Изобретение относится к производству строительных изделий из сыпучих материалов и полимерных отходов и может быть использовано для получения черепичных, кровельных материалов, химически стойких покрытий полов, плитки и др.
Известен способ изготовления строительных изделий прессованием, включающий смешение нагретой древесины с термопластичным полимерным связующим, горячее прессования, охлаждение.
Для снижения расходов связующих полимеров древесные частицы смешивают с полиолефинами, заполняют этой смесью пресс-форму, нагревают ее до 200o С и при давлении 1,6-8 МПа осуществляют прессование с последующим охлаждением до 50-60o С, после чего производят распрессовку. При этом поддерживают определенное соотношение компонентов смеси. [Патент SU 1794024, МПК5 В 28 3/02, БИ 5, 1993].
Недостатком способа изготовления строительных изделий является ограниченная область применения, например, нельзя использовать для получения строительных изделий из сыпучих материалов.
Наиболее близким к предлагаемому изобретению является способ производства строительных изделий, в котором используется система изготовления строительных изделий из сыпучих материалов и полимерных отходов. Система включает устройства дробления полимерных материалов с нагревателем песка, соединенных между собой технологическими линиями, а также пресс-форму готовых изделий с транспортирующей линией подачи продукции на склад. [РФ, 94008420, А1, МПК 7 С 04 В 26/00 от 10.11.1995].
Недостатками системы является неэффективность ее работы из-за отсутствия средств контроля и управления параметрами устройств.
Целью изобретения является повышение эффективности работы системы при утилизации отходов.
Поставленная цель достигается тем, что известная система для изготовления изделий из сыпучих материалов и полимерных отходов, содержащая устройство дробления полимерных отходов и нагрева песка, входы которых соединены соответственно с линией подачи полимерных отходов и песка, а выход со смесителем песка и полимерных отходов, пресс-форму готовых изделий, соединенную на выходе с линией подачи продукции на склад, дополнительно снабжена гидравлическим прессом, вход которого соединен с выходом смесителя, а выход соединен со входом пресс-формы готовых изделий, датчиками температуры песка и смеси песка и полимерных отходов, соединенных электрическими линиями связи со входами вычислительного устройства, выходы которого соединены линиями связи с электрическими управляющими устройствами, установленными соответственно на пресс-форме готовых изделий, устройстве нагрева песка, устройстве дробления полимерных отходов, смесителе песка и полимерных отходов, гидравлическом прессе.
Совокупность известных устройств и предлагаемой системы придает ей новые свойства, позволяющие сделать вывод о соответствии предложенного технического решения критерию изобретения.
Исследования производства строительных материалов /черепицы, плитки половой, бордюрного камня/ показало, что сырьевым источником для их получения могут быть отходы полимеров и пластмасс промышленных предприятий, а также полимеры из бытовых отходов, которые сбрасываются в окружающую среду в больших количествах. Вторым компонентом при производстве строительных материалов является песок, который извлекается из песочных смесей металлургических, химических производстве и имеется также в больших количествах. Таким образом, сырье является дешевым и доступным.
Для переработки указанных отходов и получения необходимых изделий предлагается система с введением в нее элементов контроля и управления устройствами.
Принципиальная схема для изготовления изделий из сыпучих материалов и полимерных отходов приведена на чертеже. Система состоит из устройства нагрева песка 1, устройства дробления полимерных отходов 2, смесителя песка и полимерной массы 3, гидравлического пресса 4 и пресс-формы готовых изделий 5. Кроме того, в систему входят датчик температуры песка 6, датчик температуры смеси песка и полимерной массы 7, а также вычислительное устройство 8.
Устройства с 1-5 соединены технологическими линиями исходного сырья и готовой продукции (короба, трубопроводы, транспортеры). Датчики температуры 6, 7 соединены электрическими связями со входом вычислительного устройства 8, выходы которого соединены со выходами управляющих устройств соответственно: устройства нагрева песка 1; устройства дробления полимерных отходов 2; смесителя песка и полимерной массы 3, гидравлического пресса 4 и пресс-формы готовых изделий 5.
