Область техники, к которой относится изобретение
Настоящее изобретение относится к рельсам из перлитной стали, которые используются на зарубежных грузовых железных дорогах и в головной части которых улучшены как износостойкость, так и ударная вязкость.
Приоритет испрашивается на основании японской патентной заявки № 2009-035472, поданной 18 февраля 2009 г., содержание которой включено в настоящее описание посредством данной ссылки.
Предшествующий уровень техники
В связи с экономическим развитием прогрессирует разработка природных ресурсов, таких как уголь и тому подобное. В частности, идут горные разработки в районах с суровой естественной средой, которые развиты в недостаточной степени. Соответственно довольно сложными становятся условия эксплуатации путей на зарубежных грузовых железных дорогах, используемых для перевозки природных ресурсов. Существует потребность в рельсах, обладающих ударной вязкостью или тому подобным в регионах с холодным климатом и в дополнение имеющих более высокую, чем обычно, износостойкость. В таких обстоятельствах существует потребность в разработке рельсов, обладающих более высокой ударной вязкостью и более высокой износостойкостью, чем обычная для применяемых в настоящее время высокопрочных рельсов.
В целом известно, что измельчение перлитной структуры, в частности измельчение зерна в аустенитной структуре, которая должна быть преобразована в перлит, или измельчение перлитных блоков является эффективным для улучшения вязкости перлитной стали. Для того чтобы добиться измельчения зерна в аустенитной структуре, во время горячей прокатки уменьшается температура прокатки и увеличивается степень обжатия и, кроме того, выполняется термообработка путем низкотемпературного нагрева после горячей прокатки рельсов. Кроме того, для того, чтобы добиться измельчения перлитной структуры, ускоряют перлитное превращение, начинающееся во внутренней части аустенитных зерен, путем использования зародышей превращения или тому подобного.
Однако при изготовлении рельсов с точки зрения обеспечения формуемости во время горячей прокатки существуют ограничения в отношении уменьшения температуры прокатки и повышения степени обжатия при прокатке; таким образом, не может быть достигнуто достаточное измельчение аустенитных зерен. Кроме того, в отношении перлитного превращения внутри аустенитных зерен путем использования зародышей превращения, существуют проблемы, связанные с количеством зародышей превращения, которое трудно контролировать, и перлитное превращение с внутренней стороны зерен не является стабильным; таким образом, достаточное измельчение перлитной структуры не может быть достигнуто.
В связи с этими проблемами предлагается способ для фундаментального улучшения ударной вязкости рельсов, имеющих перлитную структуру, в которых после горячей прокатки рельса проводится низкотемпературный нагрев, после чего выполняется перлитное превращение путем ускоренного охлаждения так, чтобы измельчить перлитную структуру. Однако в последнее время рельсы делают с высоким содержанием углерода для того, чтобы улучшить износостойкость; и поэтому существует проблема, заключающаяся в наличии крупных карбидов внутри аустенитных зерен во время описанной выше обработки с низкотемпературным нагревом, что снижает пластичность и ударную вязкость перлитной структуры после ускоренного охлаждения. Кроме того, поскольку этот способ включает в себя нагрев, существует другая проблема, связанная с экономической эффективностью, такая как высокие производственные затраты и низкая производительность и тому подобное.
В результате существует потребность в разработке способа изготовления рельсов из высокоуглеродистой стали, обеспечивающего формуемость во время горячей прокатки и измельчение перлитной структуры после горячей прокатки. Для того чтобы решить эту проблему, разработаны способы изготовления рельсов из высокоуглеродистой стали, показанные ниже. Главные особенности этих способов изготовления рельсов заключаются в том, что следующее решение используется так, чтобы измельчить перлитную структуру; и решение заключается в том, что аустенитные зерна в высокоуглеродистой стали легко рекристаллизуются при относительно низких температурах и даже при небольшой степени обжатия при прокатке. В результате мелкие зерна со сходным диаметром зерна получаются путем непрерывной прокатки при небольшой степени обжатия; и поэтому улучшаются пластичность и ударная вязкость перлитной стали (например, в Патентных документах 1, 2 и 3).
В технологии, описанной в Патентном документе 1 или 3, три или больше повторяющихся прокатных прохода проводятся с определенным интервалом времени при чистовой прокатке рельсов из высокоуглеродистой стали; и таким образом, может быть получен рельс, обладающий высокой пластичностью.
В технологии, описанной в Патентном документе 2, два или больше повторяющихся прокатных прохода проводятся с определенным интервалом времени при чистовой прокатке рельсов из высокоуглеродистой стали, и затем после непрерывной прокатки проводится ускоренное охлаждение. В результате может быть получен рельс, имеющий более высокую износостойкость и высокую ударную вязкость.
В технологии, описанной в Патентном документе 3, охлаждение проводится между прокатными проходами при чистовой прокатке рельсов из высокоуглеродистой стали, и выполнение ускоренного охлаждения проводится после непрерывной прокатки. В результате может быть получен рельс, имеющий более высокую износостойкость и высокую вязкость.
Технологии, описанные в Патентных документах 1-3, могут обеспечить измельчение аустенитной структуры до определенного уровня и демонстрируют некоторое улучшение вязкости путем сочетания температуры, количества прокатных проходов и интервала времени между проходами во время непрерывной горячей прокатки. Однако существует проблема, заключающаяся в том, что эти технологии не демонстрируют какого-либо эффекта в отношении начала разрушения от включений, присутствующих внутри стали; таким образом, ударная вязкость принципиально не улучшается.
С учетом этих обстоятельств добавление Са, уменьшение содержания кислорода и уменьшение содержания Al исследовали с целью ограничить формирование обычных включений в рельсах, то есть MnS или Al2O3. Особенности этих способов изготовления заключаются в том, что MnS превращается в CaS путем добавления Са при предварительной обработке жидкого металла так, чтобы сделать его безвредным, кроме того, в максимально возможной степени уменьшают содержание кислорода путем добавления восстановительных элементов и применения вакуумирования так, чтобы уменьшить содержание включений в расплавленной стали, а также в технологиях этих изученных процессов (например, Патентные документы 4, 5 и 6).
Технология из Патентного документа 4 описывает способ изготовления высокоуглеродистой, раскисленной кремнием расплавленной стали высокой чистоты, в которой добавленное количество Са оптимизируют для фиксации S как CaS; и таким образом уменьшается количество вытянутых включений на основе MnS. В этой технологии S, которая выделяется и концентрируется в процессе затвердевания, вступает в реакцию с Са, который также выделяется и концентрируется, или с силикатом кальция, образующимся в расплавленной стали; и, таким образом, S после этого фиксируется как CaS. В результате ограничивается образование вытянутых включений MnS.
Технология из Патентного документа 5 описывает способ изготовления высокоуглеродистой, расплавленной стали высокой чистоты, в которой уменьшается количество включений MnO; и таким образом уменьшается количество вытянутых включений MnS, выделившихся из MnO. При этой технологии сталь выпускают в нераскисленном или слабо раскисленном состоянии после плавления в печи с рафинирующей атмосферой, после чего производится вакуумирование при глубине разрежения 1 Торр или менее, так чтобы сделать содержание растворенного кислорода равным 30 млн-1 или меньше. Далее добавляют Al и Si и затем добавляют Mn. Таким образом, уменьшается количество продуктов вторичного раскисления, которые могут стать зародышами кристаллизации MnS, которые кристаллизируются в затвердевших в заключение частях, и концентрация MnO в оксидах уменьшается. Таким образом, ограничивается кристаллизация MnS.
Технология из Патентного документа 6 описывает способ изготовления высокоуглеродистой, расплавленной стали высокой чистоты с уменьшенным содержанием кислорода и Al в расплавленной стали. По этой технологии могут изготовляться рельсы, обладающие более высокой стойкостью к разрушению, путем ограничения общего количества кислорода на основании зависимости между общим количеством кислорода во включениях на основе оксидов и стойкостью к разрушению. Кроме того, стойкость к разрушению рельсов может быть дополнительно улучшена путем ограничения количества Al в твердом растворе или установки состава включений в предпочтительном диапазоне.
Описанные выше технологии, описанные в Патентных документах 4-6, позволяют контролировать конфигурацию и содержание включений на основе MnS и Al, образующихся на стадии обжатия заготовок. Однако конфигурация включений изменяется во время горячей прокатки при прокатке рельсов. В частности, включения на основе сульфида Mn, вытянутые в продольном направлении под воздействием прокатки, служат исходными точками разрушения рельсов; и поэтому существует проблема того, что вязкость рельсов не может быть устойчиво улучшена в случае, когда контролируется образование включений только на стадии обжатия заготовок.
Исходя из таких обстоятельств, становятся желательными перлитные рельсы, обладающие более высокой износостойкостью и ударной вязкостью, в которых и износостойкость, и вязкость перлитной структуры улучшены.
Существующие технические документы
Патентные документы
Патентный документ 1: Японская опубликованная не рассмотренная патентная заявка № H07-173530
Патентный документ 2: Японская опубликованная не рассмотренная патентная заявка № 2001-234238
Патентный документ 3: Японская опубликованная не рассмотренная патентная заявка № 2002-226915
Патентный документ 4: Японская опубликованная не рассмотренная патентная заявка № H05-171247
Патентный документ 5: Японская опубликованная не рассмотренная патентная заявка № H05-263121
Патентный документ 6: Японская опубликованная не рассмотренная патентная заявка № 2001-220651
Описание изобретения
Проблемы, которые должны быть решены с помощью изобретения
Настоящее изобретение создано с учетом указанных проблем, и целью настоящего изобретения является предложение перлитного рельса, у которого и износостойкость, и ударная вязкость улучшены в головной части, что особенно требуется для рельсов, применяемых за рубежом на грузовых железных дорогах.
Средства решения проблем
Перлитный рельс согласно настоящему изобретению состоит из стали, которая включает в себя, в массовых процентах, С: от 0,65% до 1,20%; Si: от 0,05% до 2,00%; Mn: от 0,05% до 2,0% и редкоземельные металлы (REM): от 0,0005% до 0,0500%, а остальное приходится на Fe и неизбежные примеси, причем в головной части рельса головная поверхностная часть, которая распространяется от поверхностей угловых частей головки и верхней части головки на глубину 10 мм, имеет перлитную структуру, а твердость HV головной поверхностной части находится в диапазоне от 320 до 500.
Здесь HV относится к твердости по Виккерсу так, как она определяется по JIS B7774.
В перлитном рельсе согласно настоящему изобретению среднее значение отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn, наблюдающихся в произвольном поперечном разрезе, выполненном в продольном направлении перлитной структуры, может находиться в диапазоне 5,0 или меньше.
Сталь может также включать в себя, в массовых процентах, S≤0,0100%, и включения на основе сульфида Mn, имеющие длины длинной стороны (L) в диапазоне от 1 мкм до 50 мкм, и могут присутствовать в количестве в расчете на единицу площади в диапазоне от 10/мм2 до 100/мм2 в произвольном поперечном разрезе, выполненном в продольном направлении перлитной структуры.
Сталь может также включать в себя, в массовых процентах, один или больше компонентов из группы, состоящей из следующих компонентов стали от (1) до (11).
(1) любой или оба из числа Са: 0,0005-0,0150% и Al: 0,0040-0,50%
(2) Со: 0,01-1,00%
(3) любой или оба из числа Cr: 0,01-2,00% и Мо: 0,01-0,50%
(4) любой или оба из числа V: 0,005-0,50% и Nb: 0,002-0,050%
(5) B: 0,0001-0,0050%
(6) Cu: 0,01-1,00%
(7) Ni: 0,01-1,00%
(8) Ti: 0,0050-0,0500%
(9) Mg: 0,0005-0,0200%
(10) Zr: 0,0001-0,2000%
(11) N: 0,0060-0,02000%
Эффект изобретения
Согласно настоящему изобретению, контролируются компоненты, микроструктура и твердость рельсовой стали и, кроме того, добавляются REM. Таким образом улучшаются износостойкость и ударная вязкость перлитной структуры; в качестве результата существует возможность улучшения периода использования (срока службы) рельса, в частности на грузовых железных дорогах за рубежом (зарубежных грузовых железных дорогах). Кроме того, в случае, когда количество включений на основе сульфида Mn контролируют путем контроля конфигурации включений на основе сульфида Mn и уменьшением добавленного количества S, существует возможность дополнительно улучшить ударную вязкость перлитной структуры; и в результате существует возможность дальнейшего улучшения периода использования рельса.
