11
Изобретение относится к обработке металлов резанием и может быть использовано для дробления стружки в процессе снятия ее режущим инструментом с обрабатываемой заготовки,
Цель изобретения, заключающаяся в повышении производительности обработки пластин, достигается выполнением стружколомающей лунки оптимальных параметров путем облучения лазерным импульсом,
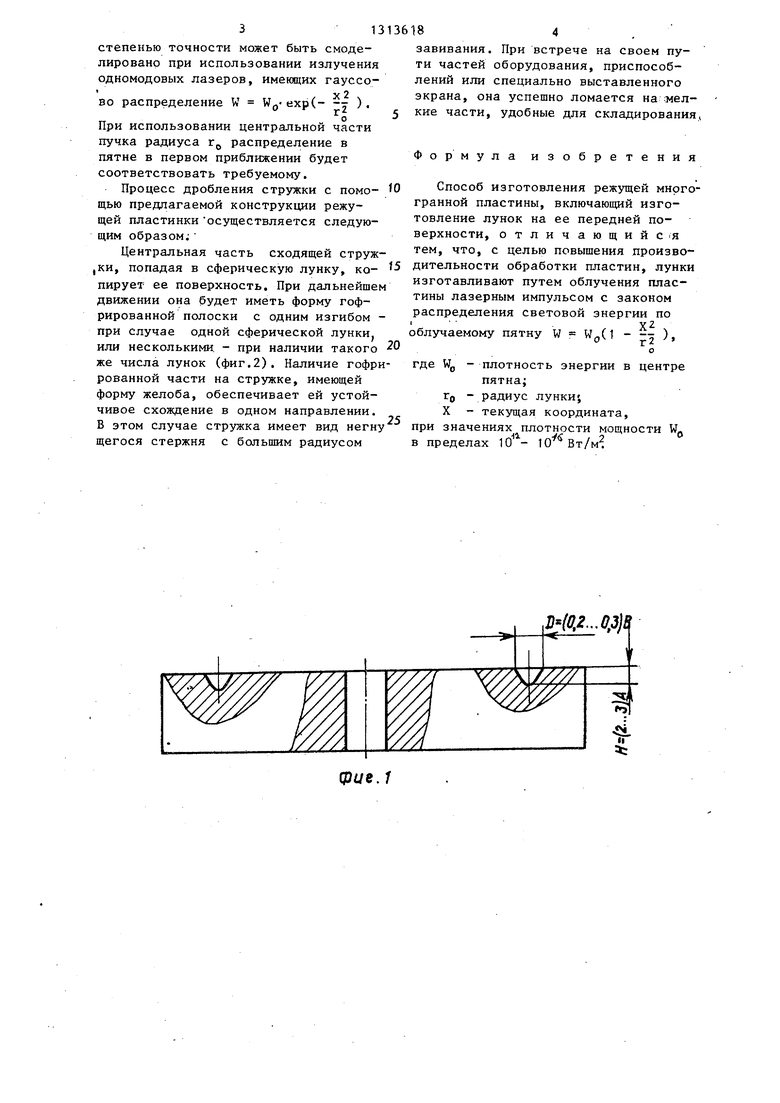
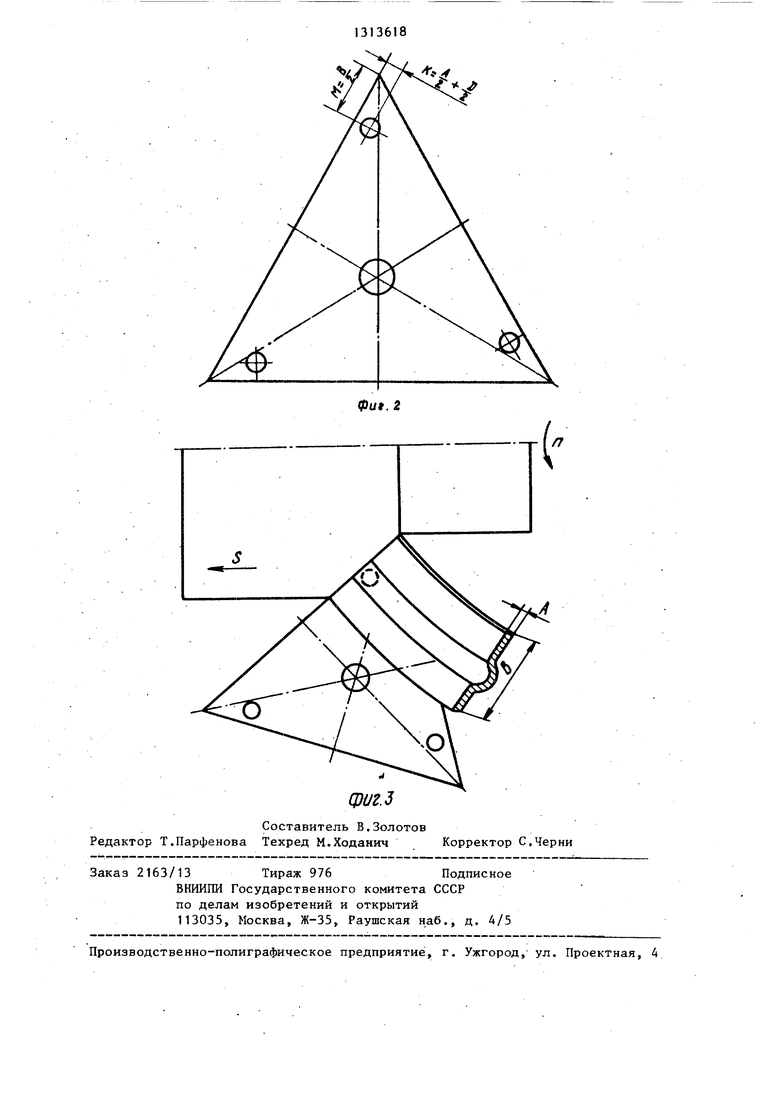
На фиг,1 изображена режущая многогранная пластина,вид .сбоку; на фиг,2 то же, вид сверху; на фиг,3 - схема образования стружки в процессе резания ,
Центр сферической лунки должен находиться от режущей кромки на рас,А А-. D.
стоянии,равном (-,,.,,-;+-; расстояние до центра лунки от вспомогательной режущей кромки 0,5В, где А - толщина стружки; D - диаметр лунки-, , В - ширина стружки,
Лунку изготавляют с необходимыми размерами путем облучения пластины лазерным импульсом с законом распределения своей энергии по облучаемому пятну
W
И„ (l-xVr,),
где W{j - плотность энергии в центре
пятнаi
TO - радиус лунки-, X - текущая координата, пря значениях плотности мощности (WQ) в пределах 10 .
Лунку предлагаемой конструкции получают следующим образом. .
Производится расчет параметров сферической лунки в зависимости от предполагаемых режимов обработки и физико-механических свойств обрабатываемого материала. Определяются координаты расположения лунки на передней поверхности режущей пластины относительно вершины. Затем много гранная режущая пластина помещается в специальное приспособление и выставляется относительно направления действия лазерного луча. После этого она, подвергается импульсному лазерному воздействию необходимых плотное ти мощности и размеров пятна излучения с целью получения заданных параметров сферической лунки, Фаорма лун
13618
10
15
20
гз
30
35
40
45
50
55
ки, получаемая с помощью лазерного проплавления, является наиболее оптимальной для осуществления процесса .стружкодробления.
