338A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2100385C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО АБРАЗИВНОГО ИНСТРУМЕНТА, ПОЛИУРЕТАНОВОЕ СВЯЗУЮЩЕЕ ДЛЯ ЭТОЙ КОМПОЗИЦИИ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИИ | 2004 |
|
RU2275293C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2064941C1 |

fiuzJ
Изобретение относится к способам изготовления эластичных пористых абразивных и алмазных инструментов, предназначенных преимущественно для зачистки, полирования стальных лент, листов и изделий из цвет- ных металлов.
Известен способ изготовления абразивного инструмента, применяемый для зачистки печатных плат, при котором на нетканую основу наносят абразив и связующее, а с целью устранения неоднородности абразив- 10 ных свойств блока в пограничных между дисками областях соединение дисков в блок производят путем пропитки их полиуретаном в процессе его вспенивания 1.
Недостатком такого способа является неравномерная пропитка в процессе вспенивания всего цилиндрического блока за счет оседания избыточной вспениваемой абразивной массы.
Известна эпоксидно-новолачная абразив15
Недостатком сборного абразивного инструмента является неудовлетворительное качество обработанной поверхности (образуются полосы) из-за граничного эффекта между отдельными кругами. Кроме того, наблюдается неравномерный износ отдельных кругов, что требует увеличения количества правок, соответственно, увеличивается расход абразивного инструмента, при этом уменьшается стойкость инструмента.
Цель изобретения - получение равномерной структуры, плотности и эластичности абразивного инструмента, что влечет за собой повыщение его эксплуатационных характеристик и качество обработанных изделий.
Указанная цель достигается тем, что согласно способу заготовку в виде ленты из эпоксидно-новолачной абразивной композиции перед вспениванием навивают в виде рулона по винтовой линии на трубу, а
ная композиция 2, содержащая продукт 20 вспенивание и отверждение абразивного ин- сополимеризации эпоксидиановой и фенол-струмента производят в форме при непреформальдегидной новолачной смолы в соотношении 1:1 -1,5 в качестве абразивного наполнителя криолит и карбид кремния, или электрокорунд и дополнительно бутадиеннит25
рывном ее вращении вокруг оси трубы в на- правлении,противоположном навивки рулона заготовки со скоростью 1-5 об/мин.
При этом под действием температуры полимерная композиция размягчается, вспенивается, заполняет пустое пространство закрытой формы, а так как форма вращается в направлении, противоположном навивке заготовки на трубу, исключается отслаива- .- ние заготовки. Кроме того, при вращении формы наблюдается равномерное вспенивание полимерной композиции и абразив не оседает под действием силы тяжести.
рильныи каучук и стеарин соотношении компонентов,
Эпоксидно-новолачный
блоксополимер Бутадиен-нитрильный
каучук
Газообразователь
Отвердитель
Стеарин
Криолит Карбид кремния или
электрокорунд
Процесс приготовления полимерной композиции включает дозирование компонентов, их совмешение на вальцах в течение 40-45 мин и вырубку заготовок. Вспенива- ние и отверждение абразивного инструмента производят в закрытых формах при 80-180°С в течение 4-8 ч.
Таким способом можно изготавливать абразивные (полировальные) инструменты высотой не более 40 мм. При вспенивании и отверждении абразивных инструментов высотой более 40 мм происходит оседание абразива под действием силы тяжести и наблюдается неравномерное уплотнение массы по всему объему формы. При работе таким инструментом ухуд шается качество обработанной поверхности изделий, имеющих значительную площадь. В большинстве случаев при обработке изделий, имеющих значительную поверхность, за один проход используют сборные абразивные инструменты, состоящие из набора отдельных кругов высотой не более 40 мм и образующие абразивные (полировальные) цилиндры.
Недостатком сборного абразивного инструмента является неудовлетворительное качество обработанной поверхности (образуются полосы) из-за граничного эффекта между отдельными кругами. Кроме того, наблюдается неравномерный износ отдельных кругов, что требует увеличения количества правок, соответственно, увеличивается расход абразивного инструмента, при этом уменьшается стойкость инструмента.
Цель изобретения - получение равномерной структуры, плотности и эластичности абразивного инструмента, что влечет за собой повыщение его эксплуатационных характеристик и качество обработанных изделий.
Указанная цель достигается тем, что согласно способу заготовку в виде ленты из эпоксидно-новолачной абразивной композиции перед вспениванием навивают в виде рулона по винтовой линии на трубу, а
вспенивание и отверждение абразивного ин- струмента производят в форме при непре5
5
5
0
рывном ее вращении вокруг оси трубы в на- правлении,противоположном навивки рулона заготовки со скоростью 1-5 об/мин.
При этом под действием температуры полимерная композиция размягчается, вспенивается, заполняет пустое пространство закрытой формы, а так как форма вращается в направлении, противоположном навивке заготовки на трубу, исключается отслаива- ние заготовки. Кроме того, при вращении формы наблюдается равномерное вспенивание полимерной композиции и абразив не оседает под действием силы тяжести.