Краткое описание чертежей
На фиг.1 показан вид, обозначающий номинальные обозначения частей в поперечном разрезе (разрезе, перпендикулярном к продольному направлению) рельсовой стали согласно настоящему изобретению;
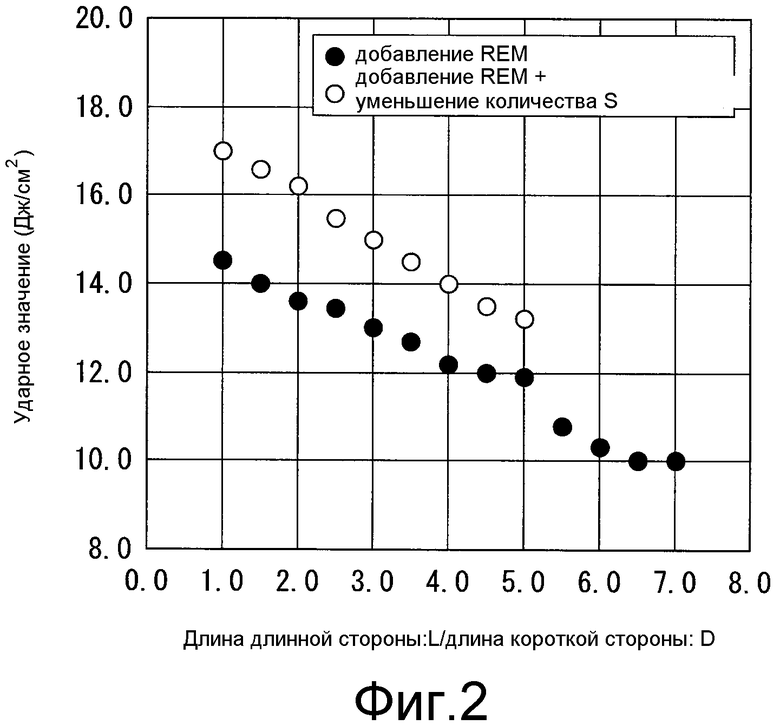
на фиг.2 показан вид, демонстрирующий соотношение между средним значением отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn и ударных свойств, что является результатами, полученными путем ударных испытаний сталей, в которых количество углерода составляет 1,00% и REM добавляют при лабораторном прокатном испытании, которое моделирует эквивалентные условия прокатки рельсов;
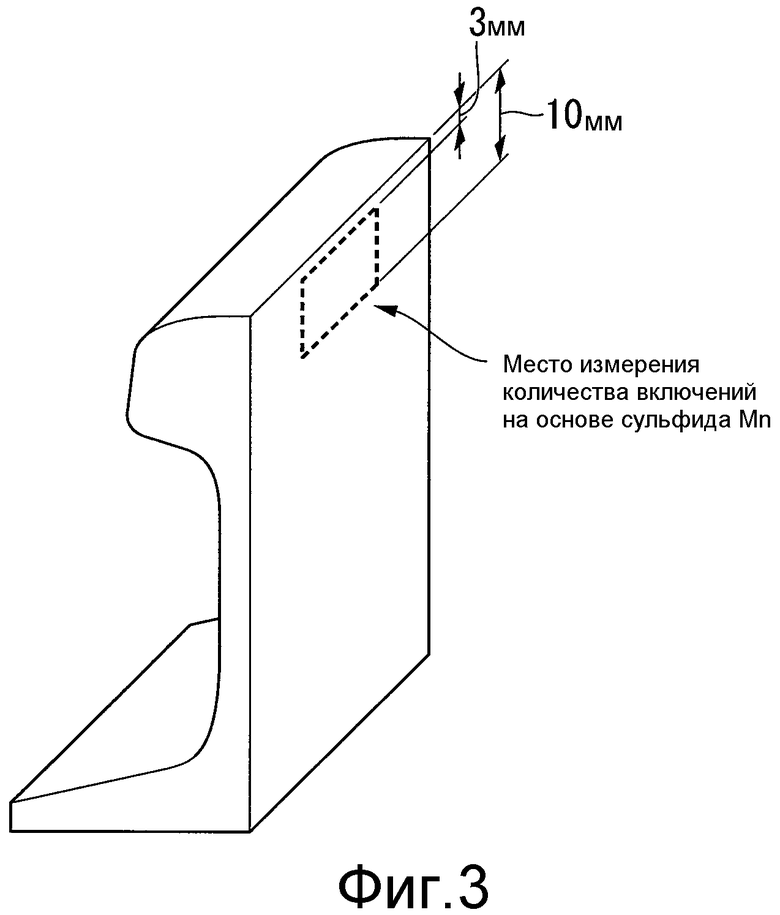
на фиг.3 показан вид, демонстрирующий место наблюдения включений на основе сульфида Mn в рельсовой стали согласно настоящему изобретению;
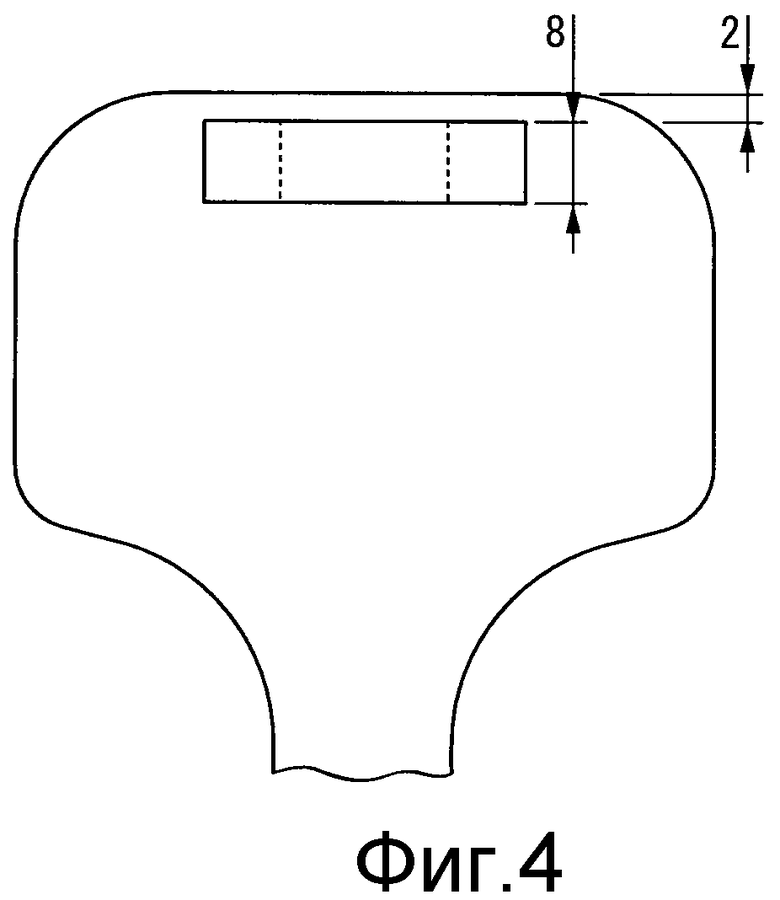
на фиг.4 показан вид, демонстрирующий место, в котором отбирают образцы для испытаний на износ, показанных в таблице 4-9;
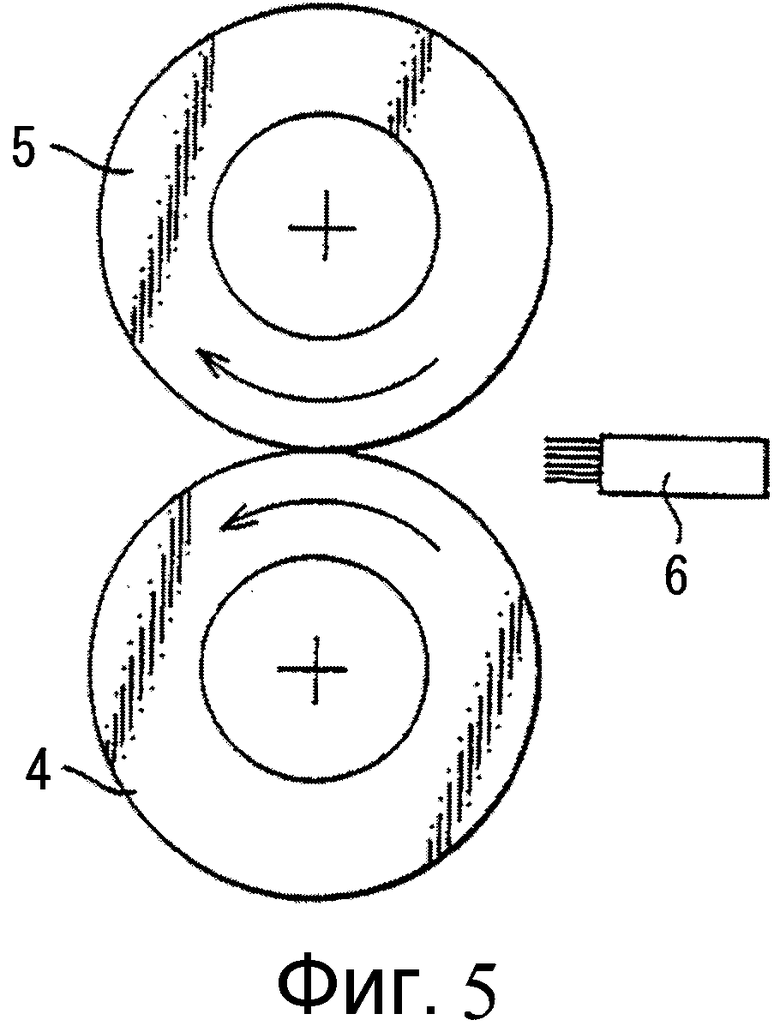
на фиг.5 показан вид, демонстрирующий очертания испытаний на износ, показанных в таблице 4-9;
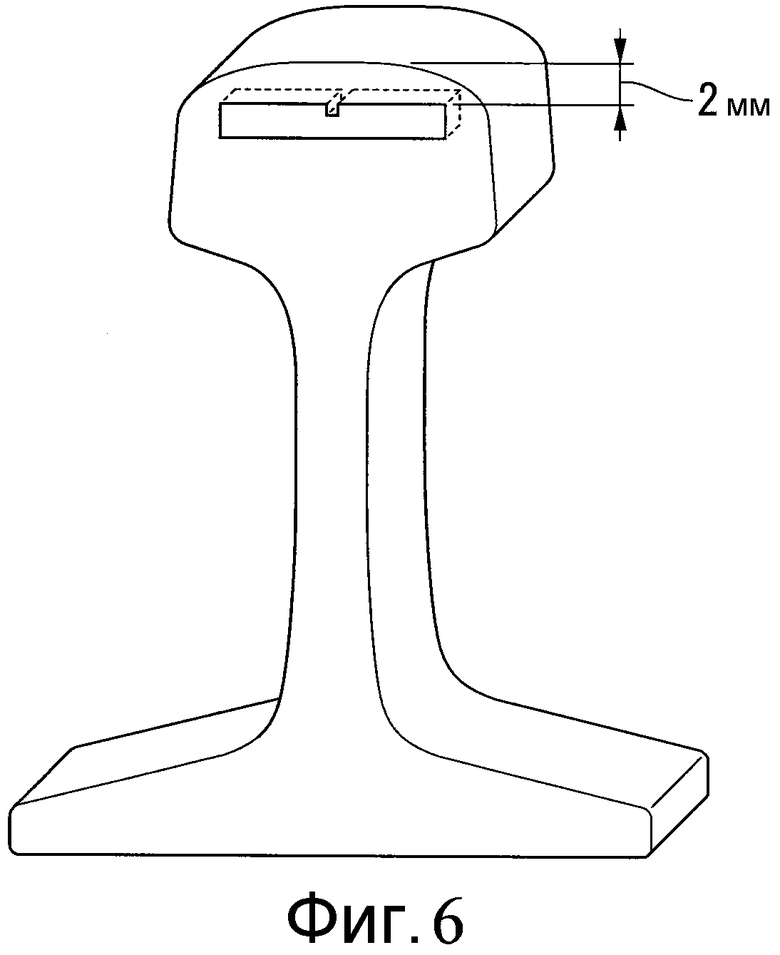
на фиг.6 показан вид, демонстрирующий место, в котором отбирают образцы для ударных испытаний, показанных в таблице 4-9;
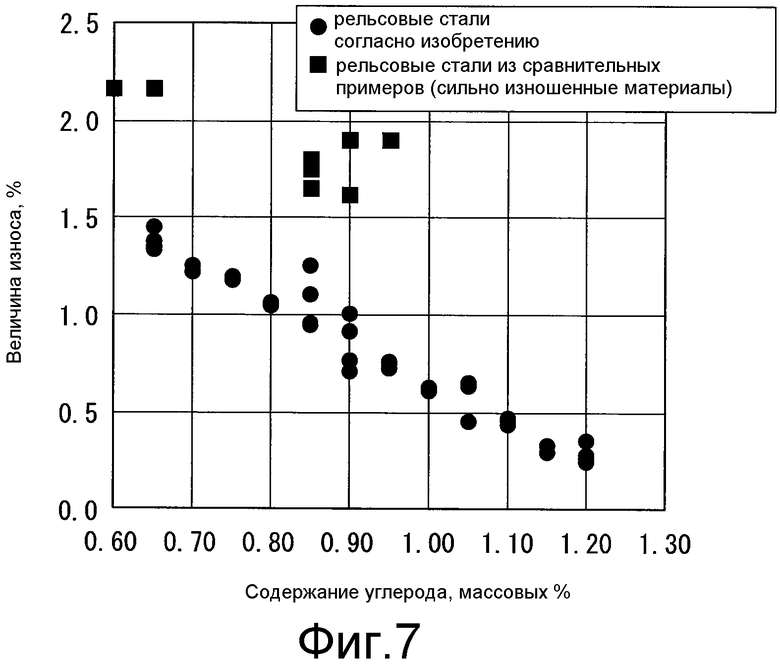
на фиг.7 показан вид, демонстрирующий зависимость между содержанием углерода и величиной износа в результате испытания на износ рельсовых сталей согласно настоящему изобретению (стали №№ 1-43) и сравнительных примеров рельсовых сталей (стали №№ 44, 46, 47, 48, 49, 62, 64 и 65);
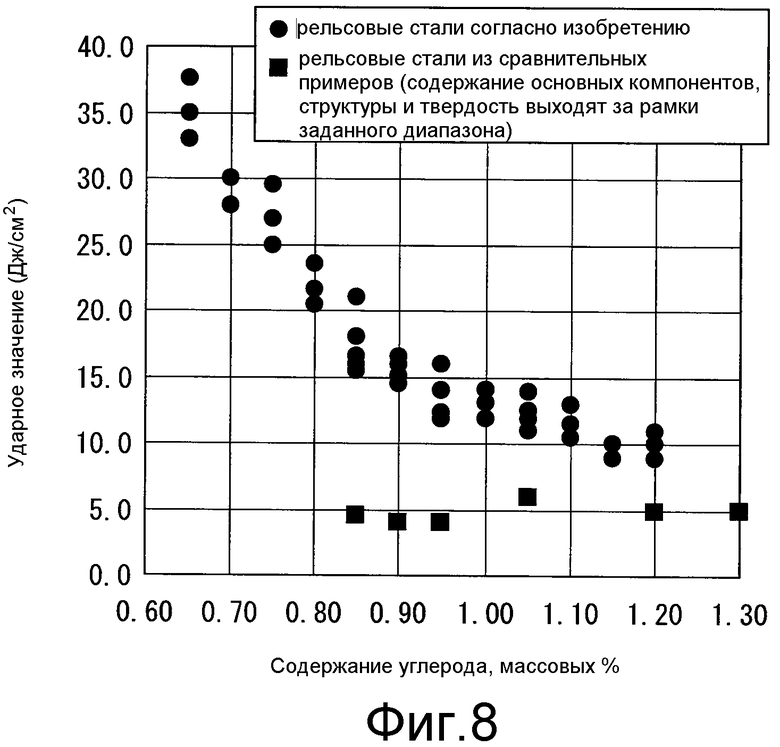
на фиг.8 показан вид, демонстрирующий зависимость между содержанием углерода и ударными свойствами в результате ударного испытания рельсовых сталей согласно настоящему изобретению (стали №№ 1-43) и сравнительных примеров рельсовых сталей (стали №№ 45, 47, 49, 63, 64 и 66);
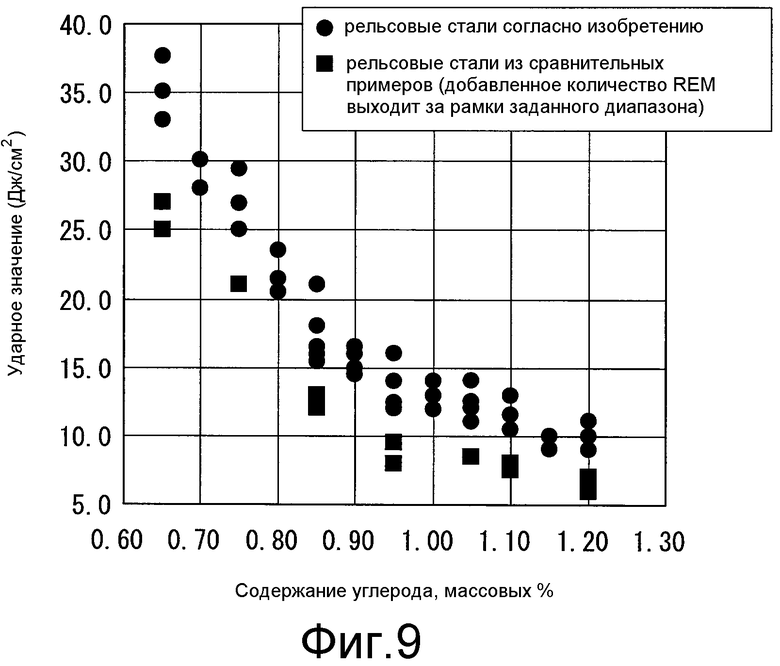
на фиг.9 показан вид, демонстрирующий зависимость между содержанием углерода и ударными свойствами в результате ударного испытания рельсовых сталей согласно настоящему изобретению и сравнительных примеров рельсовых сталей (стали №№ 50-61 и рельсы, в которых добавленное количество REM выходит за пределы ограниченного диапазона), которые показаны в таблице 1-3;
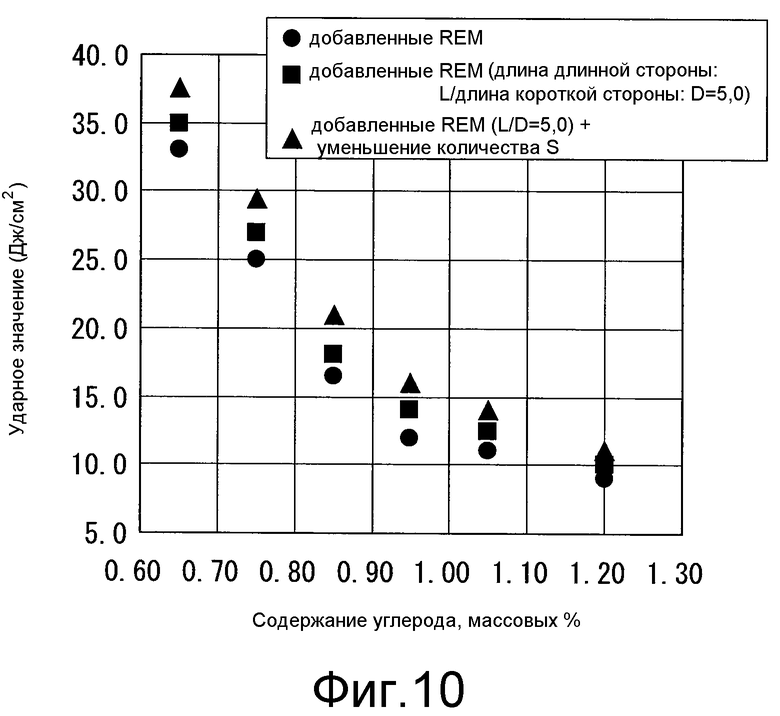
на фиг.10 показан вид, демонстрирующий зависимость между содержанием углерода и ударными свойствами в результате ударного испытания рельсовых сталей согласно настоящему изобретению (стали №№ 9-11, 14-16, 20-22, 25-27, 32-34 и 41-43), которые показаны в таблице 1-3.
Наилучший путь осуществления изобретения
