ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к рельсу, проявляющему превосходную стойкость к разламыванию и усталостную стойкость в высокопрочных рельсах, используемых на грузовых железных дорогах. Приоритет испрашивается по заявке на патент Японии № 2015-011007, поданной 23 января 2015 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002]
В процессе экономического развития разрабатываются новые природные ресурсы, такие как уголь. В частности, развивается добывающая промышленность в районах с суровыми природными условиями, которые раньше не разрабатывались. Наряду с этим сеть грузовых железных дорог, используемых для транспортировки ресурсов, становится серьезно загруженной. Следовательно, рельсы теперь должны обладать большим сопротивлением износу, чем когда-либо ранее. Отсюда возникает потребность в разработке рельсов с улучшенным сопротивлением износу.
Кроме того, в последние годы нагрузка на железнодорожный транспорт все более возрастает, и поэтому повышается вероятность разрушения или усталостного повреждения, возникающих от нижних частей рельса. Следовательно, для дальнейшего улучшения срока службы рельса возникла потребность в улучшении стойкости к разламыванию и усталостной стойкости рельсов в дополнение к сопротивлению износу.
[0003]
Для того, чтобы улучшить сопротивление рельсовой стали износу, были разработаны высокопрочные рельсы, описанные, например, в Патентных документах 1-5. Главными характеристиками этих рельсов являются твердость стали, увеличиваемая путем измельчения чешуек распределенного перлита в перлитной структуре с использованием термической обработки для того, чтобы улучшить сопротивление износу, а также увеличенная объемная доля цементита в чешуйках перлитной структуры благодаря увеличению количества углерода в стали.
[0004]
Патентный документ 1 раскрывает, что рельс с превосходным сопротивлением износу получается путем выполнения ускоренного охлаждения части головки рельса, который прокатывается или повторно нагревается, со скоростью охлаждения от 1°C/с до 4°C/с от температуры аустенитной области до диапазона 850°C - 500°C.
В дополнение к этому, Патентный документ 2 раскрывает, что рельс, имеющий превосходное сопротивление износу, может быть получен путем увеличения объемной доли цементита в чешуйках перлитной структуры с использованием заэвтектоидной стали (C: больше чем 0,85 мас.% и 1,20 мас.% или меньше).
[0005]
В технологиях, раскрытых в Патентных документах 1 и 2, сопротивление износу части головки рельса улучшается, так что срок службы увеличивается за счет уменьшения промежутков между чешуйками в перлитной структуре для того, чтобы улучшить твердость и увеличить объемную долю цементита в чешуйках перлитной структуры. Однако в рельсах, раскрытых в Патентных документах 1 и 2, стойкость к разламыванию и усталостная стойкость нижней части рельса не исследовались.
[0006]
Кроме того, например, Патентные документы 3-5 раскрывают способ выполнения термической обработки нижней части рельса с целью управления материалом нижней части рельса и предотвращения разрушения, начинающегося от нижней части рельса. В соответствии с технологиями, раскрытыми в этих документах, предполагается, что срок службы рельсов может быть значительно улучшен.
[0007]
В частности, Патентный документ 3 раскрывает способ термической обработки путем выполнения ускоренного охлаждения нижней поверхности рельса со скоростью охлаждения 1°C/с - 5°C/с от диапазона температур 800°C - 450°C с одновременным выполнением ускоренного охлаждения части головки рельса от температуры аустенитной области после прокатки рельса. Кроме того, раскрывается, что в соответствии с этим способом термической обработки рельс, имеющий улучшенные характеристики стойкости к удару и стойкости к разламыванию, может быть получен путем регулирования средней твердости перлитной структуры нижней части рельса так, чтобы она была равна HB 320 или больше.
[0008]
Патентный документ 4 раскрывает, что рельс, имеющий улучшенные характеристики стойкости к удару и превосходную стойкость к разламыванию, может быть получен путем повторного нагрева нижней части рельса, которая прокатывается и подвергается термической обработке в диапазоне температур 600°C - 750°C, сфероидизации перлитной структуры, а затем выполнения быстрого охлаждения нижней части рельса.
[0009]
Патентный документ 5 раскрывает способ придания краевой части основания твердости HV 320 или больше путем повторного нагрева краевой части основания рельса в диапазоне температур от точки превращения Ar3 или точки превращения Arcm до 950°C, выполнения ускоренного охлаждения краевой части основания со скоростью охлаждения 0,5°C - 20°C, остановки ускоренного охлаждения при температуре 400°C или выше, выполнения воздушного охлаждения или ускоренного охлаждения краевой части основания до комнатной температуры, дополнительного повторного нагрева краевой части основания до диапазона температур 500°C - 650°C, и выполнения воздушного охлаждения или ускоренного охлаждения краевой части основания до комнатной температуры. Раскрывается, что при использовании этого способа может быть получен рельс, имеющий превосходную стойкость к разламыванию, потому что для нижней части рельса образование усталостного повреждения краевой части основания, образование разрушения благодаря усталостному повреждению и образование разрушения благодаря хрупкому излому, вызванному чрезмерной ударной нагрузкой, могут быть подавлены.
[0010]
В соответствии с технологией, раскрытой в Патентном документе 3, поскольку твердость перлитной структуры улучшается за счет выполнения ускоренного охлаждения нижней части рельса, характеристики ударной стойкости или усталостной стойкости, для которых требуется главным образом прочность, улучшаются. Однако, поскольку ударная вязкость ухудшается благодаря высокой твердости, стойкость к разламыванию навряд ли будет улучшена. Кроме того, поскольку образование проэвтектоидного цементита, вредного для ударной вязкости, становится вероятным при вышеописанной скорости ускоренного охлаждения в случае рельсовой стали, имеющей высокое содержание углерода, стойкость к разламыванию вряд ли будет улучшена с этой точки зрения.
[0011]
Кроме того, в соответствии с технологией, раскрытой в Патентном документе 4, поскольку вся нижняя часть рельса повторно нагревается, а затем нижняя часть рельса быстро охлаждается, ударная вязкость может быть улучшена за счет отпуска перлитной структуры. Однако, поскольку эта структура размягчается при отпуске, усталостная стойкость навряд ли будет улучшена.
[0012]
Кроме того, в соответствии с технологией, раскрытой в Патентном документе 5, поскольку краевая часть основания рельса повторно нагревается, а затем выполняется регулируемое охлаждение, твердость перлитной структуры увеличивается, и перлитная структура может быть улучшена. Кроме того, определенная степень ударной вязкости получается за счет отпуска, который выполняется после охлаждения. Однако, поскольку твердость этой структуры увеличивается, ударная вязкость навряд ли будет в достаточной степени улучшена, и таким образом становится трудно получить превосходную стойкость к разламыванию.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0013]
[Патентный документ 1] Японская рассмотренная патентная заявка, Вторая публикация № S63-023244
[Патентный документ 2] Японская нерассмотренная патентная заявка, Первая публикация № H08-144016
[Патентный документ 3] Японская нерассмотренная патентная заявка, Первая публикация № H01-139724
[Патентный документ 4] Японская нерассмотренная патентная заявка, Первая публикация № H04-202626
[Патентный документ 5] Японская нерассмотренная патентная заявка, Первая публикация № 2008-266675
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0014]
Настоящее изобретение было создано с учетом вышеописанных проблем. Задачей настоящего изобретения является предложить рельс, имеющий превосходные стойкость к разламыванию и усталостную стойкость, которые требуются для рельсов грузовых железных дорог, и в котором может быть подавлено образование разрушения от нижней части.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0015]
Область охвата настоящего изобретения является следующей.
(1) В соответствии с одним аспектом настоящего изобретения предлагается рельс, включающий в качестве состава стали, в мас.%: C: от 0,75 до 1,20; Si: от 0,10 до 2,00; Mn: от 0,10% до 2,00%; Cr: от 0 до 2,00; Mo: от 0 до 0,50; Со: от 0 до 1,00; B: от 0 до 0,0050; Cu: от 0 до 1,00, Ni: от 0 до 1,00; V: от 0 до 0,50; Nb: от 0 до 0,050; Ti: от 0 до 0,0500, Mg: от 0 до 0,0200; Ca: от 0 до 0,0200; REM: от 0 до 0,0500; Zr: от 0 до 0,0200; N: от 0 до 0,0200; Al: от 0 до 1,00, P: 0,0250 или меньше; S: 0,0250 или меньше; а также остаток из Fe и примесей.
90% или больше металлографической структуры в диапазоне между наружной поверхностью нижней части рельса и глубиной 5 мм представляет собой перлитную структуру, и значение HC, которое является поверхностной твердостью нижней центральной части основания, находится в диапазоне HV 360-500. Значение HE, которое является поверхностной твердостью краевой части основания, находится в диапазоне HV 260-315, и значения HC, HE и HM, которое является поверхностной твердостью средней части, располагающейся между нижней центральной частью основания и краевой частью основания, удовлетворяют следующему Выражению 1.
HC ≥ HM ≥ HE ⋅⋅⋅ (Выражение 1).
(2) В рельсе по п. (1) значения HM и HC могут удовлетворять следующему Выражению 2.
HM/HC ≥ 0,900 ⋅⋅⋅ (Выражение 2)
(3) В рельсе по п. (1) или (2) состав стали может включать в себя по меньшей мере один элемент, выбираемый из группы, состоящей из, в мас.%: Cr: от 0,01 до 2,00; Mo: от 0,01 до 0,50; Со: от 0,01 до 1,00; B: от 0,0001 до 0,0050; Cu: от 0,01 до 1,00; Ni: от 0,01 до 1,00; V: от 0,005 до 0,50; Nb: от 0,0010 до 0,050; Ti: от 0,0030 до 0,0500; Mg: от 0,0005 до 0,0200; Ca: от 0,0005 до 0,0200; REM: от 0,0005 до 0,0500; Zr: от 0,0001 до 0,0200; N: от 0,0060 до 0,0200; и Al: от 0,0100 до 1,00.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0016]
В соответствии с аспектом настоящего изобретения возможно обеспечить рельс, имеющий превосходные стойкость к разламыванию и усталостную стойкость, которые требуются для нижней части рельса грузовых железных дорог, путем управления композициями рельсовой стали, служащей материалом рельса, управления металлографической структурой нижней части рельса и поверхностной твердостью нижней центральной части основания и краевой части основания нижней части рельса, а также управления концентрацией деформации вблизи от средней части за счет управления балансом поверхностной твердости нижней центральной части основания, краевой части основания и средней части.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017]
Фиг. 1 представляет собой график, показывающий результаты измерения поверхностного напряжения, приложенного к нижней части рельса.
Фиг. 2 представляет собой график, показывающий соотношение между поверхностной твердостью и диапазоном напряжения предела усталости нижней центральной части основания рельса.
Фиг. 3 представляет собой график, показывающий соотношение между поверхностной твердостью и диапазоном напряжения предела усталости краевой части основания рельса.
Фиг. 4 представляет собой график, показывающий соотношение между поверхностной твердостью и ударной вязкостью краевой части основания рельса.
Фиг. 5 представляет собой график, показывающий соотношение между поверхностной твердостью средней части и диапазоном напряжения предела усталости нижней части рельса.
Фиг. 6 представляет собой график, показывающий соотношение между поверхностной твердостью нижней центральной части основания и средней части и диапазоном напряжения предела усталости нижней части рельса.
Фиг. 7 представляет собой диаграмму, показывающую названия каждого положения на поперечном сечении нижней части рельса в соответствии с настоящим вариантом осуществления, а также область, для которой требуется перлитная структура.
Фиг. 8 представляет собой вид сбоку, показывающий схему испытания на усталостную стойкость рельса.
Фиг. 9 представляет собой вид в перспективе, показывающий положение механического вырезания из рельса образцов для ударного испытания.
Фиг. 10 представляет собой график, показывающий соотношение между отношением поверхностной твердости HM (HV) средней части к поверхностной твердости HC (HV) нижней центральной части основания и напряжением предела усталости рельса.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0018]
Далее будет подробно описан рельс, имеющий превосходные стойкость к разламыванию и усталостную стойкость, в соответствии с одним вариантом осуществления настоящего изобретения (в дальнейшем также называемый рельсом в соответствии с настоящим вариантом осуществления). В дальнейшем «%» в составе означает массовый процент.
[0019]
Сначала авторы настоящего изобретения исследовали детали причины разрушения, образующегося от нижней части рельса на грузовых железных дорогах. В результате было найдено, что разрушение рельса разделяется главным образом на два типа форм разрушения в зависимости от его причин. Таким образом, разрушение делится на два типа форм разрушения, а именно хрупкий излом, в котором источником разрушения является краевая часть основания нижней части рельса, и усталостное разрушение, в котором источником разрушения является нижняя центральная часть основания нижней части рельса.
[0020]
Кроме того, образование хрупкого излома от краевой части основания часто происходит во внешнем рельсе криволинейной секции, и образование усталостного разрушения от нижнего основания центральной части часто происходит в рельсе прямолинейной секции.
В дополнение к этому, при хрупком изломе, происходящем в краевой части основания внешнего рельса криволинейной секции, образования усталостных трещин не происходит. Следовательно, предполагается, что хрупкий излом, происходящий в краевой части основания внешнего рельса криволинейной секции, представляет собой разрушение, формируемое мгновенным напряжением при ударе.
[0021]
Фиг. 7 представляет собой схематическую диаграмму, показывающую нижнюю часть рельса в соответствии с настоящим вариантом осуществления. Нижняя часть рельса (нижняя часть 4 рельса) в соответствии с настоящим вариантом осуществления будет описана со ссылкой на Фиг. 7.
[0022]
Нижняя часть 4 рельса включает в себя нижнюю центральную часть 1 основания, краевую часть 2 основания, расположенную на обоих концах нижней центральной части 1 основания, а также среднюю часть 3, расположенную между нижней центральной частью 1 основания и краевой частью 2 основания.
Как показано на Фиг. 7, краевая часть 2 основания является частью, расположенной около обоих концов нижней части 4 рельса в направлении ширины и расположенной близко к наружной поверхности 5 нижней части рельса. Кроме того, как показано на Фиг. 7, нижняя центральная часть 1 основания является частью, расположенной около центра нижней части 4 рельса в направлении ширины и расположенной близко к наружной поверхности 5 нижней части рельса. Кроме того, как показано на Фиг. 7, средняя часть 3 является частью, расположенной между краевой частью 2 основания и нижней центральной частью 1 основания и расположенной близко к наружной поверхности 5 нижней части рельса.
Более конкретно, когда ширина нижней части 4 рельса на Фиг. 7 определяется как W, нижняя центральная часть 1 основания находится в области 0,1 W, расположенной между положением ±0,05 W и центром ширины нижней части 4 рельса. Кроме того, краевая часть 2 основания, расположенная на обоих концах нижней центральной части 1 основания, находится в области 0,1 W от концевой части нижней части 4 рельса в направлении ширины. Кроме того, средняя часть 3, расположенная между нижней центральной частью 1 основания и краевой частью 2 основания, находится в области от 0,2 до 0,3 W от концевой части нижней части 4 рельса в направлении ширины.
[0023]
В том случае, когда рельс рассматривается в вертикальном поперечном сечении в направлении его длины, суженная часть присутствует в центре рельса в направлении высоты. Часть, которая имеет ширину больше, чем ширина этой суженной части, и расположена ниже нее, упоминается как нижняя часть 4 рельса, а часть, которая расположена выше нее, упоминается как часть головки рельса (не показана). Кроме того, наружная поверхность 5 нижней части рельса означает по меньшей мере ту поверхность из поверхностей нижней части рельса, которая обращена вниз, когда рельс находится в рабочем положении. Наружная поверхность 5 нижней части рельса может включать в себя боковые концевые поверхности нижней части рельса.
