Изобретение относится к трубопроводному транспорту и трубной арматуре и может быть использовано при монтаже трубопроводов и присоединительной арматуре, выполненных из стали и полиэтилена.
Из патентной литературы известен способ соединения труб полиэтилен-сталь, заключающийся в том, что предварительно нагретый конец стальной трубы ввинчивают в нагретый конец полиэтиленовой трубы с муфтой, затем соединение охлаждают (SU, авторское свидетельство, 1068652, кл. F 16 L 47/00, 1984). Это изобретение является наиболее близким аналогом.
Недостатком известного способа является сложность обеспечения равномерного сечения соединений. Кроме того, муфта выполнена металлической, т.е. имеет коэффициент линейного расширения иной, чем у полиэтиленовой трубки, что не позволяет обеспечить достаточного усилия прижатия при соединении. Кроме того, труба находится в напряженном состоянии при термоциклировании. Концы муфты расположены на одной линии со срезом труб, что создает дополнительную опасность повреждения полиэтиленовой трубы при изгибе и деформации.
Технической задачей изобретения является обеспечение равнопроходного сечения в месте соединения труб, создание дополнительного усилия прижатия полиэтиленовой трубы к стальной, что повышает герметичность соединения и упрочнение соединения за счет перекрытия муфтой рабочего участка соединения.
Поставленная задача достигается тем, что перед соединением труб из рабочей части полиэтиленовой трубы формуют раструб, а муфту напрессовывают на раструб после соединения труб, при этом ее концы выступают за пределы рабочей части соединения.
Муфту выполняют из полиэтилена, коэффициент расширения которого равен коэффициенту линейного расширения полиэтиленовой трубы, что позволяет держать трубу в напряженном состоянии и создает дополнительные усилия прижатия к стальной трубе.
Нагрев полиэтиленовой трубы и муфты проводят в глицерине при температуре t = (102 - 137)oC. Время разогрева от 5 до 20 мин. При таком режиме не происходит вспенивания полиэтилена и деформации трубы и муфты. Глицерин используют для того, чтобы предотвратить пересыхание и потрескивание полиэтилена.
Раструб на рабочей части полиэтиленовой трубы формуют путем нагревания ее конца, запрессовки на оправку и охлаждения.
Раструб обеспечивает получение равнопроходного сечения в месте соединения труб.
Охлаждение раструба после формовки, так и самого соединения проводят в воде.
На чертеже представлено неразъемное соединение стальной и полиэтиленовой труб.
Соединение включает стальную трубу 1 с рабочей частью 2, полиэтиленовую трубу 3 с раструбом 4 на рабочей части, полиэтиленовую муфту.
Соединение труб предложенным способом осуществляют следующим образом.
Предварительно перед сборкой соединения из рабочей части полиэтиленовой трубы 3 формуют раструб 4.
Для чего рабочую часть полиэтиленовой трубы выдерживают в глицерине при температуре от 102oC до 137oC. Оптимальный режим t= (125 ± 5)oC. Время выдержки 5-20 мин. Разогретую часть трубы 3 запрессовывают на оправку, выдерживают под нагрузкой и вместе с оправкой охлаждают в воде. Корректировку диаметра осуществляют путем кратковременного нагрева.
Перед соединением рабочую часть 2 стальной трубы 1 нагревают, например, в термошкафу до t = (220 - 260)oC. Устанавливают на стол пресса. Раструб 4 полиэтиленовой трубы 3 устанавливают на стальную трубу 1, обеспечивая соосность соединения, и напрессовывают раструб 4 на длину рабочей части по всему периметру. Снимают соединение с пресса и опускают в бак с водой до полного охлаждения.
Муфту 5 нагревают в глицерине, вынимают оправку, устанавливают на полиэтиленовый раструб 4 и напрессовывают. Готовое соединение опускают в бак с водой.
Муфта 5 устанавливается на раструб 4 так, чтобы своей поверхностью перекрывать концы труб 1 и 3 за счет того, что ее длина превышает длину рабочей части. Такая установка муфты обеспечивает упрочнение полиэтиленового раструба и предотвращает повреждение его от среза (торца) стальной трубы при деформации и изгибе.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2263244C1 |
| Способ сборки фитинга | 2020 |
|
RU2757742C2 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНОЙ ТРУБЫ С ПОЛИЭТИЛЕНОВОЙ | 2009 |
|
RU2387911C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220355C2 |
| Способ соединения полиэтиленовой трубы со стальной | 1990 |
|
SU1760228A1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБ | 2007 |
|
RU2342587C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2003 |
|
RU2245478C2 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННЕЙ ОБЛИЦОВКОЙ | 1992 |
|
RU2037722C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ | 2011 |
|
RU2469237C2 |
| СПОСОБ НАРУЖНОЙ ИЗОЛЯЦИИ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ ИЗ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПОКРЫТИЕМ | 2012 |
|
RU2527282C2 |
Способ неразъемного соединения труб полиэтилeн-сталь относится к трубопроводному транспорту и трубной арматуре из труб разного материала. В неразъемном соединении труб, состоящем из полиэтиленовой трубы, стальной трубы и муфты, установленной на внешней поверхности рабочей части полиэтиленовой трубы, охватывающей рабочую часть стальной трубы, рабочая часть полиэтиленовой трубы выполнена в виде раструба. Длина муфты превышает длину рабочей части труб. При этом муфта установлена таким образом, что ее концы выступают за пределы рабочей части труб. В качестве материала муфты использован полиэтилен с коэффициентом линейного расширения, равным коэффициенту линейного расширения полиэтиленовой трубы. Изобретение повышает надежность соединения. 2 с. и 4 з.п. ф-лы, 1 ил.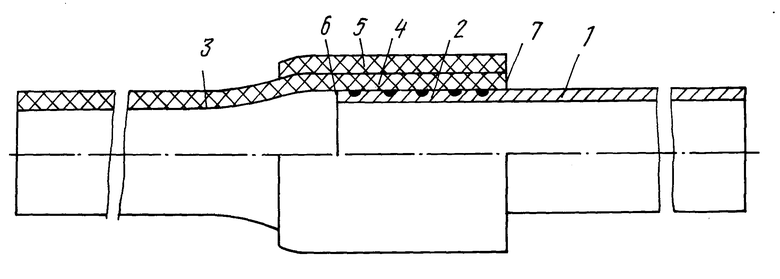
| SU, авторское свидетельство 1068652, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