Далее будут детально описаны перлитные рельсы с превосходной износостойкостью и ударной вязкостью в качестве вариантов реализации настоящего изобретения. Далее массовое содержание в химическом составе будет обозначаться просто как «%».
На фиг.1 показан разрез, перпендикулярный к продольному направлению перлитного рельса с превосходной износостойкостью и вязкостью согласно настоящему изобретению. Головная часть рельса 3 включает в себя верхнюю часть головки 1 и угловые части головки 2, помещенные на обоих концах верхней головной части 1. Одна из угловых частей головки 2 является рабочей гранью рельса (G.C), которая, главным образом, входит в контакт с колесами.
Часть, идущая от поверхностей угловых частей головки 2 и верхней части головки 1 до глубины 10 мм, называется головной поверхностной частью (числовая позиция: 3а, участок, ограниченный сплошной линией). В дополнение часть, идущая от поверхностей угловых частей головки 2 и верхней части головки 1 до глубины 20 мм и верхней части головки 1 на глубину 20 мм, обозначается числовой позицией 3b (участок, ограниченный пунктиром).
Сначала авторы настоящего изобретения выяснили механизм образования включений на основе сульфида Mn, вытянутых в продольном направлении, которые оказывают отрицательное влияние на ударную вязкость рельса. В процессе прокатки рельса заготовку нагревают до температуры от 1200°С до 1300°С, после чего заготовку подвергают горячей прокатке. Была исследована зависимость между этими условиями прокатки и конфигурацией MnS. В результате наблюдается, что при высокой температуре прокатки или в случае высокой степени обжатия при прокатке легко происходит пластическая деформация мягких включений на основе сульфида Mn; и таким образом, включения на основе сульфида Mn могут легко вытягиваться в продольном направлении рельса.
Далее авторы изобретения исследовали способы ограничения вытягивания включений на основе сульфида Mn. В результате экспериментов с горячей прокаткой рельса, при которых температура прокатки и степень обжатия при прокатке варьировались во время горячей прокатки, и было подтверждено, что удлинение включений на основе сульфида Mn может быть подавлено путем снижения температуры прокатки. Однако в процессе прокатки рельса снижение температуры прокатки затрудняет сохранение формуемости; и поэтому становится очевидной трудность подавления удлинения путем контроля температуры прокатки.
Исходя из этих обстоятельств, авторы изобретения изучили способы подавления удлинения включений на основе сульфида Mn. Были выполнены различные испытания плавления и эксперименты с горячей прокаткой, при которых конфигурация образовавшихся MnS варьировалась различным образом. В результате было подтверждено, что удлинение может подавляться путем отверждения включений, действующих как зародыши для включений на основе сульфида Mn.