[0024]
Обычно считается, что низкая твердость (мягкость) является эффективной для хрупкого излома, возникающего вследствие напряжения при ударе, а высокая твердость (полная твердость) является эффективной для усталостного разрушения. Таким образом для того, чтобы улучшить эти характеристики, необходимы противоположные способы. Следовательно, одновременно улучшить эти характеристики нелегко. Авторы настоящего изобретения нашли, что твердостью поверхности в каждом положении нижней части нужно подходящим образом управлять в соответствии с главными причинами образования разрушения для того, чтобы подавить повреждение, происходящее в нижней части рельса.
[0025]
Авторы настоящего изобретения исследовали причину образования усталостного разрушения, происходящего из нижней центральной части основания. В частности, напряжение, приложенное к поверхности нижней части в нижней центральной части основания от краевой части основания, измерялось путем выполнения теста усталости при многократном изгибе реального рельса в предположении, что грузовые железные дороги используют рельс, включающий в себя стальную композицию, содержащую 1,00%C, 0,50%Si, 0,90%Mn, P: 0,0250 мас.% или меньше; и S: 0,0250% или меньше (с остатком из Fe и примесей), и в котором твердость всей наружной поверхности нижней части рельса от одной краевой части основания до другой краевой части основания является почти постоянной. Условия теста были следующими.
[0026]
▪ Тест усталости при многократном изгибе реального рельса
Используемый рельс
Форма: 141-фунтовый рельс (вес: 70 кг/м, ширина нижней части: 152 мм)
Металлографическая структура нижней части: перлит
Поверхностная твердость нижней части: HV 380-420 (среднее значение на глубине 1 мм под поверхностями между краевой частью основания и средней частью и между средней частью и нижней центральной частью основания)
[0027]
Условия испытания на усталостную стойкость
Способ испытания: трехточечный изгиб реального рельса (длина пролета: 0,65 м) (см. Фиг. 8)
Условия нагрузки: в диапазоне 7-70 т (частота прикладываемой нагрузки: 5 Гц)
Положение испытания: нагрузка прикладывается к части головки рельса (напряжение растяжения создается в нижней части рельса)
[0028]
Измерение напряжения
Способ измерения: измерение с использованием тензометра, приклеенного к нижней части рельса
[0029]
Фиг. 1 показывает соотношение между расстоянием от центра на поверхности нижней части рельса в направлении ширины и результатами измерения напряжения, приложенного к нижней части рельса. Вертикальная ось на Фиг. 1 показывает диапазон напряжений, полученный путем организации результатов измерения поверхностного напряжения три раза. Как видно от Фиг. 1, было найдено, что диапазон напряжений значительно отличается для каждого положения в нижней части рельса, максимальное напряжение составляет 200 МПа, что является самым высоким значением, и при измерении в нижней центральной части основания напряжение монотонно уменьшается в направлении краевой части основания от нижней центральной части основания, и напряжение краевой части основания, в которой ограничение меньше, и деформация легко возникает, уменьшается до 150 МПа. Следовательно, предполагается, что поверхностная твердость, требуемая для улучшения усталостной стойкости, отличается для каждого положения, потому что рабочее напряжение отличается для каждого положения в нижней части рельса.
[0030]
Для того, чтобы выяснить поверхностную твердость, требуемую для того, чтобы гарантировать усталостную стойкость каждого положения рельса, авторами настоящего изобретения было произведено множество рельсов А, в которых изменяется твердость нижней центральной части основания, и множество рельсов B, в которых изменяется твердость краевой части основания, путем выполнения горячей прокатки и термической обработки рельсовой стали (стали, служащей материалом рельса), которая содержит 1,00%C, 0,50%Si, 0,90%Mn, P: 0,0250 мас.% или меньше; и S: 0,0250 мас.% или меньше, с остатком из Fe и примесей. Кроме того, испытание на усталостную стойкость выполнялось путем воспроизведения условий использования реальных рельсов на полученных рельсах A и B для исследования диапазона напряжения предела усталости. Условия теста были следующими.
[0031]
<Тест усталости при многократном изгибе реального рельса (1)>
Используемый рельс
Форма: 141-фунтовый рельс (вес: 70 кг/м, ширина нижней части: 152 мм)
Металлографическая структура нижней части: перлит
[0032]
Твердость рельса
Рельс А, имеющий нижнюю центральную часть основания с управляемой твердостью: поверхностная твердость HC (HV) нижней центральной части основания: HV 320-540, и поверхностная твердость HE (HV) краевой части основания: HV 315 (постоянная)
Рельс В, имеющий краевую часть основания с управляемой твердостью: поверхностная твердость HC (HV) нижней центральной части основания: HV 400 (постоянная), и поверхностная твердость HE (HV) краевой части основания: HV 200-340
Здесь поверхностная твердость нижней центральной части основания является средним значением, полученным путем измерения поверхностной твердости (твердости поперечного сечения на глубине 1 мм и 5 мм под поверхностью) 20 площадок, показанных на Фиг. 7. Кроме того, поверхностная твердость краевой части основания является средним значением, полученным путем измерения поверхностной твердости (твердости поперечного сечения на глубине 1 мм и 5 мм под поверхностью) 20 площадок, показанных на Фиг. 7. В дополнение к этому, HV представляет собой число твердости по Виккерсу.
Поверхностная твердость между краевой частью основания и нижней центральной частью основания, которая включает в себя твердость HM (HV) средней части между краевой частью основания и нижней центральной частью основания, находится в состоянии распределения, которое монотонно увеличивается к нижней центральной части основания от краевой части основания.
[0033]
Условия испытания на усталостную стойкость
Способ испытания: трехточечный изгиб реального рельса (длина пролета: 0,65 м) (см. Фиг. 8)
Условия нагрузки: контролируемый диапазон напряжения (максимальная нагрузка - минимальная нагрузка, минимальная нагрузка составляет 10% от максимальной нагрузки), частота приложения нагрузки: 5 Гц
Положение испытания: нагрузка прикладывается к части головки рельса (напряжение растяжения создается в нижней части)
Управление напряжением: напряжением управляют с использованием тензометра, приклеенного к нижней центральной части основания нижней части рельса
Количество повторений: количество повторений устанавливается равным 2 миллионам раз, и максимальный диапазон напряжений в случае неразрушения рельса устанавливается равным диапазону напряжений предела усталости
[0034]
Фиг. 2 показывает результаты испытания на усталостную стойкость рельсов A, и Фиг. 3 показывает результаты испытания на усталостную стойкость рельсов B.
[0035]
Фиг. 2 представляет собой график соотношения между поверхностной твердостью HC (HV) и диапазоном напряжения предела усталости нижней центральной части основания рельсов A. Как можно видеть из результатов, показанных на Фиг. 2, поверхностная твердость HC (HV) нижней центральной части основания должна находиться в диапазоне HV 360-500 для того, чтобы гарантировать диапазон напряжения предела усталости напряжения нагрузки (200 МПа) или больше, что предположительно применимо к реальному рельсу. Когда значение HC (HV) составляет меньше чем HV 360, твердость перлитной структуры является недостаточной, и образуются усталостные трещины. Когда значение HC (HV) составляет больше чем HV 500, трещины образуются благодаря охрупчиванию перлитной структуры.
[0036]
Фиг. 3 представляет собой график соотношения между поверхностной твердостью HE (HV) и диапазоном напряжения предела усталости краевой части основания рельсов В. Как можно видеть из результатов, показанных на Фиг. 3, поверхностная твердость HE (HV) краевой части основания должна составлять HV 260 или больше для того, чтобы подавить образование усталостных трещин от краевой части основания и гарантировать усталостную стойкость рельса (диапазон напряжения предела усталости напряжения нагрузки 200 МПа или больше).
[0037]
Из описанных выше результатов испытаний становится очевидно, что для того, чтобы улучшить усталостную стойкость нижней части в реальных условиях, твердостью HC (HV) нижней центральной части основания следует управлять так, чтобы она находилась в диапазоне HV 360-500, а поверхностной твердостью HE (HV) краевой части основания следует управлять так, чтобы она составляла HV 260 или больше.
[0038]
Кроме того, авторами настоящего изобретения была исследована твердость, подходящая для подавления хрупкого излома, начинающегося от краевой части основания. В частности, рельс, в котором изменяется твердость краевой части основания, был произведен путем выполнения горячей прокатки и термической обработки рельсовой стали, содержащей C: 0,75% - 1,20%, 0,50%Si, 0,90%Mn, P: 0,0250 мас.% или меньше; и S: 0,0250 мас.% или меньше, с остатком из Fe и примесей. Кроме того, образцы для испытания на удар были механически вырезаны из краевой части основания полученного рельса для того, чтобы исследовать ударные характеристики в соответствии с ударным испытанием для оценки стойкости к разламыванию.
Условия теста были следующими.
[0039]
[Ударное испытание]
Используемый рельс
Форма: 141-фунтовый рельс (вес: 70 кг/м, ширина нижней части: 152 мм)
Металлографическая структура нижней части: перлит
Твердость краевой части основания: HV 240-360
Твердость нижней центральной части основания: HV 360-500
Положение измерения твердости: Поверхностная твердость краевой части основания от наружной поверхности нижней части рельса до площадок на глубине 1 мм и 5 мм краевой части основания, показанной на Фиг. 7, получалась путем измерения поверхностной твердости 20 площадок и усреднения полученных значений.
[0040]
Условия ударного испытания
Форма образца: образец № 3 для ударного испытания Шарпи с U-образным вырезом размером 2 мм в соответствии с японским промышленным стандартом JIS
Положение механического вырезания образцов для испытания: краевая часть основания рельса (см. Фиг. 9)
Температура испытания: комнатная температура (+20°C)
Условия испытания: в соответствии с японским промышленным стандартом JIS Z2242
[0041]
Фиг. 4 показывает результаты ударного испытания краевой части основания. Фиг. 4 представляет собой график, показывающий соотношение между поверхностной твердостью и ударной вязкостью краевой части основания. Как показано на Фиг. 4, ударная вязкость имеет тенденцию к увеличению при уменьшении твердости краевой части основания. Было подтверждено, что превосходная ударная вязкость (15,0 Дж/см2 или больше при 20°C) достигается в том случае, когда твердость краевой части основания составляет HV 315 или меньше.
[0042]
Из описанных выше результатов было найдено, что для того, чтобы улучшить стойкость к разламыванию и усталостную стойкость нижней части рельса путем подавления хрупкого излома, происходящего от краевой части основания, и подавления усталостного разрушения, происходящего от краевой части основания или нижней центральной части основания, поверхностной твердостью нижней центральной части основания нужно управлять так, чтобы она находилась в диапазоне HV 360-500, а поверхностной твердостью краевой части основания нужно управлять так, чтобы она находилась в диапазоне HV 260-315.
[0043]
Кроме того, в рельсе с твердостью, соответствующей вышеописанному диапазону, авторами настоящего изобретения было проверено соотношение между поверхностной твердостью средней части, расположенной между нижней центральной частью основания и краевой частью основания, и усталостной стойкостью нижней части рельса. В частности, множество рельсов (рельсы С - Е), в которых изменяется поверхностная твердость HM (HV) средней части, было произведено путем выполнения горячей прокатки и термической обработки рельсовой стали, содержащей 1,00%C, 0,50%Si, 0,90%Mn, P: 0,0250 мас.% или меньше; и S: 0,0250 мас.% или меньше, с остатком из Fe и примесей, и управления поверхностной твердостью HC (HV) нижней центральной части основания и поверхностной твердостью HE (HV) краевой части основания так, чтобы они были постоянными. Кроме того, испытание на усталостную стойкость выполнялось при воспроизведении условий использования реальных рельсов на полученных тестовых рельсах C - E для исследования диапазона напряжения предела усталости. Условия теста были следующими.
[0044]
<Тест усталости при многократном изгибе реального рельса (2)>
Используемый рельс
Форма: 141-фунтовый рельс (вес: 70 кг/м, ширина нижней части: 152 мм)
Металлографическая структура нижней части: перлит
[0045]
Твердость рельса
Рельсы С (8 образцов), имеющие среднюю часть с управляемой твердостью: поверхностная твердость HC (HV) нижней центральной части основания: HV 400 (постоянная), поверхностная твердость HE (HV) краевой части основания: HV 315 (постоянная), и поверхностная твердость HM (HV) средней части, расположенной между нижней центральной частью основания и краевой частью основания: HV 315-400 (HC ≥ HM ≥ HE)
Рельсы D (2 образца), имеющие среднюю часть с управляемой твердостью: поверхностная твердость HC (HV) нижней центральной части основания: HV 400 (постоянная), поверхностная твердость HE (HV) краевой части основания: HV 315 (постоянная), и поверхностная твердость HM (HV) средней части, расположенной между нижней центральной частью основания и краевой частью основания: HV 310 или HV 290 (HM < HE)
Рельсы E (2 образца), имеющие среднюю часть с управляемой твердостью: поверхностная твердость HC (HV) нижней центральной части основания: HV 400 (постоянная), поверхностная твердость HE (HV) краевой части основания: HV 315 (постоянная), и поверхностная твердость HM (HV) средней части, расположенной между нижней центральной частью основания и краевой частью основания: HV 405 или HV 420 (HM > HC)
[0046]
Поверхностная твердость нижней центральной части основания является средним значением, получаемым путем измерения поверхностной твердости (твердости поперечного сечения на глубине 1 мм и 5 мм под поверхностью) 20 площадок, показанных на Фиг. 7; поверхностная твердость краевой части основания является средним значением, получаемым путем измерения поверхностной твердости (твердости поперечного сечения на глубине 1 мм и 5 мм под поверхностью) 20 площадок, показанных на Фиг. 7; и поверхностная твердость средней части является средним значением, получаемым путем измерения поверхностной твердости (твердости поперечного сечения на глубине 1 мм и 5 мм под поверхностью) 20 площадок, показанных на Фиг. 7.
Поверхностная твердость между краевой частью основания и средней частью и поверхностная твердость между средней частью и нижней центральной частью основания находятся соответственно в состоянии распределения, которое монотонно увеличивается или уменьшается.
[0047]
Испытание на усталостную стойкость
Способ испытания: трехточечный изгиб реального рельса (длина пролета: 0,65 м) (см. Фиг. 8)
Условия нагрузки: контролируемый диапазон напряжения (максимальная нагрузка - минимальная нагрузка, минимальная нагрузка составляет 10% от максимальной нагрузки), частота приложения нагрузки: 5 Гц
Положение испытания: нагрузка прикладывается к части головки рельса (напряжение растяжения создается в нижней части)
Управление напряжением: напряжением управляют с использованием тензометра, приклеенного к нижней центральной части основания нижней части рельса
Количество повторений: количество повторений устанавливается равным 2 миллионам раз (максимальный диапазон напряжений в случае неразрушения рельса устанавливается равным диапазону напряжений предела усталости)
[0048]
Фиг. 5 показывает результаты испытания на усталостную стойкость рельсов C (8 образцов), рельсов D (2 образца) и рельсов E (2 образца). Фиг. 5 представляет собой график, показывающий соотношение между поверхностной твердостью HM (HV) средней части и диапазоном напряжения предела усталости в нижней центральной части основания нижней части рельса. С учетом вариации в результатах этот тест соответственно выполнялся на 4 образцах каждого рельса. В результате в рельсах D, которые удовлетворяют условию HM < HE, деформация концентрируется на средней части (мягкой части), имеющей поверхностную твердость ниже, чем у краевой части основания, и усталостное разрушение происходит из средней части. Кроме того, в рельсах E, которые удовлетворяют условию HM > HC, деформация концентрируется на граничной части между нижней центральной частью основания и средней частью, которая имеет поверхностную твердость выше, чем у нижней центральной части основания, и усталостное разрушение происходит из этой граничной части. Кроме того, в рельсах C концентрация деформации на средней части или на граничной части между нижней центральной частью основания и средней частью подавляется так, чтобы была обеспечена усталостная стойкость (напряжение нагрузки 200 МПа или больше) нижней части рельса.
