Изобретение относится к строительной индустрии и может использоваться для производства кровельной полимерной черепицы.
Известна технологическая линия по производству полимерных строительных материалов, включающая размещенные последовательно по ходу технологического процесса и технологически связанные между собой дозатор, загрузочное устройство, измельчитель пластиковых отходов, регенератор, измельчитель регенерированных пластиков, а также сушильное устройство, устройство выгрузки и приводные устройства, обеспечивающие работоспособность всех узлов линии. При этом в нее дополнительно введены последовательно установленные после измельчителя регенерированных пластиков и технологически связанные между собой смеситель, реактор, второй дозатор и формующее устройство, при этом регенератор выполнен в виде двухзонного по температуре шнекового экструдера, снабженного нагревательными элементами и размещенного в двухсекционном цилиндрическом горизонтальном корпусе, диаметр первой секции которого больше диаметра второй секции, имеются второе загрузочное устройство и третий дозатор для подачи других компонентов в смеситель, связанный входной подающей линией с измельчителем регенерированных пластиков, а выходной подающей линией - с горизонтальным реактором, имеющим три последовательно расположенные разнотемпературные зоны, снабженные нагревательными элементами и установленным с возможностью вращения общим валом с ассимметрично расположенными лопастями, при этом устройство выгрузки расположено после регенератора, формующее устройство выполнено в виде разъемной пресс-формы, а после него расположено сушильное устройство, представляющее собой стол для формованных изделий (RU 2206452, В29В 17/00, опубл. 20.06.2003).
Данная линия имеет существенный недостаток, заключающийся в сложности ее технологического процесса, требующего его прерывания. Кроме того, состав, используемый для черепицы, требует четкого контроля разных по величине температур на разных этапах прохождения по линии, что существенно влияет на качество готовой продукции. Такое производство можно сравнить с производством кирпича, когда даже небольшие изменения в температуре приводят к пережогу кирпича и повышению его хрупкости.
Настоящее изобретение направлено на достижение технического результата, заключающегося в создании технологической линии по производству кровельной полимерной черепицы с повышенными эксплуатационными возможностями за счет обеспечения непрерывности процесса формования черепицы на полимерной основе.
Указанный технический результат достигается тем, что технологическая линия по производству полимерной кровельной черепицы включает в себя размещенные последовательно по ходу технологического процесса и технологически связанные между собой смеситель с устройством приема из бункеров компонентов исходного сырья для смешивания этих компонентов и наполнения приемного бункера смешанной сыпучей смесью, автоматический загрузчик для подачи смешанной сыпучей смеси в приемный бункер экструзионной машины, выполненной с шестью зонами нагрева до 300°С и с возможностью реализации функции разогрева сыпучей смеси и выдачи расплавленной массы под давлением к щелевой головке с зонами нагрева в щели для формования пласта из расплавленной смеси и направления его на трехвалковый каландр с подогреваемыми валками для калибрования этого пласта, первое тянущее устройство для направления калиброванного пласта на стол дополнительного нагрева, формовочную машину для придания пласту формы черепицы, приемный стол для охлаждения черепицы, второе тянущее устройство для направления охлажденной черепицы к ножу для обрезки готовой черепицы с последующим ее поступлением на приемный стол готовой продукции.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Кровельная черепица предназначена для устройства кровельного покрытия скатных крыш с уклоном не менее 15° на жилых и промышленных объектах, эксплуатируемых во всех климатических районах, а также в условиях повышенной химической агрессии.
Кровельная полимерная черепица представляет собой профилированное изделие, изготовленное на основе термоформованной смеси полиэтилена, резиновой крошки, наполнителей, технологических добавок и красящих пигментов. Такой композиционный состав определяет специальную конструкцию линии, обеспечивающей приготовление смеси, доведение ее разогревом до расплавленного состояния, при котором смесь превращается в массу, которую можно формовать в пласт заданной толщины и формовать из этого пласта заданной формы изделия с последующим остыванием массы и ее окончательной полимеризацией.
Такая черепица имеет изменение линейных размеров по длине и ширине, %, не более ±2, химическую стойкость (снижение условной прочности и относительного удлинения), %, не более: после воздействия агрессивных сред: - кислот - органических растворителей - стандартных масел - 10, щелочей - 50, стойкость к термическому старению (снижение условной прочности и относительного удлинения), %, не более 10.