Кроме того, авторы изобретения исследовали твердые включения, которые действовали как зародыши включений на основе сульфида Mn во время горячей прокатки. В результате экспериментов с горячей прокаткой с использованием оксидов с высокой температуре плавления было обнаружено, что оксисульфиды REM с высокой температурой плавления (REM2O2S) обладают высокой консистентностью с включениями на основе сульфида Mn; и таким образом, включения на основе сульфидов Mn образуются рационально с использованием в качестве зародышей оксисульфидов.
Далее авторы изобретения выполнили испытание плавления и эксперимент по горячей прокатке сталей, включающих в себя REM. В результате было подтверждено, что включения на основе сульфида Mn, образовавшиеся из зародышей оксисульфидов REM, редко удлинялись после горячей прокатки; и в результате число (количество) включений на основе сульфида Mn, вытянутых в продольном направлении, уменьшилось. Кроме того, в результате ударных испытаний с использованием этих сталей подтвердилось, что в отношении сталей, к которым были добавлены REM и количество удлиненных включений на основе сульфида Mn было мало, уменьшается количество начальных точек разрушения и в результате улучшились ударные свойства.
Кроме того, для того чтобы далее подавить удлинение включений на основе сульфида Mn, авторы изобретения исследовали способы тонкого рассеивания оксисульфидов REM путем испытания плавлением и экспериментов по горячей прокатке. В результате подтвердилось, что путем регулирования условий раскисления при добавлении REM обеспечивается мелкодисперсное рассеивание оксисульфидов REM; и в результате возможен контроль конфигурации включений на основе сульфида Mn после горячей прокатки.
В дополнение к контролю конфигурации включений на основе сульфида Mn авторы изобретения исследовали, улучшается или нет ударная вязкость в случае, когда общее число (количество) включений на основе сульфида Mn было уменьшено путем сокращения добавленного количества S. Испытания плавления и эксперименты по горячей прокатке были выполнены с использованием сталей, к которым были добавлены REM и варьировалось добавленное количество S. В результате было подтверждено, что в случае, если число (количество) включений на основе сульфида Mn уменьшилось путем уменьшения добавленного количества S, количество начальных точек разрушения резко уменьшилось; и поэтому улучшились ударные свойства.
Авторы изобретения провели испытательные выплавки экспериментальных сталей путем добавления REM к сталям, содержащим углерод в количестве 1,00%. Далее авторы изобретения провели лабораторное прокатное испытание, которое моделировало равнозначные условия горячей прокатки рельсов. Затем авторы изобретения выполнили ударное испытание и исследовали влияние отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn на ударные свойства. В данном случае твердость материалов была установлена на уровне HV 400 путем контроля условий термообработки.
На фиг.2 показана зависимость между средним значением отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn и ударных свойств в отношении сталей, содержащих 1,00% углерода. Путем регулирования условий раскисления во время добавления REM среднее значение отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn, которое наблюдается в произвольном поперечном разрезе в продольном направлении, становится равным 5,0 или меньше, и улучшаются ударные свойства. Кроме того, в случае, когда уменьшается количество добавленной S, число (количество) включений на основе сульфида Mn уменьшается - резко уменьшается количество начальных точек разрушения. В результате дополнительно улучшаются ударные свойства.
Результаты этих испытаний материалов авторы подтвердили, что для улучшения ударной вязкости рельсовых сталей с высоким содержанием углерода с превосходной износостойкостью эффективным был бы контроль конфигурации включений на основе сульфида Mn, то есть добавление REM. Кроме того, было обнаружено, что имеется оптимальный диапазон конфигурации включений на основе сульфида Mn, образованных путем использования REM как зародышей для улучшения ударной вязкости, и, следовательно, было также обнаружено, что ударная вязкость была также улучшена путем уменьшения количества добавленной S.
Таким образом, в настоящем изобретении REM добавляют к рельсовой стали с высоким содержанием углерода; и таким образом, улучшаются износостойкость и ударная вязкость перлитной структуры. В результате, в частности, становится возможным улучшить период использования (срок службы) рельса для зарубежных грузовых железных дорог. Кроме того, контролируется конфигурация включений на основе сульфида Mn и, кроме того, число (количество) включений на основе сульфида Mn контролируют путем уменьшения добавленного количества S. В результате дополнительно улучшается вязкость перлитной структуры. Таким образом, настоящее изобретение предлагает перлитный рельс с улучшенным периодом использования (срока службы) рельса.
Далее будут подробно описаны причины того, почему настоящее изобретение ограничено (в отношении признаков). Далее в описании химического состава «массовые %» будут обозначаться просто как «%».
(1) Причины ограничения химического состава
Причину того, почему химические компоненты рельсовых сталей ограничиваются указанными выше числовыми диапазонами в перлитном рельсе согласно настоящему изобретению, будут описаны в деталях.
С является эффективным элементом, который ускоряет превращение перлита и обеспечивает износостойкость. Когда содержание С меньше 0,65%, невозможно поддерживать минимальный уровень прочности или износостойкости, требующийся для рельсов. Кроме того, когда содержание С в рельсе из перлитной стали превышает 1,20%, более вероятным является появление предэвтектоидной цементитной структуры, и таким образом ухудшаются износостойкость и вязкость. Соответственно содержание С ограничивается диапазоном 0,65-1,20%. Поэтому желательно, чтобы содержание С было в диапазоне 0,90% или больше для получения достаточно надежной износостойкости.
Si является ключевым компонентом в качестве раскислителя. Кроме того, Si увеличивает твердость (прочность) перлитной структуры благодаря упрочнению в твердом растворе ферритной фазы в перлитной структуре, и таким образом стойкость перлитной структуры к усталостному разрушению. Кроме того, Si является элементом, который подавляет образование предэвтектоидной цементитной структуры в заэвтектоидной стали и таким образом подавляет ухудшение усталостных свойств. Однако в случае, когда содержание Si меньше 0,05%, этих эффектов трудно ожидать в достаточной степени. Кроме того, в случае, когда содержание Si превышает 2,00%, во время прокатки образуется большое количество поверхностных дефектов, а свариваемость ухудшается из-за образования оксидов. Кроме того, значительно возрастает закаливаемость и образуется мартенситная структура, вредная для износостойкости и ударной вязкости рельса. Соответственно содержание Si ограничивается диапазоном 0,05-2,00%. Здесь желательно, чтобы содержание Si находилось в диапазоне от 0,25% до 1,25%, чтобы улучшить закаливаемость и подавлять образование мартенситной структуры, вредной для износостойкости и ударной вязкости.
Mn является элементом, который повышает закаливаемость и делает таким образом тонкими промежутки между пластинками в перлитной структуре, обеспечивая таким образом твердость перлитной структуры и улучшая износостойкость. Однако в случае, если содержание Mn меньше 0,05%, его влияние мало, и становится затруднительным обеспечить износостойкость, требующуюся от рельса. Кроме того, в то время, когда содержание Mn превышает 2,00%, закаливаемость значительно возрастает, и облегчается образование мартенситной структуры, отрицательно влияющей на износостойкость и вязкость. Соответственно количество добавляемого Mn ограничивается 0,05-2,00%. Здесь желательно, чтобы содержание Mn находилось в диапазоне от 0,20% до 1,35%, чтобы улучшить закаливаемость и подавлять образование мартенситной структуры, вредней для износостойкости и вязкости.
Редкоземельный металл является раскисляющим и обессеривающим элементом, и при добавлении REM образуются оксисульфаты редкоземельного металла (REM2O2S), которые служат зародышами для образования включений на основе Mn. Кроме того, поскольку температура плавления оксисульфидов (REM2O2S), служащих зародышами, высока, REM является элементом, который подавляет удлинение включений на основе сульфида Mn после прокатки. Однако в случае, когда содержание REM меньше 0,0005%, указанный эффект не велик, и REM не может в достаточной степени действовать как зародыш для образования включений на основе сульфида Mn. Кроме того, в случае, когда содержание REM превышает 0,0500%, число (количество) оксисульфидов REM(REM2O2S) становится избыточным; и таким образом число (количество) изолированных (независимых) оксисульфидов REM(REM2O2S) увеличивается. Эти твердые оксисульфиды (REM2O2S) значительно ухудшают вязкость рельсовой стали. Поэтому добавленное количество REM ограничивается диапазоном от 0,0005% до 0,0500%. Здесь для того, чтобы улучшить ударные свойства путем надежного подавления образования удлиненных включений на основе сульфида Mn и для подавления развития образования твердых оксисульфидов (REM2O2S), которые не служат зародышами включений на основе сульфида Mn и вредны для вязкости, добавленное количество REM предпочтительно должно быть в диапазоне от 0,0010% до 0,0300%.
Здесь термин REM относится к редкоземельным металлам, из которых один или больше выбраны из числа Sc, Y, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu. Описанное выше добавленное количество включает в себя количество всех добавленных REM. Пока сумма количеств всех добавленных REM находится в пределах указанного выше диапазона, любой отдельный или комбинированный (два или больше) из редкоземельных металлов может демонстрировать тот же эффект.
В настоящем изобретении желательно ограничить содержание S следующим образом. Причины того, что содержание S ограничивается диапазоном, заявленным в п.3, будет подробно описано.
S является элементом, образующим включения на основе сульфида Mn, вредные для ударной вязкости. В случае, когда содержание S превышает 0,0100%, число (количество) включений на основе сульфида Mn возрастает, и, таким образом, не может быть достигнуто заметное улучшение вязкости. Поэтому добавленное количество S ограничивается значением 0,0100% или меньше. Здесь не существует ограничения по нижнему пределу; для того, чтобы сохранить минимальный уровень включений на основе сульфида Mn для подавления водородных дефектов и, в то же время, для улучшения вязкости, содержание S предпочтительно находится в диапазоне от 0,0020% до 0,0080%.
Кроме того, желательно добавлять к рельсам, изготовленным с описанным выше химическим составом, такие элементы как Ca, Al, Co, Cr, Mo, V, Nb, B, Cu, Ni, Ti, Mg, Zr или N согласно необходимости для улучшения твердости (упрочнения) перлитной структуры или проэвтектоидной (предэвтектоидной) ферритной структуры, улучшения вязкости перлитной структуры, предотвращения размягчения зон термического влияния при сварке и контроля распределения твердости по поперечному разрезу головной части рельса.
Ниже здесь показаны основные цели добавления описанных выше элементов.
Са и Al образуют оксиды, имеющие высокую температуру плавления, и эти оксиды служат зародышами включений на основе сульфида Mn; таким образом, подавляется удлинение включений на основе сульфида Mn, и улучшается вязкость.
Со измельчает ламельные структуры, находящиеся в контакте качения, а также измельчает ферритные зерна; и таким образом увеличивается износостойкость перлитной структуры.
Cr и Мо увеличивают точку равновесного перлитного превращения и измельчают промежутки между пластинками перлита; таким образом, обеспечивается твердость перлитной структуры.
V и Nb образуют карбиды и нитриды в процессе горячей прокатки и последующем процессе охлаждения; и таким образом подавляется рост аустенитных зерен. Кроме того, V и Nb выделяются в виде включений и отверждаются в ферритной структуре и в перлитной структуре; и, таким образом, улучшаются ударная вязкость и твердость перлитной структуры. Кроме того, V и Nb стабильно образуют карбиды и нитриды; и таким образом предотвращается размягчение зоны термического влияния в сварных швах.
В снижает зависимость температуры перлитного превращения от скорости охлаждения; и таким образом, однородным становится распределение твердости в головной части рельса.
Cu находится в твердом растворе в ферритной структуре и в ферритной фазе в перлитной структуре; таким образом, увеличивается твердость перлитной структуры.
Ni улучшает вязкость и твердость ферритной структуры и перлитной структуры и, одновременно, Ni предотвращает размягчение зоны термического влияния в сварных швах.
Ti измельчает структуру в зонах термического влияния и предотвращает охрупчивание зон термического влияния в сварных швах.
Mg измельчает аустенитные зерна во время горячей прокатки рельса и, в то же время, ускоряет ферритное или перлитное превращение; таким образом, улучшается вязкость.