[0049]
Из описанных выше результатов было найдено, что для того, чтобы улучшить усталостную стойкость нижней части рельса, концентрация деформации на нижней части рельса должна подавляться путем управления поверхностной твердостью HC (HV) нижней центральной части основания, поверхностной твердостью HE (HV) краевой части основания и поверхностной твердостью HM (HV) средней части так, чтобы удовлетворялось следующее Выражение 1.
HC ≥ HM ≥ HE ⋅⋅⋅ (Выражение 1).
[0050]
Авторы настоящего изобретения провели исследование, сосредотачиваясь на балансе между твердостью нижней центральной части основания и твердостью средней части для того, чтобы дополнительно улучшить усталостную стойкость нижней части рельса. В частности, рельсы F - H, в которых изменяется поверхностная твердость HC (HV) нижней центральной части основания и поверхностная твердость HM (HV) средней части, были произведены путем выполнения горячей прокатки и термической обработки рельсовой стали, содержащей 1,00%C, 0,50%S, 0,90%Mn, P: 0,0250 мас.% или меньше; и S: 0,0250 мас.% или меньше, с остатком из Fe и примесей, и управления поверхностной твердостью HE (HV) краевой части основания так, чтобы она была постоянной. Кроме того, испытание на усталостную стойкость выполнялось при воспроизведении условий использования реальных рельсов на полученных тестовых рельсах F - H для исследования диапазона напряжения предела усталости. Условия теста были следующими.
[0051]
<Тест усталости при многократном изгибе реального рельса (3)>
Используемый рельс
Форма: 141-фунтовый рельс (вес: 70 кг/м, ширина нижней части: 152 мм)
Металлографическая структура нижней части: перлит
[0052]
Твердость рельса
Рельсы F (6 образцов), имеющие нижнюю центральную часть основания и среднюю часть с управляемой твердостью: поверхностная твердость HE (HV) краевой части основания: HV 315 (постоянная), поверхностная твердость HC (HV) нижней центральной части основания: HV 360, и поверхностная твердость HM (HV) средней части, расположенной между нижней центральной частью основания и краевой частью основания: HV 315-360 (HC ≥ HM ≥ HE)
Рельсы G (8 образцов), имеющие нижнюю центральную часть основания и среднюю часть с управляемой твердостью: поверхностная твердость HE (HV) краевой части основания: HV 315 (постоянная), поверхностная твердость HC (HV) нижней центральной части основания: HV 440, и поверхностная твердость HM (HV) средней части, расположенной между нижней центральной частью основания и краевой частью основания: HV 315-440 (HC ≥ HM ≥ HE)
Рельсы H (11 образцов), имеющие нижнюю центральную часть основания и среднюю часть с управляемой твердостью: поверхностная твердость HE (HV) краевой части основания: HV 315 (постоянная), поверхностная твердость HC (HV) нижней центральной части основания: HV 500, и поверхностная твердость HM (HV) средней части, расположенной между нижней центральной частью основания и краевой частью основания: HV 315-500 (HC ≥ HM ≥ HE)
[0053]
Поверхностная твердость нижней центральной части основания является средним значением, получаемым путем измерения поверхностной твердости (твердости поперечного сечения на глубине 1 мм и 5 мм под поверхностью) 20 площадок, показанных на Фиг. 7; поверхностная твердость краевой части основания является средним значением, получаемым путем измерения поверхностной твердости (твердости поперечного сечения на глубине 1 мм и 5 мм под поверхностью) 20 площадок, показанных на Фиг. 7; и поверхностная твердость средней части является средним значением, получаемым путем измерения поверхностной твердости (твердости поперечного сечения на глубине 1 мм и 5 мм под поверхностью) 20 площадок, показанных на Фиг. 7.
Поверхностная твердость между краевой частью основания и средней частью и поверхностная твердость между средней частью и нижней центральной частью основания находятся соответственно в состоянии распределения, которое монотонно увеличивается или уменьшается.
[0054]
Условия испытания на усталостную стойкость
Способ испытания: трехточечный изгиб реального рельса (длина пролета: 0,65 м) (см. Фиг. 8)
Условия нагрузки: контролируемый диапазон напряжения (максимальная нагрузка - минимальная нагрузка, минимальная нагрузка составляет 10% от максимальной нагрузки), частота приложения нагрузки: 5 Гц
Положение испытания: нагрузка прикладывается к части головки рельса (напряжение растяжения создается в нижней части)
Управление напряжением: напряжением управляют с использованием тензометра, приклеенного к нижней центральной части основания нижней части рельса
Количество повторений: количество повторений устанавливается равным 2 миллионам раз (максимальный диапазон напряжений в случае неразрушения рельса устанавливается равным диапазону напряжений предела усталости)
[0055]
Фиг. 6 показывает результаты испытания на усталостную стойкость рельсов F (6 образцов), рельсов G (8 образцов) и рельсов H (11 образцов). Фиг. 6 представляет собой график, показывающий соотношение между поверхностной твердостью HM (HV) средней части и диапазоном напряжения предела усталости в нижней части. Для всех рельсов было подтверждено, что усталостная стойкость нижней центральной части основания нижней части рельса улучшается в той области, в которой поверхностная твердость HM (HV) средней части составляет 0,900 или больше от поверхностной твердости HC (HV) нижней центральной части основания.
Причина этого заключается в том, что концентрация деформации на граничной части между нижней центральной частью основания и средней частью дополнительно подавляется благодаря уменьшению разности в твердости между нижней центральной частью основания и средней частью.
[0056]
Из описанных выше результатов было найдено, что усталостное напряжение нижней части рельса дополнительно улучшается за счет управления поверхностной твердостью HC (HV) нижней центральной части основания, поверхностной твердостью HE (HV) краевой части основания и поверхностной твердостью HM (HV) средней части так, чтобы удовлетворялось условие HC ≥ HM ≥ HE, управления поверхностной твердостью HM (HV) средней части и поверхностной твердостью HC (HV) нижней центральной части основания так, чтобы удовлетворялось следующее Выражение 2, а также подавления концентрации деформации на нижней части рельса.
HM/HC ≥ 0,900 ⋅⋅⋅ Выражение 2
[0057]
На основе описанных выше наблюдений рельс в соответствии с настоящим вариантом осуществления представляет собой рельс, используемый с целью улучшения стойкости к разламыванию и усталостной стойкости нижней части рельса, используемого на грузовых железных дорогах, так что срок службы значительно улучшается за счет управления составом рельсовой стали, управления металлографической структурой нижней части рельса и поверхностной твердостью нижней центральной части основания и краевой части основания нижней части рельса, управления балансом поверхностной твердости нижней центральной части основания, краевой части основания и средней части, а также подавления концентрации деформации вблизи от средней части.
[0058]
Далее будет подробно описан в соответствии с настоящим вариантом осуществления. В дальнейшем «%» в составе стали означает массовый процент.
[0059]
(1) Причина ограничения химических составов (стальных композиций) рельсовой стали
Далее будет подробно описана причина ограничения химических составов стали в рельсе в соответствии с настоящим вариантом осуществления.
[0060]
C: от 0,75 мас.% до 1,20 мас.%.
C является элементом, который способствует перлитному превращению, а также способствует улучшению усталостной стойкости. Однако когда содержание C составляет меньше чем 0,75 мас.%, минимальная прочность и стойкость к разламыванию, требуемые для рельса, не могут быть обеспечены. Кроме того, возможно образование большого количества мягкого проэвтектоидного феррита, в котором усталостные трещины легко образуются в нижней части рельса, и, соответственно, возможно возникновение усталостного повреждения. Когда содержание C составляет больше чем 1,20 мас.%, вероятно образование проэвтектоидного цементита, и усталостные трещины возникают из цементита между проэвтектоидным цементитом и перлитной структурой, так что усталостная стойкость ухудшается. Кроме того, ухудшаются ударная вязкость и стойкость к разламыванию краевой части основания. Следовательно, содержание C регулируется так, чтобы оно находилось в диапазоне 0,75 мас.% - 1,20 мас.% для того, чтобы поддержать образование перлитной структуры и гарантировать постоянный уровень стойкости к разламыванию или усталостной стойкости. Предпочтительно, чтобы содержание С находилось в диапазоне 0,85% - 1,10% для того, чтобы дополнительно стабилизировать образование перлитной структуры и дополнительно улучшить усталостную стойкость или стойкость к разламыванию.
[0061]
Si: от 0,10 мас.% до 2,00 мас.%.
Si является элементом, который растворяется в твердом растворе в феррите перлитной структуры, увеличивает твердость (прочность) нижней части рельса и улучшает усталостную стойкость. Кроме того, Si также является элементом, который подавляет образование проэвтектоидного цементита, предотвращает усталостное повреждение, происходящее из границы между проэвтектоидным цементитом и перлитной структурой, улучшает усталостную стойкость, подавляет ухудшение ударной вязкости благодаря образованию проэвтектоидного феррита и улучшает стойкость к разламыванию краевой части основания. Однако, когда содержание Si составляет меньше чем 0,10%, эти эффекты не могут быть получены в достаточной степени. В то же время, когда содержание Si составляет больше чем 2,00%, большое количество поверхностных трещин образуется во время горячей прокатки. В дополнение к этому, прокаливаемость значительно увеличивается и повышается вероятность образования структуры мартенсита с низкой ударной вязкостью в нижней части рельса, так что усталостная стойкость ухудшается. Кроме того, твердость чрезмерно увеличивается, и таким образом стойкость к разламыванию краевой части основания ухудшается. Следовательно, содержание Si регулируется так, чтобы оно находилось в диапазоне 0,10 мас.% - 2,00 мас.% для того, чтобы поддержать образование перлитной структуры и гарантировать постоянный уровень стойкости к разламыванию или усталостной стойкости. Предпочтительно, чтобы содержание Si находилось в диапазоне 0,20% - 1,50% для того, чтобы дополнительно стабилизировать образование перлитной структуры и дополнительно улучшить усталостную стойкость или стойкость к разламыванию.
[0062]
Mn: от 0,10 мас.% до 2,00 мас.%.
Mn является элементом, который увеличивает прокаливаемость, стабилизирует перлитное превращение, совершенствует расположение чешуек перлитной структуры и гарантирует твердость перлитной структуры, так что усталостная стойкость улучшается. Однако когда содержание Mn составляет меньше чем 0,10%, эти эффекты являются малыми, и повышается вероятность образования мягкого проэвтектоидного феррита, в котором усталостные трещины легко образуются в нижней части рельса. Когда образуется проэвтектоидный феррит, усталостная стойкость навряд ли будет обеспечена. В то же время, когда содержание Mn составляет больше чем 2,00%, прокаливаемость значительно увеличивается, и структура мартенсита с низкой ударной вязкостью образуется в нижней части рельса, и таким образом усталостная стойкость ухудшается. Кроме того, твердость чрезмерно увеличивается, и таким образом стойкость к разламыванию краевой части основания ухудшается. Следовательно, содержание Mn регулируется так, чтобы оно находилось в диапазоне 0,10 мас.% - 2,00 мас.% для того, чтобы поддержать образование перлитной структуры и гарантировать постоянный уровень стойкости к разламыванию или усталостной стойкости. Предпочтительно, чтобы содержание Mn находилось в диапазоне 0,20% - 1,50% для того, чтобы дополнительно стабилизировать образование перлитной структуры и дополнительно улучшить усталостную стойкость или стойкость к разламыванию.
[0063]
P: 0,0250% или меньше
P является элементом, который неизбежно содержится в стали. Его количеством этого можно управлять путем выполнения рафинирования в конвертере. Предпочтительно, чтобы содержание P было малым. В частности, когда содержание P составляет больше чем 0,0250%, хрупкие трещины образуются из концов усталостных трещин в нижней части рельса, так что усталостная стойкость ухудшается. Кроме того, ударная вязкость краевой части основания ухудшается, и стойкость к разламыванию также ухудшается. Следовательно содержание фосфора ограничивается величиной 0,0250 мас.% или меньше. Нижний предел содержания P не ограничивается, но его нижний предел во время фактического производства составляет приблизительно 0,0050% с учетом способности к дефосфорации во время процесса рафинирования.
[0064]
Сера является элементом, который неизбежно содержится в стали. Ее содержанием можно управлять путем выполнения десульфурации в купольной печи. Предпочтительно, чтобы содержание серы было малым. В частности, когда содержание S составляет больше чем 0,0250%, перлитная структура охрупчивается, повышается вероятность образования включений грубых сульфидов на основе MnS, и усталостные трещины образуются в нижней части рельса благодаря концентрации напряжений на периферии этих включений, и таким образом усталостная стойкость ухудшается. Следовательно содержание серы ограничивается величиной 0,0250 мас.% или меньше. Нижний предел содержания серы не ограничивается, но его нижний предел во время фактического производства составляет приблизительно 0,0030% с учетом способности к десульфурации во время процесса рафинирования.
[0065]
В основном рельс в соответствии с настоящим вариантом осуществления содержит вышеописанные химические элементы, а остаток состоит из Fe и примесей. Однако, вместо части Fe в остатке может дополнительно содержаться по меньшей мере один элемент, выбираемый из группы, состоящей из Cr, Mo, Co, B, Cu, Ni, V, Nb, Ti, Mg, Ca, REM, Zr, N и Al, в пределах диапазонов, описанных ниже, с целью улучшения усталостной стойкости благодаря увеличению твердости (прочности) перлитной структуры, улучшению ударной вязкости, предотвращению размягчения зоны теплового воздействия сварного соединения и управления распределением твердости в поперечном сечении внутри нижней части рельса. В частности, Cr и Mo увеличивают температуру равновесного превращения, измельчают распределение чешуек перлитной структуры и улучшают твердость. Со совершенствует ламельную структуру непосредственно под контактной поверхностью качения, получающуюся в результате контакта с колесами, и увеличивает твердость. B уменьшает зависимость скорости охлаждения от температуры перлитного фазового превращения для того, чтобы сделать распределение твердости в поперечном сечении нижней части рельса однородным. Cu растворяется в твердом растворе в феррите перлитной структуры и увеличивает твердость. Ni улучшает ударную вязкость и твердость перлитной структуры и предотвращает размягчение зоны теплового воздействия сварного соединения. V, Nb и Ti улучшают предел усталости перлитной структуры за счет дисперсионного упрочнения за счет карбида и нитрида, образующихся во время горячей прокатки и процесса охлаждения, выполняемого после горячей прокатки. Кроме того, V, Nb и Ti заставляют карбид или нитрид устойчиво образовываться во время повторного нагревания и предотвращают размягчение зоны теплового воздействия сварного соединения. Mg, Ca и REM мелко диспергируют сульфиды на основе MnS, измельчают аустенитные зерна, способствуют перлитному превращению и одновременно улучшают ударную вязкость. Zr подавляет формирование зоны сегрегации центральной части литого сляба или блюмовой заготовки и подавляет образование проэвтектоидного цементита или мартенситной структуры за счет увеличения доли равноосноых зерен в кристаллизованной структуре. N способствует перлитному превращению за счет сегрегации на границах аустенитного зерна, улучшает ударную вязкость и способствует выделению карбидов или нитридов V во время процесса охлаждения, выполняемого после горячей прокатки для улучшения усталостной стойкости перлитной структуры. Следовательно, эти элементы могут содержаться в описанных ниже диапазонах для того, чтобы получить вышеописанные эффекты. В дополнение к этому, даже если количество каждого элемента равно или меньше, чем описанный ниже диапазон, характеристики рельса в соответствии с настоящим вариантом осуществления не ухудшаются. Кроме того, поскольку эти элементы не являются необходимыми, нижний предел их содержания составляет 0%.
[0066]
Cr: от 0,01 мас.% до 2,00 мас.%
Cr является элементом, который измельчает распределение чешуек перлитной структуры и улучшает твердость (прочность) перлитной структуры, так что усталостная стойкость улучшается за счет увеличения температуры равновесного фазового превращения и увеличения степени переохлаждения. Однако, когда содержание Cr составляет меньше чем 0,01%, описанные выше эффекты становятся малыми, и эффекты улучшения твердости рельсовой стали не могут быть получены. В то же время, когда содержание Cr составляет больше чем 2,00%, прокаливаемость значительно увеличивается, структура мартенсита с низкой ударной вязкостью образуется в нижней части рельса, и таким образом стойкость к разламыванию ухудшается. Следовательно, предпочтительно, чтобы содержание Cr находилось в диапазоне 0,01% - 2,00%, когда Cr содержится.
