Изобретение относится к области обработки металлов резанием и может быть использовано в металлообработке для выполнения ряда токарных операций, таких как обработка канавок, подрезание торцов, отрезка деталей.
Известен сборный токарный резец, оснащенный механически закрепляемой сменной режущей канавочной пластиной с одной или двумя режущими кромками, позволяющий осуществлять ряд перечисленных токарных операций (каталог фирмы ISCAR - «Общий каталог токарного инструмента», 2008 г., с.В139, с.В119; каталог фирмы SANDVIK - «Основной каталог», 2008 г., с.В54, с.В32 и др.).
Известен также сборный токарный резец, оснащенный механически закрепляемой сменной режущей многогранной канавочной пластиной, содержащей пять граней с пятью режущими кромками (каталог фирмы ISCAR - «Общий каталог токарного инструмента», 2008 г., с.В7 - прототип).
Недостатком известных сборных токарных резцов, оснащенных механически закрепляемой сменной режущей многогранной канавочной пластиной, является их недостаточная долговечность, зависящая от срока службы механически закрепляемой сменной режущей многогранной канавочной пластины, имеющей одну, две (аналог) или максимум пять (прототип) режущих кромок.
Данным изобретением решается задача повышения срока службы сборного токарного резца за счет изменения его конструкции, включая изменение конструкции механически закрепляемой сменной режущей многогранной канавочной пластины в совокупности с нижеприведенными признаками.
Для этого предлагается сборный токарный резец, оснащенный механически закрепляемой сменной режущей многогранной канавочной пластиной с шестью режущими кромками, расположенными на окружности одного радиуса с криволинейными гранями несимметричной формы, образованной вогнутой и выпуклой поверхностями.
Сущность изобретения состоит в том, что в известном сборном токарном резце, выбранном в качестве прототипа, оснащенном механически закрепляемой сменной режущей многогранной канавочной пластиной пятигранной формы, количество режущих кромок, равное пяти, ограничивается формой пластины, грани которой выполнены в виде пятиугольной звезды, а в предлагаемом сборном токарном резце, оснащенном механически закрепляемой сменной режущей многогранной канавочной пластиной, пластина имеет несимметричные грани криволинейной формы, расположенные на окружности одного радиуса, что позволяет разместить дополнительно шестую грань и увеличить количество режущих кромок до шести, сохранив при этом все необходимые условия для обеспечения качественного процесса резания.
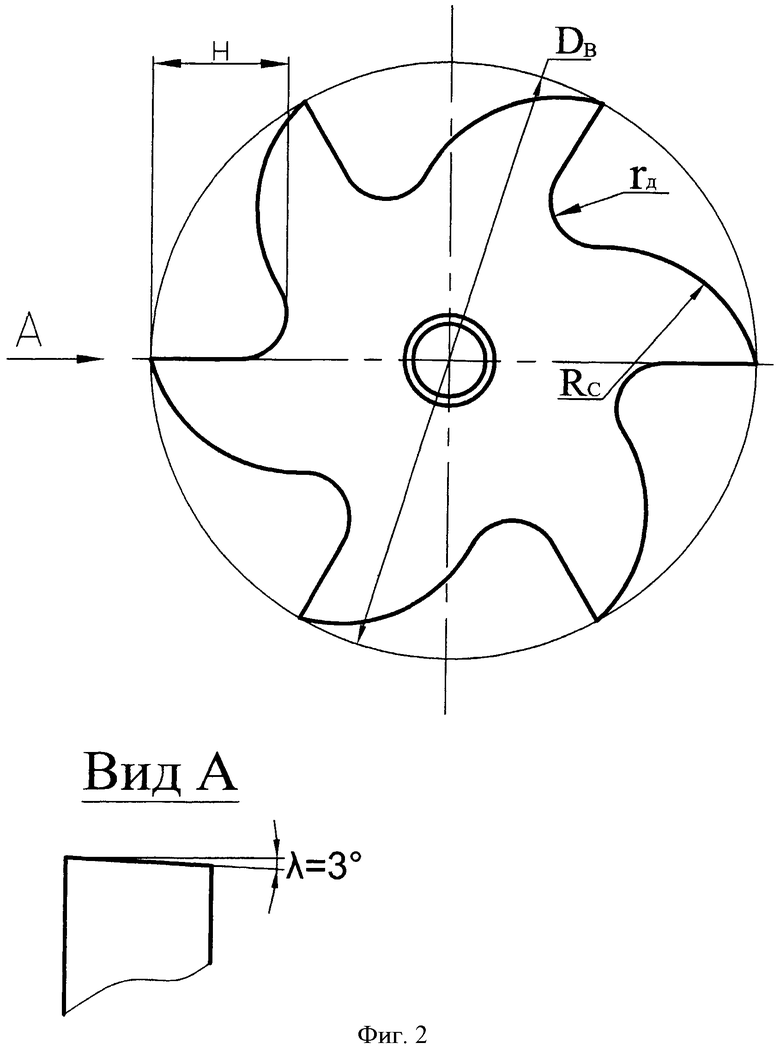
Отличительными признаками сборного токарного резца от прототипа является выполнение сборного токарного резца со сменной режущей многогранной канавочной пластиной, имеющей шесть криволинейных граней с шестью режущими кромками, расположенных на окружности одного радиуса, которые для снижения сил, возникающих при резании, свободного размещения образующейся стружки и обеспечения жесткости конструкции имеют несимметричную форму, образованную вогнутой и выпуклой поверхностями с радиусами: rд=(0,4÷0,8)Н, Rc=(0,35÷0,45)Dв соответственно, и высоту Н=(0,25÷0,45)Ро, при этом радиус Rc формирует заднюю поверхность смежной грани с режущей кромкой, наклоненной под углом λ=3° относительно оси обработки, где Dв - диаметр режущих выступов, Po - окружной шаг режущих выступов.
