Изобретение относится к области соединения пластмассовых труб, а также пластмассовых труб с металлическими трубами и предназначено для использования в системах водоснабжения городских и сельских домов, приусадебных участков, сельских населенных пунктов, промышленных предприятий, а также в скверах и парках городского хозяйства для организации полива и подвода воды к фонтанам, клумбам, цветникам; в теплицах и оранжереях.
Известны различные устройства для соединения пластмассовых труб между собой и с металлическими трубами. Широко применяются неразъемные соединения полиэтиленовых труб с помощью сварки [1] , когда концы свариваемых труб вставляют в пластмассовую муфту с размещенной в ее теле металлической спиралью, концы которой выведены наружу для подсоединения к источнику тока. При пропускании по спирали электрического тока происходит местный разогрев материала муфты и наружной поверхностей концов труб, в результате которого происходит сварка муфты с трубами. Недостатками данного соединения пластмассовых труб, в особенной мере в полевых условиях, являются обязательное использование источника тока, который должен обладать возможностью регулировки параметров нагрева, так как для получения качественного соединения необходимо обеспечить определенную температуру нагрева в достаточно узком диапазоне ее изменения, поскольку и недогрев и перегрев материала труб и муфты являются причиной появления брака. Также необходима специально изготовленная соединительная арматура, содержащая металлическую спираль.
Устройства, предложенные в изобретениях [2], также требуют разогрева материала пластмассовых труб и манжет, причем требования к нагреву, касающиеся выдерживания узкого диапазона изменения температуры, аналогичны тем, что и в ранее приведенных изобретениях.
Описанное в изобретении [3] соединение полиэтиленовой трубы со стальной предполагает нанесение на конец стальной трубы, вставляемый затем в раструб полиэтиленовой трубы, адгезива в виде ленты из клея-расплава методом намотки и последующий индукционный нагрев собранного узла соединения. Таким образом, и это соединение требует обязательного использования нагревательной аппаратуры, в данном случае индукционной.
В изобретении [4] предложено соединение пластмассовых труб с помощью металлической муфты. Однако данное соединение требует предварительной механической обработки концевых участков пластмассовых труб, заключающейся в изготовлении точных фигурных выемок под упругие пластические элементы, что можно выполнить только в производственных условиях, а не в месте монтажа трубопровода. Кроме того, данное техническое решение предполагает применение муфты со сложной формой внутренней поверхности, на которой выполняют несколько кольцевых канавок (не менее трех) для установки уплотнительных колец и кольцевые выступы, располагающиеся между канавками.
В изобретениях [5] и изобретении [6], принятом авторами за прототип, соединение пластмассовых труб осуществляется с помощью металлического штуцера, на наружной поверхности запрессовываемого в трубу конца которого выполняют несколько кольцевых канавок с диаметром, меньшим внутреннего диаметра трубы. Штуцер вставляют в трубу до упора его торцевой поверхности со стороны вставляемого конца в торец трубы. Материал трубы вдавливается в кольцевые канавки штуцера с помощью металлической муфты, надеваемой на трубу в месте соединения. Муфта должна выполняться с повышенной точностью внутренних размеров для обеспечения гарантированного натяга при установке ее в месте соединения штуцера с трубой.
Задачей, на решение которой направлено предлагаемое авторами техническое решение, является упрощение устройства для соединения пластмассовых труб, повышение технологичности его изготовления.
Указанная техническая задача решается за счет того, что на запрессованном в пластмассовую трубу конце металлического штуцера выполнен кольцевой уступ, образованный выступами большего основания заходной усеченной конической поверхности над гладкой цилиндрической поверхностью кольцевой канавки, диаметр которой равен внутреннему диаметру трубы, а на другом конце штуцера, диаметр которого равен наружному диаметру трубы, и на наружной поверхности пластмассовой трубы, торец которой плотно прилегает к торцевой поверхности штуцера со стороны его канавки, нарезана цилиндрическая резьба, 2-3 нитки которой приходятся на штуцер, а остальные, являющиеся их продолжением, на наружную поверхность трубы, причем навинченная на эту резьбу муфта (или другой присоединяемый узел, например тройник, или кран, или другая арматура с внутренней резьбой) выполнена с заходной фаской, соосной с резьбой и обеспечивающей плотное прижатие стенок пластмассовой трубы к поверхности кольцевого уступа штуцера со стороны его канавки.
Кольцевой уступ, образованный выступанием большего основания заходной усеченной конической поверхности штуцера может быть притуплен радиусом или любой другой поверхностью второго порядка, а также перед заходной усеченной конической поверхностью может выполняться заходная цилиндрическая поверхность.
Требование по соосности резьбы и заходной фаски на муфте или другой присоединяемой арматуре гарантирует плотное прижатие стенок пластмассовой трубы к кольцевому уступу на штуцере по всей поверхности уступа. При несоосности этих поверхностей качество соединения не гарантируется.
Для того, чтобы при навинчивании на штуцер муфты или другого присоединяемого узла, которым может быть тройник, кран или другая арматура, исключить возможность проворачивания штуцера в пластмассовой трубе, на кольцевом уступе штуцера предлагается изготавливать продольные шлицы, кромки которых при провороте штуцера врезаются в материал стенок пластмассовой трубы, препятствуя его дальнейшему провороту.
Сущность предлагаемого авторами изобретения поясняется прилагаемым к заявке иллюстративным материалом.