[0067]
Mo: от 0,01 мас.% до 0,50 мас.%
Аналогично хрому, Mo является элементом, который измельчает распределение чешуек перлитной структуры и улучшает твердость (прочность) перлитной структуры, так что усталостная стойкость улучшается за счет увеличения температуры равновесного фазового превращения и увеличения степени переохлаждения. Однако, когда содержание Mo составляет меньше чем 0,01%, описанные выше эффекты становятся малыми, и эффекты улучшения твердости рельсовой стали не могут быть получены. В то же время, когда содержание Mo составляет больше чем 0,50%, скорость превращения значительно уменьшается, структура мартенсита с низкой ударной вязкостью образуется в нижней части рельса, и таким образом стойкость к разламыванию ухудшается. Следовательно, предпочтительно, чтобы содержание Mo находилось в диапазоне 0,01% - 0,50%, когда Mo содержится.
[0068]
Co: от 0,01 мас.% до 1,00 мас.%
Со является элементом, который растворяется в твердом растворе в феррите перлитной структуры, измельчает ламельную структуру перлитной структуры непосредственно под поверхностью качения, на которой происходит контакт с колесами, и увеличивает твердость (прочность) перлитной структуры, так что усталостная стойкость улучшается. Однако, когда содержание Со составляет меньше чем 0,01%, улучшения ламельной структуры не происходит, и таким образом эффекты улучшения усталостной стойкости не могут быть получены. В то же время, когда содержание Со составляет больше чем 1,00%, вышеописанные эффекты насыщаются, и экономическая эффективность уменьшается благодаря увеличению стоимости легирующей добавки. Следовательно, предпочтительно, чтобы содержание Co находилось в диапазоне 0,01% - 1,00%, когда Co содержится.
[0069]
B: от 0,0001 мас.% до 0,0050 мас.%
B является элементом, который формирует борокарбиды железа (Fe23(CB)6) на границах аустенитного зерна и уменьшает зависимость скорости охлаждения от температуры перлитного фазового превращения, способствуя перлитному превращению. Когда зависимость скорости охлаждения от температуры перлитного фазового превращения уменьшается, более однородное распределение твердости обеспечивается в области от поверхности до внутренности нижней части рельса, и таким образом усталостная стойкость улучшается. Однако, когда содержание B составляет меньше чем 0,0001%, описанные выше эффекты становятся недостаточными, и улучшения распределения твердости в нижней части рельса не наблюдается. В то же время, когда содержание B составляет больше чем 0,0050%, образуются грубые борокарбиды, и возрастает вероятность усталостного разрушения из-за концентрации напряжений. Следовательно, предпочтительно, чтобы содержание В находилось в диапазоне 0,0001% - 0,0050%, когда В содержится.
[0070]
Cu: от 0,01 мас.% до 1,00 мас.%
Cu является элементом, который растворяется в твердом растворе в феррите перлитной структуры и улучшает твердость (прочность) в результате упрочнения твердого раствора. В результате усталостная стойкость улучшается. Однако, когда содержание меди составляет менее 0,01 мас.%, этот эффект не может быть получен. В то же время, когда содержание Cu составляет больше чем 1,00%, структура мартенсита образуется в нижней части рельса из-за значительного улучшения прокаливаемости, и таким образом стойкость к разламыванию ухудшается. Следовательно, предпочтительно, чтобы содержание Cu находилось в диапазоне 0,01% - 1,00%, когда Cu содержится.
[0071]
Ni: от 0,01 мас.% до 1,00 мас.%
Ni является элементом, который улучшает ударную вязкость перлитной структуры и улучшает твердость (прочность) в результате упрочнения твердого раствора. В результате усталостная стойкость улучшается. Кроме того, Ni является элементом, который мелко выделяется в зоне теплового воздействия при сварке как интерметаллическое соединение Ni3Ti в форме композита с Ti и подавляет размягчение благодаря дисперсионному упрочнению. В дополнение к этому, Ni является элементом, который подавляет охрупчивание границ зерна в стали, содержащей Cu. Однако, когда содержание Ni составляет меньше чем 0,01%, эти эффекты являются чрезвычайно малыми. В то же время, когда содержание Ni составляет больше чем 1,00%, структура мартенсита с низкой ударной вязкостью образуется в нижней части рельса из-за значительного улучшения прокаливаемости, и таким образом стойкость к разламыванию ухудшается. Следовательно, предпочтительно, чтобы содержание Ni находилось в диапазоне 0,01% - 1,00%, когда Ni содержится.
[0072]
V: от 0,005 мас.% до 0,50 мас.%
V является элементом, который увеличивает твердость (прочность) перлитной структуры, используя дисперсионное упрочнение за счет карбидов и нитридов V, образующихся во время процесса охлаждения после горячей прокатки, и улучшает усталостную стойкость. Кроме того, V является элементом, эффективным для предотвращения размягчения зоны теплового воздействия сварного соединения за счет образования карбидов или нитридов V в диапазоне относительно высоких температур в зоне теплового воздействия, повторно нагретой до диапазона температур ниже или равных точке Ac1. Однако, когда содержание V составляет меньше чем 0,005%, эти эффекты не могут быть получены в достаточной степени, и улучшения твердости (прочность) не наблюдается. В то же время, когда содержание V составляет больше чем 0,50%, дисперсионное упрочнение благодаря карбиду или нитриду V становится чрезмерным, перлитная структура делается хрупкой, и тогда усталостная стойкость рельса ухудшается. Следовательно, предпочтительно, чтобы содержание V находилось в диапазоне 0,005% - 0,50%, когда V содержится.
[0073]
Nb: от 0,0010 мас.% до 0,050 мас.%
Аналогично V, Nb является элементом, который увеличивает твердость (прочность) перлитной структуры, используя дисперсионное упрочнение за счет карбидов и нитридов Nb, образующихся во время процесса охлаждения после горячей прокатки, и улучшает усталостную стойкость. Кроме того, Nb является элементом, эффективным для предотвращения размягчения зоны теплового воздействия сварного соединения, устойчиво образуясь как карбид Nb или нитрид Nb от низкотемпературного диапазона до высокотемпературного диапазона в зоне теплового воздействия, повторно нагретой до диапазона температур ниже или равных точке Ac1. Однако, когда содержание Nb составляет меньше чем 0,0010%, эти эффекты не могут быть получены в достаточной степени, и улучшения твердости (прочности) перлитной структуры не наблюдается. В то же время, когда содержание Nb составляет больше чем 0,050%, дисперсионное упрочнение благодаря карбиду Nb или нитриду Nb становится чрезмерным, перлитная структура делается хрупкой, и тогда усталостная стойкость рельса ухудшается. Следовательно, предпочтительно, чтобы содержание Nb находилось в диапазоне 0,0010% - 0,050%, когда Nb содержится.
[0074]
Ti: от 0,0030 мас.% до 0,0500 мас.%
Ti является элементом, который выделяется как карбид Ti или нитрид Ti, образующийся во время процесса охлаждения после горячей прокатки, увеличивает твердость (прочность) перлитной структуры, используя дисперсионное упрочнение, и улучшает усталостную стойкость. Кроме того, Ti является элементом, эффективным для предотвращения охрупчивания сварного соединения за счет улучшения структуры зоны теплового воздействия, нагретой до аустенитной области, потому что выделившийся карбид Ti или нитрид Ti не растворяются во время повторного нагревания во время сварки. Однако, когда содержание Ti составляет меньше чем 0,0030%, эти эффекты являются чрезвычайно малыми. В то же время, когда содержание Ti составляет больше чем 0,0500%, образуются карбид Ti и нитрид Ti, которые являются грубыми, и возрастает вероятность усталостного разрушения из-за концентрации напряжений. Следовательно, предпочтительно, чтобы содержание Ti находилось в диапазоне 0,0030% - 0,0500%, когда Ti содержится.
[0075]
Mg: от 0,0005 мас.% до 0,0200 мас.%
Mg является элементом, который связывается с серой, образуя сульфид (MgS). MgS мелко диспергирует MnS. В дополнение к этому, мелко диспергированный MnS становится ядром перлитного превращения, так что перлитное превращение поддерживается, и ударная вязкость перлитной структуры улучшается. Однако, когда содержание Mg составляет меньше чем 0,0005%, эти эффекты являются малыми. В то же время, когда содержание Mg составляет больше чем 0,0200%, образуется грубый оксид Mg, и возрастает вероятность усталостного разрушения из-за концентрации напряжений. Следовательно, предпочтительно, чтобы содержание Mg находилось в диапазоне 0,0005% - 0,0200%, когда Mg содержится.
[0076]
Ca: от 0,0005 мас.% до 0,0200 мас.%
Ca является элементом, который имеет прочную силу связи с серой и образует сульфид (CaS). CaS мелко диспергирует MnS. В дополнение к этому, мелко диспергированный MnS становится ядром перлитного превращения, так что перлитное превращение поддерживается, и ударная вязкость перлитной структуры улучшается. Однако, когда содержание Ca составляет меньше чем 0,0005%, эти эффекты являются малыми. В то же время, когда содержание Ca составляет больше чем 0,0200%, образуется грубый оксид Ca, и возрастает вероятность усталостного разрушения из-за концентрации напряжений. Следовательно, предпочтительно, чтобы содержание Ca находилось в диапазоне 0,0005% - 0,0200%, когда Ca содержится.
[0077]
REM (РЗМ): от 0,0005 мас.% до 0,0500 мас.%
REM является раскисляющим и десульфирующим элементом, и является также элементом, который образует оксисульфид (REM2O2S) редкоземельного металла, служащий ядром, которое образует включения на основе сульфида Mn, когда REM содержится. Кроме того, поскольку точка плавления оксисульфида (REM2O2S) является высокой, растяжение включений на основе сульфида Mn после горячей прокатки подавляется. В результате, когда REM содержится, MnS мелко диспергируется, концентрация напряжений ослабляется, и усталостная стойкость улучшается. Однако, когда содержание REM составляет меньше чем 0,0005%, эти эффекты являются малыми, и REM становится недостаточно в качестве ядра, которое образует сульфиды на основе MnS. В то же время, когда содержание REM составляет больше чем 0,0500%, образуется оксисульфид (REM2O2S) твердого REM, и возрастает вероятность усталостного разрушения из-за концентрации напряжений. Следовательно, предпочтительно, чтобы содержание REM находилось в диапазоне 0,0005% - 0,0500%, когда REM содержится.
[0078]
Здесь REM представляет собой редкоземельный металл, такой как Ce, La, Pr или Nd. Описанное выше содержание относится к общему количеству всех REM. Когда общее количество всех редкоземельных элементов находится в вышеописанном диапазоне, получаются те же самые эффекты независимо от того, присутствует ли единственный элемент или комбинация элементов (два или более).
[0079]
Zr: от 0,0001 мас.% до 0,0200 мас.%
Zr связывается с O и образует включения ZrO2. Поскольку эти включения ZrO2 имеют превосходное соответствие решетки с γ-Fe, включения ZrO2 становятся отвержденным ядром высокоуглеродистой рельсовой стали, в которой γ-Fe является отвержденной первичной фазой, и подавляют формирование зоны сегрегации в центральной части литого сляба или блюмовой заготовки и подавляют образование структуры мартенсита или проэвтектоидного цементита, образующегося в зоне сегрегации рельса, за счет увеличения доли равноосных зерен в кристаллизованной структуре. Однако, когда содержание Zr составляет меньше чем 0,0001%, количество образуемых включений на основе ZrO2 становится малым, и эти включения в недостаточной степени проявляют эффект ядер отверждения. В этом случае вероятно образование структуры мартенсита или проэвтектоидного цементита в сегрегационной части нижней части рельса, и, соответственно, улучшение усталостной стойкости рельса не может быть получено. В то же время, когда содержание Zr составляет больше чем 0,0200%, образуется большое количество грубых включений на основе Zr, и возрастает вероятность усталостного разрушения из-за концентрации напряжений. Следовательно, предпочтительно, чтобы содержание Zr находилось в диапазоне 0,0001% - 0,0200%, когда Zr содержится.
[0080]
N: от 0,0060 мас.% до 0,0200 мас.%
N является элементом, эффективным для улучшения ударной вязкости путем поддержания перлитного превращения от границ аустенитного зерна за счет сегрегации на границах аустенитного зерна и измельчения размера блока перлита. В дополнение к этому, N является элементом, который способствует осаждению карбонитрида V во время процесса охлаждения после горячей прокатки, увеличивает твердость (прочность) перлитной структуры и улучшает усталостную стойкость, когда N и V добавляются одновременно. Однако, когда содержание N составляет меньше чем 0,0060%, эти эффекты являются малыми. В то же время, когда содержание N составляет больше чем 0,0200%, N становится плохо растворимым в стали. В этом случае образуются пузырьки, которые служат точкой начала усталостного повреждения, и вероятность образования усталостного повреждения повышается. Следовательно, предпочтительно, чтобы содержание N находилось в диапазоне 0,0060% - 0,0200%, когда N содержится.
[0081]
Al: от 0,0100 мас.% до 1,00 мас.%.
Al является элементом, который функционирует как раскислитель. Кроме того, Al является элементом, который изменяет температуру эвтектоидного фазового превращения в сторону ее повышения, способствует увеличению твердости (прочности) перлитной структуры и таким образом улучшает усталостную стойкость. Однако, когда содержание Al составляет меньше чем 0,0100%, эти эффекты являются малыми. В то же время, когда содержание Al составляет больше чем 1,00%, Al становится плохо растворимым в стали. В этом случае образуются грубые включения на основе глинозема, и усталостные трещины образуются от этих грубых выделений, так что вероятность образования усталостного повреждения повышается. Кроме того, оксид образуется во время сварки, так что свариваемость значительно ухудшается. Следовательно, предпочтительно, чтобы содержание Al находилось в диапазоне 0,0100% - 1,00%, когда Al содержится.
[0082]
(2) Причина ограничения металлографической структуры и требуемых областей перлитной структуры
Далее будет подробно описана причина, по которой в рельсе в соответствии с настоящим вариантом осуществления 90% или больше площади металлографической структуры на глубине 5 мм от наружной поверхности нижней части должны быть источником перлита.
[0083]
Сначала будет описана причина ограничения площади перлита в металлографической структуре диапазоном 90% или больше.
Перлит представляет собой структуру, выгодную для улучшения усталостной стойкости, потому что возможно получить прочность (твердость) за счет перлитной структуры, даже если количество легирующего элемента является низким. Кроме того, прочностью (твердостью) в этом случае легко управлять, ударная вязкость легко улучшается, и стойкость к разламыванию является превосходной. Следовательно, с целью улучшения стойкости к разламыванию и усталостной стойкости нижней части рельса 90% или больше площади металлографической структуры ограничиваются перлитом.
[0084]
Далее будет описана причина ограничения требуемой области перлитной структуры областью на глубине 5 мм от наружной поверхности нижней части.
Когда требуемая область перлитной структуры является более малой, чем глубина 5 мм от наружной поверхности нижней части, эффекты улучшения стойкости к разламыванию или усталостной стойкости, требуемых для нижней части рельса, являются малыми, и срок службы рельса становится трудно улучшить в достаточной степени. Следовательно, 90% или больше площади металлографической структуры на глубине 5 мм от наружной поверхности нижней части должны представлять собой перлитную структуру.
