Область техники, к которой относится изобретение
Изобретение относится к способу обработки находящегося под высоким давлением углеводородного потока с высокой концентрацией диоксида углерода с целью удаления из него диоксида углерода с образованием обработанного газового потока и потока, обогащенного диоксидом углерода.
Уровень техники
Существуют многочисленные источники углеводородного газа, которые содержат настолько значительные количества диоксида углерода, что газ из этих источников не подходит для применений такого рода, как введение его в трубопроводы для отправки и доставки конечным потребителям. К числу таких источников принадлежит газ из пластов природного газа, который может иметь столь высокие концентрации диоксида углерода, что традиционные способы удаления диоксида углерода являются не экономичными или даже технически не выполнимыми, вследствие чего такие коллекторы не пригодны для добычи. В то же время с учетом ужесточившегося в последнее время отношения к выбросам в атмосферу парниковых газов выделение больших объемов диоксида углерода из потоков природного газа с высокими концентрациями диоксида углерода может оказаться проблематичным.
В существующем уровне технике описаны сделанные в прошлом усилия по поиску способов удаления малых количеств диоксида углерода из кислого природного газа. Например, в US 3524722 раскрыт способ удаления диоксида углерода из природного газа с помощью химической реакции диоксида углерода с жидким аммиаком с образованием в результате этого твердого карбамата аммония. В патенте '722 сообщается, что в этом способе природный газ барботирует через жидкий аммиак, находящийся в реакторе, в котором диоксид углерода взаимодействует с аммиаком с образованием твердого карбамата аммония, который оседает на дно реактора. Его суспензию удаляют из реактора и направляют в конвертор, в котором карбамат аммония превращается в мочевину в соответствии со следующим уравнением реакции: NH2CO2NH4→(NH2)2CO+H2O. Предназначенный для очистки поток природного газа может находиться при относительно высоком давлении, но в патенте '722 нет указаний на то, что обрабатываемые газовые потоки могут иметь избыточно высокие концентрации диоксида углерода. Следует заметить также, что в сообщаемом способе не используется водный аммиак и что диоксид углерода в конечном итоге удаляется в форме продукта реакции с мочевиной.
В патенте США 4436707 раскрыт способ удаления кислых газов, таких как диоксид углерода и сероводород, из потоков природного газа с использованием метанольной промывочной жидкости, содержащей аммиак. Количество содержащегося в метаноле аммиака больше 0,5 вес.% и его должно быть достаточно для того, чтобы предотвратить образование твердых осадков. В патенте '707 указано содержание аммиака в потоке его метанольного растворителя, в сущности, об относительно малом количестве (37 нсм3/мл, т.е. 3,5 вес.%), откуда следует, что роль метанола в основном сводится к выполнению функции растворителя для аммиака. В патенте '707 нет никаких сообщений об обработке потока, находящегося под высоким давлением природного газа, имеющего высокую концентрацию диоксида углерода, т.е. концентрацию существенно более высокую, чем 3,5 об.% CO2, при которой бы получали поток обработанного газа, пригодный для ввода в трубопроводы для отправки и доставки конечным потребителям, и газообразный поток диоксида углерода с такой степенью чистоты и при таком давлении, которые бы позволяли его секвестрацию. Следует отметить, что в патенте '707 нет указаний на использование растворителя на водной основе и в описанном в патенте '707 способе отсутствует образование твердых материалов.
Способ, раскрытый в WO 2006/022885, относится к установке или способу очистки после традиционной системы контроля загрязнения воздуха, потока газа сгорания от остаточных загрязнителей с использованием аммиачного раствора или суспензии в системе NH3-CO3-H2O и улавливания CO3 из потока газа сгорания с целью секвестрирования в концентрированной форме и при высоком давлении. В указанной публикации не сообщается о способе обработки находящегося под высоким давлением углеводородного потока с высокой концентрацией CO2 в условиях абсорбции при высоком давлении. Но при этом в публикации отмечается, что концентрация CO2 газа сгорания, который благодаря сгоранию в основном не содержит углеводородов или сероводорода, составляет, как правило, 10-15% при сгорании угля и 3-4% при сгорании природного газа. Раскрытый способ включает в себя, кроме того, проведение стадии абсорбции при низкой температуре и низком давлении (приблизительно атмосферном давлении) и проведение регенерации абсорбента в условиях высокого давления. Для такой разницы в давлении в процессе необходимо использование насоса высокого давления с целью обеспечения работы регенератора под высоким давлением.
В технике продолжает существовать потребность в способе обработки находящихся при высоком давлении углеводородных потоков, загрязненных большими концентрациями диоксида углерода, с целью производства обработанного газа рыночной чистоты и концентрированного потока диоксида углерода, пригодного для секвестрации или для применения в других целях.
Раскрытие изобретения
Настоящее изобретение предлагает высокоэффективный и экономичный способ обработки находящегося под высоким давлением углеводородного потока, загрязненного высокой концентрацией диоксида углерода, с целью получения обработанного потока углеводородного газа и концентрированного потока диоксида углерода, находящегося под высоким давлением, пригодного для секвестрации или для других применений.