Zr подавляет формирование зон ликвации в середине литой заготовки, поскольку включения ZrO2 служат зародышами затвердевания в высокоуглеродистой рельсовой стали, и повышается степень равноосной кристаллизации затвердевающих структур. В результате предотвращается понижение ударной вязкости рельса.
N сегрегирует на границы аустенитного зерна; и таким образом ускоряется перлитное превращение. Кроме того, N измельчает размеры перлитных блоков; таким образом, улучшается ударная вязкость.
Причины ограничений содержания этих компонентов будут описаны далее.
Подобно REM, Са является раскисляющим и десульфурирующим элементом, и при добавлении Ca образуются соединения типа оксидов и сульфидов кальция (СаО-CaS). Эти соединения служат зародышами для образования включений на основе сульфида Mn; и поэтому удлинение включений на основе Mn подавляется после горячей прокатки. Кроме того, при добавлении вместе с REM Са образует комплексные оксиды с оксисульфидами REM(REM2O2S). Эти комплексные оксиды дополнительно подавляют удлинение включений на основе Mn. В случае, когда содержание Са меньше 0,0005%, этот эффект невелик, и скопления не могут действовать в достаточной степени как зародыши для образования включений на основе сульфида Mn. Кроме того, в случае если содержание Са превышает 0,0150%, содержание независимого твердого СаО, который не служит зародышами для включений на основе сульфида Mn, возрастает в зависимости от содержания кислорода в стали. В результате сильно ухудшается вязкость рельсовой стали. Поэтому добавленное количество Са ограничивается диапазоном от 0,0005% до 0,0150%.
Al является восстановительным элементом, образующим оксид алюминия (Al2O3), и эти оксиды служат зародышами для образования включений на основе сульфида Mn; таким образом, подавляется удлинение включений на основе сульфида Mn после прокатки. Кроме того, Al является элементом, повышающим температуру эвтектоидного превращения до более высокого значения, и Al способствует повышению твердости (прочности) перлитной структуры. Однако в случае, когда содержание Al меньше 0,0040%, его эффект слаб. Кроме того, когда содержание Al превышает 0,50%, становится трудным получение Al в твердом растворе в стали; и при этом образуются крупные включения на основе оксида алюминия. В результате ухудшается ударная вязкость рельса и одновременно из-за выделения крупных включений происходит усталостное повреждение. Кроме того, оксиды образуются во время сварки; при этом заметно ухудшается свариваемость. Соответственно содержание Al ограничивается диапазоном от 0,0040% до 0,50%.
Со растворяется в твердой фазе в ферритной фазе в перлитной структуре. При этом образуется мелкая ферритная структура, дополнительно измельчаемая при контакте с колесами на поверхности контакта качения головной части рельса, что улучшает износостойкость. Когда содержание Со меньше 0,01%, измельчение ферритной структуры не может быть достигнуто, так что нельзя ожидать эффекта улучшения износостойкости. Кроме того, в случае, когда содержание Со превышает 1,00%, эти эффекты достигают предела, так что измельчение ферритной структуры за счет дополнительного количества Со не может быть достигнуто. Кроме того, из-за повышения затрат, вызванного добавлением легирующих, снижается экономическая эффективность. Соответственно количество Со ограничивается диапазоном от 0,01 до 1,00%.
Cr повышает температуру равновесного превращения и, в результате, Cr измельчает ферритную структуру и перлитную структуру; и таким образом Cr способствует повышению твердости (прочности). В то же время Cr упрочняет цементитную фазу; и таким образом улучшается твердость (прочность) перлитной структуры. Однако в случае, если содержание Cr меньше 0,01%, такой эффект становится небольшим, а эффекта повышения твердости рельсовой стали не наблюдается совсем. В случае избыточного добавления Cr в количестве больше 2,00% повышается закаливаемость и образуется мартенситная структура. Таким образом, растрескивание, начинающееся в мартенситной структуре, может происходить в угловых частях головки и в верхней части головки рельса; в результате ухудшается стойкость к поверхностному повреждению. Поэтому содержание Cr ограничивается диапазоном от 0,01% до 2,00%.
Мо, как и Cr, повышает температуру равновесного превращения и, в результате, Мо измельчает ферритную структуру и перлитную структуру; и таким образом Мо способствует повышению твердости (прочности). Поэтому Мо является элементом, улучшающим твердость (прочность). Однако при содержании Мо меньше 0,01% такой эффект становится небольшим, и эффект улучшения твердости рельсовой стали не наблюдается совсем. В случае избыточного добавления Мо в количестве более 0,50% значительно снижается скорость превращения. Таким образом, растрескивание, начинающееся в мартенситной структуре, может происходить в угловых частях головки и в верхней части головки рельса; в результате ухудшается стойкость к поверхностному повреждению. Поэтому содержание Мо ограничивается диапазоном от 0,01% до 0,50%.
V измельчает аустенитные зерна за счет закрепляющего действия карбидов V и нитридов V в случае, когда термообработка выполняется при высокой температуре. Далее, V повышает твердость (прочность) ферритной структуры и перлитной структуры за счет дисперсионного упрочнения посредством карбида V и нитрида V, образующихся во время охлаждения после горячей прокатки, и одновременно V улучшает ударную вязкость. V является эффективным элементом для получения этих результатов. Кроме того, в зонах термического влияния, нагретых до температуры в диапазоне Ас1 или меньше, V является эффективным элементом для предотвращения размягчения зон термического влияния сварного шва путем образования карбидов V и нитридов V в относительно широком температурном диапазоне. Однако при содержании V меньше 0,005% этих результатов нельзя ожидать в достаточной степени, и улучшение ферритной структуры и перлитной структуры в отношении твердости и ударной вязкости не наблюдается. В случае, когда содержание V превышает 0,50%, происходит чрезмерное дисперсионное упрочнение карбидом V или нитридом V, и ухудшается ударная вязкость перлитной и ферритной структуры. Таким образом, растрескивание может происходить в угловых частях головки и в верхней части головки рельса; в результате ухудшается стойкость к поверхностному повреждению. Соответственно содержание V ограничивается диапазоном от 0,005 до 0,50%.
Nb подобно V измельчает аустенитные зерна за счет закрепляющего действия карбида Nb или нитрида Nb в случае термообработки при высокой температуре. Кроме того, Nb повышает твердость (прочность) ферритной структуры и перлитной структуры за счет дисперсионного упрочнения посредством карбида Nb и нитрида Nb, образующихся во время охлаждения после горячей прокатки, и одновременно Nb улучшает ударную вязкость. Nb является эффективным элементом для получения этих результатов. Кроме того, в зонах термического влияния, которые были нагреты до температуры в диапазоне Ас1 или меньше, Nb является эффективным элементом, предназначенным для того, чтобы предотвратить размягчение зон термического влияния сварного шва путем стабильного формирования карбидов Nb и нитридов Nb от низкотемпературного диапазона до высокотемпературного диапазона. Однако при содержании Nb ниже 0,002% этих результатов нельзя ожидать, и улучшение ферритной структуры и перлитной структуры в отношении ударной вязкости и твердости не ожидается. В случае, когда содержание Nb превышает 0,050%, происходит чрезмерное дисперсионное упрочнение карбидами Nb или нитридами Nb, и таким образом ухудшается ударная вязкость ферритной структуры и перлитной структуры. Таким образом, растрескивание может происходить в угловых частях головки и в верхней части головки рельса; в результате ухудшается стойкость к поверхностному повреждению. Соответственно содержание Nb ограничивается диапазоном от 0,002 до 0,050%.
В образует борокарбид железа (Fe23(CB)6) по границам аустенитного зерна и ускоряет перлитное превращение. Этот эффект ускорения перлитного превращения уменьшает зависимость температуры перлитного превращения от скорости охлаждения; и таким образом, обеспечивается более равномерное распределение твердости от поверхности до внутренней области головной части рельса. Это позволяет увеличить срок службы рельса. В случае, когда содержание B меньше 0,0001%, эти результаты недостаточны, и улучшение распределения твердости в головной части рельса не обнаруживается. В случае, когда содержание В превышает 0,0050%, образуются крупнозернистые борокарбиды железа; это ведет к уменьшению ударной вязкости. Соответственно содержание В ограничивается диапазоном от 0,0001 до 0,0050%.
Cu является элементом, который растворяется в ферритной структуре и ферритной фазе в перлитной структуре, и Cu улучшает твердость (прочность) перлитной структуры за счет упрочнения твердого раствора. В случае, если содержание Cu меньше 0,01%, этих результатов нельзя ожидать. В случае, когда содержание Cu превышает 1,00%, за счет значительного повышения закаливаемости образуется мартенситная структура, которая отрицательно влияет на ударную вязкость. Таким образом, растрескивание может происходить в угловых частях головки и в верхней части головки рельса; в результате ухудшается стойкость к поверхностному повреждению. Соответственно содержание Cu ограничивается диапазоном от 0,01 до 1,00%.
Ni является элементом, который улучшает вязкость ферритной структуры и перлитной структуры, и одновременно Ni повышает твердость (прочность) за счет упрочнения твердого раствора, улучшая таким образом стойкость перлитной структуры к усталостному повреждению. Кроме того, Ni тонко выделяется как интерметаллическое соединение Ni3Ti, являющееся комплексным соединением с Ti в зоне термического влияния сварки и за счет дисперсионного твердения ограничивает размягчение. В случае, если содержание Ni меньше 0,01%, эти результаты довольно малы. Когда содержание Ni превышает 1,00%, ударная вязкость ферритной структуры и перлитной структуры заметно ухудшается. Таким образом, растрескивание может происходить в угловых частях головки и в верхней части головки; в результате ухудшается стойкость к поверхностному повреждению. Соответственно содержание Ni ограничивается диапазоном от 0,01 до 1,00%.
Ti является эффективным элементом, который измельчает структуру зон термического влияния, которые нагреваются до аустенитного диапазона путем использования того факта, что карбиды Ti и нитриды Ti, выделившиеся во время нагрева при сварке, не плавятся; таким образом, Ti предотвращает охрупчивание участков сварного шва. Однако при содержании Ti меньше 0,0050% эти результаты малы, а в случае, когда содержание Ti превышает 0,0500%, образуются крупнозернистые карбиды Ti или нитриды Ti, и при этом ухудшается ударная вязкость рельса. В то же время из-за крупных включений ухудшается стойкость к усталостному повреждению. Соответственно содержание Ti ограничивается диапазоном от 0,0050 до 0,050%.
Mg соединяется с О, S или Al и тому подобным так, чтобы образовать мелкие оксиды, и таким образом Mg подавляет рост зерен кристаллов во время повторного нагрева для горячей прокатки рельсов и Мg измельчает аустенитные зерна. В результате Mg улучшает ударную вязкость ферритной структуры и перлитной структуры. Mg является эффективным элементом для получения этих результатов. Кроме того, MgO и MgS тонко диспергируют MnS; и таким образом вокруг MnS образуются обеденные Mn зоны. Это способствует возникновению ферритного превращения и перлитного превращения. В результате, поскольку Mg главным образом измельчает размеры перлитных блоков, Mg является эффективным элементом для улучшения ударной вязкости перлитной структуры. Однако при содержании Mg ниже 0,0005% результаты проявляются слабо. В случае, когда содержание Mg превышает 0,0200%, образуется крупнозернистый оксид Mg; и при этом ухудшается ударная вязкость рельса, и в то же время у включения крупнозернистого оксида происходит усталостное повреждение. Соответственно содержание добавляемого Mg ограничивается диапазоном от 0,0005 до 0,0200%.