[0085]
Фиг. 7 показывает требуемую область перлитной структуры. Как было описано выше, нижняя часть 4 рельса включает в себя нижнюю центральную часть 1 основания, краевую часть 2 основания, расположенную на обоих концах нижней центральной части 1 основания, а также среднюю часть 3, расположенную между нижней центральной частью 1 основания и краевой частью 2 основания. Наружная поверхность 5 нижней части рельса означает всю поверхность нижней части 4 рельса, включая нижнюю центральную часть 1 основания, среднюю часть 3 и краевую часть 2 основания рельса, показанную жирной линией, и означает поверхность, обращенную вниз, когда рельс находится в рабочем положении. В дополнение к этому, наружная поверхность 5 нижней части рельса может включать в себя боковые концевые поверхности нижней части рельса.
[0086]
Когда перлитная структура располагается в поверхностном слое нижней части до глубины 5 мм от наружной поверхности 5 нижней части рельса, в области от нижней центральной части 1 основания до краевой части 2 основания на обоих концах через среднюю часть 3 стойкость к разламыванию и усталостная стойкость рельса улучшаются. Следовательно, как показано в заштрихованной области на Фиг. 7, перлит P располагается по меньшей мере в области на глубине 5 мм от наружной поверхности 5 нижней части рельса, для которого требуется улучшение стойкости к разламыванию и усталостной стойкости. В дополнение к этому, другие части могут представлять собой перлитную структуру или металлографическую структуру, отличающуюся от перлитной структуры. Кроме того, в том случае, когда рассматриваются характеристики всего поперечного сечения рельса, обеспечение сопротивления износу считается самым важным особенно в части головки рельса, которая входит в контакт с колесами. В результате исследования соотношения между металлографической структурой и сопротивлением износу, поскольку было подтверждено, что перлитная структура является наиболее превосходной, предпочтительно, чтобы часть головки рельса имела перлитную структуру.
[0087]
Кроме того, предпочтительно, чтобы металлографическая структура поверхностного слоя нижней части рельса в соответствии с настоящим вариантом осуществления представляла собой перлит, как было описано выше, но небольшое количество проэвтектоидного феррита, проэвтектоидного цементита, структуры бейнита или структуры мартенсита может быть смешано с перлитной структурой в количестве 10% или меньше в терминах доли площади в зависимости от химического состава или способа термической обработки рельса. Однако даже когда эти структуры смешиваются с перлитной структурой, поскольку они слабо влияют на стойкость к разламыванию и усталостную стойкость нижней части рельса, если их количество является малым, смесь небольшого количества проэвтектоидного феррита, проэвтектоидного цементита, структуры бейнита или структуры мартенсита с перлитной структурой в количестве 10% или меньше в терминах доли площади принимается в качестве структуры рельса, имеющей превосходную стойкость к разламыванию и усталостную стойкость. Другими словами, 90% или больше доли площади металлографической структуры поверхностного слоя нижней части рельса в соответствии с настоящим вариантом осуществления могут представлять собой перлит. Для того, чтобы в достаточной степени улучшить стойкость к разламыванию и усталостную стойкость, предпочтительно, чтобы 95% или больше доли площади металлографической структуры поверхностного слоя нижней части представляли собой перлит.
Доля площади получается путем механического вырезания тестовых образцов из поперечного сечения, перпендикулярного наружной поверхности нижней части рельса, полировки этих тестовых образцов, проявления металлографической структуры посредством травления и наблюдения металлографической структуры в соответствующих положениях 1 мм и 5 мм от поверхности. В частности, при наблюдении в каждом описанном выше положении доля площади получается путем наблюдения металлографической структуры в поле зрения оптического микроскопа с увеличением 200 и определения площади каждой структуры. В результате наблюдения, когда обе из долей площади перлитной структуры в положениях глубины 1 мм и 5 мм от поверхности составляют 90% или больше, 90% или больше металлографической структуры на глубине 5 мм от наружной поверхности нижней части рельса может считаться перлитной структурой (доля площади перлитной структуры на глубине 5 мм от наружной поверхности нижней части рельса составляет 90% или больше). Таким образом, когда доля площади каждого описанного выше положения составляет 90%, среднее между ними положение может иметь долю площади перлитной структуры 90% или больше.
[0088]
(3) Причина ограничения поверхностной твердости нижней центральной части основания
Далее будет описана причина ограничения поверхностной твердости нижней центральной части основания рельса в соответствии с настоящим вариантом осуществления диапазоном HV 360-500.
Когда поверхностная твердость нижней центральной части основания составляет меньше чем HV 360, диапазон напряжения предела усталости не может быть обеспечен для напряжения нагрузки (200 МПа) нижней центральной части основания применительно к высоконагруженным железным дорогам, как показано на Фиг. 2, и таким образом усталостная стойкость нижней части рельса ухудшается. В то же время, когда поверхностная твердость составляет больше чем HV 500, развивается охрупчивание перлитной структуры, диапазон напряжения предела усталости не может быть обеспечен из-за образования трещин, и таким образом усталостная стойкость нижней части рельса ухудшается, как показано на Фиг. 2. По этой причине поверхностная твердость нижней центральной части основания ограничивается диапазоном HV 360-500.
[0089]
(4) Причина ограничения поверхностной твердости краевой части основания
Далее будет описана причина ограничения поверхностной твердости краевой части основания рельса в соответствии с настоящим вариантом осуществления диапазоном HV 260-315.
Когда поверхностная твердость краевой части основания составляет меньше чем HV 260, диапазон напряжения предела усталости не может быть обеспечен для напряжения нагрузки (150 МПа) краевой части основания применительно к высоконагруженным железным дорогам, как показано на Фиг. 3, и таким образом усталостная стойкость нижней части рельса ухудшается. В то же время, поверхностная твердость составляет больше чем HV 315, ударная вязкость перлитной структуры ухудшается, и стойкость к разламыванию нижней части рельса ухудшается благодаря развитию хрупкого излома, как показано на Фиг. 4. По этой причине поверхностная твердость краевой части основания ограничивается диапазоном HV 260-315.
[0090]
(5) Причина ограничения соотношения поверхностной твердости HC нижней центральной части основания, поверхностной твердости HE краевой части основания, и поверхностной твердости HM средней части
Когда поверхностная твердость средней части становится меньше, чем поверхностная твердость краевой части основания, как показано на Фиг. 5, деформация концентрируется на средней части (мягкой части), так что усталостное разрушение происходит из средней части. Кроме того, когда поверхностная твердость средней части становится больше, чем поверхностная твердость нижней центральной части основания, как показано на Фиг. 5, деформация концентрируется на граничной части между нижней центральной частью основания и средней частью, так что усталостное разрушение происходит из этой граничной части. Следовательно, соотношение поверхностной твердости HC нижней центральной части основания, поверхностной твердости HE краевой части основания и поверхностной твердости HM средней части ограничивается так, чтобы удовлетворять следующим условиям.
[0091]
HC ≥ HM ≥ HE
[0092]
(6) Причина ограничения соотношения между поверхностной твердостью HC нижней центральной части основания и поверхностной твердостью HM средней части
Когда поверхностная твердость HC (HV) нижней центральной части основания, поверхностная твердость HE (HV) краевой части основания и поверхностная твердость HM (HV) средней части контролируются так, чтобы они удовлетворяли вышеописанному соотношению (HC ≥ HM ≥ HE), поверхностная твердость HM (HV) средней части контролируется так, чтобы она составляла 0,900 или больше от поверхностной твердости HC (HV) нижней центральной части основания и разности в твердости между нижней центральной частью основания и средней частью, концентрация деформации на граничной части между нижней центральной частью основания и средней частью дополнительно подавляется, и усталостная стойкость нижней части рельса дополнительно улучшается, как показано на Фиг. 6. Следовательно, соотношение поверхностной твердости HC нижней центральной части основания и поверхностной твердости HM средней части ограничивается так, чтобы выполнялись следующие условия.
[0093]
HM/HC ≥ 0,900
[0094]
Предпочтительно, чтобы поверхностная твердость нижней части рельса измерялась при следующих условиях.
[Способ измерения поверхностной твердости нижней части рельса]
Измерение
Устройство для измерения: прибор для определения числа твердости по Виккерсу (нагрузка 98 Н)
Сбор тестовых образцов для измерения: механическое вырезание образца из сечения нижней части рельса в поперечном направлении
Предварительная обработка: полировка поперечного сечения алмазными абразивными зернами, имеющими средний размер зерна 1 мкм
Способ измерения: в соответствии с японским промышленным стандартом JIS Z2244
[0095]
Вычисление твердости
Нижняя центральная часть основания: Измерение выполнялось на 20 площадках в глубине 1 мм и глубине 5 мм под поверхностью площадки, показанной на Фиг. 7, и среднее значение принималось в качестве твердости каждого положения.
Краевая часть основания: Измерение выполнялось на 20 площадках в глубине 1 мм и глубине 5 мм под поверхностью площадки, показанной на Фиг. 7, и среднее значение принималось в качестве твердости каждого положения.
Средняя часть: Измерение выполнялось на 20 площадках в глубине 1 мм и глубине 5 мм под поверхностью площадки, показанной на Фиг. 7, и среднее значение принималось в качестве твердости каждого положения.
[0096]
Вычисление отношения между поверхностной твердостью средней части (HM) и поверхностной твердостью нижней центральной части основания (HC).
Отношение между поверхностной твердостью (HM) средней части и поверхностной твердостью (HC) нижней центральной части основания вычислялось путем принятия значения, полученного путем дополнительного усреднения среднего значения каждой твердости на глубине 1 мм и глубине 5 мм под поверхностью в каждой площадке, в качестве поверхностной твердости (HC) нижней центральной части основания и поверхностной твердости (HM) средней части.
[0097]
(7) Способ управления твердостью нижней части рельса
Твердостью нижней части рельса можно управлять путем регулирования условий горячей прокатки и условий термической обработки после горячей прокатки в соответствии с твердостью, требуемой для нижней центральной части основания, краевой части основания и средней части.
[0098]
Рельс в соответствии с настоящим вариантом осуществления может получить эти эффекты независимо от способа производства, если рельс включает в себя вышеописанные составы, структуры и т.п. Однако эти эффекты могут быть получены за счет рельсовой стали, имеющей вышеописанные составы, путем выполнения плавки в плавильной печи, такой как конвертер или электропечь, которая обычно используется при выполнении способа получения слитков металла и способа получения блюмных заготовок или способа непрерывной разливки расплавленной стали, а затем горячей прокатки, а также выполнения термической обработки для того, чтобы управлять металлографической структурой или твердостью нижней части рельса по мере необходимости.
[0099]
Например, рельс в соответствии с настоящим вариантом осуществления формируется в форме рельса путем разливки расплавленной стали после того, как ее состав отрегулирован, с тем, чтобы получить сляб или блюмную заготовку, нагрева сляба или блюмной заготовки в диапазоне температур 1250°C - 1300°C и выполнения горячей прокатки. Далее, рельс может быть получен путем выполнения воздушного охлаждения или ускоренного охлаждения после горячей прокатки или выполнения ускоренного охлаждения после горячей прокатки, воздушного охлаждения и повторного нагревания.
[0100]
В этом ряду процессов любое одно или больше производственных условий из числа условий горячей прокатки, скорости ускоренного охлаждения после горячей прокатки, температуры повторного нагревания после горячей прокатки и скорости ускоренного охлаждения после повторного нагревания, следующего за горячей прокаткой, может контролироваться для того, чтобы регулировать поверхностную твердость нижней центральной части основания, краевой части основания и средней части.
[0101]
▪ Предпочтительные условия горячей прокатки и условия повторного нагревания
Для того, чтобы гарантировать характеристики краевой части основания с низкой твердостью по сравнению с твердостью нижней центральной части основания, температурами окончательной горячей прокатки нижней центральной части основания и краевой части основания управляют индивидуально, например, краевая часть основания охлаждается перед окончательной горячей прокаткой. В качестве условий горячей прокатки фактического рельса, твердостью каждого положения можно управлять индивидуально, устанавливая температуру окончательной горячей прокатки нижней центральной части основания в диапазоне 900°C - 1000°C (температура наружной поверхности нижней части рельса), а также устанавливая температуру окончательной прокатки краевой части основания в диапазоне 800°C - 900°C (температура наружной поверхности нижней части рельса).
[0102]
Для того, чтобы управлять твердостью нижней части рельса для придания ей стойкости к разламыванию или усталостной стойкости, похоже достаточно управлять температурой окончательной горячей прокатки посредством калибровочной прокатки типичного рельса. Другие условия прокатки нижней части рельса могут быть установлены таким образом, чтобы получалась главным образом перлитная структура в соответствии с известным способом. Например, со ссылкой на способ, описанный в японской непроверенной патентной заявке первой публикации № 2002-226915, выполняется грубая горячая прокатка сляба или блюмовой заготовки, промежуточная прокатка выполняется за множество проходов с использованием реверсивной клети, поверхность части головки рельса и центральная поверхность нижней части охлаждаются таким образом, чтобы их температуры находились соответственно в диапазоне 50°C - 100°C сразу после выполнения каждого прохода промежуточной горячей прокатки, а затем финишная горячая прокатка может быть выполнена за два или более проходов с использованием непрерывной клети. В это время, с целью управления твердостью нижней части рельса, температурами краевой части основания и нижней центральной части основания нижней части рельса можно соответственно управлять так, чтобы они находились в вышеописанном диапазоне перед окончательной горячей финишной прокаткой.
[0103]
Кроме того, в том случае, когда нижняя часть рельса повторно нагревается после горячей прокатки, условиями нагрева можно управлять так, чтобы температура нагрева краевой части основания была низкой по сравнению с температурой нагрева нижней центральной части основания, для того, чтобы уменьшить твердость краевой части основания по сравнению с твердостью нижней центральной части основания. В качестве условий повторного нагревания реального рельса твердостью нижней части рельса можно управлять путем выполнения повторного нагревания таким образом, чтобы температура повторного нагревания нижней центральной части основания находилась в диапазоне температур 950°C - 1050°C (наружная поверхность нижней части рельса), а температура повторного нагревания краевой части основания находилась в диапазоне температур 850°C - 950°C (наружная поверхность нижней части рельса).
[0104]
В средней части предпочтительно, чтобы температура окончательной горячей прокатки или температура повторного нагревания части около краевой части основания были немного более высокими, чем температура краевой части основания, и чтобы температуры окончательной горячей прокатки или температуры повторного нагревания части около нижней центральной части основания были немного более низкими, чем температура нижней центральной части основания, согласуясь при этом с условиями горячей прокатки и условиями повторного нагревания нижней центральной части основания и краевой части основания. В результате может быть обеспечена целевая твердость.
[0105]
▪ Условия ускоренного охлаждения после горячей прокатки и повторного нагревания
Способ выполнения ускоренного охлаждения нижней части рельса особенно не ограничивается. Для того, чтобы придать стойкость к разламыванию или усталостную стойкость, а также управлять твердостью, скоростью охлаждения нижней части рельса во время термической обработки можно управлять посредством обдува охлаждающим воздухом, охлаждения туманом, смешанного охлаждения потоком воздуха и воды, или их комбинации. Однако, например, в том случае, когда ускоренное охлаждение выполняется после горячей прокатки, вода или туман используется в качестве хладагента для ускоренного охлаждения нижней центральной части основания и воздух используется в качестве хладагента для ускоренного охлаждения краевой части основания для того, чтобы уменьшить твердость краевой части основания по сравнению с твердостью нижней центральной части основания, так, чтобы скорость охлаждения краевой части основания была уменьшена по сравнению со скоростью охлаждения нижней центральной части основания. Кроме того, скоростью охлаждения и диапазоном температур охлаждения управляют на основе температуры наружной поверхности нижней части рельса.
В том случае, когда ускоренное охлаждение выполняется после горячей прокатки, например, твердостью каждой части можно управлять путем выполнения охлаждения нижней центральной части основания со скоростью ускоренного охлаждения от 3°C/с до 10°C/с (диапазон температуры охлаждения: 850°C - 600°C), а краевой части основания со скоростью ускоренного охлаждения от 1°C/с до 5°C/с (диапазон температуры охлаждения: 800°C - 650°C). Кроме того, ускоренное охлаждение может выполняться в диапазоне температур 800°C - 600°C, и условия охлаждения при температуре ниже 600°C особенно не ограничивается.