Способ изобретения включает в себя контактирование находящегося под высоким давлением углеводородного потока с бедным растворителем, содержащим водный аммиак и продукт реакции жидкой системы NH3-CO2-H2O в контактном устройстве в условиях контактирования, способствующих реакции части диоксида углерода в находящемся под высоким давлением углеводородном потоке с бедным растворителем, в результате чего образуется содержащее диоксид углерода соединение. Из контактного устройства выходят обработанный поток углеводородного газа и суспензия отработанного растворителя, содержащая осевшие твердые материалы и жидкость. По меньшей мере, часть суспензии отработанного растворителя вводится в регенератор для ее регенерирования в условиях регенерации, которые способствуют разложению части осевших твердых материалов с высвобождением диоксида углерода. Из указанного регенератора выходят поток диоксида углерода и бедный растворитель.
Обработанный поток углеводородного газа, при необходимости подвергнутый дополнительной обработке, можно с успехом вводить в трубопроводы для доставки и продажи, в то время как концентрированный поток диоксида углерода, находящийся под высоким давлением, может быть подходящим образом секвестрирован или использован для других целей, таких как стимулированная добыча нефти или как сверхкритический растворитель и т.д.
Краткое описание чертежей
Фиг.1 представляет технологическую схему, демонстрирующую один из вариантов осуществления настоящего изобретения.
Осуществление изобретения
Настоящий способ особенно эффективен для удаления диоксида углерода из потоков находящегося под высоким давлением углеводородного газа, загрязненных относительно высокими концентрациями диоксида углерода, которые могут превышать 5 об.% от указанного потока углеводородного газа, указанная высокая концентрация диоксида углерода может, например, находиться в диапазоне от 5 до 80 об.%, чаще от 8 до 60 об.% и, наиболее типично, от 10 до 50 об.%.
Поток находящегося под высоким давлением углеводородного газа может в некоторых случаях быть загрязненным определенной концентрацией сероводорода, например в диапазоне от 0,5 до 20 об.% или от 1 до 15 об.% сероводорода.
Настоящий способ эффективен для удаления диоксида углерода из загрязненных потоков находящегося под высоким давлением углеводородного газа. Способ может быть также использован для удаления сероводорода из загрязненных потоков находящегося под высоким давлением углеводородного газа.
Одним из примеров потока находящегося под высоким давлением углеводородного газа, который в особенности подходит для обработки в соответствии с настоящим способом, является природный газ, который, как правило, добывается при высоких давлениях, например от 10 до 100 бар (изб.) и, более типично, от 50 до 80 бар (изб), и часто содержит различные количества диоксида углерода, а также сероводород. В действительности некоторые газовые пласты имеют такие высокие концентрации диоксида углерода, что их считают коммерчески невыгодными.
Настоящий способ в особенности применим для обработки природных газов, имеющих высокие концентрации диоксида углерода и, возможно, сероводорода, пределы которых были указаны выше и которые до настоящего времени считались неэкономичными и/или практически невыгодными для добычи. Для таких источников природного газа, которые сильно загрязнены диоксидом углерода и, возможно, сероводородом, типично содержание одного или более газообразных углеводородных компонентов. Преобладающим газообразным углеводородным компонентом этих источников природного газа обычно является метан, который является углеводородом, присутствие которого является преобладающим среди углеводородных компонентов, которые кроме того включают в себя такие углеводороды, как этан, пропан, бутан, пентан и даже следы более тяжелых углеводородных соединений.
Таким образом, в дополнение к наличию в нем относительно высокой (но не чрезмерно высокой) концентрации диоксида углерода и, возможно, сероводорода сильно загрязненный находящийся под высоким давлением газовый поток или поток природного газа в способе изобретения может содержать до или около 95 об.% метана. Таким образом, метан может присутствовать в диапазоне от 5 до 95 об.% в расчете на газовый поток. Однако более типично содержание метана в диапазоне от 40 до 92 об.% и, наиболее типично, от 60 до 90 об.%.
Наряду с метановым компонентом в сильно загрязненном находящемся под высоким давлением газовом потоке могут содержаться и другие газообразные углеводороды, такие как C2H6, C3H8, C4H10 и C5H12, причем каждый из этих других газообразных углеводородов или сочетание этих других газообразных углеводородов присутствуют в потоке находящегося под высоким давлением углеводородного газа в диапазоне концентраций до или около 20 об.%, как правило, от 0,1 до 15 об.% и, более типично, от 0,2 до 10 об.%.
Могут присутствовать также и небольшие количества азота и других инертных газов, таких как Ar, He, Ne и Xe, но в относительно незначительных количествах, причем азот присутствует в концентрации не выше 5 об.%, чаще ниже 3 об.%, но наиболее типично ниже 2 об.%. Другие инертные газы (если присутствуют) обычно содержатся в небольших или следовых количествах.