Выполнение задней поверхности сменной режущей многогранной канавочной пластины выпуклой формы радиуса Rc по сравнению с задней поверхностью, образованной плоскостью или преломленим двух и более плоскостей, увеличивает прочность механически закрепляемой сменной режущей многогранной канавочной пластины благодаря увеличению площади опасных сечений пластины. Посадочное гнездо корпуса сборного токарного резца образовано углублением, сочетающим пересечение базирующих плоскостей, к которым по трем точкам прилегают задние поверхности граней механически закрепляемой сменной режущей многогранной канавочной пластины, причем одна из базирующих плоскостей посадочного гнезда корпуса сборного токарного резца снабжена эксцентриком, установленным со смещением оси его поворота на величину настройки в радиальном направлении режущей кромки на обрабатываемый размер.
Указанные конструктивные признаки необходимы и достаточны во всех случаях выполнения сборного токарного резца, оснащенного механически закрепляемой сменной режущей многогранной канавочной пластиной, с достижением указанного технического результата.
Экспериментальные исследования показали, что количество криволинейных граней несимметричной формы и режущих кромок, равное шести, расположенных на окружности одного радиуса механически закрепляемой сменной режущей многогранной канавочной пластины с указанными значениями параметров: rд, Rc, H, и передней поверхностью, наклоненной под углом λ=3° относительно оси обработки, является оптимальным. Дальнейшее увеличение количества граней и режущих кромок ослабляет их прочность, затрудняет процесс образования, размещения и отвода стружки и приводит к нарушению стабильности процесса резания, снижению ресурса режущей кромки и поломке сборного токарного резца.
Сущность изобретения поясняется чертежами (фиг.1, фиг.2). На фиг.1 показан сборный токарный резец, оснащенный механически закрепляемой сменной режущей многогранной канавочной пластиной, показанной на фиг.2.
Механически закрепляемая сменная режущая многогранная канавочная пластина 1 устанавливается вертикально в посадочном гнезде корпуса сборного токарного резца 2 и своим торцом прижимается к опорной плоскости 3 гнезда корпуса сборного токарного резца зажимным винтом 4, проходящим через отверстие пластины и ввинчивающимся в резьбовое отверстие корпуса сборного токарного резца 2. От углового поворота механически закрепляемая пластина фиксируется базирующими плоскостями 5 посадочного гнезда корпуса резца по трем точкам: а, b, с. Эксцентриком 6, установленным со смещением оси его поворота О, осуществляется настройка режущей кромки на обрабатываемый размер в радиальном направлении. Ослабление крепления пластины 1 путем выворачивания на 1-1,5 оборота крепежного винта 4 в посадочном гнезде сборного токарного резца 2 дает возможность осуществить последующий настроечный поворот эксцентрика 6, позволяющий за счет изменения величины зазоров резьбового соединения пластины 1 и зазоров пластины в посадочном гнезде сборного токарного резца 2 перемещать активную (работающую) режущую кромку в радиальном направлении с высокой точностью - в пределах 0,01 мм. Восстановление крепления режущей пластины 1 в посадочном гнезде корпуса резца 2 происходит за счет возврата крепежного винта 4 в исходное рабочее фиксированное положение путем его доворота на 1-1,5 оборота с поджимом режущей пластины к прилегающим плоскостям 5 посадочного гнезда корпуса резца 2 по трем точкам а, b, с. Прижим эксцентрика 6 к криволинейной грани пластины 1 при этом сохраняется, что обеспечивает в посадочном гнезде корпуса резца 2 фиксацию режущей кромки, настроенной на обрабатываемый размер в радиальном направлении.