[0106]
В том случае, когда повторный нагрев, а затем ускоренное охлаждение выполняются последовательно после горячей прокатки, например, твердостью каждой части можно управлять путем выполнения охлаждения нижней центральной части основания со скоростью ускоренного охлаждения от 5°C/с до 12°C/с (диапазон температуры охлаждения: 850°C - 600°C), а краевой части основания со скоростью ускоренного охлаждения от 3°C/с до 8°C/с (диапазон температуры охлаждения: 800°C - 600°C). Кроме того, ускоренное охлаждение может выполняться в диапазоне температур 800°C - 600°C, и условия охлаждения при температуре ниже 600°C особенно не ограничивается.
[0107]
В средней части предпочтительно, чтобы скорость ускоренного охлаждения части, расположенной около краевой части основания, была немного более высокой, чем скорость ускоренного охлаждения краевой части основания, и чтобы скорость ускоренного охлаждения части, расположенной около нижней центральной части основания, была немного более низкой, чем скорость ускоренного охлаждения нижней части основания, согласуясь при этом с условиями ускоренного охлаждения нижней центральной части основания и краевой части основания. В результате может быть обеспечена целевая твердость.
[0108]
Для того, чтобы уменьшить разность в твердости между средней частью и нижней центральной частью основания с целью дополнительного улучшения усталостной стойкости, предпочтительно, чтобы скорость ускоренного охлаждения средней части была близкой к скорости охлаждения нижней центральной части основания, или чтобы температура окончания ускоренного охлаждения была немного ниже, в частности, чтобы ускоренное охлаждение выполнялось до температуры приблизительно 600°C.
[0109]
Твердостью нижней части рельса можно управлять, используя комбинацию вышеописанных производственных условий, и доля площади перлитной структуры может быть установлена равной 90% или больше в металлографической структуре с предопределенным диапазоном.
При производстве реального рельса регулирование внутри описанного выше диапазона производственных условий необходимо выполнять в соответствии с составом рельсовой стали. При таком регулировании могут использоваться соотношение между кристаллическими зернами и условиями горячей прокатки стали, диаграммы состояния стали, диаграммы превращений при непрерывном охлаждении (диаграммы CCT) и т.п., описанные в известных раскрытых документах.
[0110]
Когда температурой окончательной горячей прокатки управляют, твердость каждой части может быть дифференцирована, и структура может быть определена путем выбора температуры горячей прокатки краевой части основания, нижней центральной части основания или средней части на основе соотношения между условиями горячей прокатки и размером аустенитного зерна. В качестве конкретного примера, в краевой части основания, для которой нужно уменьшить твердость, размер аустенитного зерна может быть уменьшен (номер размера зерна увеличен) путем уменьшения температуры прокатки. Кроме того, задержка перед горячей прокаткой или принудительное охлаждение краевой части основания могут быть использованы для уменьшения температуры горячей прокатки краевой части основания.
[0111]
Кроме того, когда температурой повторного нагревания управляют, температура повторного нагревания может быть выбрана из диаграммы равновесного состояния железо-углерод. В качестве конкретного примера, размер аустенитного зерна уменьшается путем уменьшения температуры повторного нагревания краевой части основания, для которой нужно уменьшить твердость. В дополнение к этому, когда температура сильно уменьшается, металлографическая структура в некоторых случаях аустенизируется не полностью. По этой причине предпочтительно управлять минимальной температурой нагрева с использованием в качестве основы линии A1, линии A3 и линии Acm. Для того, чтобы сделать температуру повторного нагревания краевой части основания низкой, может использоваться подавление нагрева, такое как установка экранирующей пластины и т.п. в случае повторного нагревания лучистым теплом. В случае использования индукционного нагрева нагревание краевой части основания подавляется путем настройки расположения множества катушек, либо нагревание краевой части основания подавляется путем регулирования выходной мощности катушек индукционного нагрева, расположенных около краевой части основания.
[0112]
Когда осуществляется управление скоростью ускоренного охлаждения (управление охлаждением, выполняемым в качестве термической обработки после финишной прокатки, или повторным нагреванием), скорость ускоренного охлаждения может определяться из диаграмм CCT в соответствии с составом рельсовой стали. В частности, для того, чтобы гарантировать образование перлитной структуры, предпочтительно, чтобы подходящая скорость охлаждения для перлитного превращения получалась из диаграмм CCT, и скоростью охлаждения управляют таким образом, чтобы целевая твердость могла быть получена в заданном диапазоне. В качестве конкретного примера, необходимо управлять скоростью охлаждения так, чтобы она была низкой в краевой части основания, для которой требуется уменьшение твердости, по сравнению со скоростью охлаждения нижней центральной части основания.
[0113]
Рельс в соответствии с настоящим вариантом осуществления может быть произведен путем использования вышеописанного способа управления микроструктурой в комбинации с новыми знаниями, полученными авторами настоящего изобретения.
[ПРИМЕРЫ]
[0114]
Далее будут описаны примеры настоящего изобретения.
Таблицы 1-4 показывают химические составы и характеристики рельсов в примерах по настоящему изобретению. Таблицы 1-4 показывают значения химического состава, микроструктуру нижней части, поверхностную твердость нижней части, а также отношение между поверхностной твердостью нижней центральной части основания и поверхностной твердостью средней части. Остаток в химических составах состоит из Fe и примесей. Также показаны результаты испытания на усталостную стойкость, выполненного в соответствии со способом, показанным на Фиг. 8, и результаты ударного испытания краевой части основания путем механического вырезания тестовых образцов из положения, показанного на Фиг. 9. В том случае, когда описывается только «перлит», доля площади перлитной структуры на глубине 5 мм от наружной поверхности нижней части рельса составляет 90% или больше, и микроструктура нижней части включает в себя небольшое количество по меньшей мере одного из проэвтектоидного феррита, проэвтектоидного цементита, структуры бейнита и структуры мартенсита, смешанных с перлитной структурой в количестве 10% или меньше в терминах доли площади.
[0115]
Кроме того, Таблицы 5-9 показывают значения химического состава, микроструктуру нижней части, поверхностную твердость нижней части, а также отношение между поверхностной твердостью нижней центральной части основания и поверхностной твердостью средней части рельсов в сравнительных примерах. Кроме того, также показаны результаты испытания на усталостную стойкость, выполненного в соответствии со способом, показанным на Фиг. 8, и результаты ударного испытания краевой части основания путем механического вырезания тестовых образцов из положения, показанного на Фиг. 9. В том случае, когда описывается только «перлит», доля площади перлитной структуры на глубине 5 мм от наружной поверхности нижней части рельса составляет 90% или больше, и микроструктура нижней части включает в себя небольшое количество по меньшей мере одного из проэвтектоидного феррита, проэвтектоидного цементита, структуры бейнита и структуры мартенсита, смешанных с перлитной структурой в количестве 10% или меньше в терминах доли площади. В дополнение к этому, когда структура, отличающаяся от перлита, описывается в колонках микроструктуры, ее доля площади составляет более 10% от всей площади. Например, в том случае, когда указывается «перлит+проэвтектоидный феррит», доля площади перлитной структуры составляет менее 90%, и главной структурой остатка является проэвтектоидный феррит.
[0116]
Схема производственного процесса и условия производства рельсов настоящего изобретения и рельсов для сравнения, показанных в Таблицах 1-4 и Таблицах 5-9, будут описаны ниже двумя способами.
[0117]
[Процесс производства рельсов по настоящему изобретению]
Рельсы по настоящему изобретению производятся в следующем порядке:
(1) плавка стали;
(2) регулирование химического состава;
(3) литье (получение блюма);
(4) повторное нагревание (1250°C - 1300°C);
(5) горячая прокатка; и
(6) воздушное охлаждение или термическая обработка (ускоренное охлаждение).
Другие рельсы по настоящему изобретению производятся в следующем порядке:
(1) плавка стали;
(2) регулирование химического состава;
(3) литье;
(4) повторное нагревание;
(5) горячая прокатка;
(6) воздушное охлаждение;
(7) повторное нагревание (рельса); и
(8) термическая обработка (ускоренное охлаждение).
[0118]
Кроме того, схема условий для производства рельсов по настоящему изобретению, показанных в Таблицах 1-4, является следующей. В условиях для производства рельсов для сравнения, показанных в Таблицах 5-9, рельсы Сравнительных примеров 1-8 были произведены внутри диапазона условий для производства рельсов по настоящему изобретению. Кроме того, в условиях для производства рельсов Сравнительных примеров 9-20, эти рельсы были произведены при условиях, некоторые из которых находились за пределами условий для производства рельсов по настоящему изобретению.
[0119]
[Условия для производства рельсов по настоящему изобретению]
▪ Условия горячей прокатки (только для тех примеров, к которым эти условия были применены)
Температура окончательной горячей прокатки нижней центральной части основания: от 900°C до 1000°C
Температура окончательной горячей прокатки краевой части основания: от 800°C до 900°C
▪ Условия повторного нагревания (только для тех примеров, к которым эти условия были применены)
Температура повторного нагревания нижней центральной части основания: от 950°C до 1050°C
Температура повторного нагревания краевой части основания: от 850°C до 950°C
▪ Условия для термической обработки нижней части (только для тех примеров, к которым эти условия были применены)
Скорость охлаждения термической обработки сразу после горячей прокатки
Нижняя центральная часть основания: от 3°C/с до 10°C/с (диапазон температуры охлаждения: от 850°C до 600°C)
Краевая часть основания: от 1°C/с до 5°C/с (диапазон температуры охлаждения: от 800°C до 600°C)
Скорость охлаждения термической обработки сразу после повторного нагревания
Нижняя центральная часть основания: от 5°C/с до 12°C/с (диапазон температуры охлаждения: от 850°C до 600°C)
Краевая часть основания: от 3°C/с до 8°C/с (диапазон температуры охлаждения: от 800°C до 650°C)
[0120]
Кроме того, детали рельсов по настоящему изобретению и рельсов для сравнения, соответственно перечисленных в Таблицах 1-4 и Таблицах 5-9, являются следующими.
[0121]
(1) Рельсы по настоящему изобретению (35 образцов)
Примеры 1-35 по настоящему изобретению: Рельсы, в которых значения химических составов, микроструктура нижней части, поверхностная твердость нижней части (нижней центральной части основания и краевой части основания), а также отношение между поверхностной твердостью нижней центральной части основания и поверхностной твердостью средней части находились в диапазонах по настоящему изобретению.
[0122]
(2) Рельсы для сравнения (20 образцов)
Сравнительные примеры 1-8 (8 образцов): Рельсы, в которых любое из содержаний C, Si, Mn, P и С, а также микроструктура нижней части находились вне диапазона по настоящему изобретению.
Сравнительные примеры 9-20 (12 образцов): Рельсы, в которых поверхностная твердость нижней центральной части основания нижней части рельса, поверхностная твердость краевой части основания, а также баланс поверхностных твердостей нижней центральной части основания, краевой части основания и средней части находились вне диапазонов по настоящему изобретению.
[0123]
В дополнение к этому, условия для различных тестов были следующими.
[Тест усталости при многократном изгибе реального рельса (см. Фиг. 8)]
Способ испытания: трехточечный изгиб реального рельса (длина пролета: 0,65 м, частота: 5 Гц)
Условия нагрузки: контролируемый диапазон напряжения (максимальная нагрузка - минимальная нагрузка, минимальная нагрузка составляла 10% от максимальной нагрузки)
Положение испытания: нагрузка прикладывалась к части головки рельса (напряжение растяжения создавалось в нижней части)
Управление напряжением: напряжением управляли с использованием тензометра, приклеенного к нижней центральной части основания нижней части рельса
Количество повторений: 2 миллиона раз, максимальный диапазон напряжений в случае неразрушения рельса устанавливался равным диапазону напряжений предела усталости
[0124]
[Ударное испытание]
Форма образца: образец № 3 для ударного испытания Шарпи с U-образным вырезом размером 2 мм в соответствии с японским промышленным стандартом JIS
Положение механического вырезания образцов для испытания: краевая часть основания рельса (см. Фиг. 9)
Температура испытания: комнатная температура (+20°C)
[0125]
[Способ измерения поверхностной твердости нижней части рельса]
Измерение
Устройство для измерения: прибор для определения числа твердости по Виккерсу (нагрузка 98 Н)
Сбор тестовых образцов для измерения: механическое вырезание образца из сечения нижней части рельса в поперечном направлении
Предварительная обработка: полировка поперечного сечения алмазными абразивными зернами, имеющими средний размер зерна 1 мкм
Способ измерения: в соответствии с японским промышленным стандартом JIS Z2244
[0126]
Способ вычисления твердости
Твердость нижней центральной части основания: Измерение выполнялось на 20 площадках в глубине 1 мм и глубине 5 мм под поверхностью площадки, показанной на Фиг. 7, и среднее значение принималось в качестве твердости каждого положения.
Поверхностная твердость краевой части основания: Измерение выполнялось на 20 площадках в глубине 1 мм и глубине 5 мм под поверхностью площадки, показанной на Фиг. 7, и среднее значение принималось в качестве твердости каждого положения.
Поверхностная твердость средней части: Измерение выполнялось на 20 площадках в глубине 1 мм и глубине 5 мм под поверхностью площадки, показанной на Фиг. 7, и среднее значение принималось в качестве твердости каждого положения.
[0127]
Способ вычисления отношения между поверхностной твердостью (HM) средней части и поверхностной твердостью (HC) нижней центральной части основания
Отношение между поверхностной твердостью (HM) средней части и поверхностной твердостью (HC) нижней центральной части основания вычислялось путем принятия значения, полученного путем дополнительного усреднения среднего значения каждой твердости на глубине 1 мм и глубине 5 мм под поверхностью в каждой площадке, в качестве поверхностной твердости (HC) нижней центральной части основания и поверхностной твердости (HM) средней части.
[0128]
Как показано в Таблицах 1-4 и Таблицах 5-9, в рельсах по настоящему изобретению (Примеры 1-35) по сравнению с рельсами для сравнения (Сравнительные примеры 1-8) предел усталости нижней центральной части основания и ударная вязкость краевой части основания были улучшены, а также стойкость к разламыванию и усталостная стойкость рельсов были улучшены за счет установки содержаний в стали C, Si, Mn, P и S в ограниченных диапазонах, подавления образования проэвтектоидного феррита, проэвтектоидного цементита, структуры бейнита или структуры мартенсита, управления включениями или ударной вязкостью перлитной структуры, а также управления поверхностной твердостью нижней центральной части основания и краевой части основания нижней части рельса.
[0129]
В дополнение к этому, в рельсах по настоящему изобретению (Примеры 1-35) по сравнению с рельсами для сравнения (Сравнительные примеры 9-20) усталостная стойкость была улучшена за счет управления балансом поверхностной твердости нижней центральной части основания и краевой части основания нижней части рельса, а также поверхностной твердостью средней части.
[0130]
Кроме того, как показано в Таблицах 1-4 и на Фиг. 10, усталостная стойкость рельсов по настоящему изобретению (Примеры 9, 10, 12, 13, 15, 16, 18, 19, 20, 21, 23, 24, 25, 26, 29, 30, 32 и 33) была дополнительно улучшена за счет управления поверхностной твердостью HC (HV) нижней центральной части основания нижней части рельса и поверхностной твердостью (HM) (HV) средней части для того, чтобы удовлетворить выражение HM/HC ≥ 0,900, а также за счет дополнительного управления балансом поверхностной твердости.