Другими примерами находящихся под высоким давлением газовых потоков, имеющих высокие концентрации диоксида углерода и некоторое количество сероводорода, которые могут обрабатываться в соответствии с настоящим способом, являются синтетические газы (например, из процесса газификации или газы, генерируемые в процессе производства альтернативной нефти из битуминозных песков иди горючих сланцев), которые могут содержать до 60% диоксида углерода.
В соответствии с настоящим способом загрязненный поток находящегося под высоким давлением углеводородного газа обрабатывается в абсорбере или в контактном устройстве, которое обеспечивает контактирование загрязненного потока находящегося под высоким давлением углеводородного газа с бедным растворителем, который предпочтительно охлажден и включает в себя водный раствор аммиака (т.е. аммиак и воду), при высоком давлении, в результате чего значительная, если не большая часть диоксида углерода в потоке находящегося под высоким давлением углеводородного газа и (в случае его присутствия) сероводород удаляются при реакции с бедным растворителем.
Из контактного устройства выходят обработанный поток углеводородного газа со значительно сниженным содержанием диоксида углерода по сравнению с его содержанием в потоке находящегося под высоким давлением углеводородного газа и суспензия отработанного растворителя. Суспензия отработанного растворителя содержит осевшие твердые материалы и жидкость, которая включает в себя аммиак и воду и может включать растворенный диоксид углерода и один или более продуктов реакции жидкой системы NH3-CO2-H2O.
Осевшие твердые материалы в суспензии отработанного растворителя могут включать осадки карбоната аммония ((NH4)2CO3) или бикарбоната аммония ((NH4)HCO3), или карбамата аммония ((NH4)CO3NH2), или поликарбоната аммония (т.е. смеси бикарбоната аммония и карбоната аммония), или сесквикарбоната аммония (т.е. твердой смеси карбоната аммония, бикарбоната аммония и карбамата аммония), или любой комбинации двух или более из них.
Поток обработанного углеводородного газа может иметь концентрацию диоксида углерода ниже 3 об.%, предпочтительно ниже 2 об.% и, наиболее предпочтительно, ниже 1,5 об.%. Концентрация сероводорода (если присутствует) в потоке обработанного углеводородного газа ниже 200 об.ч/млн и предпочтительно ниже 100 об.ч/млн.
Содержание углеводородов в обработанном потоке углеводородного газа может быть более 90 об.%. Как правило, при обработке большей части потоков находящегося под высоким давлением углеводородного газа, содержание углеводородов в обработанном потоке углеводородного газа может быть в диапазоне от 90 до 99,99 об.%, из которых преобладающим углеводородом является метан. Обработанный поток углеводородного газа может, например, содержать от 90 до 99,99 об.% метана, менее 10 об.% легких углеводородов, таких как этан, пропан и бутан, и менее 3 об.% диоксида углерода.
Важной отличительной характеристикой настоящего изобретения является то, что абсорбер эксплуатируется при высоком давлении, например при давлении от 3 до 40 бар (изб.), предпочтительно от 5 до 30 бар и чаще всего от 10 до 20 бар. Как было установлено, работа абсорбера при таких высоких давлениях уменьшает необходимую для бедного растворителя степень охлаждения, а также снижает потери аммиака, которые могут стать проблемой, возникающей при работе абсорбера при низких давлениях. Кроме того, при повышенных давлениях значительно улучшается кинетика реакции диоксида углерода с аммиаком и карбонатом аммония бедного растворителя. Улучшенная кинетика реакции может также обеспечить экономию затрат благодаря снижению требований к размерам аппаратуры и другие выгоды.
Рабочая температура в абсорбере должна быть, как правило, в диапазоне от 5 до 60°C, при этом предпочтительная температура лежит в диапазоне от 10 до 40°C.
Суспензия отработанного растворителя из абсорбера или его сконцентрированная суспензия регенерируется в регенераторной колонне, которая работает при повышенных температуре и давлении. Это приводит к высвобождению диоксида углерода (и сероводорода, если он присутствует) из суспензии отработанного растворителя или из концентрированный суспензии в результате разложения содержащегося в ней продукта реакции жидкой системы NH3-CO2-H2O, такого, например, как бикарбонат аммония, карбамат аммония и карбонат аммония, с выделением диоксида углерода. Из регенераторной колонны выходят находящийся при высоком давлении концентрированный обогащенный диоксидом углерода поток, пригодный для секвестрации, и бедный растворитель, который предпочтительно, по меньшей мере частично, рециркулируют в абсорбер.
Отводимый из регенераторной колонны концентрированный поток диоксида углерода имеет, как правило, высокую концентрацию диоксида углерода, например, по меньшей мере, 90 об.% CO2 и предпочтительно, по меньшей мере, 92 об.% CO2, и при этом он находится под высоким давлением, например выше 5 бар (изб), предпочтительно от 25 до 50 бар или выше. Тот факт, что настоящий способ позволяет получить находящийся при высоком давлении концентрированный поток диоксида углерода, представляет собой значительную выгоду, поскольку одной из проблем многих способов получения пригодного для секвестрации диоксида углерода является необходимость сжатия газа в компрессоре до высоких давлений, которые необходимы для хранения. Работа компрессоров для получения находящегося под высоким давлением газа является очень дорогостоящей и делает реализацию таких способов экономически невыгодной.