Система работает следующим образом. Песок по входной технологической линии загружают в устройство нагрева песка 1, где с помощью электронагревателя (ТЭНа) происходит его нагрев до заданной температуры (время нагрева зависит от влажности песка). Температура контролируется датчиком 6 и при достижении заданного значения (определяется температурой плавления полимерных отходов) вычислительное устройство 8 отключает ТЭН. Далее нагретый песок подается в смеситель песка и полимерной массы 3. Полимерные отходы, которые используются в качестве термопластичных связующих, подаются в устройство дробления отходов 2, которое представляет собой роторную дробилку. Здесь происходит дробление полимерных отходов и образуется полимерная масса, ее дальше направляют в смеситель песка и полимерной массы 3. В зависимости от вида выпускаемых изделий поддерживают определенное соотношение компонентов "песок - полимерная масса". Затем компоненты перемешивают при заданной температуре и образуется смесь для получения изделий. Температура смеси измеряется датчиком 7 и регулируется вычислительным устройством 8, которое используется также для включения устройств 2, 4, 5. Далее полученная масса направляется в гидравлический пресс 4 и пресс-форму готовых изделий 5. (Условно на чертеже изображен один пресс и одна пресс-форма.) С выхода пресс-формы 5 готовая продукция (черепица, плитка) поступает на склад.
Таким образом, управляя устройствами и параметрами (температурой песка и смеси), повышаем эффективность работы системы за счет более точного регулирования температуры и ритмичности работы устройств, а используя полимерные отходы и песочные смеси металлургических и химических производств, производим их утилизацию и улучшаем экологию окружающей среды и снижаем себестоимость готовой продукции.
Производство носит периодически-непрерывный характер и зависит от поступления сырья. При производстве используется следующий состав сырья: 15-30 мас. % полимерные отходы и 85-70 мас.% песок, температура нагрева песка составляет 350-400oС, а смеси песка и полимерной массы 110-270oС при времени нагрева 1-1,5 ч (время нагрева зависит от вида полимерных отходов и их температуры плавления). Нагрузка на пресс-формы составляет до 130 кг/ч при выпуске черепицы до 20000 м2 в год. Например, при загрузке исходных материалов: песка и полимерных отходов в соотношении 70:30 мас.% в количестве 100 кг получаем 50 шт. черепицы массой 2 кг. При этом температуру в устройстве нагрева песка 1 поддерживаем равной 370oС, а в смесителе песка и полимерной массы 3 равной 180oС при точности регулирования 2oС против 5oС без использования вычислительного устройства 8.
Сравнительные испытания с аналогичными производствами показали, что получаемая черепица в 1,5 раза дешевле, чем керамическая черепица. Производство строительных изделий с использованием системы производится в МТП НПП "Экология" (г. Тольятти). Экономический эффект от внедрения составит 2 млн руб./год.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КРОВЕЛЬНО-СТРОИТЕЛЬНОГО МАТЕРИАЛА И СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ КРОВЕЛЬНОГО ЛИСТА | 2012 |
|
RU2496637C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПОЛИМЕРНОЙ КРОВЕЛЬНОЙ ЧЕРЕПИЦЫ | 2011 |
|
RU2483873C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ КЕРАМИЧЕСКОЙ ЧЕРЕПИЦЫ | 1993 |
|
RU2046707C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПОЛИМЕРНЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2206452C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2033323C1 |