Поскольку включения ZrO2 обладают высокой кристаллической схожестью с γ-Fe, включения ZrO2 становятся зародышем кристаллизации высокоуглеродистой рельсовой стали, в которой первичным кристаллом в процессе кристаллизации является γ-Fe; по этой причине увеличивается скорость равноосной кристаллизации в затвердевающих структурах. В результате Zr подавляет образование зоны ликвации в центральной части литой заготовки и улучшает свойства участков ликвации. Однако при содержании Zr ниже 0,0001% количество (число) включений на основе ZrO2 мало; и таким образом включения ZrO2 не дают достаточного результата в качестве зародышей кристаллизации. Кроме того, в случае, когда содержание Zr превышает 0,2000%, образуется большое количество (число) крупнозернистых включений на основе Zr, и усталостное повреждение происходит из-за этого количества крупнозернистых включений. Соответственно добавляемое количество Zr ограничивается диапазоном от 0,0001 до 0,2000%.
N сегрегирует к границам аустенитного зерна; и таким образом N ускоряет перлитное превращение по границам аустенитного зерна. В результате, главным образом, уменьшаются размеры перлитных блоков; таким образом, можно улучшить вязкость. N является эффективным элементом для получения этих эффектов. Однако при содержании N ниже 0,0060% эти результаты проявляются слабо. В случае, когда содержание N превышает 0,0200%, становится затруднительным перевести N в твердый раствор в стали. В начальных точках усталостного повреждения образуются пузырьки, так что ухудшается стойкость рельса к усталостному повреждению. Соответственно содержание N ограничивается диапазоном от 0,0060 до 0,0200%.
(2) Причины, по которым ограничиваются участки и твердость перлитной структуры на участке головной поверхностной части (числовое обозначение: 3а)
Далее будут описаны причины, по которым головная поверхностная часть 3а рельса включает в себя перлитную структуру и ее твердость HV ограничивается диапазоном 320-500.
Во-первых, будут описаны причины, по которым твердость HV перлитной структуры ограничивается диапазоном 320-500.
В настоящей компонентной системе в случае, если твердость HV перлитной структуры меньше 320, становится трудно обеспечить износостойкость головной поверхностной части 3а рельса; таким образом, уменьшается срок службы рельса. Кроме того, на поверхности контакта качения происходит растрескивание, вызванное пластической деформацией; и таким образом стойкость к повреждению поверхности головной поверхностной части рельса 3а сильно ухудшается. В дополнение в случае, если твердость HV перлитной структуры превышает 500, вязкость перлитной структуры сильно ухудшается; и таким образом ухудшается стойкость к повреждениям головной поверхностной части рельса 3а. Поэтому твердость HV перлитной структуры ограничивается диапазоном от 320 до 500.
Далее будет описана причина, по которой диапазон, необходимый для включения перлитной структуры, обладающей твердостью HV в диапазоне от 320 до 500, ограничивается головной поверхностной частью 32 рельсовой стали.
Здесь под головной поверхностной частью 3а рельса понимают, как показано на фиг.1, участок, идущий от угловых частей головки 2 и верхней части головки 1 до глубины 10 мм (участок, ограниченный сплошной линией). Если перлитная структура, имеющая описанные выше компоненты, располагается в головной поверхностной части 3а, ограничивается износ, вызванный контактом с колесами; и таким образом, улучшается износостойкость рельса.
Кроме того, предпочтительным является размещение перлитной структуры, обладающей твердостью HV в диапазоне от 320 до 500, на участке 3b, идущем от угловых частей головки 2 и верхней части головки 1 до глубины 20 мм, то есть на участке, ограниченном пунктиром на фиг.1. Таким образом, износостойкость дополнительно обеспечивается даже в случае, когда износ происходит глубже внутри головной части рельса из-за контакта с колесами; и таким образом улучшается срок службы рельсов.
Поэтому желательно располагать перлитную структуру, имеющую твердость HV в диапазоне от 320 до 500, на поверхности головной части рельса 3 или вокруг нее, с которой главным образом контактируют колеса, и другие части могут иметь металлографическую структуру, иную, чем перлитная структура.
В то же время в отношении способа получения перлитной структуры, имеющей твердость HV в диапазоне от 320 до 500, в головной части рельса, как описано ниже, предпочтительно проводить ускоренное охлаждение в головной части рельса 3 с аустенитной областью в высокотемпературном состоянии после горячей прокатки или нагрева.
В отношении головной части рельса 3 согласно настоящему изобретению желательно, чтобы металлографическая структура головной поверхностной части 3а или части 3b, достигающей в глубину 20 мм и включающей в себя головную поверхностную часть 3а, состояла из описанной выше перлитной структуры. Однако в зависимости от химического состава рельса и условий термообработки и способов изготовления существуют случаи, при которых перлитная структура смешана с проэвтектоидной ферритной структурой, проэвтектоидной цементитной структурой, бейнитной структурой и мартенситной структурой в небольшом количестве, например с долей поверхности 5% или меньше. Даже в случае, когда перечисленные выше структуры содержатся в количестве 5% или меньше, эти структуры не оказывают важного отрицательного влияния на износостойкость и вязкость головной части рельса 3. Поэтому описанная выше перлитная структура может включать в себя структуры, смешанные с проэвтектоидной ферритной структурой, проэвтектоидной цементитной структурой, бейнитной структурой, мартенситной структурой и тому подобным при доле поверхности 5% или меньше.
Другими словами, в отношении головной части рельса 3 согласно настоящему изобретению 95% или больше от металлографической структуры в головной поверхностной части 3а или части 3b, достигающей в глубину 20 мм и включающей в себя головную поверхностную часть 3а, должны приходиться на перлитную структуру, и желательно, чтобы 98% или больше от металлографической структуры в головной части рельса 3 приходились на перлитную структуру для того, чтобы в достаточной степени обеспечить износостойкость и вязкость.
В то же время в колонках «Микроструктура» в таблицах 1 и 2 ниже «небольшое количество» относится к содержанию в 5% или меньше, и структуры, иные, чем перлит, без указания «небольшое количество» означают, что структуры включены в количество более 5% (за рамками настоящего изобретения).
(3) Причины ограничения среднего значения отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn
В настоящем изобретении среднее значение отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn, которое наблюдают в произвольном разрезе, выполненном вдоль продольного направления перлитной структуры (разрез, параллельный продольному направлению рельса), предпочтительно находится в диапазоне 5,0 или меньше (признак по п.2).
Причины, по которым среднее значение отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn, которое наблюдают в произвольном разрезе, выполненном вдоль продольного направления, ограничивается указанным диапазоном, будут описаны в деталях.
В случае, когда среднее значение отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn в продольном направлении превышает 5,0, включения на основе сульфида Mn становятся крупными; и поэтому вокруг включений на основе сульфида Mn возникает концентрация напряжений. В результате в рельсе становится возможным возникновение повреждений. Поэтому в ходе механического испытания стали невозможно достичь заметного улучшения ударных свойств. Поэтому среднее значение отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn ограничивается величиной 5,0 или меньше.
В то же время нижнее предельное значение отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn не особенно ограничивается; однако в случае, когда длина длинной стороны и длина короткой стороны являются одинаковыми, т.е. в случае, когда включение имеет круглые очертания, отношение длин (L/D) становится равным 1,0, что становится по существу нижним предельным значением.
В дополнение, для того, чтобы дополнительно подавить действие крупных включений на основе сульфида Mn, являющихся концентраторами напряжений, желательно ограничить значение отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) величиной 4,0 или меньше.
Здесь будет описан способ измерения отношения длины длинной стороны (L) к длине короткой стороны (D) включения на основе сульфида и способ расчета среднего значения отношения длин (L/D).
Как показано на фиг.3, образцы вырезают из разреза в продольном направлении головной части рельса, в которой очевидным является повреждение рельса, и выполняют измерение включений на основе сульфида. Разрез каждого из вырезанных образцов в продольном направлении по рельсу полируют до зеркального блеска и фотографируют около 100 включений на основе сульфида Mn с использованием оптического микроскопа и в произвольном разрезе. Затем фотографии сканируют на устройстве обработки изображений так, чтобы измерить длины длинной стороны (L) и длины короткой стороны (D) и получить отношения длин (L/D); после этого вычисляют среднее значение этих величин. Место измерения включений на основе сульфида Mn специально не ограничивается; однако желательно наблюдать участок, идущий от поверхности головной части рельса, который служит начальной точкой повреждения, до глубины от 3 до 10 мм.
В то же время в качестве способа контроля среднего значения отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида так, чтобы оно равнялось 5,0 или меньше, необходимо эффективно и с измельчением создавать оксисульфиды REM(REM2O2S), которые служат ядрами включений на основе сульфида. Для того, чтобы контролировать это, как описано ниже, необходимо контролировать количество кислорода в расплавленной стали перед добавлением REM.
(4) Причины ограничения количества (числа) (в расчете на единицу площади) включений на основе сульфида Mn, имеющих длины длинной стороны (L) в диапазоне от 1 мкм до 50 мкм
В настоящем изобретении количество (число) (в расчете на единицу площади) включений на основе сульфида Mn, имеющих длины длинной стороны (L) в диапазоне от 1 мкм до 50 мкм, предпочтительно составляет от 10/мм2 до 100/мм2 (включений/мм2) (признак по п.3). При произвольном разрезе, выполненном вдоль продольного направления (разрез, параллельный продольному направлению рельса), будет подробно описана причина того, почему длина длинной стороны включений на основе сульфида Mn, являющихся предметами оценки, ограничивается диапазоном от 1 мкм до 50 мкм.
В результате изучения длин длинной стороны включений на основе сульфида Mn и фактических показателей стойкости к повреждениям самих рельсов при существующем химическим составе было подтверждено, что существует хорошая взаимосвязь между количеством включений на основе сульфида Mn, имеющих длины длинной стороны (L) в диапазоне от 1 мкм до 50 мкм и стойкостью рельсов к повреждению. Поэтому длина длинной стороны включений на основе сульфида Mn, которые являются объектами исследования, ограничивается диапазоном от 1 мкм до 50 мкм.
Далее будет подробно описана причина того, почему количество (число) (в расчете на единицу площади) включений на основе сульфида Mn, имеющих длины длинной стороны (L) в диапазоне от 1 мкм до 50 мкм и наблюдающихся в произвольном разрезе в продольном направлении, ограничивается указанным диапазоном, показанным в п.3.
В случае, когда общее количество (в расчете на единицу площади) включений на основе сульфида Mn, имеющих длины длинной стороны (L) в диапазоне от 1 мкм до 50 мкм, превышает 100/мм2, количество включений на основе сульфида становится избыточным, и поэтому происходит концентрация напряжений вокруг включений на основе сульфида Mn. В результате становится возможным возникновение повреждений в рельсе. Поэтому дальнейшее улучшение ударных значений при механическом испытании стали не может быть достигнуто. Кроме того, в случае, когда общее количество (в расчете на единицу площади) включений на основе сульфида Mn, имеющих длины длинной стороны (L) в диапазоне от 1 мкм до 50 мкм, меньше 10/мм2, значительно уменьшается количество центров захвата водорода, остающегося в стали; и таким образом возрастает возможность наведения водородных дефектов (водородного охрупчивания). В результате может быть ухудшена стойкость рельса к повреждениям. Поэтому общее количество (в расчете на единицу площади) включений на основе сульфида Mn, имеющих длины длинной стороны (L) в диапазоне от 1 мкм до 50 мкм, ограничивается диапазоном от 10/мм2 до 100/мм2.
Кроме того, для того чтобы дополнительно уменьшить действие включений на основе сульфида Mn, которые служат начальными точками разрушения и, в то же время, подавлять водородные дефекты заранее, чтобы стабильно улучшать стойкость рельса к разрушению, желательно сохранять общее количество (в расчете на единицу площади) включений на основе сульфида Mn, имеющих длины длинной стороны (L) в диапазоне от 1 мкм до 50 мкм, в диапазоне от 20/мм2 до 85/мм2.
Здесь в отношении количества включений образцы отбирали способом, показанным на фиг.3. Включения на основе сульфида Mn исследуются с использованием оптического микроскопа при произвольном разрезе в продольном направлении. Затем подсчитывают количество включений, имеющих размеры в описанном выше диапазоне; и подсчитывают их количество в расчете на единицу площади разреза. Желательно выполнять наблюдение по меньшей мере в десяти полях зрения и использовать среднее значение как представительное значение. Места, где производят замер включений на основе сульфида Mn, особо не ограничиваются; однако желательно наблюдать участок в пределах от поверхности головной части рельса, который служит исходной точкой повреждения, до глубины от 3 до 10 мм.