Регенераторную колонну обычно эксплуатируют при более высоком давлении, чем давление в контактирующем устройстве высокого давления, и при этом она работает также при значительно более высокой температуре. Как правило, рабочее давление в регенераторной колонне может быть в диапазоне от 5 до 100 бар (изб.) при более предпочтительном диапазоне от 10 до 50 бар. Особенно предпочтителен диапазон рабочих давлений от 15 до 40 бар (изб.).
Рабочая температура в регенераторе может быть в диапазоне от 40 до 240°C или от 50 до 220°C. Температура регенерации находится в диапазоне от 40 до 240°C или от 50 до 220°C. Предпочтительна температура регенерации от 50 до 180°C и наиболее предпочтительна температура регенерации в диапазоне от 80 до 150°C.
Бедный растворитель, используемый для обработки находящегося под высоким давлением углеводородного потока с высокой концентрацией диоксида углерода согласно способу изобретения, включает в себя водный раствор аммиака, который содержит аммиак и воду. Бедный растворитель может дополнительно включать в себя любое одно или более из описанных выше содержащих диоксид углерода соединений карбоната аммония ((NH4)2CO3), бикарбоната аммония (NH4)HCO3), карбамата аммония ((NH4)CO3NH2), поликарбоната аммония (т.е. смеси бикарбоната аммония и карбоната аммония) и сесквикарбоната аммония (т.е. твердой смеси карбоната аммония, бикарбоната аммония и карбамата аммония), которые могут быть продуктами реакции жидкой системы NH3-CO2-H2O.
Содержащие диоксид углерода соединения могут присутствовать в бедном растворителе в растворенной форме, в твердой форме или в той и другой форме. Бедный растворитель должен иметь концентрацию аммиака (NH3) в диапазоне от 1 до 50 вес.% в расчете на бедный растворитель, имея в балансе воду и, при необходимости, одно или более из указанных выше содержащих диоксид углерода соединений. Несложно понять, что содержащими диоксид углерода соединениями могут быть соединения, образованные в результате реакций, которые могут протекать внутри жидкой системы NH3-CO2-H2O, которая образуется из диоксида углерода, контактирующего, смешанного или растворенного в водном растворе аммиака бедного растворителя.
Без желания связывать себя с какой-либо специальной теорией полагают, что в жидкой системе NH3-CO2-H2O протекают следующие обратимые реакции:
2NH3+CO2=(NH4)CO2NH2 (жидк./тв.)
2NH3+CO2+H2O=2(NH4)2CO3 (жидк./тв.)
(NH4)2CO3 (aq)+CO2+H2O=2(NH4)HCO3 (жидк./тв.)
Эти реакции показывают, как диоксид углерода, содержащийся в потоке находящегося под высоким давлением углеводородного газа, может быть поглощен бедным растворителем и удален из потока находящегося под высоким давлением углеводородного газа в результате его контактирования с бедным растворителем. Кроме того, эти реакции показывают, как образуются осевшие твердые материалы суспензии отработанного растворителя.
Показанные выше реакции позволяют также предположить возможные компоненты осевших твердых материалов, находящиеся в суспензии отработанного растворителя. Полагают, что осевшие твердые материалы включают в себя в качестве их основной части аммиак и бикарбонат аммония, которые образуются в результате реакции диоксида углерода с карбонатом аммония, растворенным в бедном растворителе. Благодаря обратимости реакций суспензия отработанного растворителя или его сконцентрированная суспензия может быть подвергнута операции регенерации, которая проводится в условиях повышенных температуры и давления, с целью удаления из суспензии отработанного растворителя или концентрированной суспензии абсорбированного диоксида углерода.
Предпочтительная концентрация аммиака в бедном растворителе составляет от 5 до 35 вес.%, более предпочтительная концентрация аммиака лежит в диапазоне от 7 до 32 вес.% и наиболее предпочтительная составляет от 9 до 20 вес.%.
При этом в бедном растворителе могут присутствовать и некоторые продукты реакции системы аммиак-диоксид углерода-вода и, как правило, они присутствуют в значительных концентрациях. Бедный растворитель может включать в себя любой один или сочетание карбоната аммония, бикарбоната аммония и карбамата аммония либо в растворенной форме, либо в форме осевшего твердого материала, либо они могут присутствовать как в растворенной форме, так и в осевшей форме. В результате бедный растворитель может содержать до 70 вес.% по меньшей мере одного из указанных выше содержащих диоксид углерода соединений, но, как правило, концентрация содержащего диоксид углерода соединения в бедном растворителе лежит в диапазоне от 1 до 60 вес.%.