Для изготовления такой кровельной полимерной черепицы используется технологическая линия по производству полимерной кровельной черепицы, которая включает в себя размещенные последовательно по ходу технологического процесса и технологически связанные между собой смеситель с устройством приема из бункеров компонентов исходного сырья для смешивания этих компонентов и наполнения приемного бункера смешанной сыпучей смесью, автоматический загрузчик для подачи смешанной сыпучей смеси в приемный бункер экструзионной машины, выполненной с шестью зонами нагрева до 300°С и с возможностью реализации функции разогрева сыпучей смеси и выдачи расплавленной массы под давлением к щелевой головке с зонами нагрева в щели для формования пласта из расплавленной смеси и направления его на трехвалковый каландр с подогреваемыми валками для калибрования этого пласта, первое тянущее устройство для направления калиброванного пласта на стол дополнительного нагрева, формовочную машину для придания пласту формы черепицы, приемный стол для охлаждения черепицы, второе тянущее устройство для направления охлажденной черепицы к ножу для обрезки готовой черепицы с последующим ее поступлением на приемный стол готовой продукции.
Ниже рассматривается конструкция такой технологический линии.
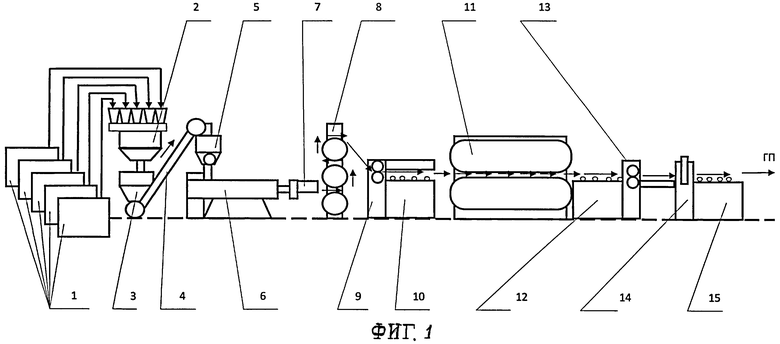
На фиг.1 показана блок-схема такой линии. На этой схеме следующими позициями обозначены основные узлы этой линии: бункер для исходного сырья 1, смеситель 2, приемный бункер сыпучих смесей 3, автоматический загрузчик 4, приемный бункер 5 с функцией дозатора, экструзионная машина 6, щелевая головка 7, трехвалковый каландр 8, первое тянущее устройство 9, стол дополнительного разогрева 10, формовочная машина 11, приемный стол 12, второе тянущее устройство 13, автоматический (гидравлический) нож 14 и приемный стол 15 готовой продукции.
Линия для производства полимерной черепицы является технологической линией непрерывного типа, которая реализует следующие процессы:
- смешение сыпучих компонентов (подготовка сырья);
- смешение и расплав при высокой температуре (рабочая смесь);
- формирование плоского листа (предварительное);
- калибрование плоского листа (рабочая заготовка);
- дополнительный нагрев рабочей заготовки;
- формование изделия;
- обрезка по размерам и складирование конечного готового изделия.
Для смешения сыпучих компонентов используется система дозирования и смешения, включающая в себя смеситель 2 непрерывного действия, оснащенный автоматической системой дозирования сыпучих компонентов сырья. Из бункеров 1 для приема и хранения сыпучего сырья с помощью гибких транспортеров сыпучие компоненты подаются в смеситель 2. откуда после смешения компонентов смесь поступает в приемный бункер сыпучих перемешанных смесей 3 системы дозирования и смешения. Весь процесс подачи, дозирования и смешения полностью автоматизирован и непрерывен. Производительность узла дозирования и смешения до 600 кг/час.
После смешения компонентов согласно заданной рецептуре сыпучая смесь посредством автоматического загрузчика 4 (например, транспортер ленточного типа или иной механизм, обеспечивающий перемещение порционных частей смешанных компонентов с одного технологического поста на другой) непрерывно поступает в приемный бункер 5 экструзионной машины 6, откуда автоматическим загрузчиком подается в загрузочный бункер экструзионной машины 6, оснащенный датчиком уровня продукта, дополнительным перемешивающим устройством и дозатором, обеспечивающим равномерную подачу сыпучей смеси в экструзионную машину. Работа всех устройств узла подготовки, смешения и подачи сырья синхронизорована и привязана к скорости вращения шнека экструзионной машины.
Экструзионная машина имеет шесть зон нагрева, оснащена автоматическими задатчиками температуры с цифровой индикацией, а также задатчиком скорости вращения шнека с цифровой индикацией.
Смешение осуществляется при температурах до 300°С, температуры во всех зонах контролируются автоматически и имеют предустановки. Под давлением полученная рабочая смесь подается через щелевую головку 7 для формирования плоского полотна (заготовки). Щелевая головка имеет одиннадцать зон нагрева. Температура в каждой зоне поддерживается автоматически. Задатчики температуры щелевой головки выведены на основной пульт экструзионной машины и оснащены цифровой индикацией.
