Изобретение относится к области получения полимерных композиций, применяемых для изготовления эластичного абразивного инструмента, например абразивных кругов, предназначенных для поверхностной обработки изделий сложного профиля, в том числе крупногабаритных изделий из стали, алюминиевых, медных сплавов, древесины, камня, других материалов.
Известна композиция для изготовления абразивного инструмента и способ ее получения [1]. Композиция включает (в мас.ч.):
Абразив - 100-700
Полимерное связующее (эпоксидно-новолачный блок сополимер) - 100
Отвердитель (триэтаноламин) - 0,3-0,7
Наполнитель-(криолит) - 25-65
Поверхностное вещество (метилполиэтилгидросилоксан) - 0,4-3,5
Способ получения указанной композиции включает смешивание компонентов в смесителе или на вальцах, формование массы в сыпучем виде или в виде листов путем размещения ее в пресс-форме, вспенивания и термообработки при температуре 80-180oC в течение 6-8 ч.
Описанные композиция и способ ее получения [1] являются наиболее близкими аналогами изобретения.
Недостатком описанной композиции является то, что отверждение происходит при высокой температуре 80-180oC. Композиция осложнена большим количеством ингредиентов и инструмент, изготовленный из нее, имеет недостаточно высокие физико-механические характеристики. Расход абразивного инструмента при скорости резания 35 м/с составляет 0,8 г/мин, а при - 40 м/с расход составляет 1,1 г/мин.
Недостатком способа получения композиции при смешивании в жидком виде является предел по вязкости 400-500 Па•с, после которого невозможно смешивать высоконаполненные составы. С увеличением вязкости резко возрастают энергозатраты, повышается температура от трения.
Смешение на вальцах имеет свои недостатки: композиция должна быть термопластом и не иметь адгезии к металлу валков. При смешении на валках значительно возрастают энергозатраты, увеличивается продолжительность смешения, не достигается равномерность распределения ингредиентов.
Другим недостатком указанного способа изготовления абразивного инструмента является высокая температура и большая продолжительность отверждения композиции.
В соответствии с изобретением предложена полимерная композиция для получения абразивного инструмента и способ ее изготовления.
Инструменты, полученные на основе предлагаемой композиции, обладают высокой производительностью при низком износе инструмента, отсутствует засаливаемость, а изготовление композиции не требует энергоемкого оборудования.
Техническим результатом изобретения является обеспечение наполнения связующего абразивом до 95 мас.%, что удешевляет стоимость инструмента, а вязкость связующего и композиции не влияет на технологию смешения.
Для расширения технологических возможностей изготовления абразивного эластичного инструмента с широким диапазоном наполнения связующего абразивом впервые для изготовления абразивной композиции осуществлен прием перевода связующего в твердое состояние с последующим его измельчением и смешением с абразивом в твердом состоянии.
Сущность изобретения.
Предложена композиция для абразивного инструмента, содержащая полимерное связующее, отвердитель и абразив, отличающаяся тем, что в качестве связующего она содержит полимер, синтезированный из бутадиеннитрильного каучука и эпоксидной смолы, а в качестве отвердителя она содержит полиэтиленполиамин, при следующем соотношении ингредиентов (в мас.%):
Абразив - 50-95
Полимер, синтезированный из бутадиеннитрильного каучука эпоксидной смолы - 4,5-44,5
Полиэтиленполиамин - 0,45-4,5
Для реализации дополнительного эффекта от использования композиции в качестве связующего целесообразно использовать полимер, синтезированный из бутадиеннитрильного каучука - олигомера молекулярной массы 1000-5000 со статистически распределенными карбоксильными группами, составляющими 2-15 мас.% каучука и эпоксидиановой смолы при следующем соотношении ингредиентов (в мас.%):
Эпоксидиановая смола - 50-90
Бутадиеннитрильный каучук - 10-50
Далее по тексту описания указанному выше полимеру соответствует название: "форполимер". Форполимер производится по отечественной технологии, не требующей сложного энергоемкого оборудования.