Другим важным признаком изобретения является то, что бедный растворитель, который содержит аммиак и может, кроме того, содержать продукт реакции системы NH3-CO2-H2O, такой как карбонат аммония, в растворенном и/или твердом состоянии, прежде чем этот растворитель будет введен в контакт с потоком находящегося под высоким давлением углеводородного газа, загрязненным высокой концентрацией диоксида углерода, его предпочтительно охлаждают до относительно низкой температуры, например до температуры ниже 20°C, предпочтительно ниже 15°C и, наиболее предпочтительно, ниже 10°C. При этом подходящие температурные диапазоны для охлаждаемого бедного растворителя составляют от 1 до 20°C, предпочтительно от 3 до 15°C и, наиболее предпочтительно, от 5 до 10°C. Эти температуры являются температурами, при которых бедный растворитель контактирует с подаваемым в абсорбер потоком находящегося под высоким давлением углеводородного газа. Установлено, что при использовании в абсорбере охлажденного бедного растворителя и работе абсорбера при высоком давлении можно минимизировать потери аммиака, поддерживая при этом в абсорбере высокую скорость абсорбции диоксида углерода.
Как правило, поток находящегося под высоким давлением углеводородного газа подается в абсорбер при температуре окружающей среды, но если имеется необходимость в работе абсорбера при более низкой температуре, поток может охлаждаться до более низкой температуры. Однако поскольку охлаждение удорожает процесс, обычно предпочтительно охлаждать только бедный растворитель и подавать в абсорбер поток находящегося под высоким давлением углеводородного газа при той температуре, которая доступна (при возможности этот углеводородный поток может охлаждаться путем отдачи тепла для нужд процесса). При охлаждении бедного растворителя до заданной контактной температуры он приобретает способность абсорбировать из потока находящегося под высоким давлением углеводородного газа диоксид углерода (и сероводород в случае его присутствия).
В особенности желательно и полезно, чтобы суспензия отработанного растворителя имела значительную концентрацию осевших твердых материалов. Причина этого состоит в том, что большое содержание твердых материалов в суспензии отработанного растворителя может в значительной степени снижать нагрузку на ребойлер регенератора благодаря более низкой скорости потока бедного растворителя из-за высокого содержания твердых материалов. При этом в результате более высокого содержания твердых материалов регенератор можно эксплуатировать при значительно более высоких рабочих давлениях, чем в иных случаях. Указанные более высокие рабочие давления уменьшают требуемую степень последующего сжатия обогащенного диоксидом углерода потока из регенератора. Повышенные содержания твердых материалов обеспечивают также высокоэффективное удаление диоксида углерода из потока находящегося под высоким давлением углеводородного газа.
Концентрация осевших твердых материалов в суспензии отработанного растворителя должна, таким образом, быть настолько высокой, насколько это практически возможно и, как правило, суспензия отработанного растворителя может содержать осевшие твердые материалы в диапазоне от 1 до 50 вес.%. Предпочтительно присутствие осевших твердых материалов в суспензии отработанного растворителя в количестве от 5 до 35 вес.% и, более предпочтительно, в диапазоне от 10 до 32 вес.%.
В одном из вариантов осуществления способа изобретения твердое содержимое суспензии отработанного растворителя концентрируется на стадии разделения суспензии отработанного растворителя на концентрированную суспензию осевших твердых материалов и отделенную жидкость. Концентрация осевших твердых материалов в концентрированной суспензии выше их концентрации в суспензии отработанного растворителя, подаваемой на стадию разделения, а концентрация осевших твердых материалов в отделенной жидкости ниже их концентрации в суспензии отработанного растворителя, подаваемой на стадию разделения. Так концентрация осевших твердых материалов в концентрированной суспензии может быть более высокой, чем концентрация осевших твердых материалов в суспензии отработанного растворителя и достигать 80 вес.% в расчете на поток концентрированной суспензии. Более типична концентрация осевших твердых материалов в концентрированной суспензии, лежащая в диапазоне от 25 до 75 вес.% и наиболее типична от 40 до 60 вес.%.
Чтобы обеспечить более высокую концентрацию осевших твердых материалов в суспензии отработанного растворителя, в одном из вариантов осуществления способа изобретения может быть обеспечено охлаждение суспензии отработанного растворителя перед ее подачей на стадию разделения. Это охлаждение может приводить к образованию дополнительных осевших твердых материалов по сравнению с количествами, содержащимися вначале в суспензии отработанного растворителя, отведенной непосредственно со дна контактного устройства.
Отделенная жидкость со стадии разделения суспензии отработанного растворителя может быть направлена в качестве рециркулирующего сырья для ввода в контактное устройство. Установлено, что использование отделенной жидкости в качестве сырья для контактного устройства способствует оседанию содержащих диоксид углерода соединений осевших твердых материалов.
Далее изобретение описывается более детально с помощью примера со ссылкой на сопровождающую фиг.1, на которой показан один из вариантов осуществления способа изобретения.