[0131]
[Таблица 1]
[0132]
[Таблица 2]
[0133]
[Таблица 3]
Управление скоростью охлаждения
Управление скоростью охлаждения
Управление скоростью охлаждения
Управление скоростью охлаждения
Управление скоростью охлаждения
[0134]
[Таблица 4]
Управление скоростью охлаждения
Управление скоростью охлаждения
Управление скоростью охлаждения
Управление скоростью охлаждения
Управление скоростью охлаждения
Управление скоростью охлаждения
[0135]
[Таблица 5]
[0136]
[Таблица 6]
[0137]
[Таблица 7]
[0138]
[Таблица 8]
Образование проэвтектоидного феррита
Управление скоростью охлаждения
Образование проэвтектоидного цементита
Образование проэвтектоидного цементита
Управление скоростью охлаждения
Образование проэвтектоидного цементита
Образование проэвтектоидного цементита
Управление скоростью охлаждения
Образование мартенсита в центре нижней части
Упрочнение перлита
Управление скоростью охлаждения
Образование проэвтектоидного феррита в краевой части основания
Образование мартенсита в центре нижней части
Упрочнение перлита
Увеличение содержания P и охрупчивание перлита
Охрупчивание перлита
Образование грубого MnS → концентрация напряжений
[0139]
[Таблица 9]
Размягчение перлита в краевой части основания
Скорость охлаждения вне диапазона по настоящему изобретению
Размягчение перлита в нижней центральной части основания
Температура вне диапазона по настоящему изобретению
Размягчение перлита в нижней центральной части основания и в краевой части основания
Температура вне диапазона по настоящему изобретению
Размягчение перлита в краевой части основания
Скорость охлаждения вне диапазона по настоящему изобретению
Охрупчивание перлита в нижней центральной части основания
Температура вне диапазона по настоящему изобретению
Упрочнение перлита
Скорость охлаждения вне диапазона по настоящему изобретению
Охрупчивание перлита в нижней центральной части основания
Упрочнение перлита
Температура вне диапазона по настоящему изобретению
Охрупчивание перлита в нижней центральной части основания
Скорость охлаждения вне диапазона по настоящему изобретению
Увеличение твердости средней части → концентрация напряжений вблизи от нижней центральной части основания
Скорость охлаждения вне диапазона по настоящему изобретению
Размягчение перлита в средней части → концентрация напряжений
Температура вне диапазона по настоящему изобретению
Размягчение перлита в средней части → концентрация напряжений
Скорость охлаждения вне диапазона по настоящему изобретению
Увеличение твердости средней части → концентрация напряжений вблизи от нижней центральной части основания
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0140]
В соответствии с настоящим изобретением возможно обеспечить рельс, имеющий превосходные стойкость к разламыванию и усталостную стойкость, которые требуются для нижней части рельса грузовых железных дорог, путем управления композициями рельсовой стали, служащей материалом рельса, управления металлографической структурой нижней части рельса и поверхностной твердостью нижней центральной части основания и краевой части основания нижней части рельса, управления балансом поверхностной твердости нижней центральной части основания, краевой части основания и средней части, а также управления концентрацией деформации вблизи от средней части.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0141]
1: Нижняя центральная часть основания
2: Краевая часть основания
3: Средняя часть
4: Нижняя часть
5: Наружная поверхность нижней части
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЛЬС | 2016 |
|
RU2666811C1 |
| РЕЛЬС С ПЕРЛИТНОЙ СТРУКТУРОЙ, ОБЛАДАЮЩИЙ ПРЕВОСХОДНЫМ СОПРОТИВЛЕНИЕМ АБРАЗИВНОМУ ИЗНОСУ И ОТЛИЧНОЙ УДАРНОЙ ВЯЗКОСТЬЮ | 2009 |
|
RU2461639C1 |
| РЕЛЬСЫ ИЗ ПЕРЛИТНОЙ СТАЛИ С ПРЕВОСХОДНОЙ ИЗНОСОСТОЙКОСТЬЮ И УДАРНОЙ ВЯЗКОСТЬЮ | 2010 |
|
RU2485201C2 |
| РЕЛЬС | 2020 |
|
RU2780617C1 |
| ПЕРЛИТНЫЕ РЕЛЬСЫ | 2010 |
|
RU2476617C1 |
| СТАЛЬНОЙ РЕЛЬС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2519180C1 |
| РЕЛЬС | 2013 |
|
RU2561947C1 |
| РЕЛЬС И СПОСОБ ПРОИЗВОДСТВА РЕЛЬСА | 2019 |
|
RU2764892C1 |
| РЕЛЬС ИЗ ПЕРЛИТНОЙ СТАЛИ С ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ И СПОСОБ ПРОИЗВОДСТВА РЕЛЬСА | 1995 |
|
RU2112051C1 |
| РЕЛЬС ИЗ СТАЛИ С ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТЬЮ И СОПРОТИВЛЕНИЕМ УСТАЛОСТНОМУ РАЗРУШЕНИЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2113511C1 |
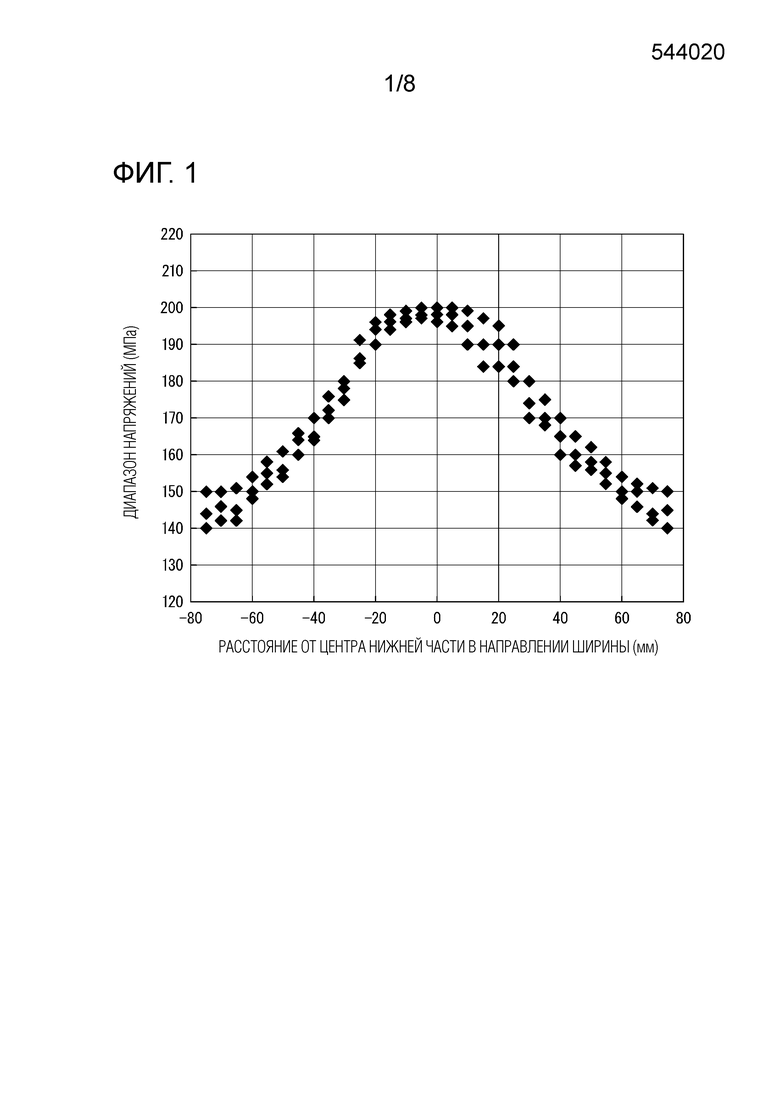