Предложен способ изготовления композиции для абразивного инструмента, включающий смешивание ингредиентов, формование и отверждение, отличающийся тем, что связующее и отвердитель охлаждают до твердого состояния, измельчают и в твердом виде смешивают с абразивом, а после формования отверждение ведут при температуре 20-80oC в течение 2-20 ч.
Предложенный способ позволяет исключить влияние вязкости при смешивании, что позволяет получать из заявленной композиции инструмент с широким диапазоном содержания абразива в его составе, т.е. инструмент с разными функциональными возможностями.
Заявленный способ реализуется следующим образом.
Сначала жидкое связующее и отвердитель переводят в твердое состояние путем охлаждения, затем измельчают и в измельченном твердом виде смешивают с абразивом.
В качестве отвердителя в предложенной композиции и способе ее получения используют полиэтиленполиамин, например, марки ПЭПА ТУ6-02-594-80. Его использование обеспечивает повышение технологичности состава, повышение комплекса физико-механических характеристик получаемого на его основе эластичного абразивного инструмента, расширение его функциональных возможностей обеспечивается высокой адгезией связующего к абразиву.
В предлагаемой композиции в оптимальном варианте в качестве связующего используется форполимер на основе эпоксидиановой смолы и полибутадиеннитрильного каучука СКН.
Форполимер имеет следующие характеристики: вязкость приблизительно 100 Па•С, прочность отвержденного связующего σp ==2-15 МПа. Прочность клеевого соединения со сталью при сдвиге 10-30 МПа.
Увеличение физико-механических характеристик инструмента, получаемого из заявочной композиции, достигается увеличением содержания связующего в композиции. При содержании абразива в композиции меньше 50 мас.% абразивный эластичный инструмент теряет свое функциональное значение абразивного инструмента. Резко падает объем снимаемого металла.
При содержании в композиции абразива больше 95 мас.% небольшое количество связующего не обеспечивает необходимых физико-механических свойств инструмента.
Изобретение иллюстрируется следующими примерами.
Пример 1.
Композицию готовят следующим образом: взвешивают 85 г абразива, 13,65 г форполимера и 1,35 г полиэтиленполиамина (ПЭПА). Жидкие форполимер и отвердитель охлаждают до твердого состояния, измельчают до размера частиц 1-20 мкм и в этом состоянии смешивают с абразивом. Далее композицию засыпают в соответствующую форму и отверждают при температурах 20-80oC в течение 2-20 ч. В качестве абразива использовали электрокорунд 94А.
Пример 2
Композицию готовили таким же образом, как в примере 1, а в качестве абразива использовали карбид кремния 54С.
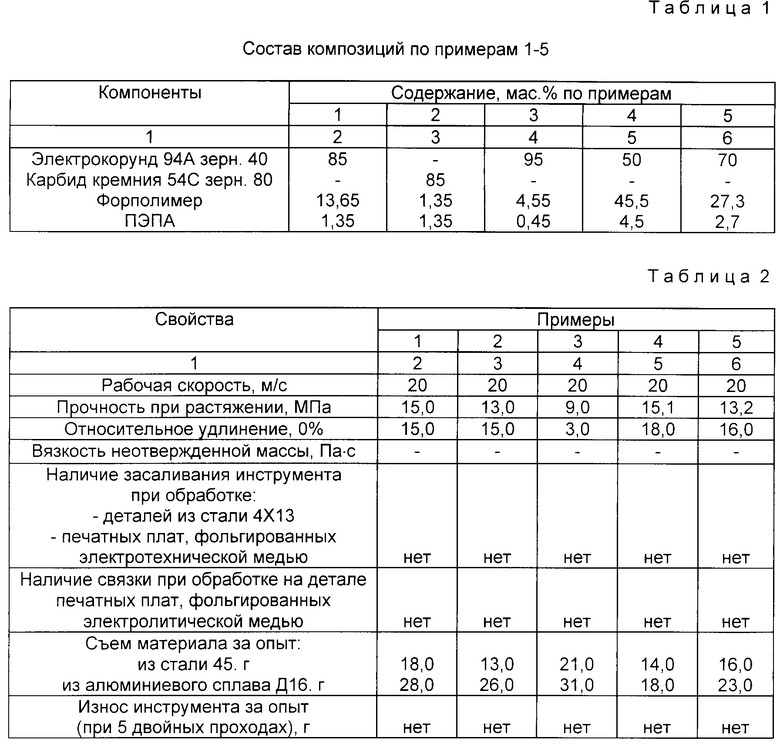
Соотношение компонентов в композициях по примерам 1 и 2 и по аналогичным примерам 3-5 приведены в табл. 1.