На фиг.1 показан общий вид устройства для соединения пластмассовых труб, которое состоит из металлического штуцера 1, одним своим концом запрессованного в пластмассовую трубу 2 и имеющего на этом конце кольцевой уступ A. На наружной цилиндрической поверхности другого конца штуцера на наружной поверхности пластмассовой трубы 2, плотно прижатой к торцу Б штуцера, нарезана цилиндрическая резьба, на которую навинчена муфта 3, которая своей заходной фаской, соосной с резьбой, обеспечивает плотное прижатие стенок пластмассовой трубы к кольцевому уступу на штуцере.
Предложенное авторами техническое решение обеспечивает простоту исполнения и позволяет производить монтаж трубопроводов в любых условиях, не требующих использования специального оборудования.
Источники информации:
1. Патент ФРГ N 2848382, F 16 L 47/02, 1987. Патент ФРГ N DE2848382, F 16 L 47/02, 1994. Патент ФРГ N 3005087, F16 L 47/02, 1988. Патент ФРГ N 3129103, F 16 L 47/02, 1989. Авторское свидетельство N 143282, F 16 L 47/02, 1961. Авторское свидетельство N 330970, F 16 L 47/02, 1972.
2. Авторское свидетельство N1399569 F 16 L 47/00, 1978. Авторское свидетельство N 728568, F 16 L 47/06, 1992.
3. Авторское свидетельство N 1760228, F 16 L 47/06, 1992.
4. Авторское свидетельство N 1566159, F 16 L 21/08, 1990
5. патент ФРГ N DE 4117932 C2, F 16 L 47/06, 1993. патент AHU NDE 3836124 C3, F 16 L 47/04, 1996.
6. Патент ФРГ N DE 4135422 C2, F 16 L 47/06, 1996.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2154767C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 2000 |
|
RU2162183C1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА | 2002 |
|
RU2242667C2 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219382C2 |
| КОЛОННАЯ ГОЛОВКА | 1997 |
|
RU2146000C1 |
| ТРУБНОЕ СОЕДИНЕНИЕ С КОНИЧЕСКОЙ УДЛИНЕННОЙ РЕЗЬБОЙ ТРЕУГОЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2386072C1 |
| ДЕМПФЕР ПОДВЕСКИ ТРАНСПОРТНОГО СРЕДСТВА | 2001 |
|
RU2235233C2 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ОБСАДНЫХ КОЛОНН НА УСТЬЕ СКВАЖИНЫ (ВАРИАНТЫ) | 2002 |
|
RU2230177C1 |
| СОЕДИНЕНИЕ НАСОСНЫХ ШТАНГ, ОБСАДНЫХ КОЛОНН, НАСОСНО-КОМПРЕССОРНЫХ ТРУБ В НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИНАХ | 2002 |
|
RU2268434C2 |
Изобретение относится к области соединений пластмассовых труб. На конце штуцера, запрессованном в пластмассовую трубу, выполнен кольцевой уступ в виде выступания большего основания заходной усеченной конической поверхности над гладкой цилиндрической поверхностью кольцевой канавки, диаметр которой равен внутреннему диаметру трубы. На другом конце штуцера, диаметр которого равен наружному диаметру трубы, и на наружной поверхности пластмассовой трубы, торец которой плотно прижат к торцевой поверхности штуцера со стороны его канавки, нарезана цилиндрическая резьба. 2-3 нитки резьбы приходятся на штуцер, а остальные, являющиеся их продолжением, -на наружную поверхность трубы. Навинченная на эту резьбу муфта выполнена с заходной фаской, соосной с резьбой и обеспечивающей плотное прижатие стенок пластмассовой трубы к поверхности кольцевого уступа штуцера со стороны его канавки. В результате достигается упрощение устройства для соединения пластмассовых труб, повышается технологичность его изготовления. 1 з.п.ф-лы, 1 ил.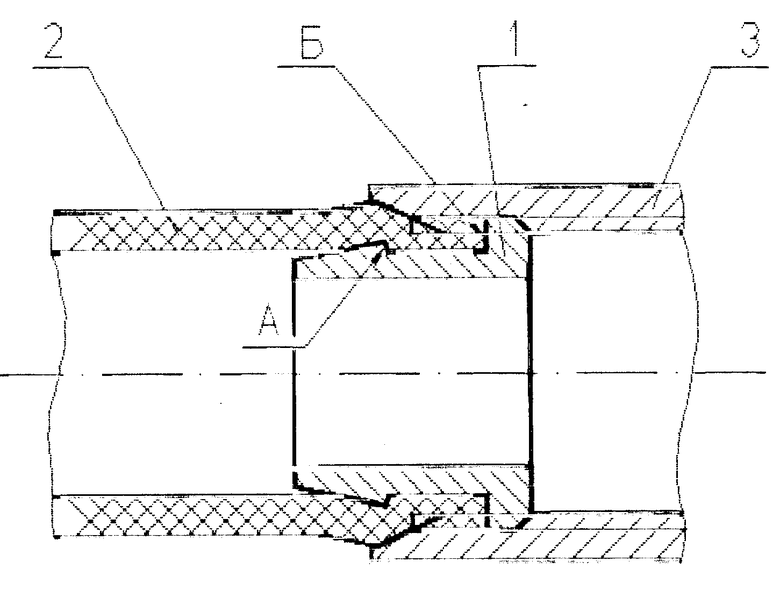
| DE 4135422 A1, 22.04.93 | |||
| МУФТОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ ИЗ СИНТЕТИЧЕСКОГО МАТЕРИАЛА | 1992 |
|
RU2076987C1 |
| Способ резьбового трубного соединения для пластмассовых труб и устройство для его осуществления | 1989 |
|
SU1728568A1 |
| DE 3810097 C1, 09.02.89 | |||
| ЛОПАТКА ВХОДНОГО УСТРОЙСТВА ГТД | 1998 |
|
RU2133850C1 |