Конструктивное расположение эксцентрика 6 в указанном месте посадочного гнезда корпуса сборного токарного резца 2 позволяет обеспечить высокую точность настройки режущей кромки на обрабатываемый размер в радиальном направлении и воспринимать действие крутящего момента, возникающего от главной составляющей силы резания и направленного в сторону завинчивания эксцентрика 6 с поджимом механически закрепляемой сменной режущей многогранной канавочной пластины к базирующим плоскостям 5 по трем точкам а, b, с в процессе резания. Таким образом обеспечивается статическое и динамическое силовое замыкание механизма крепления и регулирования режущей пластины.
Механически закрепляемая сменная режущая многогранная канавочная пластина имеет шесть режущих кромок, расположенных на окружности одного радиуса с криволинейными гранями несимметричной формы, образованной вогнутой и выпуклой поверхностями с радиусами, величины которых установлены экспериментально и регламентированы зависимостями: rд=(0,4÷0,8)Н, Rc=(0,35÷0,45)Dв соответственно, и высотой Н=(0,25÷10,45)Ро, при этом радиус Rc формирует заднюю поверхность смежной грани, наклоненной под углом λ=3° относительно оси обработки, где Dв - диаметр режущих выступов, Po - окружной шаг режущих выступов.
Использование предлагаемых сборного резца и режущей пластины позволяет за счет выполнения граней криволинейной несимметричной формы расположить стружечную канавку необходимой и достаточной величины для свободного размещения стружки между гранями и отвода стружки из зоны резания в целях уменьшения шаржирования детали и повышения качества обработанной поверхности. Наклонное расположение режущей кромки под углом λ=3° относительно оси обработки снижает силы резания и увеличивает стойкость режущей кромки. Наличие шестой режущей кромки дает возможность увеличить срок службы механически закрепляемой сменной режущей многогранной канавочной пластины и поднять ресурс сборного токарного резца, уменьшить частоту замены пластины, сократить вспомогательное время на установку, наладку инструмента и повысить производительность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕННАЯ РЕЖУЩАЯ МНОГОГРАННАЯ РЕЗЬБОВАЯ ПЛАСТИНА СО СТРУЖКОЛОМОМ | 2011 |
|
RU2483846C1 |
| СПОСОБ КРЕПЛЕНИЯ СМЕННОЙ РЕЖУЩЕЙ ПЛАСТИНЫ В КОРПУСЕ РЕЗЦА | 2001 |
|
RU2206433C1 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2016 |
|
RU2656905C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ЧЕРНОВОЙ И ЧИСТОВОЙ ОБРАБОТКИ | 2013 |
|
RU2531336C1 |