Экспериментально полученные параметры стружколомающего элемента, производящие хорошее дробление, следующие: диаметр сферической лунки - D (лунки) (0,2,,.,,0,3) В, мм, где В - ширина получаемой стружки в мм: глубина лунки - Н (лунки) (2,03,0) А, мм, где А - толщина стружки в мм. Эмпирические формулы получены для режимов резания: подача 0,05-0,6 мм/об,; глубина резания 0,4- -3 мм. Скорость изменялась в пределах от оптимальной,т. е,при которой наблюдается минимальный износ инструмента.Для получения сферических лунок диаметром 0,1-2 мм и глубиной О,2-2,5 мм на твердых сплавах -плотность мощности лазерного облучения выбиралась в пределах Вт/м Нижний предел плотности мощности использовался для получения сферических лунок в твердых сплавах с высоким содержанием кобальта и преимущественно од- нокарбидных, т,е. на основе карбида вольфрама и кобальта. Верхний предел мощности лазерного излучения необходим для проплавления лунок у многокарбидных твердых сплавов и безвольфрамовых, имеющих повышенную температуру диссоциации составляющих элементов.
Получение конструктивных элемент тов на режущей пластинке, обеспечивающих стружкодробление предлагаемым способом, является про.стым по исполнению, отличается высокой производительностью и экономичностью. Полученная сферическая лунка имеет устойчивые параметры в течение всего времени эксплуатации режущей пластинки, так как ее поверхность в процессе лазерного облучения получает и необходимое упрочнение. Вследствие этого обеспечивается режим устойчивого и надежного стружкодробления в процессе всего времени резания до окончательного затупления по задней поверхности. При этом износ по задней поверхности не нарушает нормальньй процесс стружкодробления.
На практике, требуемое распределе-i
у.г ние Ws; W(1 - -г ) с достаточной
13
степенью точности может быть смоделировано при использовании излучения одномодовых лазеров, имеющих гауссово распределение W w -expC- -- ).
При использовании центральной части пучка радиуса г распределение в пятне в первом приближении будет соответствовать требуемому.
Процесс дробления стружки с помо- щью предлагаемой конструкции режущей пластинки-осуществляется следующим образом;
Центральная часть сходящей струж- ,ки, попадая в сферическую лунку, ко- пирует ее поверхность. При дальнейшем движении она будет иметь форму гофрированной полоски с одним изгибом - при случае одной сферической лунки или несколькими. - при наличии такого же числа лунок (фиг.2). Наличие гофрированной части на стружке, имеющей форму желоба, обеспечивает ей устойчивое схождение в одном направлении. В этом случае стружка имеет вид негну щегося стержня с большим радиусом
1313618
завивания. При встрече на своем пути частей оборудования, приспособлений или специально выставленного экрана, она успешно ломается на мелкие части, удобные для складирования
Формула
изобретения
Способ изготовления режущей многгранной пластины, включающий изготовление лунок на ее передней поверхности, отличающийс я тем, что, с целью повышения производительности обработки пластин, лунк изготавливают путем облучения пластины лазерным импульсом с законом распределения световой энергии по облучаемому пятну W W (1
где Wp
X
- -- ) г2
о
-плотность энергии в центре пятна;
-радиус лункиJ
-текущая координата.