В дополнение для того, чтобы контролировать количество (в расчете на единицу площади) включений на основе сульфида Mn, имеющих длины длинной стороны (L) в диапазоне от 1 мкм до 50 мкм так, чтобы оно было в указанном выше диапазоне, необходимо контролировать количество S, добавленной в расплавленную сталь, количеством в 0,0100% или меньше, как ограничено выше. В частности, при обычном вторичном рафинировании желательно добавлять десульфурирующие элементы, такие как СаО, Na2CO3, CaF2 и тому подобное, или десульфурирующие элементы вместе с Al, и затем выполнять рафинирование. В то же время нижний предел добавленного количества S специально не ограничивается; однако желательно устанавливать содержание S в диапазоне от 0,0020% до 0,0080% для того, чтобы сохранить минимальный уровень содержания включений на основе сульфида Mn для подавления водородных дефектов и, в то же время, для улучшения вязкости.
(5) Способ изготовления рельсов согласно настоящему изобретению
Способ изготовления рельсовой стали с описанным выше химическим составом и микроструктурой специально не ограничивается; однако в целом рельсовую сталь изготавливают следующим способом.
Сначала производится плавка таким образом, чтобы получить расплавленную сталь в обычно применяемом плавильном агрегате, таком как конвертер, электропечь и тому подобное. Затем в расплавленную сталь добавляют REM, и оксисульфиды REM(REM2O2S) равномерно диспергируются для контроля распределения включений на основе сульфида Mn. Кроме того, добавленное количество S добавляют до небольшой величины по сравнению с обычными условиями. После этого расплавленную сталь разливают в слитки, которые прокатывают на блюминге, или подвергают непрерывной разливке, чтобы получить стальной слиток, заготовку. Затем стальной слиток подвергают далее горячей прокатке и последующей термообработке (нагреву, охлаждению) и таким образом изготавливают рельс.
В частности, для того, чтобы равномерно диспергировать мелкие оксисульфиды REM(REM2O2S), желательно добавлять сплавы Fe-Si-REM или мишметалл, содержащий REM (основные компоненты: Се, La, Pr и Nd) в ковш с высокотемпературной жидкой сталью, промежуточное разливочное устройство во время непрерывной разливки или тому подобное после обычного рафинирования. Кроме того, для того, чтобы предотвратить скопление или ликвацию оксисульфидов REM(REM2O2S) на стадии разливки, желательно перемешивать расплавленный металл в процессе затвердевания с использованием электромагнитных сил или тому подобного. Кроме того, для того, чтобы контролировать поток расплавленной стали во время разливки, желательно оптимизировать форму разливочного стакана.
Условия получения стального слитка и условия горячей прокатки стального слитка, которые являются последующими процессами после процесса получения расплавленной стали, не имеют специальных ограничений, и возможно использование обычных условий. Рельсовая сталь, включающая в себя описанные выше компоненты, плавится в обычно применяемых плавильных агрегатах, таких как конвертер, электропечь и тому подобное, и расплавленную сталь разливают в слитки, которые прокатывают на блюминге или подвергают непрерывной разливке, чтобы получить заготовку для горячей прокатки.
Заготовку (блюм) нагревают до температуры порядка 1200°С или больше, после чего выполняется несколько проходов горячей прокатки так, чтобы придать заготовке форму рельса. Температура, при которой выполняется чистовая прокатка, предпочтительно составляет от 900°С до 1000°С для того, чтобы сохранить форму и свойства материала.
Кроме того, в отношении термообработки после горячей прокатки, желательно выполнить ускоренное охлаждение головной части рельса 3 при высоких температурах с аустенитными участками после горячей прокатки или нагрева для того, чтобы получить в головной части рельса 3 перлитную структуру с твердостью HV от 320 до 500. Выполнение термообработки (и охлаждения) в качестве способа ускоренного охлаждения, описанного в Патентном документе 7 (Японская опубликованная не рассмотренная патентная заявка № H08-246100), в Патентном документе 8 (Японская опубликованная не рассмотренная патентная заявка № H09-111352), позволяет получить структуру и твердость в заданном диапазоне.
Здесь для того, чтобы выполнить термообработку с нагревом после прокатки рельса, желательно нагревать головную часть рельса или весь рельс путем пламенного или индукционного нагрева.
Кроме того, в качестве способа контроля средних значений отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида на уровне 5,0 или ниже, необходимо эффективно и с измельчением генерировать оксисульфиды REM(REM2O2S), служащих зародышами включений на основе сульфидов. Для контроля этого необходимо контролировать количества кислорода в расплавленной стали до добавления REM. В частности, желательно заранее выполнять раскисление с помощью Al или Si так, чтобы уменьшить содержание кислорода до уровня 10 млн-1 или ниже, и затем с добавлением REM. В случае недостаточного раскисления оксисульфиды REM(REM2O2S) не образуются, а образуется REM2O3 , которые не могут действовать зародышами включений на основе сульфидов. Таким образом, включения на основе сульфида не рассеяны в заготовке перед горячей прокаткой. В результате в рельсе после горячей прокатки включения на основе сульфида вытягиваются; и, таким образом, становится трудно контролировать среднее значение отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида на уровне 5,0 или ниже.
Примеры
Далее будут описаны примеры настоящего изобретения. Таблицы 1-3 показывают химический состав рельсовых сталей для испытаний (рельсовые стали согласно изобретению и рельсовые стали для сравнительных примеров).
В то же время в таблицах химические компоненты №1 включают баланс, представленный железом и неизбежными примесями. Кроме того, в таблицах 1 и 2 раздел «Химические компоненты», в котором не показано содержание S, включает S в диапазоне от более чем 0,0100% до 0,0200%.
Рельсовые стали с химическим составом, показанным в таблицах 1-3, были изготовлены следующим образом.
Плавление было выполнено в обычных плавильных агрегатах, таких как конвертеры, электропечи и тому подобное. Когда в расплавленный металл добавляли REM, мишметалл, содержащий Ce, La, Pr и Nd в качестве главных компонентов, равномерно распределялись оксисульфиды REM(REM2O2S) так, чтобы контролировать распределение включений на основе сульфида Mn. После этого стальные слитки изготавливали путем разливки слитков и их прокатки на блюминге или подвергали непрерывной разливке, после чего стальные слитки подвергли горячей прокатке. После этого была выполнена термообработка с целью изготовления рельсов.
Ti: 0,01
Согласно описанному выше способу измеряли отношения (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn, и количество (в расчете на единицу площади) включений на основе сульфида Mn, имеющих длины длиной стороны (L) в диапазоне от 1 мкм до 50 мкм.
Кроме того, микроструктуры и твердость головных частей рельса измеряли следующим образом.
Образец был вырезан из поверхностной части головки рельса, включающей головную поверхностную часть 3а. После этого предназначенную для наблюдения поверхность полировали, после чего поверхность протравливали ниталевой жидкостью для травления. Микроструктуру предназначенной для наблюдения поверхности наблюдали с использованием микроскопа согласно JIS G 0551. Кроме того, согласно JIS B7774 измеряли твердость по Виккерсу HV вырезанного образца. Здесь твердость по Виккерсу измеряли, нагружая алмазный индентор на образце грузом в 98 Н (10 кгс). Твердость по Виккерсу показана как (HV, 98Н) в таблицах.
В то же время наблюдение микроструктур и измерение твердости выполняли на глубине 4 мм от поверхностной части головки рельса.
Испытание на износ головной части
На фиг.4 показано место, из которого был отобран испытательный образец для испытания на износ, а числовые значения на чертеже указывают размеры (мм). Как показано на фиг.4, дисковидный испытательный образец был вырезан из части, включающей головную поверхностную часть рельсовой стали.
Затем, как показано на фиг.5, были приготовлены две противоположные оси вращения, дисковидный испытательный образец (рельсовый испытательный образец 4) был помещен на одной из осей вращения, а противопоставленный материал 5 был помещен на другой оси вращения. Рельсовый испытательный образец 4 и противопоставленный материал 5 были введены в контакт в состоянии, при котором к рельсовому испытательному образцу 4 была приложена определенная нагрузка. В таком состоянии две оси вращения вращались с определенной скоростью при подаче сжатого воздуха из охлаждающего сопла 6 для охлаждения испытательного образца. Затем, после выполнения осями 700000 оборотов, измерили уменьшение веса (стертое количество) рельсового испытательного образца 4.
Условия испытания на износ головной части показаны ниже.
Испытательный механизм: механизм испытания на износ типа Nishihara (см. фиг.5).
Форма испытательного образца: дисковидный образец (внешний диаметр 30 мм, толщина 8 мм).
Место, из которого отобран испытательный образец: в 2 мм ниже поверхности головной части рельса (см. фиг.4).
Нагрузка при испытании: 686 Н (давление на контактной поверхности 640 МПа).
Коэффициент скольжения: 20%.
Противопоставленный материал: перлитная сталь (HV 380).
Атмосфера: в воздушной атмосфере.
Охлаждение: принудительное охлаждение сжатым воздухом (расход: 100 л/мин).
Количество повторений: 700000.
Ударное испытание головной части
На фиг.6 показано место, из которого был отобран испытательный образец для ударного испытания. Как показано на фиг.6, испытательный образец был отрезан по направлению ширины рельса (в поперечном сечении) в поперечном разрезе рельсовой стали, так что часть, включающая в себя головную поверхностную часть, образует дно выреза.
Затем полученный испытательный образец подвергли ударному испытанию при следующих условиях и измерили таким образом ударные значения (Дж/см2).
Испытательный механизм: машина для ударных испытаний
Форма испытательного образца: 2 мм с U-образным вырезом по JIS № 3
Место, из которого отобран испытательный образец: в 2 мм ниже поверхности головной части рельса (см. фиг.6)
Температура испытаний: нормальная температура (20°С)
Полученные результаты показаны в таблицах 4-9
При этом в таблицах показатели микроструктуры и твердости материалов головной части со знаком *1 являются данными, измеренными на глубине 4 мм от поверхности головной части. Результаты испытаний на износ со знаком *2 являются результатами описанных выше испытаний на износ, и испытания на износ проводились способом, показанным на фиг.5 при описанных выше условиях после отбора испытательных образцов из места, показанного на фиг.4. Результаты ударных испытаний со знаком *3 являются результатами описанных выше ударных испытаний, и ударные испытания проводились при описанных выше условиях после отбора испытательных образцов из места, показанного на фиг.6.
(1) Рельсы согласно изобретению (43 рельса), сталь №№ 1-43
Сталь №№ 1-9, 14, 17-20, 32 и 41: перлитные рельсы, которые имеют химический состав в ограниченном диапазоне согласно настоящему изобретению и микроструктуру и твердость головных частей рельса в ограниченных пределах согласно настоящему изобретению.
Сталь №№ 10, 13, 15, 21, 26, 28-31, 33, 39 и 41: перлитные рельсы, которые имеют химический состав в ограниченном диапазоне согласно настоящему изобретению, отношения (L/D) длин длинной стороны (L) к длинами короткой стороны (D) включений на основе сульфида Mn в ограниченном диапазоне согласно настоящему изобретению и микроструктуру и твердость головных частей рельса в ограниченных пределах согласно настоящему изобретению.
Сталь №№ 11, 12, 16, 22-24, 27, 34-38, 40 и 43: перлитные рельсы, которые имеют химический состав в ограниченном диапазоне согласно настоящему изобретению, отношения (L/D) длин длинной стороны (L) к длинами короткой стороны (D) включений на основе сульфида Mn в ограниченном диапазоне согласно настоящему изобретению, добавленное количество S в ограниченном диапазоне согласно настоящему изобретении, количество (на единицу площади) включений на основе сульфида Mn с длиной длинной стороны от 1 мкм до 50 мкм согласно ограниченному диапазону настоящего изобретения и микроструктуру и твердость головных частей рельса в ограниченных пределах согласно настоящему изобретению.