| СБОРНОЕ СВЕРЛО С РЕЖУЩИМИ ПЛАСТИНАМИ | 2013 |
|
RU2539255C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
Резец содержит корпус, оснащенный механически закрепляемой сменной режущей многогранной канавочной пластиной. Для повышения срока службы сменная режущая многогранная канавочная пластина имеет шесть режущих кромок, расположенных на окружности одного радиуса с криволинейными гранями несимметричной формы, каждая из которых образована вогнутой и выпуклой поверхностями с радиусами: rд=(0,4÷0,8)Н, Rc=(0,35÷0,45)Dв соответственно, и высотой Н=(0,25÷0,45)Ро. При этом радиус Rc формирует заднюю поверхность смежной грани, наклоненной под углом λ=3° относительно оси обработки, где Dв - диаметр режущих выступов, Po - окружной шаг режущих выступов, а посадочное гнездо корпуса образовано углублением, сочетающим пересечение базирующих плоскостей, к которым по трем точкам прилегают задние поверхности граней механически закрепляемой сменной режущей многогранной канавочной пластины, и снабжено эксцентриком, установленным со смещением оси его поворота на величину настройки в радиальном направлении режущей кромки на обрабатываемый размер. 2 ил.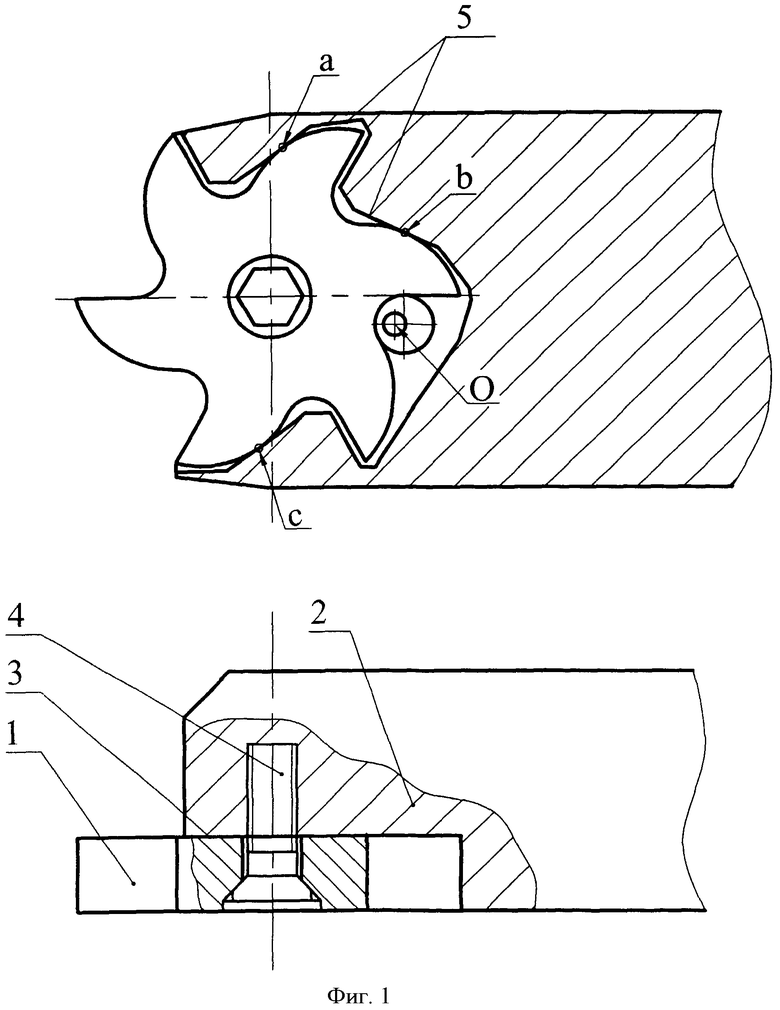
Сборный токарный резец, содержащий корпус, оснащенный механически закрепляемой сменной режущей многогранной канавочной пластиной, отличающийся тем, что сменная режущая многогранная канавочная пластина имеет шесть режущих кромок, расположенных на окружности одного радиуса с криволинейными гранями несимметричной формы, каждая из которых образована вогнутой и выпуклой поверхностями с радиусами: rд=(0,4÷0,8)Н, Rc=(0,35÷0,45)Dв соответственно, и высотой Н=(0,25÷0,45)Ро, при этом радиус Rс формирует заднюю поверхность смежной грани, наклоненной под углом λ=3° относительно оси обработки, где Dв - диаметр режущих выступов, Ро - окружной шаг режущих выступов, а посадочное гнездо корпуса образовано углублением, сочетающим пересечение базирующих плоскостей, к которым по трем точкам прилегают задние поверхности граней механически закрепляемой сменной режущей многогранной канавочной пластины, и снабжено эксцентриком, установленным со смещением оси его поворота на величину настройки в радиальном направлении режущей кромки на обрабатываемый размер.
| МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2317178C2 |
| Сборный резец | 1976 |
|
SU665992A1 |
| SU 1269916 А2, 15.11.1986 | |||
| Сборный канавочный резец | 1986 |
|
SU1407688A1 |
| US 5004379 А, 02.04.1991. | |||