при значениях плотности мощности W в пределах 10 - °
S(0.2.,43li
/////
Sk
.N II
фие.Г
(put. 2
фиг.з
--Г- /7
Составитель В.Золотов Редактор Т.Парфенова Техред М.Ходанич Корректор С.Черни
Заказ 2163/13 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4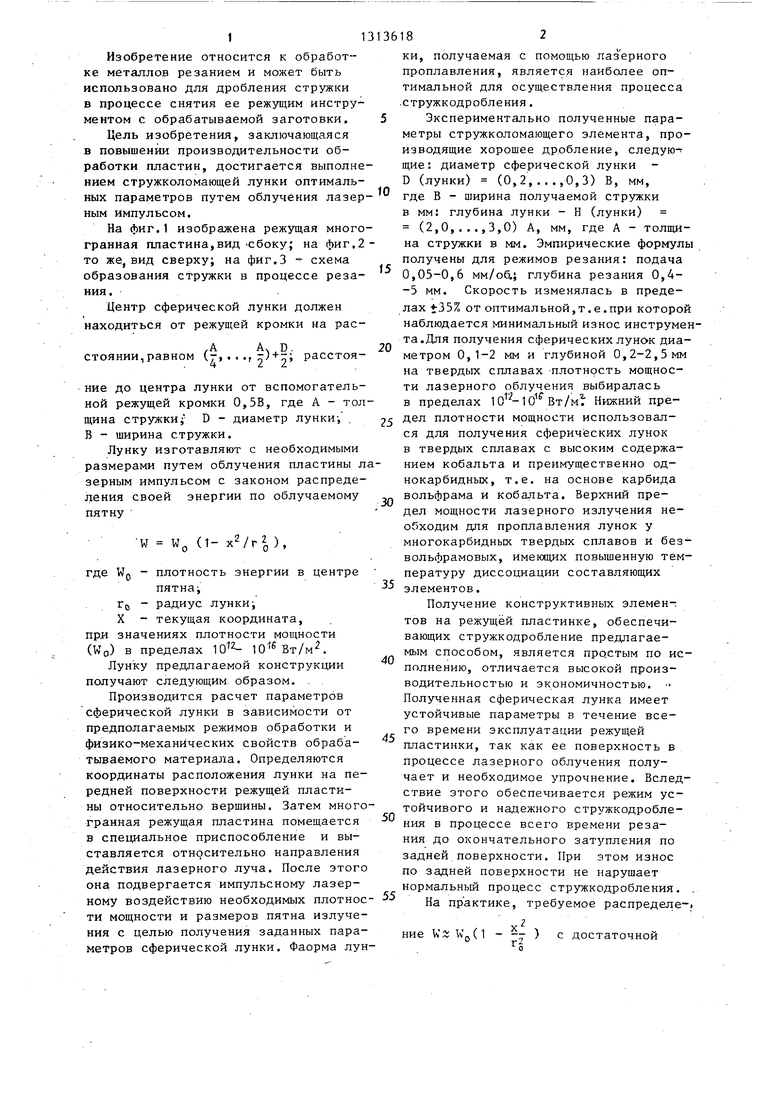
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2016 |
|
RU2641444C2 |
| УСТРОЙСТВО ДЛЯ ДРОБЛЕНИЯ СТРУЖКИ | 1986 |
|
RU1343673C |
| Сменная многогранная пластина из инструментальной керамики для точения никелевых сплавов | 2021 |
|
RU2795971C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2247632C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2019 |
|
RU2699469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
| Устройство для дробления стружки при чистовом точении на токарных автоматах | 1990 |
|
SU1745411A1 |
| СПОСОБ КОМБИНИРОВАННОГО ЛАЗЕРНО-МЕХАНИЧЕСКОГО БУРЕНИЯ КРЕМНЕЗЕМСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2516422C1 |
Изобретение относится к способам обработки металлов резанием и может быть использовано для дробления стружки. Цель изобретения, заключающаяся в повышении производительности обработки пластин, достигается вьшолне- нием стружколомающей лунки оптимальных размеров путем облучения лазерным импульсом. Лунку изготовляют с необходимыми размерами путем облучения пластины лазерным импульсом с законом распределения энергии по облучаемому пятну W Wo Cl-()i где Wo - плотность знергии в центре пятна, г - радиус лунки, X - текущая координата, при значениях плотности мощности Wg в пределах Ю Вт/м. Центральная часть стружки, попадая в сферическую лунку, копирует ее поверхность. При дальнейшем движении она будет иметь форму гофрированной полоски с одним изгибом - при случае одной сферической лунки, или несколь- кими-при наличии такого же числаi лунок, что обеспечивает ей устойчивое схождение в одном направлении, 3 ил. i СО со 00 О5 б- 00
| Резников и др | |||
| Режущий инструмент для автоматов и полуавтоматических линий, 1961. |