Таким образом, достигается получение эластичного абразивного инструмента с повышенными эксплуатационными свойствами и повышение качества обрабатываемых изделий.
При обработке высоковязких металлов (печатных плат - фольгированная медь) абразивных инструментов с равномерной эластичностью, плотностью и пористостью уменьшается количество правок (увеличивается стойкость инструмента), а также повышается качество обрабатываемых изделий по ширине обработки.
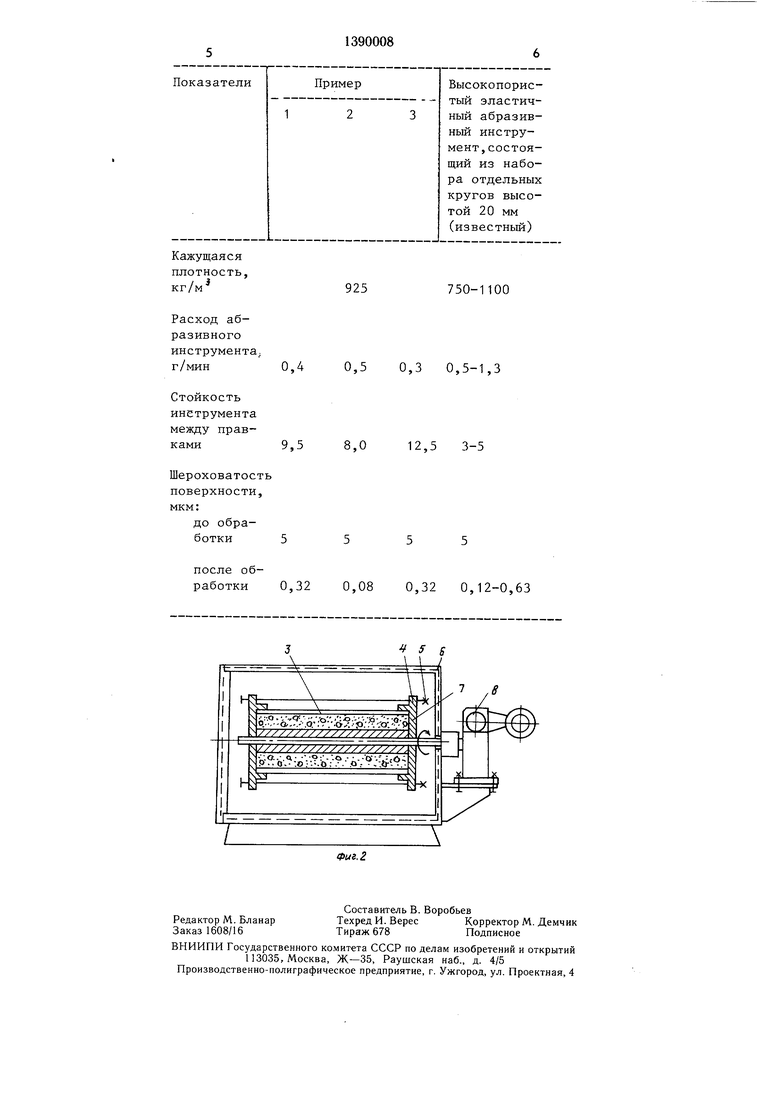
На фиг. 1 изображена заготовка, намотанная на трубу; на фиг. 2 - схема установки для формования инструмента.
Полимерабразивная композиция приготавливается на вальцах и прокатывается в виде ленты определенной толщины. Готовая лента 1 (фиг. 1) наматывается на трубу 2 по винтовой линии в: несколько слоев в зависимости от требуемой плотности (пористости) абразивного инструмента для одного и того же типоразмера инструмента.
Приготовленная таким образом заготов- 5 ка укладывается в форму, состоящую из цилиндрического корпуса 3 (фиг. 1 и 2), закрытого крышками 4 (фиг. 2), стянутых резьбовым соединением 5. Форма помещает0
ся в термошкаф б и устанавливается нл вал 7, который вращается под действием привода 8.
Вспенивание и отверждение производят при непрерывном вращении формы со скоростью 1-5 об/мин, например, по следующему режиму: 80°С - 0,5 ч; 110°С - 2,0 ч; 140°С - 2,0 ч; 170°С - 2,0 ч.
При этом происходит равномерное расплавление и вспенивание полимерабразив- ной композиции под действием вспенивающего агента и отсутствует явление осаждения абразива под действием силы тяжести.
При скорости вращения меньще 1 об/мин
10
нивание и отверждение абразивного инструмента. Форма вращается в направлении, противоположном навивке заготовки, со скоростью 3 об/мин.
Режим термообработки: 80°С - 0,5 ч; 110°С -2,0ч; 140°С - 2,0ч; 170°С - 2,0ч.
После термообработки из формы извлекают готовый абразивный инструмент ПЦ 125X300X32, где ПЦ - прямой цилиндр, 125 мм - наружный диаметр цилиндра, 300 мм - высота цилиндра, 32 мм - посадочное отверстие.