| Способ переработки текстильного корда | 2017 |
|
RU2643953C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ СЕРНЫХ БЕТОНОВ И ИЗДЕЛИЙ ИЗ НИХ | 1997 |
|
RU2123423C1 |
| СОСТАВ СЫРЬЕВОЙ СМЕСИ С ТЕХНОГЕННЫМИ ОТХОДАМИ МЕТАЛЛУРГИИ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ КАРБОНИЗИРОВАННЫХ ИЗДЕЛИЙ | 2023 |
|
RU2829132C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ИЗДЕЛИЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2016 |
|
RU2647305C1 |
Изобретение относится к производству строительных изделий из сыпучих материалов и полимерных отходов и может быть использовано для получения черепичных, кровельных материалов, химически стойких покрытий полов, плитки и др. Техническим результатом является повышение эффективности работы системы при утилизации отходов. Для этого система содержит устройства дробления полимерных отходов и нагрева песка, входы которых соединены соответственно с линией подачи полимерных отходов и песка, а выходы - со смесителем песка и полимерных отходов, пресс-форму готовых изделий, соединенную на выходе с линией подачи продукции на склад. Система также снабжена гидравлическим прессом, вход которого соединен с выходом смесителя, а выход - со входом пресс-формы готовых изделий, датчиками температуры песка и смеси песка и полимерных отходов, соединенными электрическими линиями связи со входами вычислительного устройства, выходы которого соединены линиями связи с электрическими управляющими устройствами, установленными соответственно на пресс-форме готовых изделий, устройстве нагрева песка, устройстве дробления полимерных отходов, смесителе песка и полимерных отходов, гидравлическом прессе. 1 ил.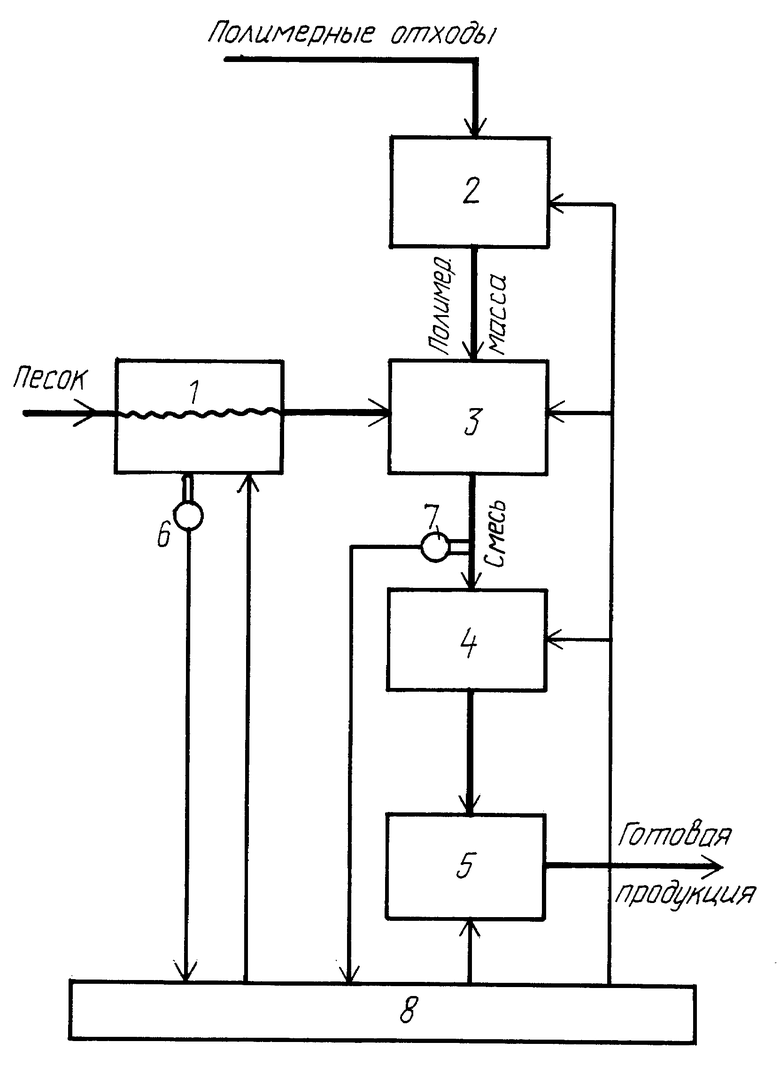
Система для изготовления изделий из сыпучих материалов и полимерных отходов, содержащая устройства дробления полимерных отходов и нагрева песка, входы которых соединены соответственно с линией подачи полимерных отходов и песка, а выходы - со смесителем песка и полимерных отходов, пресс-форму готовых изделий, соединенную на выходе с линией подачи продукции на склад, отличающаяся тем, что она снабжена гидравлическим прессом, вход которого соединен с выходом смесителя песка и полимерных отходов, а выход - со входом пресс-формы готовых изделий, датчиками температуры песка и смеси песка и полимерных отходов, соединенными электрическими линиями связи со входами вычислительного устройства, выходы которого соединены линиями связи с электрическими управляющими устройствами, установленными соответственно на пресс-форме готовых изделий, устройстве нагрева песка, устройстве дробления полимерных отходов, смесителе песка и полимерных отходов, гидравлическом прессе.
| RU 94008420 А1, 10.11.1995 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ, ИСПОЛЬЗУЕМЫХ, НАПРИМЕР, В ГИДРОТЕХНИЧЕСКОМ СТРОИТЕЛЬСТВЕ | 0 |
|
SU321506A1 |
| Способ изготовления строительных изделий | 1988 |
|
SU1719345A1 |
| Способ изготовления строительных изделий прессованием и состав смеси для изготовлений строительных изделий по этому способу | 1991 |
|
SU1794024A3 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СЫПУЧИХ МАТЕРИАЛОВ | 1992 |
|
RU2010704C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧЕРЕПИЦЫ И ЧЕРЕПИЦА КОНЬКОВАЯ | 1997 |
|
RU2127232C1 |
| US 4999396 А, 12.03.1991 | |||
| НЕПРОНИЦАЕМАЯ ДЛЯ ТЕКУЧЕЙ СРЕДЫ ОГНЕСТОЙКАЯ ДВЕРЬ | 2010 |
|
RU2563213C2 |