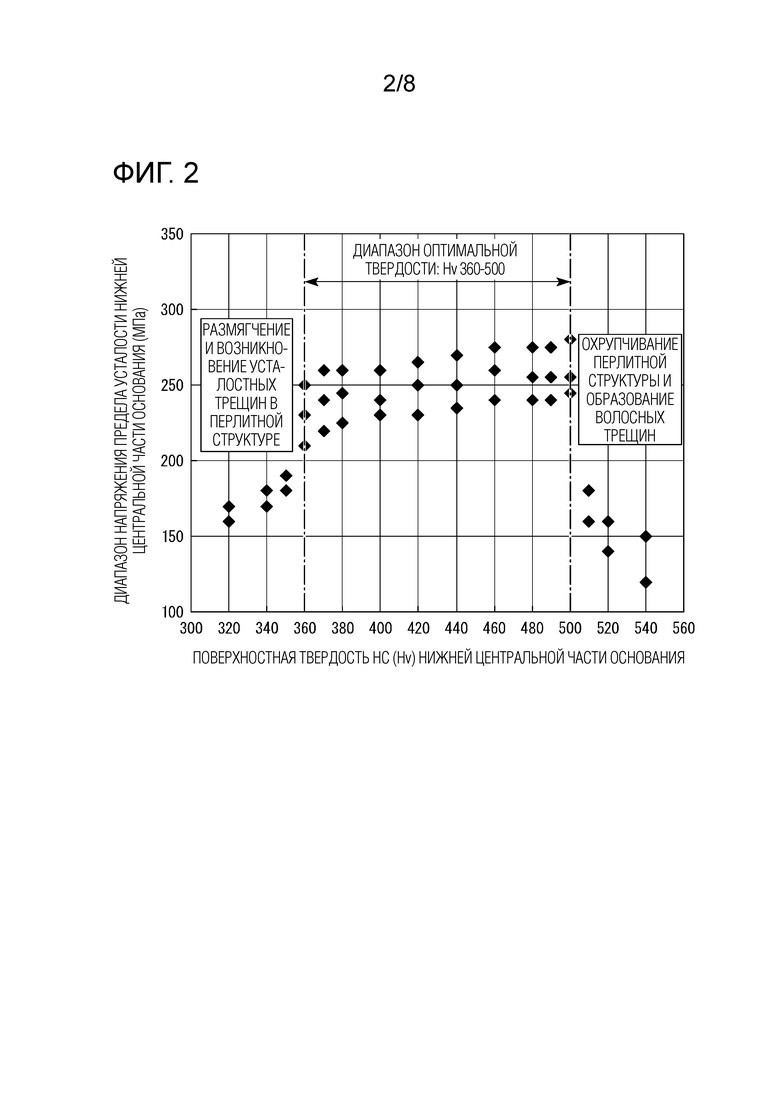
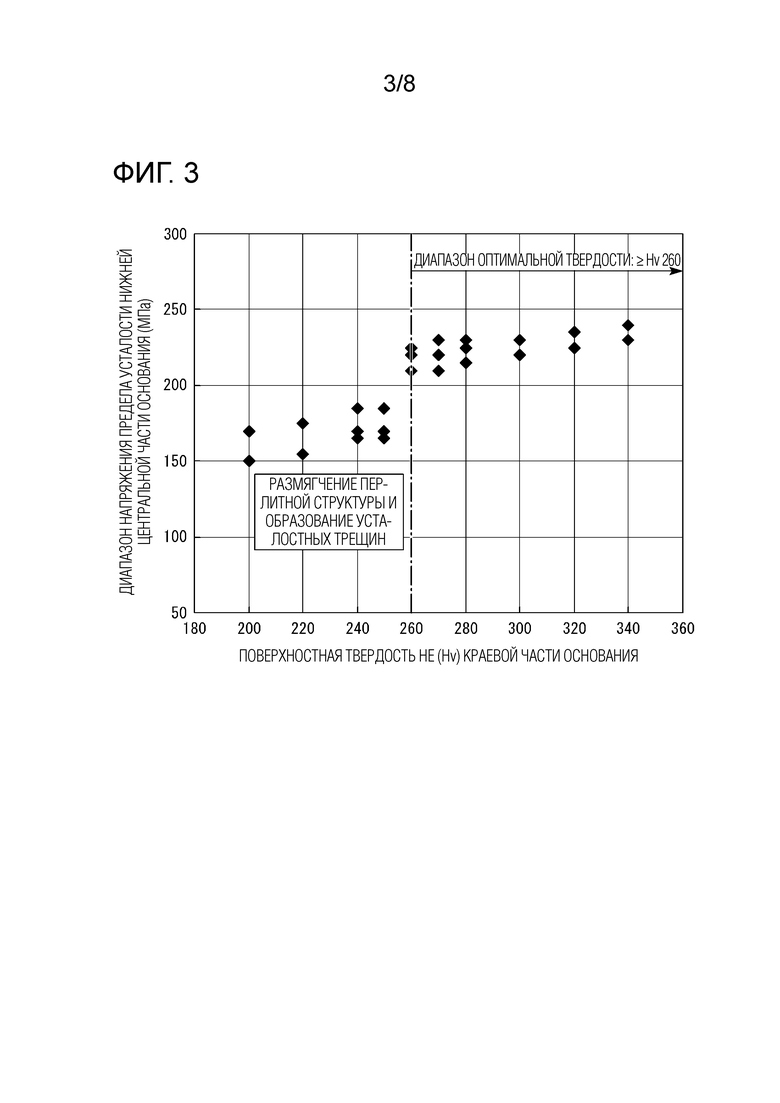
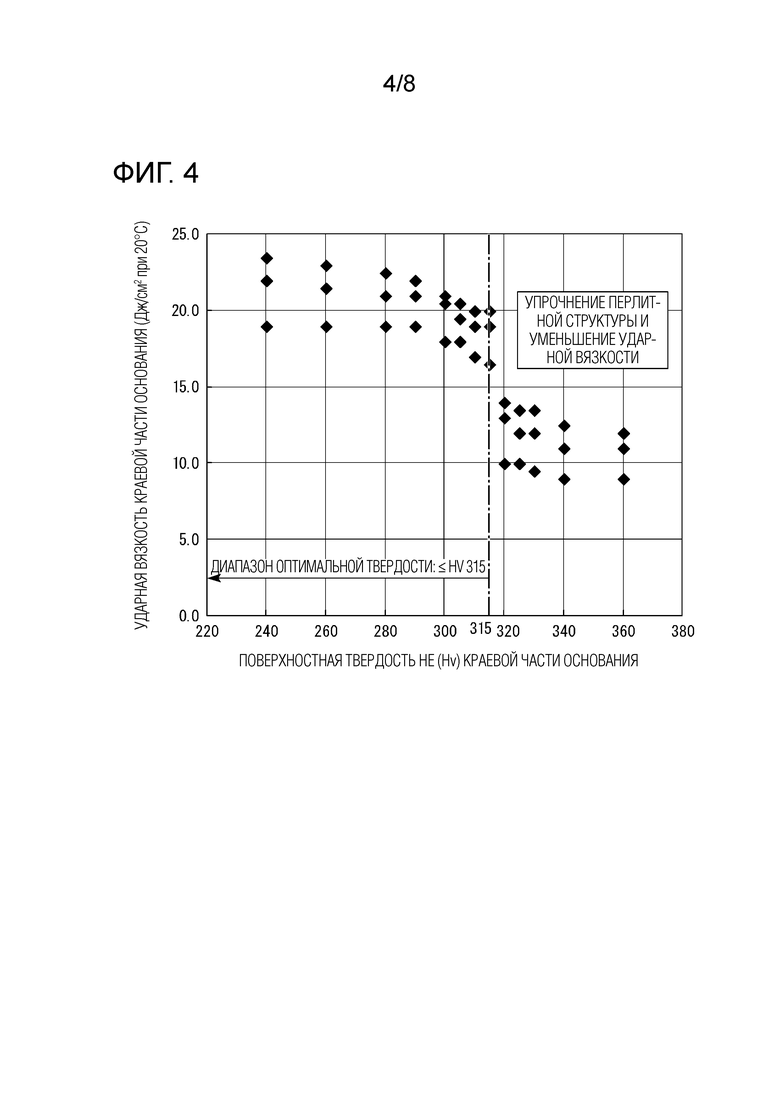
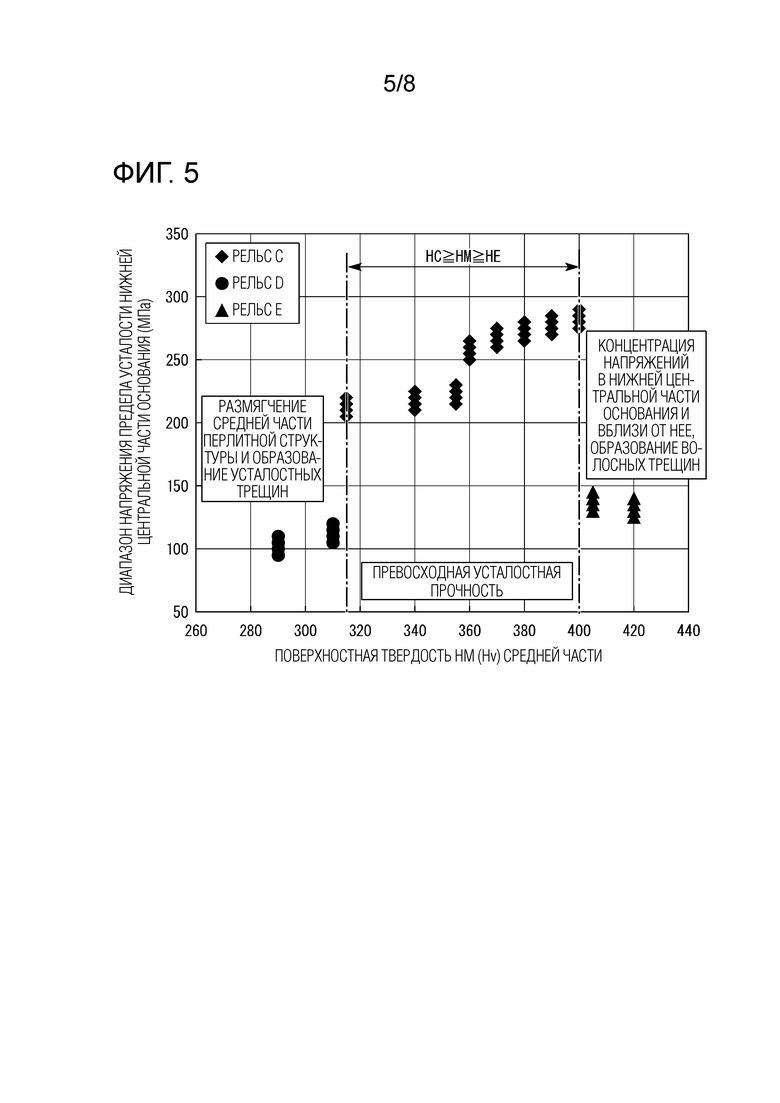
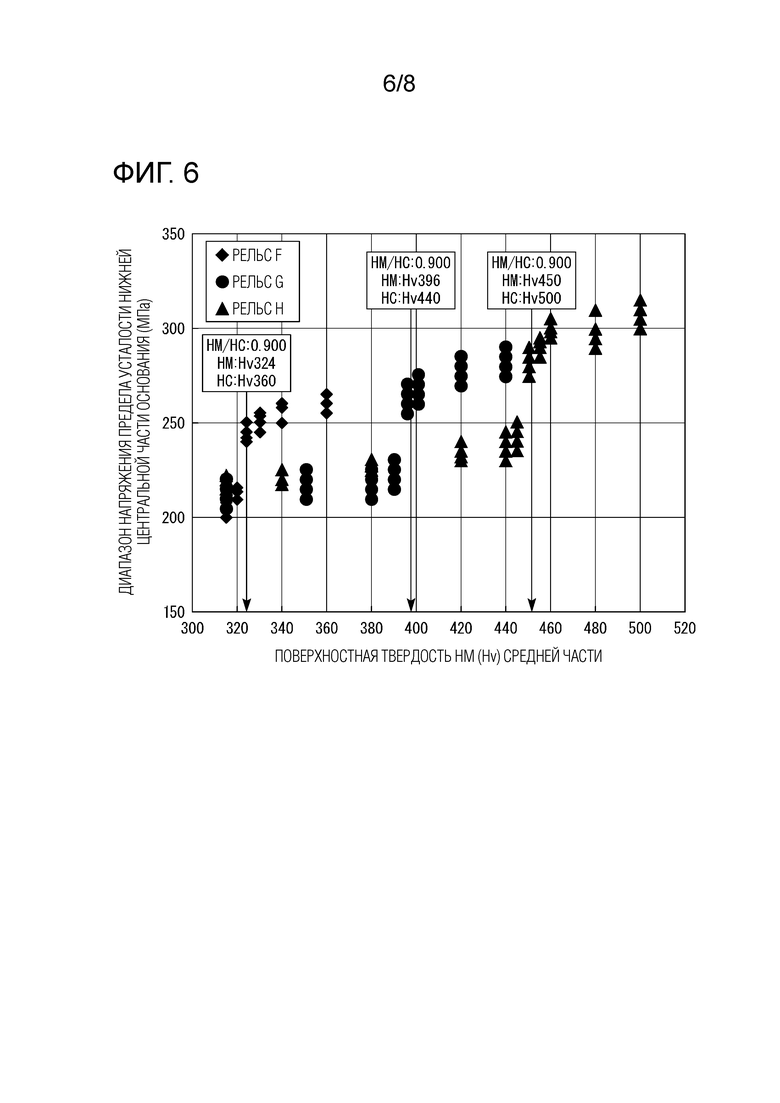
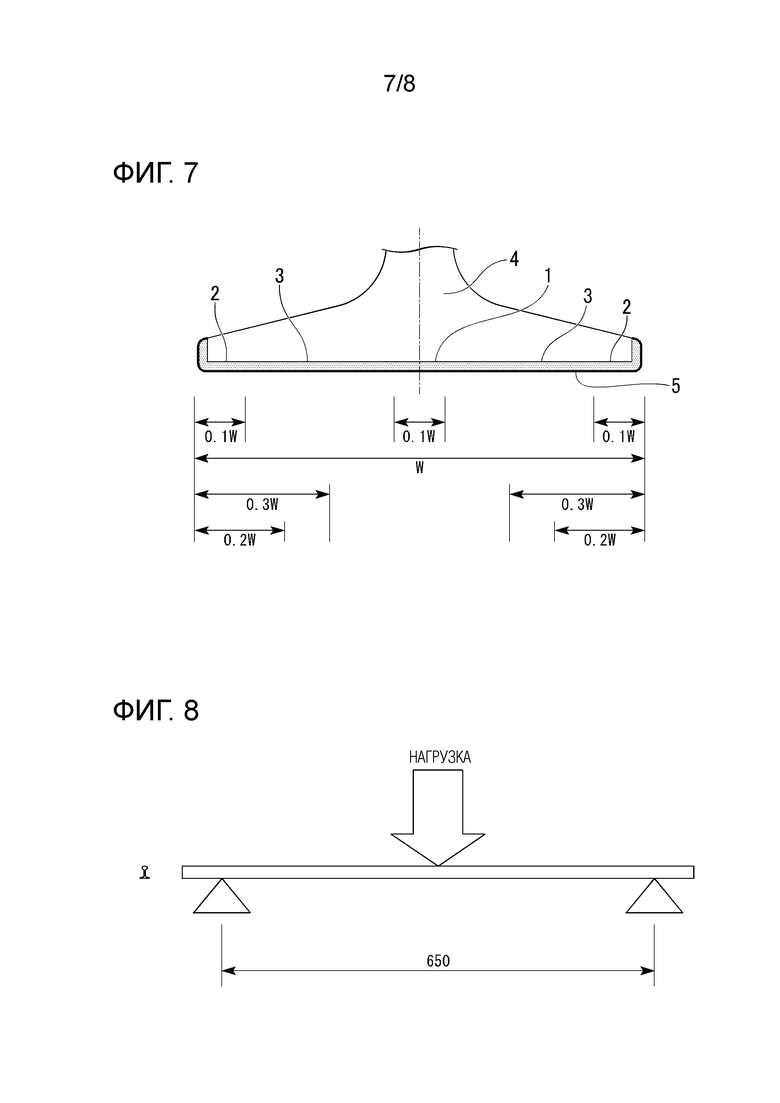
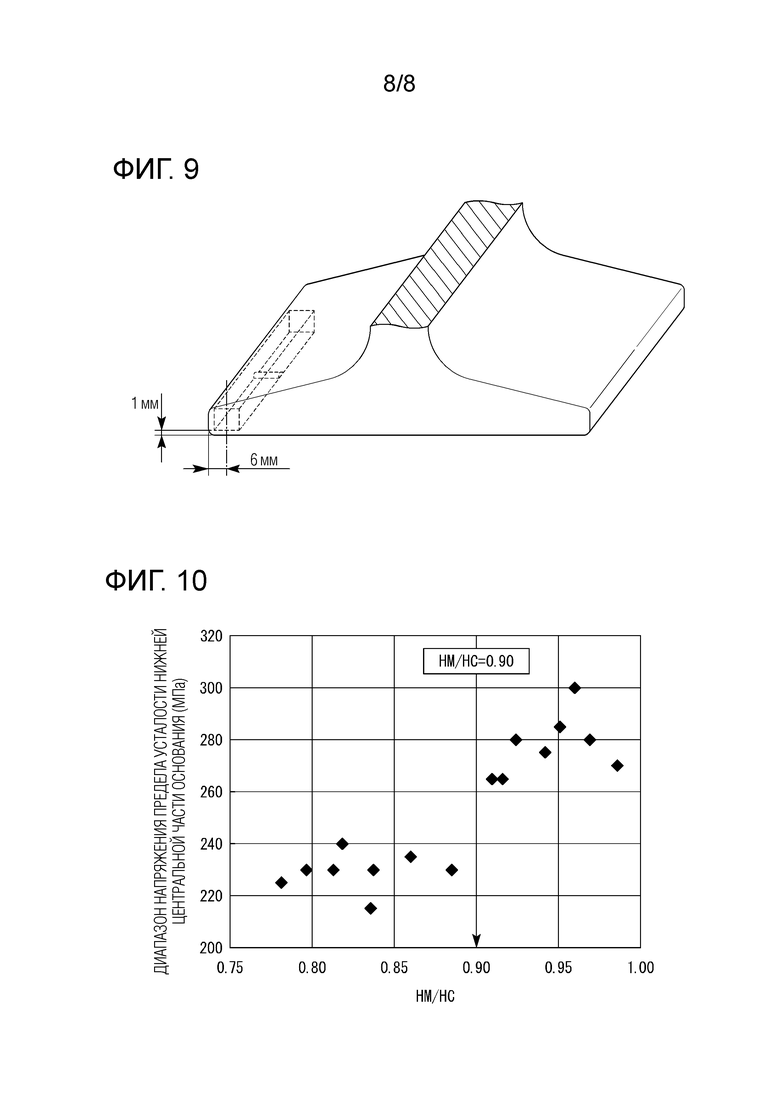
Изобретение относится к области металлургии, а именно к высокопрочному рельсу, используемому на грузовых железных дорогах. Рельс изготовлен из стали следующего состава, мас.%: C: от 0,75 до 1,20, Si: от 0,10 до 2,00, Mn: от 0,10 до 2,00, Cr: от 0 до 2,00, Mo: от 0 до 0,50, Co: от 0 до 1,00, B: от 0 до 0,0050, Cu: от 0 до 1,00, Ni: от 0 до 1,00, V: от 0 до 0,50, Nb: от 0 до 0,050, Ti: от 0 до 0,0500, Mg: от 0 до 0,0200, Ca: от 0 до 0,0200, REM: от 0 до 0,0500, Zr: от 0 до 0,0200, N: от 0 до 0,0200, Al: от 0 до 1,00, P: 0,0250 или менее, S: 0,0250 или менее, Fe и примеси – остальное. Металлографическая структура в диапазоне между наружной поверхностью нижней части основания рельса и глубиной 5 мм на 90% или более является перлитной структурой. Поверхностная твердость нижней центральной части основания рельса (HC), расположенной между положением ±0,05W от центра ширины основания, составляет HV 360-500. Поверхностная твердость краевой части основания рельса (HE), расположенной на обоих концах основания протяженностью 0,1W от концевой части основания в направлении к центру ширины основания, составляет HV 260-315, а поверхностная твердость средней части основания рельса (HM), расположенной между HC и HE, удовлетворяет следующему выражению: HC≥HM≥HE, где W - ширина нижней части основания рельса. Рельс имеет высокую стойкость к разламыванию и улучшенную усталостную стойкость. 2 з.п. ф-лы, 10 ил., 9 табл.
1. Рельс, выполненный из стали, имеющей следующий состав, мас.%:
C: от 0,75 до 1,20;
Si: от 0,10 до 2,00;
Mn: от 0,10 до 2,00;
Cr: от 0 до 2,00;
Mo: от 0 до 0,50;
Co: от 0 до 1,00;
B: от 0 до 0,0050;
Cu: от 0 до 1,00;
Ni: от 0 до 1,00;
V: от 0 до 0,50;
Nb: от 0 до 0,050;
Ti: от 0 до 0,0500;
Mg: от 0 до 0,0200;
Ca: от 0 до 0,0200;
REM: от 0 до 0,0500;
Zr: от 0 до 0,0200;
N: от 0 до 0,0200;
Al: от 0 до 1,00;
P: 0,0250% или меньше;
S: 0,0250% или меньше и
остаток из Fe и примесей,
в котором
90% или больше металлографической структуры в диапазоне между наружной поверхностью нижней части основания рельса и глубиной 5 мм представляет собой перлитную структуру,
причем ширина нижней части основания рельса определяется как W,
нижняя центральная часть основания рельса имеет ширину 0,1W и располагается в положении ±0,05W от центра упомянутой ширины основания рельса,
краевая часть основания рельса располагается на обоих концах нижней центральной части основания и находится в области 0,1W от концевой части нижней части основания рельса в направлении ширины,
средняя часть основания рельса расположена между нижней центральной частью основания рельса и краевой частью основания, в области от 0,2 до 0,3W от концевой части нижней части основания рельса в направлении ширины,
причем
значение HC, которое является поверхностной твердостью упомянутой нижней центральной части основания, находится в диапазоне HV 360-500,
значение HE, которое является поверхностной твердостью упомянутой краевой части основания, находится в диапазоне HV 260-315, и
значения HC, HE и HM, которое является поверхностной твердостью упомянутой средней части, удовлетворяют следующему Выражению 1,
HC ≥ HM ≥ HE ⋅⋅⋅ (Выражение 1).
2. Рельс по п. 1, в котором значения HM и HC удовлетворяют следующему Выражению 2:
HM/HC ≥ 0,900 ⋅⋅⋅ (Выражение 2).
3. Рельс по п. 1 или 2,
в котором сталь содержит по меньшей мере один элемент, выбираемый из группы, состоящей из, мас.%:
Cr: от 0,01 до 2,00;
Mo: от 0,01 до 0,50;
Co: от 0,01 до 1,00;
B: от 0,0001 до 0,0050;
Cu: от 0,01 до 1,00;
Ni: от 0,01 до 1,00;
V: от 0,005 до 0,50;
Nb: от 0,0010 до 0,050;
Ti: от 0,0030 до 0,0500;
Mg: от 0,0005 до 0,0200;
Ca: от 0,0005 до 0,0200;
REM: от 0,0005 до 0,0500;
Zr: от 0,0001 до 0,0200;
N: от 0,0060 до 0,0200 и
Al: от 0,0100 до 1,00.
| ПЕРЛИТНЫЕ РЕЛЬСЫ | 2010 |
|
RU2476617C1 |
| РЕЛЬС С ПЕРЛИТНОЙ СТРУКТУРОЙ, ОБЛАДАЮЩИЙ ПРЕВОСХОДНЫМ СОПРОТИВЛЕНИЕМ АБРАЗИВНОМУ ИЗНОСУ И ОТЛИЧНОЙ УДАРНОЙ ВЯЗКОСТЬЮ | 2009 |
|
RU2461639C1 |
| Рельс, способ его изготовления и способ регулирования его охлаждения | 1991 |
|
SU1839687A3 |
| WO 2014157198 A1, 02.10.2014 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