Пример 2. Рецептура, приготовление заготовки и режим термообработки аналогично
полимерабразивная композиция оседает под .с примеру 1. Скорость вращения формы при действием силы тяжести, а при скоростивспенивании и отверждении об/мин.
вращения более 5 об/мин оказывает влия-Ярыжер,. Рецептура, приготовление загоние центробежная сила, которая приводит к товки и режим термообработки аналогично неравномерному распределению абразива. Пример 1. Взвещивают компоненты полимерной композиции согласно рецептуре.
примеру 1. 5 об/мин.
Скорость вращения формы
20
Эксплуатационные характеристики инструмента ПЦ 125X300X32 из зеленого карбида кремния марки, зернистости 12, пористостью 75%, изготовленные по предлагаемому способу, сравнивают с характеристиками инструмента, изготовленного из набора кругов в количестве 15 щт прямого профиля ПП 125X20X32 (125 мм - наружный диаметр, 20 мм - высота крьуга, 32 - посадочный размер).
мае.ч.:
Эпоксидно-новолачный блоксополимер 6ЭИ60
Бутадиен-нитрильный каучук СКН-40
Азодиизйбутиронитрил
Блоксополимер полиорга- носилоксана и полиок- сиалкилена
Триэтаноламин
Стеарин
Криолит
Абразивный наполнитель 63С- 12
2,6 раза, стойкость инструмента между прав Полимерабразивную композицию полу- ками увеличивается в 2,5-4,1 раза.
чают совмещением указанных компонентов на смесительных вальцах. Полученную композицию прокатывают на вальцах и получают ленты толщиной 3,0, щириной 295 и длиной 700 мм. Ленту наматывают на трубу
При зачистке диэлектрика, фольгирова- нии электротехнической медью (зачистка печатных плат от ингибированного слоя меди) инструмент не засаливается, устраняется наличие необработанных полос на изделие.
с наружным диаметром 60 мм и внутрен- 40 которые имеют место у наборного инстру- ним 32 мм по винтовой линии. Получает-мента из-за граничного эффекта.
ся заготовка с наружным диаметром 80 мм, которую помещают в цилиндрическую форму диаметром 125 мм и высотой 300 мм. Собранную форму помещают в установ45
Таким образом, применение высокопористых эластичных абразивных инструментов, изготовленных по предлагаемому способу, позволяет увеличить стойкость инструмента в 2,5-4,1 раза и повысить качество обрабатываемых изделий.
ку, состоящую из термостата и привода вращения, включают привод и производят вспе
нивание и отверждение абразивного инструмента. Форма вращается в направлении, противоположном навивке заготовки, со скоростью 3 об/мин.
Режим термообработки: 80°С - 0,5 ч; 110°С -2,0ч; 140°С - 2,0ч; 170°С - 2,0ч.
После термообработки из формы извлекают готовый абразивный инструмент ПЦ 125X300X32, где ПЦ - прямой цилиндр, 125 мм - наружный диаметр цилиндра, 300 мм - высота цилиндра, 32 мм - посадочное отверстие.
Пример 2. Рецептура, приготовление заготовки и режим термообработки аналогично
с примеру 1. Скорость вращения формы при вспенивании и отверждении об/мин.
товки и режим термообработки аналогично
примеру 1. 5 об/мин.
Скорость вращения формы
0
5
Эксплуатационные характеристики инструмента ПЦ 125X300X32 из зеленого карбида кремния марки, зернистости 12, пористостью 75%, изготовленные по предлагаемому способу, сравнивают с характеристиками инструмента, изготовленного из набора кругов в количестве 15 щт прямого профиля ПП 125X20X32 (125 мм - наружный диаметр, 20 мм - высота крьуга, 32 - посадочный размер).
Эксплуатационные показатели инстру- 0 мента при пользовании стали 40X3, как наиболее труднообрабатываемого материала, приведены в таблице. Приведенные испытания показывают следующие результаты: расход инструмента уменьшается в 1,6-
2,6 раза, стойкость инструмента между прав ками увеличивается в 2,5-4,1 раза.
При зачистке диэлектрика, фольгирова- нии электротехнической медью (зачистка печатных плат от ингибированного слоя меди) инструмент не засаливается, устраняется наличие необработанных полос на изделие.
которые имеют место у наборного инстру- мента из-за граничного эффекта.
Таким образом, применение высокопористых эластичных абразивных инструментов, изготовленных по предлагаемому способу, позволяет увеличить стойкость инструмента в 2,5-4,1 раза и повысить качество обрабатываемых изделий.
Кажущаяся
плотность,
кг/м
925
0,4
0,5 0,3 0,5-1,3
9,5
8,0
Шероховатость
поверхности,
мкм:
до обработки
после обработки 0,32
0,08 0,32 0,12-0,63
q -6;:5 -:Q-r9-:c l- -9
h
г
750-1100
12,5 3-5
55
| Способ изготовления абразивного инструмента | 1977 |
|
SU642147A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Авторское свидетельство СССР по заявке № 2911000/23-05, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