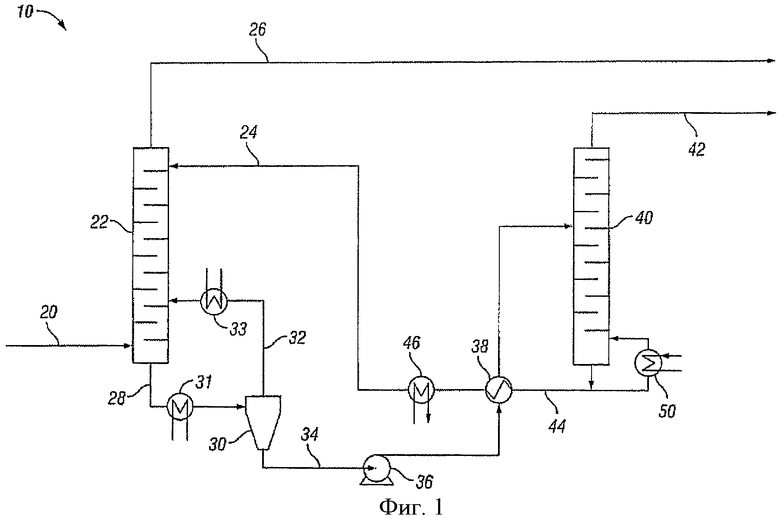
На фиг.1 представлена технологическая схема процесса 10 обработки находящегося под высоким давлением углеводородного сырьевого потока с образованием потока обработанного углеводородного газа и потока концентрированного диоксида углерода.
В процессе 10 находящийся под высоким давлением углеводородный сырьевой поток, содержащий метан, большое количество диоксида углерода и сероводород (например, от 10 до 90 об.%, в частности 78 об.% метана; от 10 до 40 об.%, в частности 20 об.% диоксида углерода; и от 0 до 5, в частности 2 об.% сероводорода) пропускают через трубопровод 20 и вводят в абсорбер (контактное устройство) 22. Абсорбер 22 ограничивает зону абсорбции (контактирования) и предоставляет средство для контактирования находящегося под высоким давлением углеводородного сырьевого потока с бедным растворителем, содержащим водный раствор аммиака и, возможно, продукт реакции жидкой системы NH3-CO2-H2O, в условиях абсорбции или контактирования при высоком давлении и низкой температуре. Абсорбер 22 может включать в себя множество стадий абсорбции или контактирования.
В абсорбере 22, верхняя часть которого в данном варианте осуществления работает при давлении около 6 бар (изб) или выше и температуре около 40°C или ниже, диоксид углерода и сероводород абсорбируются в охлажденном бедном растворителе, содержащем водный раствор аммиака (т.е. аммиак и воду) и имеющем от или около 10 до или около 20 вес.% аммиака, и продукт реакции жидкой системы NH3-CO2-H2O, такой как содержащие диоксид углерода соединения карбоната аммония, бикарбоната аммония, карбамата аммония, поликарбоната аммония и сесквикарбоната аммония, где одно или более таких содержащих диоксид углерода соединений могут присутствовать в виде растворенного вещества и/или твердого материала, вводимого в абсорбер 22 через трубопровод 24 при температуре около 10°C или ниже.
Поток чистого обработанного углеводородного газа выходит из абсорбера 22 по трубопроводу 26, а суспензия отработанного растворителя выводится и отходит из абсорбера 22 по трубопроводу 28. В зависимости от конструкции абсорбера 22 и числа стадий количество присутствующего в потоке обработанного газа диоксида углерода снижается до ниже чем 3 об.%, предпочтительно до ниже чем 2%, в то время как количество сероводорода в обработанном газе будет снижаться до ниже чем 200 об.ч./млн, предпочтительно до ниже чем 100 об.ч./млн.
Суспензия отработанного растворителя, которая содержит осевшие твердые материалы, содержащие по меньшей мере одно содержащее диоксид углерода соединение, выходит из абсорбера 22 через трубопровод 28 и поступает в циклон 30. Содержание осевших твердых материалов в суспензии отработанного растворителя может быть в диапазоне от 1 до 50 вес.% в расчете на поток суспензии отработанного растворителя.
В одном из возможных признаков процесса 10 в трубопровод 28 встроен охладитель 31. Охладитель 31 ограничивает зону теплопереноса для непрямого теплообмена между суспензией отработанного растворителя и какой-либо другой текучей средой и предоставляет средство для отвода тепла от суспензии отработанного растворителя с целью усиления образования осевших твердых материалов.
Циклон 30 ограничивает зону разделения и предоставляет средство для концентрирования твердых материалов, содержащихся в суспензии отработанного растворителя, путем ее разделения на концентрированную суспензию осевших твердых материалов и отделенную жидкость. Концентрированная суспензия может иметь концентрацию осевших твердых материалов большую концентрации осевших твердых материалов в суспензии отработанного растворителя и достигать 80 вес %.