Здесь из числа рельсов согласно изобретению в рельсах, включающих в себя небольшое количество предэвтектоидного феррита, небольшое количество предэвтектоидного цементита, небольшое количество бейнита или небольшое количество мартенсита в микроструктуре, доля этих небольших количеств структур, иных, чем перлитная структура, составляла 5% или меньше.
(2) Рельсы из сравнительных примеров (23 рельса), стали №№ 44-66
Стали №№ 44-49: рельсы, в которых содержание С, Si и Mn выходит за пределы, установленные изобретением.
Стали №№ 50-16: рельсы, в которых содержание REM выходит за пределы, установленные изобретением.
Стали № 62-64: рельсы, в которых содержание химических компонентов находится в диапазоне согласно настоящему изобретению; однако микроструктуры головных частей не соответствуют описанным признакам настоящего изобретения.
Стали № 65, 66: рельсы, в которых содержание химических компонентов находится в диапазоне согласно настоящему изобретению; однако твердость головных частей выходит за пределы ограниченного диапазона согласно настоящему изобретению.
Здесь, среди рельсов из сравнительных примеров в рельсах, включающих в микроструктуре предэвтектоидный феррит, предэвтектоидный цементит или мартенсит, доля этих небольших объемов структур, иных, чем перлитная структура, составляла больше 5%. В рельсах, содержащих небольшое количество предэвтектоидного цементита или небольшое количество бейнита, доля этих небольших объемов структур составляла 5% или меньше.
Как показано в таблицах 1-9, при сравнении рельсовых сталей из сравнительных примеров (стали №№ 44-49) рельсовые стали согласно изобретению (стали №№ 1-43) включают в себя химические элементы С, Si и Mn в количестве в пределах ограниченного диапазона согласно настоящему изобретению. Поэтому было возможно устойчиво получать перлитную структуру, обладающую твердостью в пределах ограниченного диапазона согласно настоящему изобретению без образования эвтектоидной ферритной структуры, эвтектоидной цементитной структуры и мартенситной структуры, которые оказывают отрицательное влияние на износостойкость и вязкость.
На фиг.7 показаны результаты испытания на износ рельсовых сталей согласно изобретению (стали №№ 1-43) и рельсовых сталей из сравнительных примеров (стали №№ 44, 46, 47, 48, 49, 62, 64 и 65). В случае содержания С, Si и Mn в пределах ограниченного диапазона согласно настоящему изобретению предотвращалось образование эвтектоидной ферритной структуры и мартенситной структуры, которые оказывают отрицательное влияние на износостойкость и, кроме того, твердость оставалась в пределах ограниченного диапазона согласно настоящему изобретению, и имелась возможность значительно улучшить износостойкость при любом содержании углерода.
На фиг.8 показаны результаты ударного испытания рельсовых сталей согласно изобретению (стали №№ 1-43) и рельсовых сталей из сравнительных примеров (стали №№ 45, 47, 49, 63, 64 и 66). В случае содержания С, Si и Mn в пределах ограниченного диапазона согласно настоящему изобретению предотвращалось образование эвтектоидной цементитной структуры и мартенситной структуры, которые оказывают отрицательное влияние на вязкость, и, кроме того, твердость оставалась в пределах ограниченного диапазона согласно настоящему изобретению, и имелась возможность значительно улучшить ударную вязкость при любом содержании углерода.
Как показано в таблицах 1-9 и на фиг.9, по сравнению с рельсовыми сталями из сравнительных примеров (стали №№ 50-61), рельсовые стали согласно изобретению (стали №№ 1-43) включают REM в количестве, соответствующем диапазону для настоящего изобретения; и таким образом, имелась возможность значительно улучшить ударную вязкость перлитного рельса при любом содержании углерода.
Кроме того, как показано в таблицах 1-9 и на фиг.10 в отношении рельсовых сталей согласно изобретению (стали №№ 9-11, 14-16, 20-22, 25-27, 32-34 и 41-43), во время изготовления расплавленной стали для рельсов содержание кислорода во время добавления в конвертер REM контролировалось путем предварительного раскисления и, кроме того, добавление REM осуществлялось в пределах, установленных для настоящего изобретения. Таким образом, отношения (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn контролировали так, чтобы они оставались в диапазоне настоящего изобретения. В результате было можно улучшить ударную вязкость перлитных рельсов. В дополнение к сказанному, путем уменьшения добавленного количества S и путем установки числа включений на основе сульфида Mn, имеющих включения с длинами длинной стороны (L) в диапазоне от 1 мкм до 50 мкм, в количестве согласно настоящему изобретению, было можно дополнительно улучшить ударную вязкость перлитного рельса.
Промышленная применимость
Перлитный рельс согласно настоящему изобретению обладает износостойкостью и ударной вязкостью, превышающими эти показатели для высокопрочных рельсов, применяемых в настоящее время. Поэтому настоящее изобретение может быть предпочтительно применено к рельсам, применяемым в чрезвычайно сложных условиях эксплуатации пути, таких как рельсы для грузовых железных дорог, предназначенных для перевозки природных ресурсов, добываемых в регионах со сложными природными условиями.
Краткое описание числовых позиций
1: верхняя часть головки; 2: угловая часть головки; 3: головная часть рельса; 3а: головная поверхностная часть; 3b: часть, идущая от поверхностей угловых частей головки и верхней части головки до глубины 20 мм; 4: испытательный образец рельса; 5: противопоставленный материал; 6: охлаждающее сопло.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЛЬС С ПЕРЛИТНОЙ СТРУКТУРОЙ, ОБЛАДАЮЩИЙ ПРЕВОСХОДНЫМ СОПРОТИВЛЕНИЕМ АБРАЗИВНОМУ ИЗНОСУ И ОТЛИЧНОЙ УДАРНОЙ ВЯЗКОСТЬЮ | 2009 |
|
RU2461639C1 |
| РЕЛЬС | 2016 |
|
RU2676374C1 |
| РЕЛЬС ИЗ ВЫСОКОУГЛЕРОДИСТОЙ ПЕРЛИТНОЙ СТАЛИ С ОТЛИЧНОЙ ПЛАСТИЧНОСТЬЮ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2488643C1 |
| СТАЛЬНОЙ РЕЛЬС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2519180C1 |
| РЕЛЬС | 2016 |
|
RU2666811C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЛИТНОГО РЕЛЬСА С ПРЕВОСХОДНЫМИ ИЗНОСОСТОЙКОСТЬЮ И ПЛАСТИЧНОСТЬЮ | 2007 |
|
RU2400543C1 |
| РЕЛЬС ИЗ СТАЛИ С ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТЬЮ И СОПРОТИВЛЕНИЕМ УСТАЛОСТНОМУ РАЗРУШЕНИЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2113511C1 |
| РЕЛЬС | 2013 |
|
RU2561947C1 |
| РЕЛЬС ИЗ ПЕРЛИТНОЙ СТАЛИ С ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ И СПОСОБ ПРОИЗВОДСТВА РЕЛЬСА | 1995 |
|
RU2112051C1 |
| РЕЛЬС | 2020 |
|
RU2780617C1 |
Изобретение относится к области металлургии, а именно к рельсам из перлитной стали, используемым на грузовых железных дорогах. Рельс выполнен из стали, содержащей в мас.%: С: 0,65-1,20, Si: 0,05-2,00, Mn: 0,05-2,00, REM: 0,0005-0,0500, при необходимости, один или больше компонентов из группы, состоящей из: Са: 0,0005-0,0150, Al: 0,0040-0,50, Co: 0,01-1,00, Cr: 0,01-2,00, Mo: 0,01-0,50, V: 0,005-0,50, Nb: 0,002-0,050, B: 0,0001-0,0050, Cu: 0,01-1,00, Ni: 0,01-1,00, Ti: 0,0050-0,0500, Mg: 0,0005-0,0200, Zr: 0,0001-0,2000, N: 0,0060-0,02000, Fe и неизбежные примеси - остальное. Головная поверхностная часть рельса, проходящая от поверхностей угловой части и верхней части головки на глубину 10 мм, имеет перлитную структуру и твердость HV в диапазоне от 320 до 500. Обеспечивается требуемый уровень износостойкости и ударной вязкости рельсов. 2 з.п. ф-лы, 10 ил., 9 табл., 1 пр.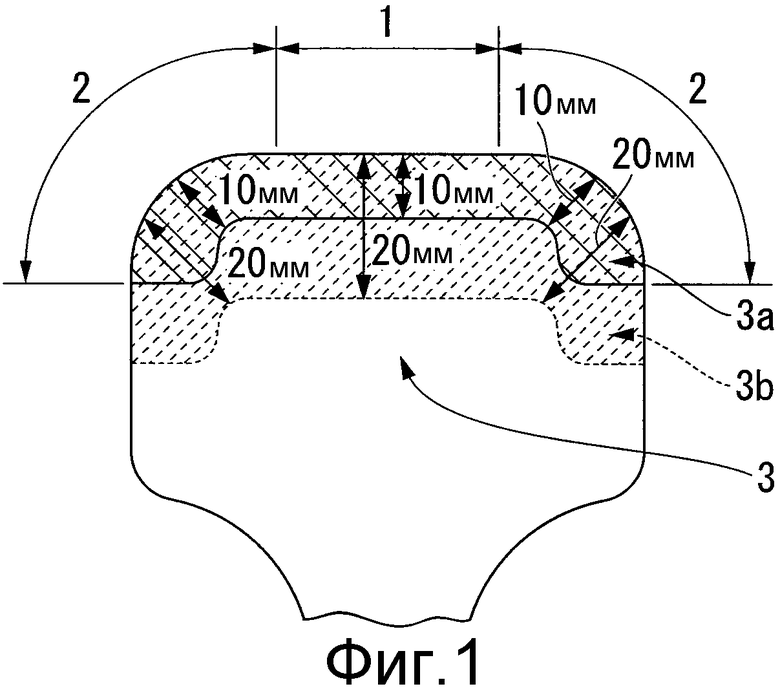
1. Перлитный рельс, выполненный из стали, содержащей, мас.%:
при необходимости, также включает в себя один или больше компонентов из группы, состоящей из: Са - 0,0005-0,0150%, Al - 0,0040-0,50%, Co - 0,01-1,00%, Cr - 0,01-2,00%, Mo - 0,01-0,50%, V - 0,005-0,50%, Nb - 0,002-0,050%, B - 0,0001-0,0050%, Cu - 0,01-1,00%, Ni - 0,01-1,00%, Ti - 0,0050-0,0500%, Mg - 0,0005-0,0200%, Zr - 0,0001-0,2000%, N - 0,0060-0,02000%,
при остальной части, приходящейся на долю Fe и неизбежных примесей,
причем в головной части рельса головная поверхностная часть, проходящая от поверхностей угловой части и верхней части головки на глубину 10 мм, имеет перлитную структуру, и твердость HV головной поверхностной части находится от 320 до 500.
2. Рельс по п.1, в котором среднее значение отношений (L/D) длин длинной стороны (L) к длинам короткой стороны (D) включений на основе сульфида Mn, которые наблюдаются в произвольном поперечном разрезе в продольном направлении перлитной структуры, равно 5,0 или меньше.
3. Рельс по п.2, в котором сталь содержит также S≤0,0100 мас.%, и включения на основе Mn с длинами длинной стороны (L) от 1 до 50 мкм присутствуют в количестве на единицу площади от 10 до 100 мм2 в произвольном поперечном разрезе, выполненном в продольном направлении перлитной структуры.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| РЕЛЬСОВАЯ СТАЛЬ | 2005 |
|
RU2295587C1 |
| РЕЛЬСОВАЯ СТАЛЬ | 2003 |
|
RU2259416C2 |
| РЕЛЬСОВАЯ СТАЛЬ | 2001 |
|
RU2194791C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