Далее полученный пласт (заготовка) подается на трехвалковый каландр 8, где происходит калибрование по толщине и ширине пласта (заготовки). Скорость движения валков регулируется в зависимости от скорости вращения шнека экструзионной машины. Температура каждого валка регулируется в диапазоне от 10°С до 280°С и поддерживается автоматически. Задатчики скорости вращения валков и температуры оснащены цифровой индикацией.
Полученная калиброванная заготовка посредством первого тянущего устройства 9 подается на стол дополнительного нагрева 10. Температура нагрева до 300°С регулируется и поддерживается автоматически. Задатчики температуры нагрева оснащены цифровой индикацией.
После дополнительного нагрева пласт (заготовка) непрерывно подается в формовочную машину 11, где формируется профиль черепицы с одновременной полимеризацией охлаждением. Скорость движения формовочной машины поддерживается автоматически. Задатчик скорости оснащен цифровой индикацией.
После процесса формования профилированная черепица непрерывно подается на приемный стол 12. Посредством второго тянущего устройства 13 подается к автоматическому гидравлическому ножу 14, где происходит обрезка готовой продукции до требуемой длины и ее передача на приемный стол 15 готовой продукции.
Для обеспечения равномерного поступательного движения пласта (заготовки) и сформированной черепицы линия оснащена дополнительными тянущими устройствами. Скорость движения регулируется и поддерживается автоматически в пределах от 0 до 2 м/мин. Задатчики скорости оснащены цифровой индикацией.
Работа всех узлов и механизмов синхронизирована, что обеспечивает ведение непрерывного технологического процесса при производстве черепицы.
Изобретение относится к строительной индустрии и может использоваться для производства кровельной полимерной черепицы. Техническим результатом заявленного изобретения является повышение качества черепицы и улучшение эксплуатационных возможностей технологической линии. Технический результат достигается в технологической линии по производству полимерной кровельной черепицы, которая включает размещенные последовательно по ходу технологического процесса и технологически связанные между собой смеситель с устройством приема из бункеров компонентов исходного сырья для смешивания этих компонентов, автоматический загрузчик для подачи сыпучей смеси в приемный бункер экструзионной машины. Экструзионная машина выполнена с шестью зонами нагрева до 300°С и с возможностью выдачи расплавленной массы под давлением к щелевой головке с зонами нагрева в щели для формования пласта из расплавленной смеси и направления его на трехвалковый каландр с подогреваемыми валками для калибрования этого пласта. Кроме того, технологическая линия включает первое тянущее устройство для направления калиброванного пласта на стол дополнительного нагрева, формовочную машину для придания пласту формы черепицы, приемный стол для охлаждения черепицы, второе тянущее устройство для направления охлажденной черепицы к ножу для обрезки готовой черепицы с последующим ее поступлением на приемный стол готовой продукции. 1 ил.
Технологическая линия по производству полимерной кровельной черепицы, характеризующаяся тем, что включает в себя размещенные последовательно по ходу технологического процесса и технологически связанные между собой смеситель с устройством приема из бункеров компонентов исходного сырья для смешивания этих компонентов и наполнения приемного бункера смешанной сыпучей смесью, автоматический загрузчик для подачи смешанной сыпучей смеси в приемный бункер экструзионной машины, выполненной с шестью зонами нагрева до 300°С и с возможностью реализации функции разогрева сыпучей смеси и выдачи расплавленной массы под давлением к щелевой головке с зонами нагрева в щели для формования пласта из расплавленной смеси и направления его на трехвалковый каландр с подогреваемыми валками для калибрования этого пласта, первое тянущее устройство для направления калиброванного пласта на стол дополнительного нагрева, формовочную машину для придания пласту формы черепицы, приемный стол для охлаждения черепицы, второе тянущее устройство для направления охлажденной черепицы к ножу для обрезки готовой черепицы с последующим ее поступлением на приемный стол готовой продукции.
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПОЛИМЕРНЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2206452C1 |
| АППАРАТ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ТЕЛЕСКОПИИ | 1926 |
|
SU7937A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ МЕТОДОМ ЭКСТРУЗИИ | 1999 |
|
RU2138395C1 |
| Способ приготовления состава для удаления налета свинца и мельхиора из канала стволов огнестрельного оружия | 1925 |
|
SU10368A1 |
| US 20100154973 A1, 24.06.2010 | |||
| US 2010330272 A1, 30.12.2010. | |||