Отделенная жидкость проходит от циклона 30 по трубопроводу 32 и поступает в виде рециркулирующего сырья в абсорбер 22, где она вступает в контакт с подаваемым в абсорбер 22 потоком находящегося под высоким давлением углеводородного газа. В трубопровод 32 встроен теплообменник 33, который ограничивает зону теплообмена и предоставляет средство для охлаждения отделенной жидкости, проходящей по трубопроводу 32 к абсорберу 22.
Концентрированная суспензия проходит от циклона 30 по трубопроводу 34 к насосу 36, который обеспечивает средство для создания напора с целью повышения давления в потоке концентрированной суспензии до по меньшей мере 42 бар (изб.). После этого концентрированная суспензия проходит через теплообменник 38, где она получает тепло от суспензии отработанного растворителя посредством непрямого теплообмена, и затем нагретая концентрированная суспензия подается в регенераторную колонну 40.
В регенераторной колонне 40, верхняя часть которой в данном варианте осуществления работает при давлении по меньшей мере 40 бар (изб) и температуре по меньшей мере 120°C, диоксид углерода и сероводород, которые абсорбированы в бедном растворителе с образованием суспензии отработанного растворителя, высвобождаются из концентрированной суспензии, наиболее вероятно путем разложения находящихся в ней содержащих диоксид углерода соединений, в результате чего образуется концентрированный поток обогащенного диоксидом углерода газа, содержащего по меньшей мере 90 об.% диоксида углерода.
Концентрированный поток обогащенного диоксидом углерода газа выводится из верхней части регенераторной колонны 40 через трубопровод 42 и находится под высоким давлением, пригодным для секвестрации. Существенно, чтобы концентрированный поток диоксида углерода, который проходит от регенераторной колонны 40 по трубопроводу 42, мог находиться под таким высоким давлением, при котором отсутствовала бы необходимость в использовании компрессора для сжатия этого потока с целью подготовки его к секвестрации и для какого-либо другого применения под высоким давлением.
Бедный растворитель выводится со дна регенераторной колонны 40 через трубопровод 44 и проходит через теплообменник 38, где он обменивается теплом посредством непрямого теплообмена с концентрированной суспензией, и далее к холодильнику 46, после чего возвращается по трубопроводу 24 в виде рециркулята в абсорбер 22. Холодильник 46 обеспечивает средство для дополнительного отвода тепла от бедного растворителя с целью охлаждения его до низкой или пониженной температуры, необходимой для работы абсорбера 22. Тепло отводится к регенераторной колонне 40 с помощью ребойлера 50.
Описанные выше варианты осуществления изобретения могут быть различным образом изменены и модифицированы без отступления от сути изобретения. Такие очевидные варианты и модификации считаются входящими в обозначенный объем изобретения.
Изобретение относится к способу обработки находящегося под высоким давлением потока углеводородного газа с высокой концентрацией диоксида углерода с целью удаления из него диоксида углерода с образованием обработанного потока углеводородного газа и обогащенного диоксидом углерода потока. Способ включает контактирование потока углеводородного газа с бедным растворителем, содержащим водный раствор аммиака и продукт реакции жидкой системы NH3-CO2-H2O, в контактном устройстве в условиях контактирования, способствующих реакции части диоксида углерода из потока углеводородного газа с бедным растворителем, в результате чего образуется содержащее диоксид углерода соединение, выведение из контактного устройства обработанного потока углеводородного газа и суспензии отработанного растворителя, содержащей осевшие твердые материалы и жидкость, введение части суспензии отработанного растворителя в регенератор для ее регенерирования в условиях регенерации, способствующих разложению части осевших твердых материалов с высвобождением диоксида углерода, и выведение из регенератора концентрированного потока диоксида углерода и бедного растворителя. Изобретение обеспечивает высокоэффективную и экономичную обработку находящегося под высоким давлением углеводородного газа. 2 н. и 13 з.п. ф-лы, 1 ил.
1. Способ обработки потока находящегося под высоким давлением углеводородного газа, имеющего высокую концентрацию диоксида углерода, для удаления из него диоксида углерода и получения обработанного потока углеводородного газа и концентрированного потока диоксида углерода, включающий
контактирование указанного потока находящегося под высоким давлением углеводородного газа с бедным растворителем, содержащим водный раствор аммиака и продукт реакции жидкой системы NH3-CO2-H2O в контактном устройстве в условиях контактирования, способствующих реакции части указанного диоксида углерода из указанного потока находящегося под высоким давлением углеводородного газа с указанным бедным растворителем, в результате чего образуется содержащее диоксид углерода соединение;
выведение из указанного контактного устройства указанного обработанного потока углеводородного газа и суспензии отработанного растворителя, содержащей осевшие твердые материалы и жидкость;
введение по меньшей мере части указанной суспензии отработанного растворителя в регенератор для ее регенерирования в условиях регенерации, способствующих разложению части указанных осевших твердых материалов с высвобождением диоксида углерода; и
выведение из указанного регенератора указанного концентрированного потока диоксида углерода и указанного бедного растворителя.