В табл. 2 приведены условия и результаты испытания инструментов, изготовленных с использованием заявленной композиции по примерам 1-5, и по технологии, соответствующей заявленному способу. Результаты испытаний свидетельствуют о высоких физико-механических свойствах и качестве инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ЭПОКСИДНЫХ СМОЛ | 1993 |
|
RU2071485C1 |
| КОМПАУНД ДЛЯ СИЛОВЫХ КОНСТРУКЦИОННЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КОНСТРУКЦИОННЫХ ИЗДЕЛИЙ НА ЕГО ОСНОВЕ | 1996 |
|
RU2108353C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2157751C2 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2064941C1 |
| Масса для изготовления абразивного инструмента | 1990 |
|
SU1743826A1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ | 2013 |
|
RU2542234C2 |
| Абразивная масса | 1980 |
|
SU952934A1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА СО СВЯЗАННЫМ АБРАЗИВОМ | 1994 |
|
RU2095229C1 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНО-ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 1992 |
|
RU2045547C1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ | 2007 |
|
RU2386655C2 |
Изобретение относится к области получения полимерных композиций, используемых при изготовлении абразивного инструмента, например абразивных кругов, предназначенных для поверхностной обработки изделий сложного профиля из стали, алюминиевых и медных сплавов, древесины, камня и других материалов. Сущность изобретения: предложена абразивная композиция, содержащая компоненты в следующем соотношении (в мас.%): абразив 50-95; полимер, синтезированный из бутадиеннитрильного каучука и эпоксидной смолы 4,5-44,5 в качестве связующего и в качестве отвердителя - полиэтиленполиамин 0,45-4,5. Способ изготовления композиции включает смешивание связующего с отвердителем и охлаждение их до твердого состояния, измельчение и смешивание в твердом виде с абразивом, формование и отверждение при температуре 20-80oC в течение 2-20 ч. 2 с. и 1 з.п. ф-лы, 2 табл.
Абразив 50 95
Полимер, синтезированный из бутадиеннитрильного каучука и эпоксидной смолы 4,5 44,5
Полиэтиленполиамин 0,45 4,5
2. Композиция по п.1, отличающаяся тем, что в качестве связующего она содержит полимер, синтезированный из бутадиеннитрильного каучука олигомера мол. м. 1000 5000 со статистически распределенными карбоксильными группами, составляющими 2 15% от массы каучука, и эпоксидиановой смолы с содержанием эпоксидных групп 10 25% от массы смолы при следующем отношении ингредиентов, мас.
Эпоксидиановая смола 50 90
Бутадиеннитрильный каучук 10 50
3. Способ изготовления композиции для абразивного инструмента, включающий смешивание ингредиентов, формование и отверждение, отличающийся тем, что связующее и отвердитель охлаждают до твердого состояния, измельчают и в твердом виде смешивают с абразивом, а после формования отверждение ведут при 20 80oС в течение 2 20 ч.
| SU, авторское свидетельство, 1016338, кл.C 08 L 63/04, 1983. |