2. Способ по п.1, дополнительно включающий
проведение перед введением указанной по меньшей мере части указанной суспензии отработанного растворителя в указанный регенератор, отделение от указанной суспензии отработанного растворителя части указанной жидкости для концентрирования твердого содержимого в указанной суспензии отработанного растворителя, в результате чего образуются концентрированная суспензия указанных осевших твердых материалов и отделенная жидкость, и использование указанной концентрированной суспензии в качестве указанной, по меньшей мере, части указанной суспензии отработанного растворителя, которую вводят в указанный регенератор.
3. Способ по п.2, дополнительно включающий введение указанной отделенной жидкости в указанное контактное устройство в качестве рециркулирующего сырья.
4. Способ по п.1, в котором поток находящегося под высоким давлением углеводородного газа содержит от 5 до 80 об.% диоксида углерода и углеводородный газ, выбираемый из группы, состоящей из метана, этана, пропана, бутана, пентана и их смесей.
5. Способ по п.1, в котором рабочее давление в указанном контактном устройстве находится в диапазоне от 5 до 40 бар (изб), в то время как рабочая температура в указанном контактном устройстве находится в диапазоне от 5 до 60°C, причем температура, при которой указанный бедный растворитель вводится в указанное контактное устройство, составляет менее чем 20°C, а концентрация аммиака в указанном бедном растворителе находится в диапазоне от 1 до 50 вес.% в расчете на указанный бедный растворитель.
6. Способ по п.1, в котором рабочее давление в указанном регенераторе находится в диапазоне от 20 до 100 бар (изб), в то время как рабочая температура в указанном регенераторе находится в диапазоне от 40 до 180°C.
7. Способ по п.1, в котором указанный обработанный поток углеводородного газа содержит менее 3 об.% диоксида углерода.
8. Способ по п.1, в котором указанный концентрированный поток диоксида углерода содержит более 90 об.% диоксида углерода и в котором указанный концентрированный поток диоксида углерода находится под давлением в диапазоне от 25 до 50 бар (изб).
9. Способ обработки потока находящегося под высоким давлением углеводородного газа, имеющего высокую концентрацию диоксида углерода, для удаления из него диоксида углерода и получения обработанного потока углеводородного газа и концентрированного потока диоксида углерода, включающий
контактирование указанного потока находящегося под высоким давлением углеводородного газа с бедным растворителем, содержащим водный раствор аммиака и по меньшей мере один продукт реакции жидкой системы NH3-CO2-H2O в контактном устройстве в условиях контактирования, способствующих реакции части указанного диоксида углерода из указанного потока находящегося под высоким давлением углеводородного газа с указанным бедным растворителем, в результате чего образуется содержащее диоксид углерода соединение;
выведение из указанного контактного устройства указанного обработанного потока углеводородного газа и суспензии отработанного растворителя, содержащей осевшие твердые материалы и жидкость;
отделение части указанной жидкости из указанной суспензии отработанного растворителя для концентрирования ее твердого содержимого, в результате чего получают концентрированую суспензию указанных осевших твердых материалов и отделенную жидкость;
регенерирование указанной концентрированной суспензии в регенераторе в условиях регенерации, способствующих разложению части указанных осевших твердых материалов с образованием диоксида углерода; и
выведение из указанного регенератора указанного концентрированного потока диоксида углерода и указанного бедного растворителя.
10. Способ по п.9, дополнительно включающий
введение указанной отделенной жидкости в указанное контактное устройство в качестве рециркулирующего сырья.
11. Способ по п.9, в котором указанный поток находящегося под высоким давлением углеводородного газа содержит от 5 до 80 об.% диоксида углерода и углеводородный газ, выбираемый из группы, состоящей из метана, этана, пропана, бутана, пентана и их смесей.
12. Способ по п.11, в котором рабочее давление в указанном контактном устройстве находится в диапазоне от 5 до 40 бар (изб), в то время как рабочая температура в указанном контактном устройстве находится в диапазоне от 5 до 60°C, причем температура, при которой указанный бедный растворитель вводится в указанное контактное устройство, составляет менее чем 20°C, а концентрация аммиака в указанном бедном растворителе находится в диапазоне от 1 до 50 вес.% в расчете на указанный бедный растворитель.
13. Способ по п.12, в котором рабочее давление в указанном регенераторе находится в диапазоне от 20 до 100 бар (изб), в то время как рабочая температура в указанном регенераторе находится в диапазоне от 40 до 180°C.
14. Способ по п.13, в котором указанный обработанный поток углеводородного газа содержит менее 3 об.% диоксида углерода.
15. Способ по п.14, в котором указанный концентрированный поток диоксида углерода содержит более 90 об.% диоксида углерода и в котором указанный концентрированный поток диоксида углерода находится под давлением в диапазоне от 25 до 50 бар (изб).
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 4436707 A, 13.03.1984 | |||
| ПОГЛОТИТЕЛЬ ДИОКСИДА УГЛЕРОДА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ УДАЛЕНИЯ ДИОКСИДА УГЛЕРОДА ИЗ ГАЗОВЫХ СМЕСЕЙ | 2003 |
|
RU2229335C1 |

